
Abstract
The present investigation emphasizes on the effect of nano Al2O3 filler and cross head velocity on mechanical properties of glass fiber reinforced polymer composite (GFRP). Nano Al2O3 filler of 3 wt% of epoxy is dispersed into the epoxy matrix through temperature assisted magnetic stirring followed by sonication for a time period of 60 min. GFRP composites are fabricated by hand-lay-up techniques. It is observed that flexural strength about 14 % and interlaminar shear strength (ILSS) about 11 % improved in nano Al2O3 filled GFRP composite as compared to control GF composites. Further, ILSS is evaluated as a function of volume fraction of glass fiber and at different cross head velocity (1, 50, 100, 500 and 1000 mm/min). The results revealed that ILSS values increases with cross head velocity from 1 to 100 mm/min and decreases further increase in cross head velocity. This may be attributed to at higher cross head velocity (up to 100 mm/min), micro cracks propagate through fiber/matrix interface rather than the weakest epoxy matrix and breaks the strong fiber during crack propagation resulting increase in ILSS. Addition of 3 wt% of nano Al2O3 does not have influences on glass transition temperature. Scanning electron microscopy images of ILSS fractured surface features are analysed to understand the failure mode of glass fiber reinforced polymer nano composites.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polymer matrix composite materials are highly accepted and appreciated in different high end engineering applications. However, FRP composites have weakness towards transverse loading condition. This is because FRP composites are not isotropic material and the interface/interphase is weaker than isotropic material. Therefore, improvement of the interface/interphase strength is the emerging field of research in composite material. Glass fiber reinforced composites are used in different engineering field like aerospace, marine, space satellite, automotive and etc. because of its competitive mechanical properties with respective to cost as compared to carbon fiber polymer composite. Glass fiber/polymer interphase is manifested by Vander Waal bonding, chemical bonding and molecular segregation. Generally, there are two basic approaches to improve the interphase/interface delamination properties of FRP composite i.e. either through thickness reinforcement (3D fibre reinforcement e.g., z-pinning, stitching, braiding, waving, and knitting) or the second one is modification of polymer matrix through toughen micro or nano particles/fillers or the both [1]. However, fracture toughness of the nano composites are improved through (1) crack tip blunting (or crack tip deformation), (2) localised inelastic matrix deformation and void nucleation/growth, (3) particle/fibre deformation or breaking at the crack tip, (4) crack deflection, (5) crack pinning (6) fibre pull-out, and (7) particle/fibre de-bonding [2, 3]. The improvement of mechanical properties of nano composites depend on nano particle types, size, shape and the nature of bond between matrix and fillers [4–6]. Asi [7] found that micro Al2O3 fillers improves the bearing strength and highest at 10 wt% Al2O3. Different researchers have found that nano Al2O3 improves the tensile and shear strength, fracture toughness and stiffness of the composite [8–13]. Hence, nano Al2O3 filler is chosen to be impinged into the polymer matrix to improve the mechanical properties.
Fiber/matrix interface is sensitive to cross head velocity [14–25]. As mechanical properties of GFRP composite varies with cross head velocity/strain rate significantly, it will be too conservative to design a component which is under dynamic loading and use static properties [26]. High strain rate or cross head velocity characterization are mainly focused on composites made up epoxy and polyester matrices reinforced with glass and carbon fiber [27]. Generally at low strain rate ductile mode and non-ductile type at high strain rate is observed [28]. The failure mechanism changes from fiber fracture to matrix cracking when the loading rate changes from static to dynamic [21].
Dynamic properties of GFRP composite are very crucial. However, there is scanty in open literature on effect of cross head velocity of nano Al2O3 filled GFRP composites. Therefore, this paper investigates the effect of nano Al2O3 and cross head velocity on interlaminar shear strength (ILSS) of GFRP composite. Further, effect of cross head velocity as a function of volume fraction of glass fiber has also been analysed. Surface roughness and glass transition temperature are studied using stylus-type profilometer and differential scanning calorimetry respectively. Fracture surfaces are observed under scanning electron microscope (SEM) to evaluate the mode of failure.
Material and fabrication of composite laminate
Material
The raw materials used for fabrication of nano Al2O3 particles filled glass fiber reinforced polymer composites are nano Al2O3 particles, woven roving E-glass fiber, Epoxy (Bisphenol-A-diglycidyl-ether/LY-556) and hardener (HY-951). In this study commercially available (Saint-Gobian Vetrotex) E-glass fiber of 8 μ thickness woven roving fabric is used as reinforcement. Figure 1 shows the schematic view of fabrication method of nano composite.

