
Abstract
The study aimed to investigate the possibilities of recovering non-ferrous metals from polymetallic nodules originating from the ocean floor by pyro- and hydrometallurgical methods. In the pyrometallurgical method, the effect of the binder’s addition and the slag-forming component on the reduction process’s efficiency was examined. The reduction allowed the separation of the fraction rich in Mn and Fe (slag phase) from the metallic phase containing non-ferrous metals (mainly Cu and Ni). On the other hand, the hydrometallurgical method consisted of leaching manganese and iron into the solution with mineral acid without adding organic acids. At the current research stage for each of the methods used, separation of ferrous and non-ferrous metals was obtained and concentrated of these last ones suitable for further processing by copper pyrometallurgy technologies.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The ocean polymetallic nodules of the Clarion-Clipperton nodules field from the ocean floor were examined. Kotliński (2011) and Abramowski and Kotliński (2011) revealed relationships and regularities of polymetallic nodules distribution occurring on the Clarion-Clipperton nodules field. The strict correlations between the region’s morphostructural development with the Pacific Plate evolution in the Mesocenozoic were demonstrated. The seabed form characteristics directly reflect geological development and changing sedimentation conditions determining productive nodule deposits. The selected hydrogenetic nodule type “H” with higher relative contents of Fe and Co shows in comparison against diagenetic type “D” and transition type “HD” lower contents of Mn, Ni, and Cu. In the Interoceanmetal Joint Organization (IOM) mining area, the greatest significance has type “D” and “HD” (with increased content of REE) and high nodules abundance and metal content, occurring at a depth interval of 4200–4500 m. Adopted criteria for mining area delineation, including high nodule abundance above 10 kg/m2 and Mn content (>30%), high-grade sum of Cu, Ni, Co > 2.5% and bottom slope < 7°, confirm the IOM ore deposits can be considered perspective.
2 Materials
IOM provided the study material. This material was botryoidal concretions (Fig. 1) with a brown and rough surface, porous organic layer on the top, and easily crumbled. The inner layers are light brown or grey.

Polymetallic nodules used in the research: A—appearance, B—fracture (Piotrowicz et al. 2019)
The results of the sieve analysis of the raw samples are shown in Fig. 2.

Sieve analysis—fraction share in grain classes for the raw material
The feed material’s chemical composition was determined using the WD-XRF method (MiniPal 4 PANaltytical), while the phase analysis was performed using the XRD method (Rigaku Miniflex II). Table 1 shows the chemical composition of the dried polymetallic concretions, which was determined by X-ray fluorescence. The material consisted mainly of manganese compounds (approx. 52% by mass), silica (approx. 19% by mass), as well as iron (12% by mass). In addition, percentages of copper compounds and nickel reach over 2% by mass.
3 Methods and Results
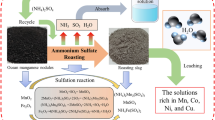
Pyrometallurgical tests were carried out in an electric chamber resistance furnace. A graphite crucible with an input consisting of ground concretions, flux—SiO2, and a reducer in the form of anthracite with a grain diameter of less than 0.5 mm was placed. To improve the contact of the grains of the concretion with the reducing agent and eliminate the finest grains with gases, molasses were added as a binder. Attempts to reduction reaction were carried out at 1100 °C and lasted for 3 h, and increased to 1300 °C for 1 h. The chemical compositions of the products, both in the pyro and hydrometallurgical methods, were determined by XRF fluorescence. In the hydrometallurgical tests, the following reagents were used (all parts per): H2SO4 (95%, Chempur), C2H4O2 (acetic acid, 80%, POCH), C2H2O4·2H2O (oxalic acid, Chempur), and demineralized water (κ = 0.05 ± 0.01 µS·cm−1). Leaching was carried out on a magnetic stirrer with a heating plate. The process conditions were organic acid concentration—20%, H2SO4 concentration—20%, duration—30 min, temperature—30 °C, l/s = 10 ml·g−1 and stirring rate—500 rpm.
4 Results of Pyrometallurgical and Hydrometallurgical Tests
Table 2 shows the compositions of the obtained slags, which were mainly composed from manganese and silicon oxides (about 75% MnO and about 15% SiO2, respectively). The content of non-ferrous metals (Cu and Ni) in the slag phase is lower in comparison with the starting material (approx. 0.15 vs 2.5% CuO; and 0.06 vs 2.8% NiO), so it can be assumed that these metals have passed after reduction to the metallic phase.
The XRD analysis results (shown in Fig. 3) indicate that the produced slag’s main component is tephroite- manganese silicate and quartz–silicon oxide. Copper and nickel reflexes were not identified.

