
Abstract
This research is focused on characterization, modelling and product designing from bamboo fiber reinforced polypropylene composite. Bamboo fiber of mesh size of − 80/+ 100 (180–225 μm) were blended with polypropylene in a twin screw extrusion system at different weight percentages of bamboo (10, 20, 30, 40, and 50%). In-house synthesized m-TMI-g-PP was used as the coupling agent. Mechanical characterization reveals a continuous increment in tensile strength, flexural strength and elastic modulus with increasing fiber content. At 50% bamboo content, tensile and flexural strengths increased by 36 and 64% respectively and elastic modulus increased by 300% with respect to virgin polypropylene. Scanning electron microscope images of the fractured surface of composite indicated effective wetting of bamboo fiber with polypropylene. Halpin–Tsai model was found to describe the relative modulus of the composites at different fiber content effectively. Macro mechanical approach in which the composite is assumed to be isotropic was used to simulate uniaxial tensile test. The simulation was performed using Hypermesh (a FEM preprocessor) and explicit solver LS-DYNA. The stress–strain behaviour predicted by material model MAT 24 was in close agreement with the experimental results. A portable toilet design is suggested from the developed composite material based on the simulation results.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Bamboo is one of the fastest growing plants with a potential to reach maturity in 6–8 months as compared to few years for woody plants. Bamboos are abundantly available in south-east Asia including India. More importantly, its specific stiffness and strength are comparable to glass fibers [1]. The rapid renewability and suitable mechanical properties make bamboo as an excellent reinforcing material for natural fiber reinforced thermoplastic composites. In last decade, several studies have been carried out on development and characterisation of bamboo fiber filled thermoplastic composites [2,3,4]. In most of these studies, maleic anhydride grafted polypropylene (MAPP) has been used as the coupling agent to improve the interfacial adhesion between natural fiber and polymer.
m-Isopropenyl α–α dimethylbenzyl-isocyanate (m-TMI) grafted polypropylene has been reported to be an effective coupling agent for wood-fiber reinforced polypropylene (PP) composites [5]. m-TMI is a monomer which combines vinyl un-saturation and an aliphatic isocyanate functional group in a single molecule. The monomer gets grafted on PP via the vinyl un-saturation and the pendant isocyanate functional group reacts with the hydroxyl group of cellulose and hemicelluloses. The mechanism of grafting of m-TMI onto polypropylene has been described thoroughly by Karmarkar et al. [6]. This coupling agent has been reported to be superior to commercial coupling agent like MAPP for wood polymer composites in improving mechanical properties like tensile strength and flexural strength [7]. The performance of this coupling agent with bamboo fibers has not been reported.
One of the important steps in application of ligno-cellulosic composites is characterising the composites for their suitability in developing products. Few researchers have carried out macro-mechanical and micromechanical finite element analysis for natural fiber (discontinuous) reinforced polymer composites and explored application areas through simulation driven design. Lee et al. [8] evaluated the interface properties in cellulose fiber reinforced PP composite through nano indentation and finite element analysis. The design of wood polymer composite pallets used in industrial sector for handling and transporting cargos was optimized by Soury et al. [9]. Pallets were designed to be made up of extruded WPC parts and using optimum proved design pallets were manufactured. Mohamadzadeh et al. [10] performed numerical analysis on screwed single shear joints in wood polymer composites using ABAQAS finite element software. They considered one half of the joint in the modelling and simulated the behaviour of the material at the joint. Injection moulding process of wood polymer composite has been simulated to study the warpage and shrinkages of thin walled injection moulded WPC parts, and residual stress distribution during mould filling [11, 12]. Al-Maadeeda et al. [13] prepared composites with recycled PP as matrix and glass fibers or wood flour of the palm tree as reinforcement and subsequently characterized experimentally and modelled theoretically. They evaluated the performance of the composites for industrial pressurized pipe application through elastic finite element analysis. Kebir and Ayad [14] developed a multi-scale numerical model named ‘the projected fiber approach (PF)’ for the analysis of elastic behaviour of short fiber reinforced composites in which a specific finite element procedure associated with random distribution of short fibers was used. A microscopic truss finite element was used to model the short fiber reinforcements and corresponding degrees of freedom were projected on those of the resin matrix. There is little information on finite element modelling simulations and application design exploration of bamboo fiber reinforced thermoplastic composites.
In this paper, we report the characterization, finite element modelling and application design from bamboo fiber filled PP composites prepared with m-TMI-grafted-polypropylene as the coupling agent. Composites were produced at varying filler content level i.e. 10–50 wt% and evaluated for their mechanical properties namely tensile, flexural and impact strengths and tensile and flexural modulus. Halpin–Tsai model was used to predict the elastic properties of the composites and compared with the experimental data to validate the model. The stress–strain behaviour of the composites at different filler loading was modelled and the uni-axial tensile test was simulated using the available material model MAT24 in LS-DYNA. An application case study of designing of portable toilets using the developed composite at 50% bamboo content is presented.
Materials and methodology
Bamboo material