Schematic diagram of fabrication of Nano GFRP composite
There are four types of GF nano composites have been made by hand lay-up method. Initially the fiber and epoxy ratio is maintained at 60:40 by weight. The nano Al2O3 powder is dried at 100 °C for 1 h before mixing with epoxy matrix. 3 wt% of epoxy of nano Al2O3 filler is mixed with epoxy in a temperature assisted magnetic stirrer and ultrasonic bath for 60 min. The laminates are fabricated and partially cured at 60 °C at different mould pressure (10, 17, 24 and 31 kg/cm2) for 20 min. It is further cured at room temperature for minimum 5 days before characterization.
Nano particle size analyses
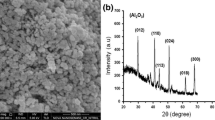
Nano Al2O3 (Alpha) particle has been supplied by SRL Pvt. Ltd. Mumbai. Nano particles size distribution has been analyzed by dynamic light scattering (DLC, Malvern) method. In this method the particles are dispersed in alcohol + water (50:50 ratios) and followed by sonication. The particle size distribution range has been reported in Fig. 2. It is observed that Z-average (d.nm) of nano Al2O3 particles is 917 d.nm.

Al2O3 particle size distribution
Results and discussions
Volume fraction of fiber and void content in GF-nano composites
Composites are fabricated at different mould pressure to remove entrapped gasses and achieve uniform distribution of epoxy in the matrix. It is observed that at different mould pressure, some amount of blended epoxy resin is drained out. Therefore, burn off test is done to determine the volume fraction of fiber (Vf) and matrix as per ASTM D 3171-99 standard. It is observed that volume fraction of fiber has been varied from 60 to 72 % with change in mould pressure from 10 to 31 kg/cm2 and shown in Fig. 3a. However, void content percentage decreases with increases in mould pressure and shown in Fig. 3b.

a Volume fraction of fiber versus mould pressure and b void content versus volume fraction of fiber in the composite
Effect of nano fillers on flexural strength
Flexural strength of glass fiber reinforced polymer composite (control GF-composite) and nano Al2O3 filled glass fiber reinforced polymer composite (Nano GF-composite) is evaluated as per ASTM standard. Both GF and GF nano composites are fabricated at mould pressure of 10 kg/cm2. Figure 4 shows the comparison of flexural strength between GF and GF nano composite. It is observed that flexural strength and modulus of GF-nano composite has improved about 14 and 24 % respectively as compared to GF composite and the results are reported in Table 1. It is well known that nano particles specific surface area is more than micro particles. This high specific surface area enables to have large nano Al2O3/polymer interface area in the nano composite as compared to GF composite. The large interface area reduces stress concentration at the interface and enhances the load transfer efficiency from the epoxy matrix to the hard nano Al2O3 effectively. Therefore, improvement of flexural strength is attributed to the better load transfer from soft epoxy matrix to the hard and stiff nano Al2O3 particles through elusive nano Al2O3/epoxy interface.

Comparison of flexural stress and strain between control and nano GF composite
Effect of nano fillers and volume fraction of fiber on interlaminar shear strength
Dynamic mechanical properties are more useful in design than static properties for GFRP composite. Because, the crashworthiness and reliability of a composite can be realized from dynamic mechanical properties as compared to static. ILSS measures the in situ shear strength between matrix and fiber. ILSS is evaluated by short beam shear (SBS) test. The test is conducted as per the ASTM-D2344/D2344M-00. The specimen dimension is 34 mm × 7 mm × 3.5 mm. Span length is 24 mm. ILSS is evaluated using Instron 5967 universal testing machine. The cross head velocity is varied from 1 to 1000 mm/min. At each cross head velocity, the test is repeated for four no of samples and average values are reported. The ILSS is determined as per the Eq. 1.
where, t is the thickness (mm) of the sample, b is the width (mm) and P is the load applied (N).
Figure 5 show ILSS as a function of cross head velocity for the nano composites where Vf has changed from 60 to 72 %. It is observed that at 1 mm/min cross head velocity, ILSS is minimum compare to higher cross head velocity (100 mm/min). This may be attributed that at lower cross head velocity, time available for the micro crack to propagate in the weak portion of the matrix is more compare to higher cross head velocity. However, at high cross head velocity, the micro crack does not have sufficient time to propagate the weakest path and rather it has to propagate through the strong covalent bond between the matrix and nano particle or need to break the fiber for crack propagation for which ILSS increases. Therefore, the propagation of micro-cracks and or even pin cracks can be inhibited by the presence of covalently- bonded nano particles. However, various complex combination of energy absorbing mechanism like delamination by shear mode, matrix cracking as a result of transverse shear and trans-laminar fracture due to fiber rupture and/or by kinking constitutes might have took place during high cross head velocity.