X-ray diffraction analysis of the slag from the pyrometallurgical test
The metallic phase (Fig. 4) consists mainly of copper (about 28% by mass), oxygen (25% by mass), iron (18% by mass), and, to a lesser extent, manganese (19% by mass) (Table 3).

The appearance of the metallic phase after the pyrometallurgical test
Also noteworthy is the high nickel concentration (over 7%). XRD analyzes the metallic phase (Fig. 5) to confirm that they contain mainly metallic copper, tephroite—Mn2SiO4, magnetite—Fe3O4, and quartz hausmanite—Mn3O4.

X-ray diffraction analysis of the metallic phase from the pyrometallurgical test
Hence, oxygen is associated mainly with iron, silicon, and manganese. Nickel is bound to iron (and probably also to manganese) in a mixture of oxides.
Copper extraction efficiency was 27%, but the content of metallic copper was 32% by mass. Therefore, the obtained copper extraction yields are not very high (just 27%). In further research, stages to improve the reduction parameters, probably longer process time, and higher temperatures will allow higher yields. However, preliminary research shows that the material obtained matches the copper content of industrial concentrates used in the copper smelting plant. Therefore, they are suitable for processing in the conditions of traditional copper metallurgy (shaft or slurry process). Furthermore, the obtained slags can also be a rich source for obtaining manganese (over 75% MnO).
Table 4 shows residues’ compositions after leaching by sulfuric acid or a mixture with an organic acid. Comparing the results from the leaching test with sulfuric acid alone and with a mixture of acids, the impact of organic acid addition is recorded. These results confirm the phenomenon of reducing the leaching of iron and manganese. Using oxalic acid (C2H2O4), a residue (it means concentrate) with a sufficiently high copper content was obtained—21.1% Cu. Thus, oxalic acid dissolves all metals except copper.
5 Concluding Remarks
The following conclusions can be drawn from the obtained measurement results and their discussions:
-
Proposed pyrometallurgical processing of oceanic concretions, consisting on the chemical reduction of metal oxides, i.e., the production of slag containing gangue and metal compounds from the iron group and the separation of the metallic phase, is an effective method for extracting non-ferrous metals from polymetallic concretions.
-
The obtained slag consists mainly of manganese compounds (75% by mass MnO) and silicon oxide (15 wt% SiO2). Slag contains insignificant amounts of copper (0.15% by mass CuO) and nickel (0.06% by mass NiO) in comparison to the feed material.
-
Metallic phases include metallic copper (approx. 28% by mass Cu), silica, magnetite, and oxidized nickel phase. The concentrate thus obtained can be used in traditional copper metallurgy.
-
The proposed method of processing concretions by hydrometallurgical method consists of reducing the leaching of manganese and iron, i.e., the main components of ore, using a mixture of sulfuric (VI) and organic acids. As a result of this process, a copper-rich concentrate was obtained.
-
Among the organic acid additives used, oxalic acid turns out to be the most beneficial because it does not cause copper leaching, while it removes most of the manganese and most of the iron.
-
Obtained copper concentrations in products from the pyrometallurgical method (metal fraction was containing 32.08% by weight of Cu) and hydrometallurgical (sludge containing 16.8% by weight of Cu) constitute a material that can be used in copper pyrometallurgy even without further processing.
References
Abramowski T, Kotliński R (2011) Contemporary challenges in the exploitation of oceanic polymetallic minerals. Min Geoeng 35:41–61
Kotliński R (2011) Clarion-Clipperton concretion field—a source of future raw materials. Min Geoeng 35:195–214
Piotrowicz A, Pietrzyk S, Czarny K, Plachta P (2019) Pyro and hydrometallurgical recovery of non-ferrous metals from oceanic nodules. J Pol Miner Eng Soc 2(44):319–326
Acknowledgements
Tomasz Abramowski shared the research nodules material from the Interoceanmetal Joint Organization, for whom the authors are deeply thankful.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Pietrzyk, S., Piotrowicz, A., Tora, B. (2023). Recovery of Non-ferrous Metals from Oceanic Nodules by Pyro and Hydrometallurgical Methods. In: Chaminé, H.I., Fernandes, J.A. (eds) Advances in Geoengineering, Geotechnologies, and Geoenvironment for Earth Systems and Sustainable Georesources Management. Advances in Science, Technology & Innovation. Springer, Cham. https://doi.org/10.1007/978-3-031-25986-9_22
Download citation
DOI: https://doi.org/10.1007/978-3-031-25986-9_22
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-25985-2
Online ISBN: 978-3-031-25986-9
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)