
Abstract
Research was carried out focuses on the change of bamboo fiber behavior, from brittle to ductile, with the help of thermoplastics polypropylene. Bamboo nanofiber was extracted from raw bamboo and underwent 5% of sodium hydroxide (NaOH) chemical treatment for delignification process. Next, through hot pressed method, the bamboo nanofiber was reinforced with polypropylene, whereas eight different bamboo nanofiber composition reinforced polypropylene were prepared. The samples were analyzed using tensile test, scanning electron microscopy (SEM), energy dispersive X-ray analysis (EDX), Fourier transform spectroscopy (FTIR), and optimization model by using Design Expert software. An improvement results was shown in the tensile strength, range from 10.27 to 80.12%. While for the bamboo nanofiber reinforced ductility, the calculation of elongation at breaks showed increases from 3 to 42%. Based on the experiment, the best sample was Sample 3, which consist of 93.73% of polypropylene, 3.28% of nanofiber, and 3% of MMT as the filler. It gave the highest tensile strength of 18.9914 MPa and second highest ductility of 181.57%.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
As a sustainable fiber, bamboo fiber has gained a significant amount of interest [1,2,3]. It was known as a cellulosic fiber, as it was extracted from the plant of natural bamboo [1,2,3]. After cotton, silk, linen and wool, bamboo was the fifth natural green fibers, which have an exceptional biodegradable material. It was also comparable in strength with the conventional glass fibers [4,5,6]. According to Okubo et al. [7], among the researchers, bamboo fiber was often called as the natural glass fiber due to its properties. Furthermore, the bamboo fiber preparation usually required 3 to 4 years old bamboo, which considered mature [8]. Most of the bamboo produced during the whole process underwent alkaline hydrolysis, multiphase bleaching of bamboo stems and leaves, as well as a chemical treatment of the starchy pulp that are generated [8]. The advantage of bamboo fiber was being elastic, environmental-friendly, biodegradable, higher moisture absorption, and having various of micro gaps, which softer than cotton [8, 9]. In addition, bamboo has a substantial tensile strength, which were highly durable, tough and stable, and this makes it versatile to be applied into various industries, i.e. textile, building structure, and medical apparatus [10,11,12].
The natural plant fibers reinforced polymer composites application was widely used, especially due to it benefits. Polypropylene (PP) was known with one of the most widely used polymers and was considered as strong as steel, due to its versatility in order to suit the purpose, which can be modified into various ways of the application [13]. It had a linear hydrocarbon structure expressed as CNH2N. Polypropylene was also known as polypropene, which thermoplastic in nature. It had a tough characteristic, as its mechanically rugged and a resistant to either various base or acid chemical solvents [14, 15]. In many different processing technologies, i.e. injection molding, blow molding, sheet extrusion and thermoforming, the characteristic of PP contributed to the use of it.
The bamboo fiber reinforced with polypropylene brought a lot of advantages. It helps initially to increase the raw bamboo tensile strength from around 15 to 20% increment [16,17,18]. Nevertheless, the limitation for reinforced composites was seen on high temperature, whereas a crack formation on the materials could happen [19]. This happened with temperature during the manufacturing due to the chain degradation [19]. Hence, the aim of this experiment was to change the bamboo brittle to ductile properties. The method and preparation of the bamboo nanofiber from the raw bamboo as well as the preparation of bamboo nanofiber with polymer, which is polypropylene was also carried out. Therefore, this chapter discussed the results of the bamboo nanofiber polypropylene nanocomposites through characterization, i.e. physico-chemical morphological analysis, and mechanical properties. The degree of changes based on the result are shown in the modification process, which were optimized based on Sodium hydroxide, ethanol, and MMT.
2 Methodology
2.1 Material
The raw bamboo was obtained from the local village located at Kampung Baru, Kota Samarahan, Sarawak, Malaysia. Analytical grade chemicals of polypropylene (PP) and Montmorillonite (MMT) (99% purity, Sigma-Aldrich, St. Louis, MO, USA). Sodium hydroxide (Merck Schuchardt, Hohenbrunn, Germany), and ethanol (95% purity, Braun HmbG, Kronberg, Germany) were also used.
2.2 Extraction of Bamboo Nanofiber from Raw Bamboo
The nanofiber is extracted from the raw bamboo by removed the node of the raw bamboo using saw machine. The remaining part of the internodes were sliced in longitudinal direction into a thin strip with 20 to 30 cm of length, and 2 to 3 mm in thickness, by using slicer. The thin strips were immersed in 5% NaOH solution at 70°C for 10 h. The alkaline treated strips were extracted into fiber bundles, with an average diameter of 200 µm by using the roller looser. Next, to neutralize the fiber bundles, it was washed with fresh water and dispersed in water with a content of 10wt% of ethanol. After that, the mixer was used to cut the fiber bundle into pulp fiber, with an average diameter of 20 µm and aspect ratio of 65. The pulp fiber was then ground 15 times between static grind and rotating grind of 1500 rpm few second interval. The obtained nano bundle fiber was treated with ethanol to remove excessive water by filtered it using a vacuum pump, to obtain the sheet of nano bundle fiber. Lastly, the fiber underwent ball milling process for 92 h.
2.3 Optimization by Design Expert Software
The experiment design was optimized using Design Expert software, whereas it helps to search for the right factor levels combination, which simulate to satisfy the criteria placed on the responses and factors. There are three factors that are considered for the experiment, which are the amount of polypropylene (wt%), fiber (wt%) and MMT (wt%). The design for response surface was Young’s modulus and tensile strength.
2.4 Bamboo Nanofiber Reinforced Polypropylene Composites Preparation
The extracted bamboo nanofiber was reinforced with polypropylene nanocomposite. The ratio of the composites consisted of polypropylene, fiber and MMT were generated from Design Expert software. Table 1 show the composition ratio for eight samples composite.
For each composite, the bamboo nanofiber, polypropylene and MMT were mixed and shake well in transparent zip lock bag based on the ratio generated in Table 1 as shown in Fig. 1. The composites were then placed in the mold and inserted into hot pressed machine for melting and compression at 10 MPa and 180°C for 10 min. It was cold down using cold pressed machine at 27°C for curing before being removed from the mold. The mold was designed according to ASTM D638-14 [20].