Mature culms of Dendrocalamus strictus bamboo were extracted from a bamboo plantation. The bamboo culms were dried, chipped and pulverised to get bamboo flour. The flour was sieved using a gyrator screen to get fibers of mesh size − 80 + 100 (particle size: 180–250 μm). These fibers were oven dried in a hot air oven at 105 °C for 24 h before blending with PP.
Polypropylene and additives
Polypropylene (Repol H110MA), having a melt flow index of 11 g/10 min at 230 °C under 2.16 kg load, procured from Reliance Industries Limited, India, was used as the matrix material for composite preparation. Process additives namely dioctyl phthalate and zinc stearate (s.d. Fine-chem, India), Irganox B-215 (Hindustan Ciba-Geigy Ltd.) were used as received from the suppliers. m-TMI-grafted-PP was synthesised in the laboratory by melt phase grafting of m-TMI onto PP as per the procedure described by Karmarkar et al. [5] Isotactic PP (Koylene SM100N), having a melt flow index of 10 g/10 min at 230 °C under 2.16 kg load, supplied by Indian Petrochemical Corporation Ltd., Baroda, was used for synthesis of coupling agent. The monomer m-TMI (Sigma-Aldrich), octylamine (Aldrich), dicumyl peroxide (s.d. Fine-chem, India) and solvents of reagent grade (Spectrochem/Merck, India) were used for functionalization of PP by m-TMI. The synthesized coupling agent was titrated with octyl amine for quantifying the grafting of isocyanate group according to the procedure described by Braun and Schmitt [15]. The synthesized coupling agent was found to have 5.6 wt% grafting efficiency.
Preparation of composites
The bamboo-PP composites were prepared using a laboratory scale twin screw extruder equipped with side feeder. Polypropylene homopolymer, dioctyl phthalate (10 g), zinc stearate (10 g), Irganox B-215 (5 g), paraffin wax (10 g) and coupling agent (m-TMI-grafted-PP: 5 wt% of fiber) for each one kg of composite batch were dry blended in a high speed mixer. The quantity of PP and bamboo fiber was varied according to the desired composition. Composites were prepared at varying bamboo to polymer ratio on weight basis (10:90; 20:80; 30:70; 40:60; 50:50). The PP granules mixed with additives were fed through the main inlet hopper of the extruder and bamboo fibers were fed through the side feeder. In all the experiments, feed rate of polymer through main hopper and the feed rate of bamboo fiber through side feeder were adjusted in such a manner that the throughput from the extruder was about 100 g/min or 6 kg/h with the desired proportion of bamboo and polypropylene. The extruded strands were passed through the cold water strand bath and palletized into 3 mm long pallets. The pallets were dried at 80 °C for minimum of 24 h to remove moisture absorbed by the pallets in water bath. Standard specimens for tensile, flexural and impact tests were injection moulded from the dried pallets using a 60 ton L&T make injection moulding machine. The moulded specimens were conditioned in a chamber at 65% relative humidity and 30 °C temperature for minimum 48 h before testing.
Mechanical properties testing
The test specimens were subjected to tensile, flexural and impact tests as per the ASTM standards. The tensile and flexural tests were done in accordance to the ASTM 638 and ASTM 790 using Shimadzu make 10 kN universal testing machine. The strain rate was 50 mm/min for tensile test and 2.8 mm/min for flexural test. Izod impact tests (both notched and unnotched) were performed in accordance with ASTM D256 on a Ceast make pendulum impact tester.
Finite element modelling and simulation
Material models were explored in LS-DYNA by simulating tensile test to find the best suitable model, which reproduces the stress–strain behaviour of bamboo polypropylene composites (BPC) as observed in experimental tensile test. ASTM standard D638 type-I dog bone specimen was modelled in Altair Hypermesh (finite element pre-processor) using shell elements with element size one and solver LS-DYNA was used for the simulation.
Results and discussion
Mechanical characterization
10, 20, 30, 40 and 50 wt% bamboo fiber reinforced PP composites are termed as 10, 20, 30, 40 and 50 BPC respectively. Tensile and flexural test results are tabulated and compared with base material PP in order to assess the changes in strength of the composite at different fiber content (Tables 1, 2). Table 1 reveals that the tensile strength and modulus of the composites increased steadily with the increase in bamboo fiber content. At 50% reinforcement of bamboo, tensile strength of the composite was 43.87 MPa exhibiting 36.15% improvement over pure PP. The increase in strength with increasing fiber content implies the effective load bearing by bamboo fibers. The tensile modulus increased almost linearly with the increase in bamboo content and at 50% bamboo content the modulus of the composite (5.99 GPa) was 330% higher than PP (1.39 GPa).
Results obtained from the flexural test are presented in Table 2. The flexural strength also exhibited the increasing trend with the increase in fiber content, as observed for tensile properties. However the magnitude of increase in flexural strength was significantly higher than tensile strength at all filler concentrations. At 50% reinforcement of bamboo fibers, the flexural strength increased by 64.20% with respect to pure PP. Flexural modulus also exhibited an increasing trend and at 50% reinforcement of bamboo fibers flexural modulus increased by 300% when compared with pure PP.
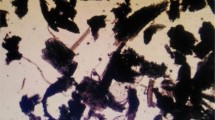
The increase in both, tensile and flexural strengths with increasing bamboo content exhibit the effectiveness of m-TMI-g-PP as a coupling agent. The results obtained here are in agreement with the reported in literature using the same coupling agent on other lingo-cellulosic fibers like eucalyptus pulp [5] and jute [16]. The interaction of bamboo fiber and PP was examined by scanning electron microscopy (SEM). The SEM image of fractured surfaces of 40 BPC is shown in Fig. 1. It is evident that the matrix polymer adhered strongly with fibers and composite has not fractured from the interface region of fiber and matrix. This clearly indicates a good interfacial adhesion between the fiber and matrix and correspondingly effective load transfer from fiber to the matrix. The improvement in strengths (both tensile and flexural) with the increasing fiber content is the results of the effective reinforcement of matrix by the bamboo fibers.

