
Abstract
Obtaining sustainable crop yields requires extensive use of mineral fertilizers, which can have a negative impact on the environment due to significant nitrogen losses. Therefore, work to increase the agrochemical value of traditional mineral fertilizers is becoming relevant. Our studies have shown the possibility of applying a phosphate-containing shell on urea granules by agglomeration to obtain encapsulated fertilizer. The composition of phosphate-containing coating based on phosphate-glauconite concentrate and potassium and calcium humates has been developed. The physicochemical composition of the encapsulated organo-mineral fertilizer was determined, and the main characteristics of the phosphate-containing coating were studied by scanning electron microscopy with elemental microanalysis. It is shown that the phosphate-containing shell has a developed nanoporous structure along the entire thickness of the coating. The possibility of controlling the process of nanoporous layer formation by improving the encapsulation technology has been confirmed.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

1 Introduction
Ensuring economic growth and achieving the goals of sustainable development requires the transition to resource-efficient economy, based on ecological balance, responsible production and consumption, the rational use of natural resources [1, 2]. The rational use of land [3] and ensuring the productivity of agriculture simultaneously are achieved by intensifying innovation activity in agriculture, aimed at increasing crop yields [4]. One of the directions of such activities is the use of new generation mineral fertilizers that meet the concept of innovative advancement [5]. According to agrochemical science [6], the share of mineral fertilizers in ensuring yield growth is 20–40%, and the ratio of the main nutrients of nitrogen, phosphorus and potassium for crops should usually be 1: 1: 1 [7]. At the same time, high doses of nitrogen fertilizers required in the initial growing season can have a negative impact on the environment due to significant nitrogen losses: the entry of gaseous nitrogen into the air and in the form of nitrates into the soil and groundwater. Thus, for such a common nitrogen fertilizer as urea, with its surface application only gaseous losses can be more than 50% [8].
In this connection, various ways are being developed to reduce the rate of nitrogen granules dissolution in the soil. The most well-known chemical methods are implemented by creating special slightly soluble fertilizers, introduction of nitrification inhibitors into the granules, as well as the granules encapsulation with the shells of different compositions [9,10,11,12,13].
The important step in microcapsules formation is the fabrication of proper wall materials that meets the criteria of encapsulation efficiency and the durability of microcapsules rely on the wall material structure. This shell should act as a barrier, storing the core material as well as protecting it against the oxygen, water and light, or initiate a controlled diffusion in the specific media [14].
The shell, which is applied to the surface of the granule (core), should have a porous surface, which consists mainly of curved nanopores of different depths. The size of the pores and their structure has a significant effect on the rate of the soil moisture penetration into the shell and after some time into the core of the granule. Due to the presence of nanopores in the shell, as well as in the interface of the granule, the process of dissolving the fertilizer will take place sequentially from the shell to the core. This path is optimal for the fertilizer assimilation. Thus, it will prevent against eco-destructive effects on the environment and loss of nutrients. In the case of increasing the pores size and changing their shape from curved to rectilinear, the groundwater will penetrate into the granule with greater speed and in greater quantities. This will lead to the simultaneous dissolution of both the shell and the core of the granule.
Nitrogen fertilizers with sulphur coating corresponding to the ecomarketing concept [15] have already been brought to the industrial production. Some of the promising components for encapsulation, in which there are no inert elements, are shells based on ammonium and calcium phosphates. Such shells allow the formation of complex NP and NPK fertilizers, in which the phosphate or phosphate-potassium coating acts as a membrane through which the nitrogen core of the granule diffuses. Our work showed that the dissolution rate of the nitrogen component of the fertilizer granule depends on the density of the formation of the phosphate-containing shell particles. It is possible to create shells with different permeability by varying the conditions of the application process.
The most important functions and benefits of the active compounds encapsulation are the following:
-
1.
Increasing the stability of encapsulated materials by protecting them from environmental factors such as heat, high and low pH values, oxygen and light;
-
2.
Controlled release of active components in the aqueous media;
-
3.
Conversion of liquid formulations to solid, resulting in the convenience of handling and transportation [16].
When choosing the method of obtaining the organic-mineral fertilizers, preference should be given to the most effective for specific encapsulation conditions. For the production of mineral fertilizers (except for the technology of production in granulation towers), the most common methods are using devices with a fluidized bed and rolling machines [17,18,19,20,21]. Obtaining the multicomponent organic-mineral fertilizers with a shell of nutrients can be successfully carried out in plate granulators [22]. The coating technology on the surface of the granule in such devices allows you to use the nutrients that are difficult to disperse as a binder (plasticizer). In this case, the use of devices with active hydrodynamic modes (successful introduction of such devices in the technology of obtaining granules with a nanoporous structure is described in [23,24,25,26,27,28]) is impractical. In combination with the main advantages of plate granulators [29], the technology described in this article can be considered a fairly simple and effective way in comparison with analogues [30, 31].