Eight samples of the composites in zip lock bag
2.5 Mechanical Test
The mechanical tests, i.e. tensile tests helped to determine the effectiveness and the behavior of the bamboo fiber reinforce polypropylene when a stretching force applied on it. The maximum strength or load that the composite can withstand was identified. The test can be carried out according to ASTM D638-14 [20] standard using universal testing machine (UTM) (T-machine Technology Machine (Taiwan Co. Ltd.) with the crosshead speed of 5 mm/min.
2.6 Characterizations
2.6.1 Fourier Transform Infrared Spectroscopy (FTIR)
FTIR test helped to obtain the infrared spectrum of absorption, emission, photo conductivity or scattering of a solid, liquid or gas. It had an advantage of collecting a high spectral resolution data within a high spectral range. The test of FTIR on the samples were conducted using Shimadzu IR Affinity-1 Spectrophotometer (Shimadzu; Kyoto, Japan) according to ASTM E168-16 [21], and ASTM E1252-98 [22] standards. The range of the wavenumber used was from 4000 to 400 cm−1.
2.6.2 Scanning Electron Microscopy (SEM)
SEM was known as a surface imaging method, whereas the incident electron beams scans across the sample surface and interacts with the sample in order to generate a back-scattered and secondary electron, which are used to create an image of the sample. SEM have an advantage of providing a higher resolution compare to a light microscope as it used electrons that have a smaller wavelength. SEM was done by using a Hitachi TM3030 supplied by JEOL (Tokyo, Japan), with a voltage of 20 kV in a vacuum. The surfaces of the samples are coated and imaged using metal spur coated machine. The tests were conducted according to the ASTM E2015-04 [23] standard.
2.6.3 Energy Dispersive X-Ray Analysis (EDX)
Energy dispersive X-ray analysis (EDX) helped to identify the element exist in the samples and its composition. EDX was carried out the same as SEM method, as it used the same machine, Hitachi TM3030 supplied by JEOL (Tokyo, Japan) with a voltage of 20 kV in a vacuum. However, the tests were conducted according to the ASTM E1508-12 [24] standards
3 Result and Discussion
3.1 Mechanical Properties
Five type of data were obtained from the curve, which consists of tensile strength, yield strength, fracture strength, Young’s modulus and elongation at break. The average strength of each composites of samples at peak, yield and break are summarized in Table 2.
3.1.1 Tensile Strength
The results of tensile strength for each samples of the composites were presented in Fig. 2. Based on Fig. 2, Sample 1 consisted polypropylene has the lowest value of tensile. Compared with other samples, the composites loading with fiber and montmorillonite clay (MMT) helped enhanced the tensile strength. The increasing fiber loading effect on the polymer, to increase the tensile strength, which shown in Sample 2, Sample 3, Sample 6 and Sample 7. The improvement of tensile strength increased by 75%, 94%, 10.27% and 80.12% respectively, as compare with pure PP. This was due to the fiber had a higher tensile strength than polymer with rough surface, which produce good interfacial bonding between matrix. Xie et al. [25] stated that addition of fiber into polymer helps to increase the stiffness and strength of the composites. However, it was shown that the tensile strength decreases after the maximum or optimum loading of fibers at 5.47 and 8.15%. This was due to lack amount of polymer added, which cannot bind all the bamboo fibers completely. The bamboo fibers irregularity incapable it to support stresses, that were transferred from polymer matrix, which lead to loss of composite strength [26].

