
Abstract
Efficient blasting operations for the extraction of mineral resources require specific properties of ammonium nitrate/fuel oil (ANFO) – porous ammonium nitrate (PAN) – which is the main component of the industrial explosive. These properties provide efficient absorbing and sustainable retaining of the diesel distillate during the transportation and long-term storage. Absorbing and binding abilities of PAN depend on the qualitative and quantitative indicators of the nanoporous structure of the surface and inner layers of a granule. The abovementioned abilities are based on the number of nanopores, the distribution of pores according to sizes (nanosized micro-, meso-, and macropores), and the form and depth of the nanopores. Successful forming of pores with various properties on the surface and inside PAN granules requires a rational selection of hydro- and thermodynamic operational indicators of the equipment, which is used for moisturizing (modification) and dehydration of granules. This work presents the outcomes related to the development of the technology for obtaining PAN granules and implementation of granulation, which is the main stage of this technology. It should be noted that the technology of this kind is being developed for the first time and it is unique on the nationwide level. The results of the technology implementation show that the PAN quality target is achieved. The PAN samples were successfully tested in the experimental industrial conditions, and the ANFO explosive properties, based on the obtained PAN, meet the standard requirements.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Porous ammonium nitrate (PAN) is an essential component of the industrial explosives without triton (ammonium nitrate/fuel oil, ANFO in particular) [1,2,3]. The quantity of fuel oil, efficiently absorbed and retained by PAN, depends on the sizes, the number, and the volume of pores, the configuration of the pores network on the surface and the pre-surface layers of a granule [4,5,6]. More specifically:
-
A size of pores: a minimal size must be commensurate with the size of the fuel oil molecule.
-
The number and the volume of pores must provide the proper absorbing ability of a granule.
-
The configuration of the pores network: the surface straight pores available for the free penetration of fuel oil into a granule and the tortuous deep pores available for efficient binding of fuel oil inside a granule.
The nanoporous structure is formed at the stage of thermal processing after the moisturization of a granule [7]. Therefore, it is important to create the conditions favorable for the uniform contact of the drying agent and granules in the active hydrodynamic regime. The main challenge of this stage is that the turbulization of the drying agent flow and its vortex motion (theoretical description of this process was shown in works [8,9,10], program realization of calculation – in works [11,12,13]) may lead to the reduced strength of the granule’s core and its possible destruction. After the destruction, such granules are still able to absorb fuel oil (ANFO is made from any nonstandard granules) [14]. However, when transporting, almost all of fuel oil is discharged from the granule; it flows down from it. This fact significantly reduces the ANFO explosive properties [15].
The aim of the work is to review and to analyze the main author’s constructions of the vortex granulators that can be applied for thermal processing of the common ammonium nitrate granules after moisturizing (as well as during moisturizing directly in the workspace of the vortex granulator).
2 The Review and the Analysis of the Main Constructions of Vortex Granulators
The main objective of the constructive solutions on forming the directional drying agent flow is to stabilize the motion of the two-phase vortex flow of common ammonium nitrate granules after the moisturization. This objective is achieved through the use of various combinations of gas distribution and stabilizing devices. Such devices installed serve to distribute damp granules uniformly within the workspace of the vortex granulator. Herewith, the uniformity of the vortex fluidized bed increases, and the distribution of granules in fractions becomes more precise. This leads to the provision of the necessary contact time for the drying agent and granules (the minimal drying time without the destruction of the granule’s core).
The main disadvantages of the existing methods of the granule’s structure formation in the fluidized bed apparatuses and the ways to constructively elimination of these disadvantages.
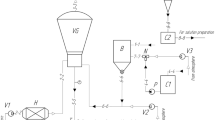
Designation of flows: I, gas flow for ejection of granules; II, liquid material; III, drying agent; IV, drying agent for additional contact with the granules; V, spent drying agent; and VI, granules.
Granulation of the intermediate fraction product and the complete formation of the commodity granule structure are carried out in the same workspace of the apparatus. The impossibility of processing the intermediate fraction product for successful drying and crystallization before recontacting the spraying liquid and further growing to the commodity fraction (with a simultaneous contact of commodity granules with the drying agent for the final structure formation) leads to the irregular fractional processing of granules and obtaining of the final product with the heterogeneous granule composition of lower quality. Collision of granules of different fractions with the nonfinal surface and further agglomeration of single granules also contribute to the violation of the commodity granule’s shape, which increases its polydispersity and reduces the quality (Fig. 41.1).