SEM image of fractured surface of the composite material. The fibers are nicely coated with the matrix polymer. There is no delamination of fiber from matrix
Izod impact test of both notched and un-notched specimens of PP and BPC are tabulated in Table 3. With 10% reinforcement of bamboo fibers the un-notched impact strength exhibited a sudden drop from 765 J/m for pure PP to 251.195 J/m i.e., a decrease by about 67%. Thereafter the decrease was observed to be gradual and at 50% bamboo content the un-notched impact strength was nearly 85% lower than of virgin PP (Fig. 2). The decrease in un-notched impact strength is mainly due to presence of bamboo fiber in PP matrix which produces stress concentration points for crack initiation. Another reason for decrease in impact strength may be due to stiffening of polymer chains due to use of coupling agent to bond between bamboo fibers and polymer matrix, which may lead to abrupt fiber fracture with less energy degradation [5]. The notched impact strength for the same 10% reinforcement of bamboo fibers decreased from 29.09 J/m for PP to 20.836 J/m i.e., about 28.37% drop (Fig. 3). Thereafter, further increase in bamboo fiber concentration the impact strength increased significantly with respect to the strength at 10 BPC unlike in case of un-notched impact strength where the strength declined continuously with increasing fiber content. At 50% bamboo content, the notched impact strength of the composite (27.17 J/m) was nearly comparable with virgin PP (29.09 J/m). The increase in notched impact strength may again be attributed to the superior interfacial adhesion between bamboo and PP in presence of coupling agent which requires higher energies for fiber to pull-out on impact. Aggrawal et al. [16] also reported a similar trend in impact strengths for jute-PP composites using the same coupling agent.