Interlaminar shear strength as a function of cross head velocity a Vf = 60 %, b Vf = 64 %, c Vf = 68 %, d Vf = 72 %
It is also observed that with increase in Vf, the epoxy volume fraction decreases in the composite system. Therefore, the availability of modified epoxy is less at the epoxy/fiber interface with increase in volume fraction of fiber. Hence, ILSS decreases with increase in volume fraction of fiber, even if presence of nano Al2O3 particle in the epoxy matrix. Both control GF and GF nano composites are sensitive to cross head velocity.
Surface roughness as a function of fiber volume fraction
Surface roughness is very important in terms of surface smoothness and defects of the composite. Surface roughness is evaluated by stylus-type profilometer, Talysurf (Taylor Hobson, Surtronic 3+). The profilometer is set for cut-off length = 0.8 mm, traverse velocity = 1 mm/s, filter 2CR and traverse length = 4 mm. Roughness measurement has been carried out in three different locations of the composite and the average value is reported. Figure 6a shows the schematic diagram of Ra and mathematical Eq. 2 indicates the expression to determine the same. It is observed that initially the roughness Ra (micron) of nano GFRP composite decreases with increase in Vf glass fiber up to 68 % and increases further increase in Vf of glass fiber and shown in Fig. 6b. Initial decrease in roughness is may be because of decrease in entrapped air bubbles in the matrix with increase in Vf and further increase in roughness is attributed to decrease in epoxy percentage in the nano composite.

a Schematic diagram of surface roughness Ra and b roughness (Ra) versus volume fraction of fiber
Effect of nano Al2O3 on glass transition temperature
Glass transition temperature of nano composites has been evaluated by differential scanning calorimeter (DSC, DSC-822, and Mettler Toledo). This test is carried out in liquid nitrogen atmosphere and the heating rate is 10 °C/min. It is found that glass transition temperature does not have significant change in nano composite compared to GF composite is shown in Fig. 7. GF-A, GF-B, GF-C and GF-D represent as nano composites having different volume fraction of fiber. GF-A contains Vf = 60 %, GF-B contains Vf = 64 %, GF-C contains Vf = 68 % and GF-D contains Vf = 72 %.

Glass transition temperature of control GF and GF nano campsites
Fracture surface analysis through scanning electron microscopy (SEM)
Fracture surface of ILSS samples is observed through SEM (JEOL JSM-6480LV). Figure 8a shows interlaminar shear cracking along with transverse and resin micro cracking of the composite during ILSS test. Although it is expected that the mode of failure should be transverse shear, but all the samples did not fail only transverse shear mode. Similar results are also reported previously by Rahman et al. [29]. Figure 8b shows the fractured surface of the ILSS samples where the mode of failure is the combination of fiber pull out, delamination and Fig 8c, d shows fiber imprints and matrix cracking.