A vortex granulator with a sectioned annulus [16]
The less intensive vortex motion of the gas flow and, consequently, the absence of the spiral-like motion of granules are observed outside the location of the accelerating elements of the vortex gas distribution hub on the periphery of the lower part of the additional cone. Granules from this zone are characterized by the disordered motion or even absence of it. The nonuniform motion of granules in the zone above the distribution hub (the so-called fluidized bed active zone) with the maximum intensive heat exchange leads to possible underheating of granules and sudden drop in the formation of the solid layer on the granule after filming with solution or melt. This results in the destroyed shape of the granule (some areas with solution or melt film do not have enough time to harden and break away from the granule) and the lower degree of monodispersity of the commodity granules (Fig. 41.2).

A vortex granulator with a two-zone swirler [17]
The heat-transfer agent is supplied in the zone where the granules are simultaneously removed. Herewith, the removal of granules is irregular, which prevents the uniform distribution of the heat-transfer agent before it enters the vortex gas distribution hub. The absence of the heat-transfer agent redistributor, which is at the same time the redistributor for the discharged granules, leads to the fact that the heat-transfer agent does not pass through the entire vortex gas distribution hub and its peripheral part particularly. It is followed by the formation of the stagnant zones in the lower part of the workspace (on the periphery mostly) and the absence of the intensive side mix in the same part of the apparatus. The stagnant zones and the absence of the side mix lead to the temperature differences in the fluidized bed that reduce the uniformity of solid filming with solution or melt on the granule’s surface and decrease strength of the final product and the degree of its monodispersity (Fig. 41.3).

A vortex granulator with a stabilization zone for the drying agent upward flow [18]
Inside the inner cone, the maximum length of the granules’ trajectory corresponds to the maximum height of the cone. Since the trajectory of granules does not exceed the maximum length, there occurs a drastic reduction of the residence time of granules in the cone, which results in less intensive crystallization and drying. Thus, the structure of granules is not completely formed, the quality of the final product is lower, and the apparatus is not efficient enough (Fig. 41.4).

A vortex granulator with a drying agent re-distributor in an annulus [19]
The maximum length of the fine granules’ trajectory corresponds to the maximum height of the annulus in its location. Considering that the heat-transfer agent flows in laminar conditions and does not resist falling of the fine granules, the trajectory of their motion does not exceed the maximum length, which results in the reduced residence time of granules in this zone and, thus, less intensive heat and mass exchange processes (Fig. 41.5).

A vortex granulator with double guides of the drying agent in the annulus [20]
3 An Influence of the Constructions of Vortex Granulators on the PAN Granules’ Structure
The above-described constructional solutions make the uniform contact of the drying agent with granules possible. As a result, the formation of the nanoporous structure of granules becomes controlled and predicted. Then, depending on the selected operational regime of the granulator and temperature and moisture characteristics of the drying agent, we can obtain various configurations of nanopores:
-
Short-term thermal processing with the high-temperature drying agent flow in the active hydrodynamic regime – straight shallow pores (Fig. 41.6)
-
Long-term thermal processing with the high-temperature drying agent flow in the active hydrodynamic regime – straight deep pores (Fig. 41.7)
-
Short-term thermal processing with the low-temperature drying agent flow in the active hydrodynamic regime – tortuous shallow pores (Fig. 41.8)
-
Short-term thermal processing with the high-temperature drying agent flow in the active hydrodynamic regime – tortuous deep pores (Fig. 41.9)
-
A combination of different regimes for thermal processing with the drying agent of various temperature potentials (for instance, in the apparatus depicted in Fig. 41.2) – surface straight-line macropores and deep tortuous meso- and micropores in the pre-surface layers of the granule (Fig. 41.10)

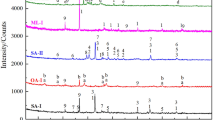
PAN sample (short-term thermal processing with the high-temperature drying agent flow in the active hydrodynamic regime)

PAN sample (long-term thermal processing with the high-temperature drying agent flow in the active hydrodynamic regime)

PAN sample (short-term thermal processing with the low-temperature drying agent flow in the active hydrodynamic regime)

PAN sample (long-term thermal processing with the low-temperature drying agent flow in the active hydrodynamic regime)

