
Abstract
In the present scenario, glass fabric polymer is playing a significant role in the field of structural and aerospace industries due to its lightweight, high tensile strength, and corrosion resistance. The GFRP laminate composite is fabricated by hand lay-up process and subsequently submerged in a seawater bath at a certain time and temperature. We observed that tensile strength, flexural strength, and modulus have all properties decreased due to the absorption of water via capillary action inside the laminate composite. The development of mechanical and physical properties of nanofiller incorporated (with the help of mechanical stirring and prob ultrasonication) into polymer matrix composite strongly depends on the elemental composition of filler materials and the size of its particles. To increase the mechanical properties, varying quantities of TiO2 nanofiller were combined with the polymer epoxy matrix in the current study. The results demonstrated that the flexural and interlaminar shear strengths of water-aged nanocomposites are improved with the inclusion of a fraction weight percent of TiO2 nanofiller into the polymer epoxy matrix.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Glass fiber
- TiO2 filler
- Glass fiber reinforced polymer (GFRP) composite
- Mechanical property
- Water absorption
1 Introduction
A composite material is created by a microscopic fusion of two or more materials having different physical and chemical properties. When they are combined, a brand-new substance is created that is specifically made to perform a given duty, like being stronger, lighter, or electrically resistant. They can also strengthen and stiffen things up [1]. Attraction toward GFRP composite is due to the advanced properties offered by reinforced polymer composite over traditional metallic materials because of lightweight, high tensile strength and low density, ease of processing, high toughness, and damping. Composite materials have some crucial applications such as in racing car bodies, swimming pool panels, aircraft, marines, automobiles and sports industries, transportation and other infrastructures etc. [2]. Mechanical properties of laminate composite depend upon the strength, modulus, and chemical stability and depend upon the orientation of fibers, while in the case of matrix depend on the tensile, flexural strength, and interfacial bonding among matrix and fiber [3]. The characteristic of GFRP composite is equal to steel. Therefore, the strength and stiffness of the constituent fibers govern the strength and stiffness of such composites [4]. The optimal properties of GFRP composite are depending on the characteristic of the material's ingredient (quantity, type, orientation, void content, and fiber distribution). As is well known, material anisotropy is mostly caused by complex fiber orientation distribution. Nanofillers were recognized as a viable remedy to enhance the mechanical characteristics of FRP composites. Investigations found that the type, size, form, and type of the link between the matrix and the fillers all affected how effective they were [5]. The preparation of GFPR composite without the use of nanofiller leads to delamination in composite because of indigent interfacial bonding among fiber and matrix. Due to this, restricts its structural applications such as sports industries, aerospace, automobile etc. [6]. Several researched have been carried out to resolve the delamination problem by the use of different types of nanofiller in pure epoxy resin for improving the mechanical and thermal properties. Finally, these difficulties are overcome by the introduction of organic or inorganic nanofiller in GFRP laminate composites. The various types of inorganic fillers such as Al2O3 [7], SiO2 [8], TiO2 [9], ZrO2 [10], MWCNTs and clay [11] and graphene [12], etc. Among the most investigated metal-oxide, TiO2 presumably is very interesting because of its peerless properties such as Refractive index, Non-toxic, non-corrosive, low cost, Self-cleaning mechanism, anti-bacterial, Die electric and catalytic properties [13]. Nanofiller like TiO2 have also the capability to reduce the delamination in FRP composite if they are properly surface functionalized to enhance the interfacial interaction with the matrix system, and ultimately reduce the cost of fabrication and production of composite [14]. The current research work attempted to discuss the effect of water absorption, especially for GFRP laminate composites at control. However, these types of composite deal with a lot of challenges and intimidation in various atmospheres like water, hydrothermal, low and high temperature, alkaline, corrosive, UV light, etc. In the case of a hydrothermal environment, glass fiber-reinforced polymer composites typically absorb moisture. The polymer composites' absorbed water molecules come in two ways: bound water and free water. Free water is typically gathered in the epoxy's free volume/voids or at the matrix-fiber interface, where bound water is typically chemically attached to the hydroxyl group of the epoxy [15, 16]. Composites that have absorbed moisture lose their properties. Chemical and physical changes in epoxy are mostly brought on by chain scission and hydrolysis, whereas physical changes are primarily brought on by plasticization and swelling [17, 18]. Observed that in a hydrothermal environment, osmotic cracking, differential swelling, and interfacial debonding caused matrix microcracks to occur at the interphase [19] observed that the damage at the matrix and fiber matrix interface is amplified by water temperature. This may be caused by either matrix plasticization or polymer hydrolysis of the glass fiber interface layer. It has been found that the momentum of water absorption rises with increased immersion duration due to capillary action and the uptake of hydrophilic groups by unsaturated polyester and glass fiber [20]. It was mentioned that one of the likely options to seal holes and voids and improve interface and interphase strength in GFRP composites is adding TiO2 nanofillers [21]. The dispersed nanofiller inside the resin matrix closed the pore/void inside the matrix and thus interfacial bonding is increased between fiber-matrix and reduces the swelling, osmotic cracking at the interface, and water absorption into composite materials [22]. In the current research work we discussed the influence of TiO2 nanofiller on tensile and flexural properties of polymer composite, when GFRP composite immerged in seawater as well as dry condition.