A comparison of tensile strength for the samples
The addition of MMT also shows a significant improvement in terms of higher tensile strength, as 3% MMT show a greater percentage of increment compared to 1% MMT. This was due to MMT characteristic, which are high in aspect ratio, small charge density, and big surface area that makes it a suitable filler material for bamboo nanofiber reinforced polypropylene nanocomposites. Rozman et al. [27] reported that the addition of MMT for kenaf fiber-polyester composites showed an improvement in its impact and flexural properties. Hence, it was concluded that optimum fiber loading with MMT in polypropylene is 3.28% and 8.15% respectively both with 3% MMT.
3.1.2 Yield Strength
The yield strength results of each samples of the composites was presented in Fig. 3. From Fig. 3, the highest yield strength was from Sample 8, which consist of 88.49% PP, 10.51% fibers and 3% MMT. The lowest was Samples 1, which only consist of pure polypropylene. Sample 8 withstood up till 7.9195 MPa, which was about 169% increment, as compared to Sample 1, before permanent deformation no longer able to the keep it original state. Hence, addition of fibers and MMT helped to increase the yield strength of the composites.

A comparison of yield strength for the samples
3.1.3 Fracture Strength
The yield strength results for each composite sample was presented in Fig. 4. Based on Fig. 4, compared to pure polypropylenes, all samples except had a high fracture strength. It was proved that the Samples 2 to 9 had the characteristic of ductile materials, as the value of fracture strength were all below than the ultimate tensile strength (UTS). This was supported also by DeGarmo et al. [28]. In a load-controlled case, a ductile material exceeds the maximum tensile strength, and started to deform until the sample rupture. Before ductile material fracture, an extensive plastic deformation or necking happened. This was explained by Callister and Rethwisch [29], whereas extensive plasticity in ductile materials allows the crack to propagate gradually, as it absorbs huge amount of energy before break. While in brittle material, the fracture strength is the same as UTS. The plastic deformation occurred prior to the fracture. Barsom and Rolfe [30] clarified that brittle fracture required a low energy absorption and happened at a very high velocity, which was up to 7000 feet per second. In addition, Campbell [31] also claimed that brittle material commonly continues to fracture even after the loading was stopped.