The performed investigations on studying the microstructure of the phosphate-containing coating revealed the features of the porous structure of the shell itself and the layer between the shell and the inner part of the encapsulated granule. The obtained microphotographs make it possible to study the pore size of the phosphate-containing shell and to determine the effect of the composition of the plasticizer on its porosity.
2 Materials and Methods
The development of the encapsulated fertilizers experimental samples was carried out on a model installation based on a plate granulator.
Figure 1 demonstrates the experimental stand scheme for organic-mineral fertilizers production process. The general view of pan granulator experimental sample is presented on Fig. 2.

Experimental stand scheme for organic-mineral fertilizers production process: 1—phosphate bunker; 2—bunker of microelements; 3—mixer; 4—dispenser; 5—potassium-magnesium solution tank; 6—humate solution tank; 7—potassium-magnesium mixing tank with humate; 8—urea granules feed unit; 9—nozzle; 10—pan granulator; 11—tray for granulated product

Pan granulator: D—the diameter of the disc; H—the height of the disc; α—the tilt angle of the disc
The encapsulation process was carried out by applying a phosphate-containing coating to the urea granules. The composition of the plasticizer and its effect on the properties of the fertilizer shell were varied and studied.
The phosphate-glauconite concentrate from the Novo-Amvrosiivskyi deposit was used as a phosphate-containing component of the shell. The indicators of the concentrate are shown in Table 1.
The dispersed composition of phosphate-glauconite concentrate of the Novo-Amvrosiivskyi deposit is shown in Table 2.
Ballast calcium and potassium humates and an aqueous solution of potassium and magnesium (Kalimag) were used as a plasticizer. The choice of the first two types of plasticizer is justified by the need to introduce into the composition of the granule an organic component, which in addition to astringent properties has a positive effect on the humus content in the soil. Kalimag (46% K2O) was used to enrich the encapsulated fertilizer with nutrient potassium and magnesium. Ballast humates of calcium and potassium were obtained from lowland peat of the Glukhiv deposit in the Sumy region on a model homogenizer. The chemical composition of calcium and potassium humates is shown in Table 3.
Fertilizers samples were obtained as follows. Powdered phosphate-glauconite concentrate was fed to a plate granulator on urea granules with a size of 2–3 mm moistened by plastisizer. The encapsulation process took place by the mechanism of agglomeration for 5 min. Then the resulting product was sent for drying for 2 h at a temperature of 65 °C. In order to improve the nitrogen-phosphorus nutrition of plants, increase their stress resistance and productivity, an “Avatar” multicomponent microelement complex in the chelated form was added to the shell composition of the fourth test sample.
The chemical composition of the obtained encapsulated urea samples is presented in Table 4.
3 Results and Discussion
The use of the phosphate-glauconite concentrate of the Novo-Amvrosiivskyi deposit involves the development of a coating containing the phosphate and potassium components. Plasticizers in the form of potassium and calcium humates—create an organic-mineral composition, which involves increasing the granules nutrients utilization. Potassium humate increases the potassium content in fertilizers, and calcium humate was used as a plasticizer due to its low solubility and positive effect on the formation of agronomically valuable, water-resistant soil structure.
The introduction of calcium into the fertilizer neutralizes the soil acidity and reduces the mineral components loss of the soil. The inclusion of trace elements in the chelate form allows to increase the agrochemical value of the fertilizer by improving the resistance of plants to diseases and adverse environmental factors. The introduction of the zeolites into the phosphate-containing shell involves the reduction of gaseous and infiltrative nitrogen losses and increases the productive moisture in the soil [7].
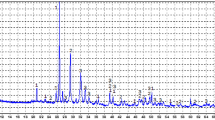
Carrying out of researches on an efficiency estimation of a phosphorus-containing coating on prolongation of dissolution of a nitrogen granule core demands studying of qualitative and quantitative characteristics of a coating and the interface between an external and internal layer by a scanning electron microscopy with elemental microanalysis. Figure 3 presents a general view of the granules for four samples: a—general view of the granules at 100 times magnification, b—the surface of the granules at 1000 times magnification; c—general view of the cross-section of the granule at 100 times magnification; d is the slice of the granule at 1000 times magnification.