2 Materials and Methods
2.1 Fiber
The fiber in the polymer matrix composite provides strength and stiffness to the matrix. In current research work selecting the reinforcement as a glass fiber because of the larger strength-to-weight ratio, high percentage strain, ease of handling and cost-effectiveness, good surface completion, and low cost, it gets extended when it breaks.
2.2 Fillers
When nanofiller is used in polymer matrix composite, enhances the crosslinking density of epoxy resin and also improved the mechanical properties of GFRP polymer composite, and reduces the expense of composite. It increased the stiffness of the matrix, crack resistance, and fracture toughness of the matrix. But the degree of improvement due to the addition of nanofiller are depend on the type of filler, particle size, shape, amount of filler, dispersion characteristic, and compatibility with other components. The most important parameter is dispersion for good interfacial bonding between fiber reinforcement and matrix during the fabrication of GFRP composite [23].
2.3 Matrix
The function of the matrix is to bond the fiber together and transfer the load between them. The role of the matrix is such as Protect the fiber from the environment, Improve the impact and fracture resistance of the composite. Matrix is a different type such as organic, metal, and ceramic matrix. Organic matrix composite was classified into polymer matrix composite (PMC). Polymer matrix composites are two types of thermosetting polymer, a thermoplastic polymer. Examples of thermosetting—are epoxy, phenolic, polyester, polyimide, resin, etc., and e.g., of thermoplastic polypropylene, polyamide, polyethylene, nylon, polycarbonate, polystyrene, etc. (Table 1).
3 Methods
3.1 Preparation of Matrix Mixture with Nanofiller and Fabrication of GFRP Laminate Composite
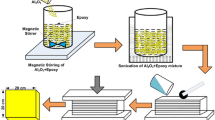
Preparation of the matrix mixture for making GFRP composite with TiO2 nanofiller, for these, were used as resin, hardener, and accelerator with stoichiometric ratio. The weight ratio of resin and hardener is 1:0.23 and the accelerator is taken as 2% of resin weight. After 20 min of mechanical stirring slurry of (resin + TiO2 nanoparticle) was processed by probe ultrasonication dual mixing process (UDM) with simultaneous stirring by impeller for up to 15 min with 10-s pules on and 30-s pules off. For effective nanoparticle prevalence into resin, followed by the addition of hardener plus accelerator again mechanical stirring at 3000 rpm for 10 min, after that finally we got a highly dispersed epoxy resin mixture [23]. During the probe ultrasonication process localized heat generated at the horn immersed into epoxy resin can impair the characteristics of based materials, to overcome this difficulty putting the ice cube surrounding the solution or recycling water from the chiller device because that temperature was maintained [6].
After preparing the mixture of epoxy resin and TiO2 filler directly used for the fabrication of GFRP laminate composite by hand layup process. First of all, used peel ply for the easy removal of composite from steel plate at which stacking number of glass fiber with matrix materials as shown in Fig. 1. Then composite was put in a side air oven for pre-curing at 120 °C for 2 h. After that, the post-curing for 6 h at 160 °C and finally obtained the desired size of the laminate composite [24] (Table 2).