A comparison of fracture strength for the samples
3.1.4 Elongation at Breaks
The average percent of elongation at break for the samples was presented in Table 3. The results of elongation at break for each samples of the composites were presented in Fig. 5. Figure 5 show the average percentage of elongation at break was 139.69% for Sample 1 (100% PP). The percentage elongation decrease drastically after Sample 3 (93.73% PP, 3.28% Fibers, 3% MMT) and increase back again in Sample 6 (90.93% PP, 8.07% Fibres, 1% MMT), as that elongation are optimal between the value the range of loading fiber, which was more than 3% till 3.28% and more than 8.07% till 10.51%, respectively. The highest elongation was Sample 8 followed by Sample 3 and Sample 9 with elongation of 182.42%, 181.57% and 179.85%, respectively. This indicated that the three samples had the best ductility, as it has the highest value of percentage elongation. According to Budynas and Nisbett [32], the ductility of material must have an elongation to failure of at least 5% for it to be a significant result. Hence, it can be concluded, the samples were all ductile materials.

A comparison of elongation at breaks for the samples
3.1.5 Young’s Modulus
The Young’s Modulus for the samples was presented in Table 4. The results of Young’s modulus for each samples of the composites were presented in Fig. 6. Based on Fig. 6, it was shown that Sample 1 (100% PP) had the lowest value of tensile modulus of 0.4040GPa, whereas the highest value of tensile modulus was 1.0833GPa by Sample 7 (88.85% PP, 8.15% Fibre and 3% MMT). The highest tensile modulus value of the sample was still very small and more towards the region of flexibility. This was proved by Parsons and Goodall [33], whereas it shows ranking approximation for different types of materials in term of strength, toughness and stiffness (Young’s Modulus). Based on Fig. 6, the addition of fibers and MMT into the pure polypropylene led to increase of tensile modulus for the composite. The higher the tensile modulus, the higher the elasticity of the materials. Nevertheless, the ductile material was not elastic type, rather a type of plastic, which were more to a soft material. Thus, it was concluded that the lower tensile modulus, the higher the ductility of the materials. All the composite’s samples had a low tensile modulus, which was ductile materials.

A comparison of Young’s modulus at breaks for the samples
3.2 Fourier Transform Infrared Spectroscopy (FTIR) Analysis
Figures 7, 8, and 9 show the FTIR graph for raw bamboo, pure polypropylene and Sample 3 (93.73% PP, 3.28% Fibre and 3% MMT), respectively. Sample 3 was chosen due to having the highest value of tensile strength. The 3743.83 cm−1 peak Fig. 7 indicated the alkaline C-H stretch. The 2162.20 cm−1 peak shows the existence of triple bond between C ≡ H or C ≡ C. This happened due to the chemical treatment conducted on the raw bamboo. As for Fig. 8, the 1751.36 cm−1 peak indicated double bond of C = O in the polypropylene. For Fig. 10, the highest 1751.36 cm−1 peak indicated double bond C = O in the polypropylene the same as in pure polypropylene. This was supported by Merlic et al. [34].