General view of granules for samples 1–4: a general view of granule at a magnification ×100, b granule surface at a magnification ×1000; c general view of granule cross-section at a magnification ×100; d granule cross-section at a magnification ×1000
The study of the surface morphology showed that sample 1 has uniform surface, but uneven in shell thickness. The damage of the shell is probably formed during drying. The surface has coarse inclusions. The porous structure of the surface and the entire shell (cross-section) is developed, and the pores are mostly curved. The shell is not attached to the granule core due to the probable occurrence of temperature stresses during drying (Figs. 4 and 5; Table 5).

Elemental composition analysis of the of the granule sample 1: a granule cross-section with areas where the elemental composition analysis was provided, b elements distribution on the sample cross-section surface, c the spectrum 13; d the spectrum 14; e the spectrum 15

Elemental composition analysis of the of the granule sample 2: a granule cross-section with areas where the elemental composition analysis was provided, b elements distribution on the sample cross-section surface (spectrum 10); c spectrum 11; d spectrum 12
The elemental analysis shows increasing amount of C, N elements towards the granule core. The granule surface contains following elements: O, Al, Si, P, K, Ca, Fe, Mg, S, Cl, Na which amount is decreased from the surface to the core. Those elements as P, K, Fe, Mg, S, Cl, Na are absent in the core.
Sample 2 has a uniform surface, but has a non-uniform thickness of the shell. Compared with sample 1, the thickness of the shell is more uniform. There is damage of the shell, which probably formed during drying. The surface has fine inclusions. The porous structure of the surface and the whole shell (in section) is underdeveloped: there are mostly curved pores and pores that are formed mechanically (cracks, faults, cavities). The shell is not attached to the granule core due to the probable occurrence of temperature stresses during drying (Table 6).
The elemental analysis shows increasing amount of C, N elements towards the granule core. The granule surface contains following elements O, Al, Si, P, K, Ca, Fe, Mg, S, Na. The amount O, Si, P, Mg, Na is increased in the interface between granule and core compared with amount of elements in the shell. The amount Al, K, Ca, Fe, S decreased in the direction from the surface to the core. Such elements as Al, P, K, Fe, Mg, S, Na are absent in the internal layer.
Sample 3 has a non-uniform surface and thickness of the shell, and there are areas without shell. Compared with samples 1 and 2, the thickness of the shell is more uniform. The surface has fine inclusions. The porous structure of the surface and the entire shell (in section) is developed and uniform in the form of closely spaced round cavities. The shell is not attached to the granule core due to the probable occurrence of temperature stresses during drying (Figs. 6 and 7; Table 7).

Elemental composition analysis of the granule sample 3: a granule cross-section with areas where the elemental composition analysis was provided, b spectrum 7; c spectrum 8, d spectrum 9

Elemental composition analysis of the granule sample 4: a granule cross-section with areas where the elemental composition analysis was provided, b spectrum 3; c spectrum 4, d spectrum 5
The elemental composition analysis shows the decrease of C, O, Al, Si, P, K, Ca, Fe, Mg, S, Na amount in the direction to granule core and increase of N amount.
Sample 4 is uniform on the surface, but has a non-uniform thickness of the shell. This sample has no damage of the shell during drying. The surface has coarse inclusions. The porous structure of the surface and the entire shell (cros-section) is developed; the pores are mostly curved. The shell is not tightly bonded with the granule core due to the probable occurrence of temperature stresses during drying (Table 8).
On all samples, the granule surface has various damage, which occurred during the removal of moisture in the oven. These damages together with the formed porous structure allow moisture to penetrate into the shell and dissolve it in the soil. However, major damage can cause the shell to peel off the granule core during transport, as well as premature shell dissolution in the soil due to the large amount of moisture that enters the shell. Additional shell destruction can be caused by a loose fit of the shell to the granule core, which, according to the presented photos, is caused by the larger particle size of the phosphate-glauconite concentrate.
The uniformity of the granules shell thickness is not a determining factor that affects the quality of fertilizer. The required amount of concentrate (according to the technological calculation) is applied to each granule. The main quality indicators are:
-
strength of the granule with a shell;
-
the tight contact of the shell to the granule and the adhesion of the shell to the granule surface;
-
developed porous structure with a minimum amount of surface mechanical damage caused by thermal stresses during drying.
The main mechanisms involved in the core release are diffusion, degradation, use of solvent, pH, temperature and pressure. In practice, a combination of more than one mechanism is used. Diffusion occurs especially when the microcapsule coating is intact; the release rate is governed by the chemical properties of the core and the coating material and some physical coating properties.
The choice of the most suitable method depends on the core type, the application for the microcapsule, the size of the particles required, the physical and chemical properties of the core and the coating, the release mechanism required, the production scale and the cost [32].