Unnotched impact strength of the composites with increasing bamboo fiber content

Notched impact strength of the composites with increasing bamboo fiber content
Relative modulus comparison: Halpin–Tsai model
The relative modulus of the composite at various filler level was described based on The Halpin–Tsai equation. The model demonstrates the effect of fiber reinforcement on the stiffness properties of a composite as the function of filler aspect ratio and volume fraction. The elastic constants of a composite could be expressed in a common non-dimensional form depending on the elastic constants of matrix and fiber as well as their volume concentration. The Young’s modulus of a composite material in Halpin–Tsai model is written as, [17]:
where \( E_{c} \), \( E_{f} \) and \( E_{m} \) are Young’s moduli of composites, fillers and the polymer matrix, respectively. φf is the filler volume fraction and \( \zeta \) is a shape parameter depending on the filler geometry and loading direction. In particular, \( \zeta \) = 2(l/d) for fibers or 2(l/t) for disk-like platelets. l, d and t are the length, diameter and thickness of dispersed fillers, respectively. The tensile modulus of bamboo was recorded to be 15.6 GPa and tensile modulus of PP was 1.39 GPa. The average length of bamboo fiber was 500 μm and average diameter was 130 μm resulting in an average aspect ratio of the fibers, i.e. ratio of length to diameter, to be around 3.85. The volume fraction of fiber was derived using the following equation:
where Wf, Wm are weight fractions of bamboo fiber and matrix respectively and ρf, ρm are densities of the fiber and matrix respectively. The volume fraction of bamboo fibers in 10, 20, 30, 40 and 50 wt% composites was estimated to be 13.68, 27.27, 39.13, 50 and 60% respectively. The experimentally observed and model generated relative modulus [ratio of modulus of composites (Ec) to modulus of matrix (Em)] are plotted in Fig. 4. The model generated relative modulus was in a close agreement with the experimental values at all filler levels except at 10% filler content where model generated values were an underestimate (20% lower) of the measured modulus. The results confirm the suitability of Halpin–Tsai model in predicting modulus of bamboo fiber reinforced composites from the individual modulus of bamboo and PP.

Experimentally observed and model generated relative modulus of the composites
Finite element modelling
Material model MAT 24 in LS-DYNA (MAT_PIECEWISE_LINEAR_PLASTICITY), an elastic–plastic material model was used to predict the stress–strain behaviour of the composite material with varying bamboo content. The output from the solver will be true stress and true strain. Therefore, for the comparison of experimental and simulated results true stress and true strain were calculated for the composites from the force and displacement (extension) values, which were recorded during the tensile test, using the following formulae:
where σT, εT, σE and εE are true stress, true strain, engineering stress and engineering strain respectively. F, A0, E and L are the force, initial area of cross section, extension and gauge length respectively. Figure 5 shows true stress–strain plot of pure PP and (10/20/30/40/50) BPC.

True stress–strain plot of PP and (10/20/30/40/50) BPC
During simulation, an additional card MAT_ADD_EROSION was used to predict the experimental failure with Equivalent Stress at Failure (σvm) as the input variable. Strain rate dependency was not considered. Table 4 shows the inputs that were given to the material card 24 for the simulation of 10 BPC. Similarly, inputs were derived for the composites prepared at different filler content from the uniaxial tensile test. The composites were found to be possessing viscoelastic behaviour. MAT24 cannot capture the viscoelastic effect. Therefore, the stress–strain behaviour was observed to be deviating from the experimentally observed ones, when the experimental values of modulus, which were calculated from 100 to 500 N of applied force, were used as the input. Consequently, the modulus values were derived from the slope of a straight line drawn from the yield point stress (by 0.2% strain offset method) to the origin, thereby neglecting the viscoelastic behaviour. These modulus values were given as the inputs for MAT24 material model. Figure 6 shows failure observed during experiments and as predicted by the simulations. The simulated failure behaviour was coinciding with the experimental failure for all the composites. Figure 7 shows the comparison of true stress strain behaviour observed in experiments and simulations. The model generated behaviour was closely matching with the experimental results for all the composites produced with different weight percentages of bamboo fiber content. The simulation results clearly reveals that MAT 24 material model can effectively be used for further application designs of bamboo polypropylene composites.