FTIR graph for raw bamboo

FTIR graph for sample 1 (PP 100%)

FTIR graph for Sample 3 (93.73% PP, 3.28% Fibre and 3% MMT)

SEM image of Sample 1 (100% PP) a magnification of 100, and b magnification of 300
3.3 Morphological Analysis
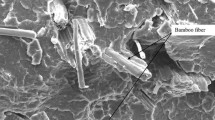
Figure 10a, b show the SEM image of sample 1 (100% PP) in magnification of 100 and 300, respectively. Figure 11a, b show the SEM image of raw bamboo in magnification of 100 and 300, respectively. Figure 12a, b show the SEM image of treated raw bamboo in 5% of sodium hydroxide (NaOH) in magnification of 100 and 300, respectively. Figure 13a, b show the SEM image of treated raw bamboo after milling process of 96 h (4 days) in magnification of 100 and 300 respectively. Figure 14a, b show the SEM image of sample 3 (93.73% PP, 3.28% Fibre and 3% MMT) which has the highest value of tensile strength in magnification of 100 and 300, respectively.

SEM image of raw bamboo a magnification of 100, and b magnification of 300

SEM image of treated raw bamboo a magnification of 100, and b magnification of 300

SEM image of treated raw bamboo after milling a magnification of 100, b magnification of 300

SEM image of Sample 3 a magnification of 100, and b magnification of 300
Figure 10a, b shows crack at side of the PP. Both Fig. 11a, b illustrated the morphology of untreated raw bamboo fiber surface. It was observed that the presents of cavities are covered by layer of residues that are due to compression of fibrils. The residue helped protect the fibers and prevent resin penetration through it. According to Alvarez and Vazquez [35], the residues that covered the fibers was also known as aliphatic wax. The aliphatic wax prevents the adhesion between matrix. As for Fig. 12a, b, it was observed that removal of non-cellulose component that consist of lignin, pectin, hemicellulose and waxes, which helps to provide a better bonding in polymer matrix. This was supported by Rout et al. [36], whereas delignification helps to expose the fiber surface more for interaction. Figure 13a, b show much smaller fibers after milling, which helped to the huge increment of surface area for matrix adhesion. Lastly, Fig. 14a, b shows the low interaction of bamboo fibers reinforced polypropylene nano composites based on the limited amount of microfibrillar exposed.
3.4 Energy Dispersive X-Ray Analysis (EDX) Analysis
Table 5 show the element and composition exist in sample 1 (100% PP) obtained from EDX analysis. Table 6 show the element and composition exist in treated raw bamboo with treatment of NaOH 5%. Table 7 show the element and composition exist in sample 3 (93.73% PP, 3.28% Fibre and 3% MMT), which was the highest tensile strength value among the samples. Based on Tables 5, 6, and 7, it was carbon had the highest mass composition in Sample 1, followed by Sample 3, which is the composite of polypropylene, fiber and MMT. Sample 3 show the lowest amount of oxygen composition, which was due to the process hot pressing and addition of other fillers.
3.5 Design Expert Optimization
An optimization design was done by using software Design Expert. It helps to search for the best combination factor levels, whereas it simultaneously able to satisfy the criteria placed on the responses and factors. There were factors that considered for the experiment, the amount of polypropylene (wt%) (A), fibre (wt%) (B) and MMT (wt%) (C). The design response surface were tensile modulus and tensile strength. Table 8 show the mixture components used in the design, whereas Table 9 show the responses for the design. There were eight design runs conducted for given composition, which were generated based on the minimum and maximum value set in mixture components. Table 10 show the design layout for the whole experiment, which consist of the composition for the composites, and the value of tensile modulus and tensile strength, that have been obtained and calculated after conducting the actual experiment.
Figure 15 show the analysis of variance (ANOVA) for tensile modulus obtained from the design expert where the F-values and P-values were calculated to determine the significance of the model.