Comparison of spectra 13, 10, 7 and 3 shows a slight changes in the elemental composition of the phosphate-containing shell during encapsulation. Comparison of spectra 14, 11, 8 and 4 shows a significant changes in the elemental composition at the interface of the granule core and phosphate-containing shell depending on the plasticizer, which can affect the carbamide dissolution rate. Comparison of spectra 15, 12, 9 and 5 shows that the change in the composition of the plasticizer has a significant impact on the physicochemical processes at the interface between the coating and the granule core. Addition of 0.3% of the “Avatar” microelement complex in chelated form allows to increase the permeability of the coating components and plasticizer into the granule core, which provides high-quality contact.
The dense packing of phosphate-glauconite concentrate particles, which is presented at the spectrum 3, allows us to conclude about the diffusion uniformity of the nitrogen solution of the granule core through the pores, which have an initial size of about 10 microns. Diffusion of the moisture through the phosphate-containing shell to the granule core allows to dissolve first the organic component of the shell to create a porous layer.
4 Conclusions
-
1.
The obtained results have shown the possibility of phosphate-containing shell deposition on carbamide granules by agglomeration to obtain an encapsulated fertilizer with a sufficient characteristics for their application;
-
2.
The most effective and technological is calcium humate plasticizer, which is modified with a trace elemental complex in chelated form;
-
3.
The initial pore size of the phosphate-containing shell at the core–shell interface is 10 μm.
-
4.
Phosphate-containing shell has a developed nanoporous structure with different pores depth and shape.
-
5.
The phosphate-containing shell has nanoporous structure through all core thickness up to the granule interface.
-
6.
On the surface and inside the shell, there is a small amount of “mechanical” pores caused by damage of the granules due to the release of moisture during drying.
-
7.
The encapsulation technology needs to be further improved in studying of the control mechanisms of the nanoporous layer formation process.
References
Prokopenko OV, Shkola VY, Domashenko MD, Prokopenko MO (2015) Conceptual grounds to form motivational constituent of the international ecological policy. Market Manage Innov 4: 245–259. Available at: http://mmi.fem.sumdu.edu.ua/en/journals/2015/4/245-259
Brauweiler HC, Shkola V, Markova O (2017) Economic and legal mechanisms of waste management in Ukraine. Market Manage Innov 2:359–368. Available at: http://mmi.fem.sumdu.edu.ua/en/journals/2017/2/359-368https://doi.org/10.21272/mmi.2017.2-33
Yuriyivna SV, Dmytrivna DM, Volodymyrovych KA, Sergiivna NK (2016) Fundamentals of the Ukrainian land fund management. Market Manage Innov 2:235–345. Available at: http://mmi.fem.sumdu.edu.ua/sites/default/files/mmi2016_2_235_245.pdf
Prokopenko OV, Shkola VY, Omelyanenko VA (2013) Analysis of the use of international leasing in terms of improving the effectiveness of technology transfer by the example of agroindustrial complex. Market Manage Innov 3:185–199. Available at: http://mmi.fem.sumdu.edu.ua/en/journals/2013/3/185-199
Shkola V, Olshanska O, Kasyanenko T, Domashenko M (2021) Management of enterprise’s advanced development for its international competitiveness. Distributed Sensing and Intelligent SystemsDistributed Sensing and Intelligent Systems. Proceedings of ICDSIS 2020. Springer International Publishing, Berlin. https://doi.org/10.1007/978-3-030-64258-7
Kisel VI (2000) Biologicheskoye zemledeliye v Ukraine: problemy i perspektivy [in Russian]. Shtrikh, Kharkov, 162 p
Mikhaylova LA (2015) Agrokhimiya. Nauchnyye osnovy primeneniya udobreniy pod osnovnyye polevyye kultury [in Russian] : course of lectures. PermIPTs “Prokrost”, 2, 19
Baliuk SA et al (2012) Ekolohichnyi stan gruntiv Ukrainy. Ukrainskyi heohrafichnyi zhurnal [in Ukrainian] 2:38–42
Nagursky O, Gumnitsky Y (2012) Theoretical model of compounds release from capsulated particles and its experimental check. Chem Chem Technol 6(1):101–103. Available at: http://science2016.lp.edu.ua/sites/default/files/Full_text_of_%20papers/full_text_442.pdf. Accessed 15 Jan 2019