Schematic diagram of fabrication of laminate composite by hand lay-up process [16]
4 Result and Discussion
4.1 Void Content
Voids are nothing more than closed pores that are found in composite materials. They are crucial to first penetrate water inside the materials and the subsequent loss of mechanical qualities. It has been found that the percentage of voids rises as the weight percentage of nano-TiO2 content increases shown in Fig. 2a. Because the tendency of agglomeration of TiO2 nanoparticles is increased, it means that a stronger bond between particle-to-particle as compared to the matrix-to-particle forms larger air bubbles throughout the blending of matrix and filler. That is why, agglomeration of nano-TiO2 particles weakens the bond between the fiber-matrix interface, rising the amount of water absorbed by capillary action. When compared to pure epoxy matrix polymer glass fiber reinforced polymer laminate composite, the seawater diffusivity of the nanocomposite at 0.1 wt.% of titanium dioxide nanofiller decreased by 15%.

a Influence on the void concentration of TiO2 wt.% in composite b influence on seawater gain of the square root of time [16]
4.2 Accelerated Seawater Aging
Moisture absorption significantly contributes to the deterioration of the mechanical qualities of GFRP composites. Polymer Composite matrix materials frequently take in moisture inside the hydrothermal or hydrophilic atmosphere. The square root of seawater aging time and seawater gain weight percentage. The results showed that the percentage of water gain rises with time during the early stages of aging and then decreases as time goes on. It can be because the composite's surface has voids or open pores that speed up the absorption tendency shown in Fig. 2a. However, when the amount of nano-TiO2 rises, it also increases water absorption. According to Fig. 2b minimum seawater absorption of nanocomposite at 0.1% of TiO2 filler. It could be beneficial interfacial bonding among the fiber and matrix at 0.1% filler which reduced the seawater diffusion in composite through capillary action and then the seawater diffusivity reduced by 15%.
4.3 Mechanical Properties
The mechanical qualities and durability of a product's component should be developed and chosen in accordance with the design. To determine the materials’ reliability and durability, the mechanical properties must be assessed in various environments.
The ILSS test can evaluate the strength of the interface, which is the core of GFRP composites. However, the flexural test may be able to detect bending and compressive stress [16].
4.4 Flexural Strength
The figure shows the relation between flexural strength and modulus versus Weight percentage of titanium dioxide filler content in composite. The result reveals that increase in the wt.% of TiO2 filler decrease the flexural strength of nanocomposite. According to Fig. 3a maximum increment in flexural strength was seen for nanocomposites containing 0.1 wt.% of TiO2 nanofiller from 330 to 366 MPa. After that further addition of Titanium dioxide nanofiller, then decrease the flexural strength of seawater as well as dry nanocomposite. For a composite with a 0.1 wt.% nano-TiO2 content, the enhancement in flexural strength following wet condition is about 15% while 11% is in dry condition [31]. However, furthermore added TiO2 filler content, then agglomeration has been occurring in matrix materials, and the van der Waal’s force of attraction between particle to the particle is larger as compared to the particle-to-matrix interface shown in Fig. 3a. The agglomeration of nanoparticles in polymer composite reduces the mechanical properties due to the decrease in the dynamic specific surface area which interacts with the polymer matrix. Because of that insufficient load transfer between the fiber and matrix interphase of the nanocomposite. Void concentration in the composite is nearby responsible for decreasing flexural strength. The mechanical characteristic of composites that have undergone hydrothermal aging has decreased because of the fiber, epoxy, and nanoparticles’ uneven thermal expansion, which results in interface swelling and the hydrolysis of the epoxy matrix [19].

Graph between flexural strength vs TiO2 wt.% (a) and flexural modulus vs TiO2 wt.% (b) in composite [19]
Figure 3b demonstrated the relation between flexural modulus and titanium dioxide nanofiller content in composite. With an increase in TiO2 nanofiller content in dry conditions, the flexural modulus rises. It might be caused by the composites’ high modulus TiO2 nanofiller content. But as the amount of TiO2 nanofiller in seawater-aged composites rises, the flexural modulus of those materials decreases.