ANOVA for response 1: Tensile modulus
Based Fig. 15, the F-value model of 326939.22 implied the model was significant. There was only a 0.01% chance that an F-value this large occurred due to noise. P-values less than 0.0500 indicated model terms are significant. In this case A, B, C, AB, AC, BC, ABC were significant model terms. Values greater than 0.1000 indicated the model terms are less significant. Figure 16 show the coded equation generated by the software for tensile modulus. The equation in terms of coded factors were used to make predictions about the response for given levels of each factor. By default, the high mixture components levels were coded as +1 and the low levels are coded as 0. The coded equation was useful for identifying the relative impact of the factors, by comparing the factor coefficients. Figure 17 show the analysis of variance (ANOVA) for tensile strength obtained from the Design Expert software, whereas the F-values and P-values were calculated to determine the significance of the model. Based on Fig. 17, the model F-value of 435.50 implied the model was significant. There was only a 0.01% chance that an F-value this large could occurred due to noise. P-values less than 0.0500 indicated model terms are significant. In this case A, B, C, AB, AC, BC, ABC were significant model terms. Values greater than 0.1000 indicated the model terms were not significant. Figure 18 show the coded equation generated by the software for tensile strength. Figure 19 show the numerical optimization obtained from Design Expert after running 82 runs, whereby the ratio mixture for the three components were obtained in order to get the optimal value of tensile strength and tensile modulus. Based on the Fig. 19 the ratio of the components and the response surface were summarized in Table 11.