Comparison of failure of BPC (10/20/30/40/50) in experiment and simulation

True stress versus true strain plots of (10/20/30/40/50) BPC
Application case study: design of portable toilet base
Toilet is a basic necessity for all human beings. Usually toilets are facilitated in permanent structures which are quite heavy and cannot be moved from one place to another. There are situations where it is not feasible to setup a permanent structure for toilets. In such situations like construction sites, picnic spots, outdoor concerts, functions, rallies etc., providing toilet facility is a difficult task. Thus, engineers have come out with the concept of portable toilets, which can be installed temporarily and after its use it can be dismantled and transported to the next location. Conventionally people are using fiber reinforced plastics to make portable toilet structures. Fibers used for reinforcement is usually inorganic fibers. Conventional FRP materials have certain disadvantages such as high cost of manufacturing, difficulty in machining, and difficult to recycle and dispose after its use.
Bamboo polypropylene composite could be an alternative material which has the potential to be used in portable toilets. It has been reported that up to 50% fiber loading, natural fiber filled PP composites absorb negligible quantity of water on continuous exposure and exhibit little or no swelling [18] and therefore could be used in water exposed condition. Considering the advantages of BPC, two types of base structure of portable toilet are designed. Figure 8 shows the portable toilets with two different base structures. 50% BPC was considered for design application as it has the highest flexural strength among the developed composites. CATIA V5 (CAD modeling software) was used for CAD designing. Analysis was performed for the base structures, as they are the only structures which bear the load. A suitable cavity has been made in the base where the commode can be accommodated. The dimension of cavity is in conformity with that of standard commode available in market. Height of 360 mm has been provided for base, to accommodate the commode, monkey trap and outlet pipe. The pre-processing was done using Hypermesh. For all simulations, one point tetrahedron elements with a maximum element size of 12 and minimum element size of 4 was used to capture the geometry. A concentrated load of 1.5 kN (considering the weight of a person of about 100 kg and applying a factor of safety of 1.5) was applied on a small area of 80 mm × 60 mm at the point of maximum deflection on the base. The bottom side of the base was fully constrained. Analysis was performed using LS-DYNA for different combinations of dimensions to find the best suited one. The force versus displacement plot obtained from flexural test is linear up to 2 mm displacement as shown in Fig. 9, therefore allowable deflection in transverse direction was taken as 2 mm.

Design of portable toilets made from bamboo polymer composites

Force–displacement plot from three point bending test of 50 BPC
Design 1
Figure 10 shows different views of the conceptualised base structure. Analysis was performed by varying the thickness of ‘A’ from 15 to 30 mm. The results of the analysis are shown in the Table 5, from which it can be inferred that thickness of ‘A’ can be fixed at 25 mm as the deflection developed due to load application is only 1.71 mm which is less than the set limit of 2 mm.

Design 1 of the toilet: (1) isometric view, (2) top view, (3) front view (all dimensions are in mm)
From the Table 5 it can be observed that the base is quite heavy, therefore to reduce the weight supports can be made hollow. Hence, 2 × (940 × 90 × 345) mm3 of material from the supports was removed as shown in Fig. 11 and again the analysis was performed. The results revealed that with new design modification there is no much difference in deflection i.e., deflection which was previously 1.71 mm changed to 1.75 mm and maximum stress which was 6.15 MPa changed to 6.47 MPa but weight has reduced significantly from 134.54 to 72.69 kg.

Alternative design 1 by removing material from the supports (all dimensions are in mm)
Design 2
Another type of design for the base was conceptualised as shown in Fig. 12. This base structure is in the form of box with an opening provided for the commode and outlet pipe of 150 mm diameter. Analysis was performed by varying thicknesses of ‘A’ and ‘B’ between 15 and 30 mm to find best suited combination. Table 6 shows the result obtained from the simulation from which it can be inferred that ‘A’ may be fixed at 25 mm and ‘B’ at 30 mm, as this combination develops a deflection of 1.90 mm which is well below the set maximum deflection limit of 2 mm.