4.5 Interlaminar Shear Strength (ILSS)
The result reveals that Comparing the TiO2 nanofiller content in polymer composite to other nanocomposites and pure epoxy composites in both (water and dry) conditions, the greatest ILSS is discovered to be at 0.1 wt.%. The addition of 0.1 wt.% ILSS has enhanced by 19% and 23% in dry and seawater aging, respectively, following the incorporation of TiO2 nanofiller into the epoxy matrix.
The improvement or decline of mechanical characteristics may be connected to the fracture surface's structure analysis to back up the discoveries. Show in Fig. 4a the strengthening mechanism of nanocomposite at 0.1 wt.% of TiO2 filler. It observed an effective interfacial bonding between fiber and matrix, because of the proper dispersion of TiO2 nanofiller in an epoxy slurry with the help of Ultrasonication. Good dispersion means bonding between particle to matrix/fibers is stronger than particle to particle, which enhances the mechanical quality of both dry and wet conditions [21]. However, Fig. 4c demonstrated the agglomeration of 0.9 wt.% nanofiller content in the composite which reduced the mechanical properties in dry as well as seawater conditions because of higher weight percentage of nanofillers is typically associated with the creation of voids during matrix modification and the agglomeration of TiO2 nanofiller above a certain wt.% [13].

FESEM picture of the bond interface at 0.1 wt.% of TiO2 filler (a), Dispersion of TiO2 (b) agglomeration at 0.9 wt.% of TiO2 filler (c) [21]
5 Conclusion
This current research work discussed the mechanical properties and water absorption of GFRP laminate composite with or without filler matrix. In the case of pure epoxy resin matrix had been reducing the mechanical properties due to the delamination of composite, these difficulties were overcome by the introduction of TiO2 nanofiller into the polymer matrix. Surface modification of TiO2 nanoparticles is also possible which allowed enhancing the interface region properties, dispersion, homogeneity with ultrasonic dual mixing (UDM), and mechanical properties. Maximum improvement of flexural strength at the addition of a certain amount of nanofiller in seawater condition, whereas further increase nanofiller then fall down the flexural strength. When compared to control GFRP composites, the ILSS of the nanocomposite with a certain weight percentage of TiO2 nanofiller enhances under both dry and seawater-aged conditions. When the addition of TiO2 nano-filler in composite, initially increases the flexural modulus. Aging matrix stiffening components in seawater and improved interfacial adhesion between the matrix and fiber are to blame. After that further increase the TiO2 nanofiller in the composite, an adverse effect on mechanical properties.
References
Sathishkumar, T. P., Satheeshkumar, S., & Naveen, J. (2014). Glass fiber-reinforced polymer composites—A review. Journal of Reinforced Plastics and Composites, 33, 1258–1275. https://doi.org/10.1177/0731684414530790
Aydin, F. (2016). Effects of various temperatures on the mechanical strength of GFRP box profiles. Construction and Building Materials, 127, 843–849. https://doi.org/10.1016/j.conbuildmat.2016.09.130
Erden, S., Sever, K., Seki, Y., & Sarikanat, M. (2010). Enhancement of the mechanical properties of glass/polyester composites via matrix modification glass/polyester composite siloxane matrix modification. Fibers and Polymers, 11(5), 732–737. https://doi.org/10.1007/s12221-010-0732-2
EL-Wazery, M. S., EL-Elamy, M. I., & Zoalfakar, S. H. (2017). Mechanical properties of glass fiber reinforced polyester composites. International Journal of Applied Science and Engineering, 14(3), 121–131. https://doi.org/10.6703/IJASE.2017.14(3).121
Zahrouni, A., Bendaoued, A., & Salhi, R. (2021). Effect of sol-gel derived TiO2 nanopowders on the mechanical and structural properties of a polymer matrix nanocomposites developed by vacuum-assisted resin transfer molding (VARTM). Ceramics International, 47(7), 9755–9762. https://doi.org/10.1016/j.ceramint.2020.12.115
Kumar, K., Ghosh, P. K., & Kumar, A. (2016). Improving mechanical and thermal properties of TiO2-epoxy nanocomposite. Composites Part B: Engineering, 97, 353–360. https://doi.org/10.1016/j.compositesb.2016.04.080
Alam, M. S., & Chowdhury, M. A. (2020). Characterization of epoxy composites reinforced with CaCO3-Al2O3-MgO-TiO2/CuO filler materials. Alexandria Engineering Journal, 59(6), 4121–4137. https://doi.org/10.1016/j.aej.2020.07.017
Taylor, P., Halder, S., Ghosh, P. K., Goyat, M. S., & Ray, S. (2013). Ultrasonic dual mode mixing and its effect on tensile properties of SiO2-epoxy nanocomposite. Journal of Adhesion Science and Technology, 37–41.