Coded equation for tensile modulus

ANOVA for response 2: Tensile strength

Coded equation for tensile strength

Optimum ratio for composites
4 Conclusions
In conclusion, based on the analyzation of the results, it was proved the addition of polypropylene and MMT as a filler into bamboo fiber help to change the characteristic of the bamboo nanofiber reinforced polypropylene composite from brittle to ductile. Compared to pure polymer, there was also a significant improvement in tensile strength, yield strength, fracture strength and young’s modulus of the composites after being reinforced with bamboo nanofiber. The results showed an improvement in tensile strength in the range of 10.27% to 80.12%. The materials ductility was calculated alongside the elongation at break, whereas all the composite samples had a high elongation more than 100, which was in range of elongation between 127.61 and 182.42%. The improvement of ductility was by 3 to 42%. The best Sample 3 consist of 93.73% of polypropylene, 3.28% of fiber and 3% of MMT as the filler, which gave the highest tensile strength of 18.9914 MPa and second highest ductility of 181.57%. An optimization using Design Expert software was carried out to identify the significance of the study, whereas the P-value was less than 0.05. Hence, the assumption of inserting polypropylene and MMT into bamboo fiber helped to increase the tensile strength and tensile modulus.
References
Prakash, C.: Bamboo fibre. In: Kozlowski, R. M., Mackiewicz-Talarczyk, M. (eds.), Handbook of natural fibres, pp. 219–229. Woodhead Publishing, Cambridge (2020). https://doi.org/10.1016/B978-0-12-818398-4.00009-8
Ibrahim, I.D., Jamiru, T., Sadiku, R.E., Kupolati, W.K., Agwuncha, S.C., Ekundayo, G.: The use of polypropylene in bamboo fibre composites and their mechanical properties—a review. J. Reinf. Plast. Compos. 34(15), 1347–1356 (2015). https://doi.org/10.1177/0731684415591302
Liu, D., Song, J., Anderson, D.P., Chang, P.R., Hua, Y.: Bamboo fiber and its reinforced composites: structure and properties. Cellulose 19(1), 1449–1480 (2012). https://doi.org/10.1007/s10570-012-9741-1
Pickering, K.L., Aruan Efendy, M.G., Le, T.M.: A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A: Appl. Sci. Manuf. 83(1), 98–112 (2016). https://doi.org/10.1016/j.compositesa.2015.08.038
Kalia, S., Kaith, B.S., Kaur, I.: Pretreatments of natural fibers and their application as reinforcing material in polymer composites—A review. Polym. Eng. & Sci. 49(7), 1253–1272 (2009). https://doi.org/10.1002/pen.21328
Rajak, D.K., Pagsr, D.D., Menezes, P.L., Linul, E.: Fiber-reinforced polymer composites: manufacturing, properties, and applications. Polymers 11(1), 1667 (2019). https://doi.org/10.3390/polym11101667
Okubo, K., Fujii, T., Yamamoto, Y.: Development of bamboo-based polymer composites and their mechanical properties. Compos. Part A: Appl. Sci. Manuf. 35(3), 377–383 (2004). https://doi.org/10.1016/j.compositesa.2003.09.017
Imadi, S.R, Mahmood, I., Kazi, A.G.: Bamboo fiber processing, properties, and applications. In: Hakeem, K.R., Jawaid, M., Rashid, U. (eds.), Biomass and bioenergy, pp. 27–46, Springer, Cham (2014). https://doi.org/10.1007/978-3-319-07641-6_2
Cao, Y., Wu, Y.-Q.: Evaluation of statistical strength of bamboo fiber and mechanical properties of fiber reinforced green composites. J. Cent. South Univ. Technol. 15(1), 564–567 (2010). https://doi.org/10.1007/s11771-008-0422-z
Liu, L., Wang, Q., Cheng, L., Qian, J., Yu, J.: Modification of natural bamboo fibers for textile applications. Fibers Polym. 12(1), 95–103 (2011). https://doi.org/10.1007/s12221-011-0095-3
Hakeem, K.R., Ibrahim, S., Ibrahim, F.H., Tombuloglu, H.: Bamboo biomass: various studies and potential applications for value-added products. In: Hakeem, K., Jawaid, M.Y., Alothman, O. (eds), Agricultural biomass based potential materials, pp. 231–243. Springer, Cham (2015). https://doi.org/10.1007
Adamu, M., Rahman, M.R., Hamdan, S., Bakri, M.K.B., Md Yusof, F.A.B.: Impact of polyvinyl alcohol/acrylonitrile on bamboo nanocomposite and optimization of mechanical performance by response surface methodology. Constr. Build. Mater. 258(1), 119693 (2020). https://doi.org/10.1016/j.conbuildmat.2020.119693
Andrady, A.L., Neal, M.A.: Applications and societal benefits of plastics. Philos. Trans. R. Soc. B: Biol. Sci. 364(1526), 1977–1984 (2009). https://doi.org/10.1098/rstb.2008.0304
Zaaba, N.F., Ismail, H. (2019). Thermoplastic/natural filler composites: a short review. J. Phys. Sci. 30(1), 81–99. https://doi.org/10.21315/jps2019.30.s1.5
Maddah, H.A.: Polypropylene as a promising plastic: a review. Am. J. Polym. Sci. 6(1), 1–11 (2016). https://doi.org/10.5923/j.ajps.20160601.01