Du C, Zhou J, Shaviv A, Wang H (2004) Mathematical model for potassium release from polymer-coated fertiliser. Biosys Eng 88(3):395–400
Vacal VS, Pavlenko IV, Hurets LL, Vacal SV, Ochowiak M (2020) Mathematical modeling of nutrient release from capsulated fertilizers. Periodica Polytech Chem Eng 64(4):562–568
Gurets LL, Tsapko YuL, Malovany MS, Vakal VS (2019) Eksperymentalni doslidzhennia kinetyky rozchynennia kapsulovanykh azotnykh dobryv [in Ukrainian]. Sci Bul UNFU 29(2):94–98
Yuan G (2014) An organoclay formula for the slow release of soluble compounds. Appl Clay Sci 100:84–87. https://doi.org/10.1016/j.clay.2014.04.005
Jafari SM (2017) An overview of nanoencapsulation techniques and their classification. Nanoencapsulation Technologies for the Food and Nutraceutical Industries, 1–34
Prokopenko OV, Shkola VY (2012) Controlling of the ecological and economic enterprise security on the bases of ecomarketing. Market Manage Innov 4:337–346
Ghanbarzadeh B, Keivani F, Mohammadi. Encapsulation of food ingredients by solid lipid nanoparticles (SLNs M). Lipid-Based Nanostruct Food Encapsul Purposes 2:179–216
Stahl H (2010) Comparing granulation methods. GEA Pharma Systems, Hürth, 10 p
Litster J, Ennis B (2004) The science and engineering of granulation processes. Springer-Science+Business Media, Berlin, 250 p
Srinivasan S (2015) Granulation techniques and technologies: recent progresses. Bioimpacts 5(1):55–63
Solanki HK, Basuri T, Thakkar JH, Patel CA (2010) Recent advances in granulation technology. Int J Pharm Sci Rev Res 5(3):48–54
Saikh MA (2013) A technical note on granulation technology: a way to optimise granules. Int J Pharm Sci Rev Res 4:55–67
Reynolds GK , Le PK, Nilpawar AM (2007) High shear granulation
Artyukhov A, Artyukhova N (2018) Utilization of dust and ammonia from exhaust gases: new solutions for dryers with different types of fluidized bed. J Environ Health Sci Eng 16:193–204
Obodiak V, Artyukhova N, Artyukhov A (2020) Calculation of the residence time of dispersed phase in sectioned devices: Theoretical basics and software implementation. Lecture Notes in Mechanical Engineering, 813–820
Artyukhova NO (2020) Morphological features of the nanoporous structure in the ammonium nitrate granules at the final drying stage in multistage devices. J Nano- Electron Phys 12(4):04036-1–04036-6
Artyukhova NO, Krmela J (2019) Nanoporous structure of the ammonium nitrate granules at the final drying: the effect of the dryer operation mode. J Nano- Electron Phys 11(4):04006-1–04006-4. https://doi.org/10.21272/jnep.11(4).04006
Artyukhov AE, Artyukhova NO (2019) Technology and the main technological equipment of the process to obtain NH4NO3 with Nanoporous Structure. Springer Proc Phys 221:585–594
Artyukhov A, Artyukhova N, Ivaniia A (2018) Creation of software for constructive calculation of devices with active hydrodynamics. In: 14th International conference on advanced trends in radioelectronics, telecommunications and computer engineering, TCSET 2018 - Proceedings, pp 139–142
Hoeung P, Bindar Y, Senda SP (2011) Development of granular urea-zeolite slow release fertilizer using inclined pan granulator. Jurnal Teknik Kimia Indonesia 10(2):102–111
Patel P, Telange D, Sharma N (2011) Comparison of different granulation techniques for lactose monohydrate. Int J Pharm Sci Drug Res 3:222–225
Shanmugam S (2015) Granulation techniques and technologies: recent progresses. Bioimpacts 5(1):55–63
Da Silva PT, Martins Fries LL, de Menezes CR, Holkem AT, Schwan CL, Wigmann EF, de Oliveira Bastos J, de Bona da Silva C (2014) Microencapsulation: concepts, mechanisms, methods and some applications in food technology. Cienc Rural 44(7)
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Yanovska, G.O., Vakal, V.S., Artyukhov, A.E., Shkola, V.Y., Yarova, T.Y., Vakal, S.V. (2021). Nanoporous Organo-Mineral Fertilizers Obtained by Using of Granule Shell Technology. In: Fesenko, O., Yatsenko, L. (eds) Nanomaterials and Nanocomposites, Nanostructure Surfaces, and Their Applications . NANO 2020. Springer Proceedings in Physics, vol 263. Springer, Cham. https://doi.org/10.1007/978-3-030-74741-1_14
Download citation
DOI: https://doi.org/10.1007/978-3-030-74741-1_14
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-74740-4
Online ISBN: 978-3-030-74741-1
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)