Maloth, B., Srinivasulu, N. V., Rajendra, R., Sathishkumar, T. P., Satheeshkumar, S., & Naveen, J. (2014). Glass fiber-reinforced polymer composites—A review. Journal of Reinforced Plastics and Composites, 33(13), 1258–1275. https://doi.org/10.1177/0731684414530790
Halder, S., Ghosh, P. K., & Goyat, M. S. (2012). Influence of ultrasonic dual mode mixing on morphology and mechanical properties of ZrO2-epoxy nanocomposite. High Performance Polymers, 24(4), 331–341. https://doi.org/10.1177/0954008312440714
Hu, Y., Ji, W. M., & Zhang, L. W. (2020). Water-induced damage revolution of the carbon nanotube reinforced poly (methyl methacrylate) composites. Composites Part A: Applied Science and Manufacturing, 136, 105954. https://doi.org/10.1016/j.compositesa.2020.105954
Nayab-Ul-Hossain, A. K. M., Sela, S. K., Hasib, M. A., Alam, M. M., & Shetu, H. R. (2022). Preparation of graphene based natural fiber (Jute)-synthetic fiber (Glass) composite and evaluation of its multifunctional properties. Composites Part C Open Access, 9, 100308. https://doi.org/10.1016/j.jcomc.2022.100308
Nayak, R. K., Mahato, K. K., & Ray, B. C. (2016). Water absorption behavior, mechanical and thermal properties of nano TiO2 enhanced glass fiber reinforced polymer composites. Composites Part A: Applied Science and Manufacturing, 90, 736–774. https://doi.org/10.1016/j.compositesa.2016.09.003
Zhai, W., Wu, Z. M., Wang, X., Song, P., He, Y., & Wang, R. M. (2015). Preparation of epoxy-acrylate copolymer@nano-TiO2 Pickering emulsion and its antibacterial activity. Progress in Organic Coatings, 87, 122–128. https://doi.org/10.1016/j.porgcoat.2015.05.019
Visco, A. M., Calabrese, L., & Cianciafara, P. (2008). Modification of polyester resin based composites induced by seawater absorption. Composites Part A: Applied Science and Manufacturing, 39(5), 805–814. https://doi.org/10.1016/j.compositesa.2008.01.008
Nayak, R. K., & Ray, B. C. (2018). Influence of seawater absorption on retention of mechanical properties of nano-TiO2 embedded glass fiber reinforced epoxy polymer matrix composites. Archives of Civil and Mechanical Engineering, 18(4), 1597–1607. https://doi.org/10.1016/j.acme.2018.07.002
De’Nève, B., & Shanahan, M. E. R. (1993). Water absorption by an epoxy resin and its effect on the mechanical properties and infra-red spectra. Polymer (Guildf), 34(24), 5099–5105. https://doi.org/10.1016/0032-3861(93)90254-8
Sridhar, I., & Venkatesha, C. S. (2013). Variation of damping property of polymer composite under saline water treatment. International Journal of Innovations in Engineering and Technology, 2(1), 420–423.