SEM images of fractured surface of ILSS samples
Conclusion
The following conclusions are made:
-
1.
The flexural strength has been observed to be improved by approximately 14 %, flexural modulus by 24 % and ILSS by 11 % in nano Al2O3 enhanced GFRP composite as compared to control GF composite.
-
2.
The values of ILSS increase with increase in cross head velocity up to 100 mm/min and afterwards decrease further with increase in cross head velocity.
-
3.
The ILSS values decrease with increase in volume fraction of glass fiber (Vf) and vice versa of nano Al2O3 enhanced GFRP composites as well as control GF composite.
-
4.
The addition of 3 wt% of nano Al2O3 into epoxy matrix composite does not have any influence on glass transition temperature.
-
5.
Surface roughness decreases with increase in volume fraction of glass fiber up to 68 % and further increase in volume fraction has deleterious influence.
-
6.
The modes of failure and fracture have been found to be spreading over from micro buckling, fiber rapture, interlaminar shear cracking, transverse micro cracking and resin micro cracking as attributed by the change of volume fraction and also cross head velocity.
References
Hunston DL, Moulton RJ, Johnston NJ, Bascom WD (1987) Matrix resin effects in composite delamination mode I fracture aspects. In: Johnston NJ (ed) Toughened composites, ASTM STP 937. American Society for Testing and Materials, Philadelphia, pp 74–94
Tang Y, Ye L, Zhang Z, Friedrich K (2013) Interlaminar fracture toughness and CAI strength of fibre-reinforced composites with nanoparticles—a review. Compos Sci Technol 86:26–37
Garg AC, Mai YW (1988) Failure mechanisms in toughened epoxy-resins—a review. Compos Sci Technol 31(3):179–223
Fiedler B, Gojny FH, Wichmann MHG, Nolte MCM, Schulte K (2006) Fundamental aspects of nano-reinforced composites. Compos Sci Technol 66(16):3115–3125
Rong MZ, Zhang MQ, Zheng YX, Zeng HM, Walter R, Friedrich K (2001) Structure–property relationships of irradiation grafted nano-inorganic particle filled polypropylene composites. Polymer 42(1):167–183
Xu Y, Chung DDL, Mroz C (2001) Thermally conducting aluminum nitride polymer–matrix composites. Compos A 32:1749–1757
Asi O (2010) An experimental study on the bearing strength behavior of Al2O3 particle filled glass fiber reinforced epoxy composites pinned joints. Compos Struct 92:354–363
Zhao S, Schadler LS, Duncan R, Hillborg H, Auletta T (2008) Mechanisms leading to improved mechanical performance in nanoscale Al2O3 filled epoxy. Compos Sci Technol 68:2965–2975
Zhao S, Schadler LS, Hillborg H, Auletta T (2008) Improvements and mechanisms of fracture and fatigue properties of well-dispersed alumina/epoxy nanocomposites. Compos Sci Technol 68:2976–2982
Meguid SA, Sun Y (2004) On the tensile and shear strength of nano-reinforced composite interfaces. Mater Des 25:289–296
Zunjarrao SC, Singh RP (2006) Characterization of the fracture behavior of epoxy reinforced with nanometre and micrometer sized aluminum particles. Compos Sci Technol 66:2296–2305
Ocando C, Tercjak A, Mondragon I (2010) Nanostructured systems based on SBS epoxidized triblock copolymers and well-dispersed alumina/epoxy matrix composites. Compos Sci Technol 70:1106–1112
Wetzel B, Rosso P, Haupert F, Friedrich K (2006) Epoxy nanocomposites–fracture and toughening mechanisms. Eng Fract Mech 73:2375–2398
Sethi S, Panda PK, Nayak R, Ray BC (2012) Experimental studies on mechanical behavior and microstructure assessment of glass/epoxy composites at low temperatures. J Reinf Plast Compos 31(2):77–84
Dalai RP, Ray BC (2010) Cross head velocity sensitivity of fibrous composite materials. In: International conference on recent trends in materials and characterization, RETMAC
Kumar SM, Sharma N, Ray BC (2009) Microstructural and mechanical aspects of carbon/epoxy composites at liquid nitrogen temperature. J Reinf Plast Compos 28(16):2013–2023
Gillespie JW, Gama BA, Cichanowski CE, Xiao JR (2005) Interlaminar shear strength of plain weave S2-glass/SC79 composites subjected to out-of-plane high strain rate compressive loadings. Compos Sci Technol 65(11–12):1891–1908
Naik NK, Veerraju CH, Kavala VR (2008) Hybrid composites under high strain rate compressive loading. Mater Sci Eng A 498(1–2):87–99
Shokrieh MM, Omidi MJ (2009) Investigation of strain rate effects on in-plane shear properties of glass/epoxy composites. Compos Struct 91(1):95–102
Ray BC (2004) Effects of crosshead velocity and sub-zero temperature on mechanical behaviour of hygrothermally conditioned glass fiber reinforced epoxy composites. Mater Sci Eng A 379(1–2):39–44
Ray BC (2006) Effects of changing environment and loading velocity on mechanical behaviour of FRP composites. J Reinf Plast Compos 25(12):1227–1240
Ray BC (2006) Cross head velocity sensitivity of glass fiber-epoxy composite at ambient and sub-ambient temperatures. J Reinf Plast Compos 25(3):329–333
Ray BC (2006) Loading rate effects on mechanical properties of polymer composites at ultra-low temperatures. J Appl Polymer Sci 100:2289–2292
Das B, Sahu SK, Ray BC (2006) Effects of loading velocity on the failure behaviour of FRP composites. Aircr Eng Aerosp Technol 79(1):45–52
Srivastav AK, Behera MK, Ray BC (2007) Loading rate sensitivity of jute/glass hybrid reinforced epoxy composites effect of surface modifications. J Reinf Plast Compos 26(9):851–860
Shukla DK, Kasisomayajula SV, Parameswaran V (2008) Epoxy composites using functionalized alumina platelets as reinforcements. Compos Sci Technol 68:3055–3063
Shokrieh MM, Omidi MJ (2009) Tension behaviour of unidirectional glass/epoxy composites under different strain rates. Compos Struct 88(4):595–601
Brown KA, Brooks R, Warrior NA (2009) Characterizing the strain rate sensitivity of the tensile mechanical properties of a thermoplastic composite. J Mater Sci 61(1):43–46
Rahman MM, Zainuddin S, Hosur MV, Robertson CJ, Kumar A, Trovillion J, Jeelani S (2013) Effect of NH2-MWCNTs on crosslink density of epoxy matrix and ILSS properties of e-glass/epoxy composites. Compos Struct 95:213–221
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Nayak, R.K., Rathore, D., Routara, B.C. et al. Effect of nano Al2O3 fillers and cross head velocity on interlaminar shear strength of glass fiber reinforced polymer composite. Int J Plast Technol 20, 334–344 (2016). https://doi.org/10.1007/s12588-016-9158-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12588-016-9158-z