Todkar, S.S., Patil, S.A.: Review on mechanical properties evaluation of pineapple leaf fibre (PALF) reinforced polymer composites. Compos. Part B: Eng. 174(1), 106927 (2019). https://doi.org/10.1016/j.compositesb.2019.106927
Javadian, A., Smith, I.F.C., Saeidi, N., Hebel, D.E.: Mechanical properties of bamboo through measurement of culm physical properties for composite fabrication of structural concrete reinforcement. Front. Mater.: Mech. Mater. 6(1), 1–15 (2019). https://doi.org/10.3389/fmats.2019.00015
Onikeku, O., Shitote, S.M., Mwero, J., Adedeji, A.A.: Evaluation of characteristics of concrete mixed with bamboo leaf ash. Open Constrution & Build. Technol. J. 13(1), 67–80 (2019). https://doi.org/10.2174/1874836801913010067
Karatas, M.A., Gokkaya, H.: A review on machinability of carbon fiber reinforced polymer (CFRP) and glass fiber reinforced polymer (GFRP) composite materials. Def. Technol. 14(4), 318–326 (2018). https://doi.org/10.1016/j.dt.2018.02.001
ASTM D638-14: Standard test method for tensile properties of plastics. ASTM International, West Conshohocken, PA (2014). https://doi.org/10.1520/D0638-14
ASTM E168-16: Standard practices for general techniques of infrared quantitative analysis. ASTM International, West Conshohocken, PA (2016). https://doi.org/10.1520/E0168-16
ASTM E1252-98: Standard practice for general techniques for obtaining infrared spectra for qualitative analysis. ASTM International, West Conshohocken, PA (2013). https://doi.org/10.1520/E1252-98R13E01
ASTM E2015-04: Standard guide for preparation of plastics and polymeric specimens for microstructural examination. ASTM International, West Conshohocken, PA (2014). https://doi.org/10.1520/E2015-04R14
ASTM E1508-12: Standard guide for quantitative analysis by energy-dispersive spectroscopy. ASTM International, West Conshohocken, PA (2019). https://doi.org/10.1520/E1508-12AR19
Xie, Y., Hill, C.A.S., Xiao, Z., Militz, H., Mai, C.: Silane coupling agents used for natural fiber or polymer composites: a review. Compos. Part A: Appl. Sci. Manuf. 41(7), 806–819 (2010). https://doi.org/10.1016/j.compositesa.2010.03.005
Facca, A.G., Kortschot, M.T., Yan, N.: Predicting the tensile strength of natural fibre reinforced thermoplastics. Compos. Sci. Technol. 67(11–12), 2454–2466 (2007). https://doi.org/10.1016/j.compscitech.2006.12.018
Rozman, H.D., Rozyanty, A.R., Musa, L., Tay, G.S.: Ultra-violet radiation cured biofiber composites from kenaf: the effect of montmorillonite on the flexural and impact properties. J. Wood Chem. Technol. 30(2), 52–163 (2010). https://doi.org/10.1080/02773810903259565
Black, J.T., Kohser, R.A.: Degarmo’s materials and process in manufacturing. Wiley (2003)
Callister, W.D., Rethwisch, D.G.: Materials science and engineering: an introduction. Wiley (2018)
Barsom, J.H., Rolfe, S.T.: Fracture and fatigue control in structures: applications of fracture mechanics. ASTM International, West Conshohocken (1999)
Campbell, F.C.: Fatigue and fracture: understanding the basics. ASM International (2012)
Budynas, R.G., Nisbett, J.K.: Shigley’s mechanical engineering design. McGraw-Hill Education (2015)
Parsons, L., Goodall, R.: Testing the fracture behaviour of chocolate. Phys. Educ. 45(50), 1–5 (2010). https://doi.org/10.1088/0031-9120/46/1/006
Merlic, C.A., Fam, B.C., Miller, M.M.: Webspectra: online NMR and IR spectra for students. J. Chem. Educ. 78(1), 118 (2001). https://doi.org/10.1021/ed078p118
Alvarez, V.A., Vazquez, A.: Thermal degradation of cellulose derivatives/starch blends and sisal fibre composites. Polym. Degrad. Stab. 84(1), 13–21 (2004). https://doi.org/10.1016/j.polymdegradstab.2003.09.003
Rout, J., Tripathy, S.S., Nayak, S.K., Misra, M., Mohanty, A.K.: Scanning electron microscopy study of chemically modified coir fibers. J. Appl. Polym. 79(7), 1169–1177 (2000). https://doi.org/10.1002/1097-4628(20010214)79:7%3c1169:AID-APP30%3e3.0.CO;2-Q
Acknowledgements
The authors would like to acknowledge Universiti Malaysia Sarawak (UNIMAS) for the support.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Rahman, M.R., Hamdan, S., Bakri, M.K.B. (2021). Investigation on the Brittle and Ductile Behavior of Bamboo Nano Fiber Reinforced Polypropylene Nanocomposites. In: Rahman, M.R. (eds) Bamboo Polymer Nanocomposites. Engineering Materials. Springer, Cham. https://doi.org/10.1007/978-3-030-68090-9_5
Download citation
DOI: https://doi.org/10.1007/978-3-030-68090-9_5
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-68089-3
Online ISBN: 978-3-030-68090-9
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)