Hodzic, A., Kim, J. K., Lowe, A. E., & Stachurski, Z. H. (2004). The effects of water aging on the interphase region and interlaminar fracture toughness in polymer-glass composites. Composites Science and Technology, 64(13–14), 2185–2195. https://doi.org/10.1016/j.compscitech.2004.03.011
Yan, L., & Chouw, N. (2015). Effect of water, seawater and alkaline solution ageing on mechanical properties of flax fabric/epoxy composites used for civil engineering applications. Construction and Building Materials, 99, 118–127. https://doi.org/10.1016/j.conbuildmat.2015.09.025
Prasad, V., Joseph, M. A., & Sekar, K. (2018). Investigation of mechanical, thermal and water absorption properties of flax fibre reinforced epoxy composite with nano TiO2 addition. Composites Part A: Applied Science and Manufacturing, 115. https://doi.org/10.1016/j.compositesa.2018.09.031
Ghosh, P. K., Pathak, A., Goyat, M. S., & Halder, S. (2012). Influence of nanoparticle weight fraction on morphology and thermal properties of epoxy/TiO2 nanocomposite. Journal of Reinforced Plastics and Composites, 31(17), 1180–1188. https://doi.org/10.1177/0731684412455955
Goyat, M. S., & Ghosh, P. K. (2018). Impact of ultrasonic assisted triangular lattice like arranged dispersion of nanoparticles on physical and mechanical properties of epoxy-TiO2 nanocomposites. Ultrasonics Sonochemistry, 42, 141–154. https://doi.org/10.1016/j.ultsonch.2017.11.019
Kuppusamy, R. R. P., Rout, S., & Kumar, K. (2020). Advanced manufacturing techniques for composite structures used in aerospace industries. Modern Manufacturing Processes. https://doi.org/10.1016/b978-0-12-819496-6.00001-4
Tekin, D., Birhan, D., & Kiziltas, H. (2020). Thermal, photocatalytic, and antibacterial properties of calcinated nano-TiO2/polymer composites. Materials Chemistry and Physics, 251, 123067. https://doi.org/10.1016/j.matchemphys.2020.123067
Rathore, D. K., Prusty, R. K., Kumar, D. S., & Ray, B. C. (2016). Mechanical performance of CNT-filled glass fiber/epoxy composite in in-situ elevated temperature environments emphasizing the role of CNT content. Composites Part A: Applied Science and Manufacturing, 84, 364–376. https://doi.org/10.1016/j.compositesa.2016.02.020
Gellert, E. P., & Turley, D. M. (1999). Seawater immersion ageing of glass-fibre reinforced polymer laminates for marine applications. Composites Part A: Applied Science and Manufacturing, 30(11), 1259–1265. https://doi.org/10.1016/S1359-835X(99)00037-8
Tual, N., Carrere, N., Davies, P., Bonnemains, T., & Lolive, E. (2015). Characterization of sea water ageing effects on mechanical properties of carbon/epoxy composites for tidal turbine blades. Composites Part A: Applied Science and Manufacturing, 78, 380–389. https://doi.org/10.1016/j.compositesa.2015.08.035
Cerbu, C. (2010). Effects of the long-time immersion on the mechanical behaviour in case of some E-glass/resin composite materials. Woven fabric engineering. https://doi.org/10.5772/10462
Kim, H. Y., Park, Y. H., You, Y. J., & Moon, C. K. (2008). Short-term durability test for GFRP rods under various environmental conditions. Composite Structure, 83(1), 37–47. https://doi.org/10.1016/j.compstruct.2007.03.005
Carlsson, L., Adams, D., & Pipes, R. (2014). Analysis of composite materials. Experimental characterization of advanced composite materials (4th ed., Vol. 50, pp. 11–34). https://doi.org/10.1201/b16618-3
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Kumar Singh, S., Jackson Singh, T. (2024). Study of Mechanical Properties and Water Absorption Behavior of TiO2 Nanofiller-Enhanced Glass Fiber-Reinforced Polymer Composites: A Review. In: Pawar, P.M., et al. Techno-societal 2022. ICATSA 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-34644-6_82
Download citation
DOI: https://doi.org/10.1007/978-3-031-34644-6_82
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-34643-9
Online ISBN: 978-3-031-34644-6
eBook Packages: EngineeringEngineering (R0)