PAN sample (a combination of different regimes for thermal processing with the drying agent of various temperature potentials)
4 Conclusions
The results of investigations on the crystal structure of PAN granules show that the above-described methods of the nanopores formation can be further applied in the industrial production. Moreover, the developed network of granules enables the standard quantity of fuel oil (in terms of the granule’s volume) to be absorbed and bound during the transportation. The preserved strength properties of granules make it possible to have the same volume of nanopores and stable detonation characteristics. The selection of the certain construction of the granulator (or a possible combination of several constructions) can be predetermined by the temperature and moisture characteristics of the drying agent (or rather minimum costs for achieving the proper temperature potential under minimal moisture) and the capacities of the granulation unit for the heat utilization and recuperation.
References
Lipinska K et al (2005) Demilitarized propellants as ingredients in commercial explosives. European federation of explosives engineers: Brighton conference proceedings, Brighton, pp 493–498
Zygmunt B, Buczkowski D (2007) Influence of ammonium nitrate prills’ properties on detonation velocity of ANFO. Propellants Explos Pyrotech 32(5):41–414
Erode GM (2013) Ammonium nitrate explosives for civil applications: slurries, emulsions and ammonium nitrate fuel oils. Wiley-VCH Verlag & Co, Weinheim
Artyukhov AE, Sklabinskyi VI (2016) 3D nanostructured porous layer of ammonium nitrate: influence of the moisturizing method on the layer’s structure. J Nano- Electron Phys 8(4):04051–1–04051–5
Artyukhov AE, Sklabinskyi VI (2016) Thermodynamic conditions for obtaining 3D nanostructured porous surface layer on the granules of ammonium nitrate. J Nano- Electron Phys 8(4):04083–1–04083–5
Artyukhov AE, Sklabinskyi VI (2017) Investigation of the temperature field of coolant in the installations for obtaining 3D nanostructured porous surface layer on the granules of ammonium nitrate. J Nano- Electron Phys 9(1):01015–1–01015–4
Artyukhov AE, Voznyi AA (2016) Thermodynamics of the vortex granulator’s workspace: the impact on the structure of porous ammonium nitrate. In: Abstracts of the 6th international conference nanomaterials: application & properties (NAP-2016), vol 5(2), p 02NEA01
Artyukhov AE, Sklabinskyi VI (2013) Experimental and industrial implementation of porous ammonium nitrate producing process in vortex granulators. Nauk Visnyk Nats Hirnychoho Univ 6:42–48
Artyukhov AE, Sklabinskyi VI (2015) Theoretical analysis of granules movement hydrodynamics in the vortex granulators of ammonium nitrate and carbamide production. Ch&ChT 9(2):175–180
Artyukhov AE, Sklabinskyi VI (2015) Hydrodynamics of gas flow in small-sized vortex granulators in the production of nitrogen fertilizers. Ch&ChT 9(3):337–342
Artyukhov A et al (2016) Application software products for calculation trajectories of granules movement in vortex granulator. CEUR workshop proceedings (1761), p 363–373
Artyukhov A et al (2016) Software for calculation of vortex type granulation devices. CEUR workshop proceedings (1761), p 374–385
Artyukhov AE et al (2015) Classification and separation of granules in vortex granulators. Chem Pet Eng 51(5–6):311–318
Weber PW et al (2015) Numerical simulation of a 100-ton ANFO detonation. Shock Waves 25(2):127–140
Artyukhov AE (2016) Kinetics of heating and drying of porous ammonium nitrate granules in the vortex granulator. In: Abstracts of the 6th international conference nanomaterials: application & properties (NAP-2016), vol 5(2), p 02NEA02
Artyukhov AE et al (2016) Sposib oderzhannya hranul u zvazhenomu shari ta prystriy dlya yoho zdiysnennya (Method for producing granules in a suspended layer and a device for its implementation). UA Patent 110992, 25 Mar 2016
Artyukhov AE et al (2016) Prystriy dlya hranulyuvannya u vykhrovomu zvazhenomu shari (Device for granulation in the vortex suspended layer). UA Patent 111592, 10 Nov 2016
Artyukhov AE et al (2016) Vykhrovyy hranulyator zvazhenoho sharu (Suspended layer vortex granulator). UA Patent 112293, 12 Dec 2016
Artyukhov AE et al (2017) Vykhrovyy hranulyator zvazhenoho sharu (Suspended layer vortex granulator). UA Patent 114517, 3 Mar 2017
Artyukhov AE et al (2017) Vykhrovyy hranulyator zvazhenoho sharu (Suspended layer vortex granulator). UA Patent 114521, 3 Mar 2017
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Artyukhov, A.E., Artyukhova, N.O. (2019). Technology and the Main Technological Equipment of the Process to Obtain N4HNO3 with Nanoporous Structure. In: Fesenko, O., Yatsenko, L. (eds) Nanocomposites, Nanostructures, and Their Applications. NANO 2018. Springer Proceedings in Physics, vol 221. Springer, Cham. https://doi.org/10.1007/978-3-030-17759-1_41
Download citation
DOI: https://doi.org/10.1007/978-3-030-17759-1_41
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-17758-4
Online ISBN: 978-3-030-17759-1
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)