Design 2 of the toilet: (1) isometric view, (2) top view, (3) front view (all dimensions are in mm)
From the above analysis it is found that both the designs are almost equally good keeping in view the deflection. But the Design 2 (66.18 kg) is having an edge over the Design 1 (72.69 kg) because of its lesser weight by 8.96% (6.51 kg less). It is finally inferred that the design 2 being lesser weight is more suitable in view of its portability. 2200 mm × 1000 mm × 10 mm planks can be screwed or bolted on to the base as side structures, top can covered with 1020 mm × 1010 mm × 10 mm plank as roofing, door of 1840 mm × 1000 mm × 10 mm can be hinged to one of the sides for the purpose of privacy.
Conclusions
Bamboo-polypropylene composites were prepared with m-TMI-grafted-PP as coupling agent. BPC composite developed is showing improved tensile and flexural properties when compared to pure PP. However, impact properties have shown a downward trend. Thus, the best possible application for the developed composite will be in applications were good flexural and tensile properties are required. Some of the suggestions are chairs, deckings, window frames, door panels, furnitures etc. Modulus predicted through theoretical modelling and the results are in agreement with the experimental results. Uniaxial tensile test simulation results of stress–strain behaviour showed good agreement with experimental results using MAT 24 material model in LS-DYNA. Portable toilet design application has been studied with the developed composite material and a suitable design has been recommended with < 2 mm deflection.
References
Lakkad SC, Patel JM (1981) Mechanical properties of bamboo, a natural composite. Fiber Sci Technol 14(4):319–322
Xiaoya C, Guo Q, Mi Y (1998) Bamboo fiber-reinforced polypropylene composites: a study of the mechanical properties. J Appl Polym Sci 69:1891–1899
Okubo K, Fujii T, Yamamoto Y (2004) Development of bamboo-based polymer composites and their mechanical properties. Compos Part A 35:377–383
Zhang YC, Wu HY, Qiu YP (2010) Morphology and properties of hybrid composites based on polypropylene/polylactic acid blend and bamboo fibre. Biores Technol 101:7944–7950
Karmarkar A, Chauhan SS, Modak J, Chanda M (2007) Mechanical properties of wood-fiber reinforced polypropylene composites: effect of a novel compatibilizer with isocyanate functional group. Compos Part A 38:227–233
Karmarkar A, Aggarwal P, Modak J, Chanda M (2003) Grafting of m-isopropenyl-α–α-dimethylbenzyl isocyanate (m-TMI) onto isotactic polypropylene: synthesis and characterization. J Polym Mater 20:101–107
Chauhan S, Aggarwal P, Karmarkar A (2015) The effectiveness of m-TMI-grafted-PP as a coupling agent for wood polymer composites. J Compos Mater. https://doi.org/10.1177/0021998315622050
Lee SH, Wang S, Pharr JM, Xu H (2007) Evaluation of interphase properties in a cellulose fiber-reinforced polypropylene composite by nanoindentation and finite element analysis. Compos Part A 38:1517–1524
Soury E, Behravesh AH, Esfahani ER, Zolfaghari A (2009) Design, optimization and manufacturing of wood–plastic composite pallet. Mater Des 30:4183–4191
Mohamadzadeh M, Haftkhani RA, Ebrahimi G, Yoshihara H (2012) Numerical and experimental failure analysis of screwed single shear joints in wood plastic composite. Mater Des 35:404–413
Azaman MD, Sapuan SM, Sulaiman S, Zainudin ES, Khalina A (2013) Shrinkages and warpage in the processability of wood-filled polypropylene composite thin-walled parts formed by injection molding. Mater Des 52:1018–1026
Azaman MD, Sapuan SM, Sulaiman S, Zainudin ES, Khalina A (2014) Numerical Simulation analysis of the in-cavity residual stress distribution of lignocellulosic (wood) polymer composites used in shallow thin-walled parts formed by the injection moulding process. Mater Des 55:381–386
Al-Maadeeda MA, Shabanab YM, Khanama PN (2014) Processing, characterization and modeling of recycled polypropylene/glass fibre/wood flour composites. Mater Des 58:374–380
Kebir H, Ayad R (2014) A specific finite element procedure for the analysis of elastic behaviour of short fibre reinforced composites—the projected fibre approach. Compos Struct 118:580–588
Braun D, Schmitt MW (1998) Functionalization of poly(propylene) by isocyanate groups. Polym Bull 40:189–194
Aggarwal PK, Raghu N, Karmarkar A, Chauhan S (2013) Jute–polypropylene composites using m-TMI-grafted-polypropylene as a coupling agent. Mater Des 43:112–117
Migneault S, Koubaa A, Erchiqui F, Chaala A, Englund K, Wolcott MP (2011) Application of micromechanical models to tensile properties of wood–plastic composites. Wood Sci Technol 45:521–532
Aggarwal PK, Raghu N, Kale A, Vani CN, Chauhan S (2015) Moisture adsorption and absorption behaviour of bio-fiber filled thermoplastic composites. J Indian Acad Wood Sci 12(2):104–109
Acknowledgements
Authors express sincere thanks to the Director, Institute of Wood Science and Technology, Bengaluru for his support for the study. Authors are grateful to Indian Council of Forestry Research and Education for financial support. Authors also express sincere thanks to Dr. Ajay Karmarkar, Technical Director, Konkan speciality poly products private limited, Mangaluru for his advice during the course of the study. Assistance from Mr. Amey Kale, Mr. N. Raghu and Mr. Krishna in preparation of composites and testing is also acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Chauhan, S.S., Aggarwal, P., Venkatesh, G.S. et al. Mechanical characterization, modelling and application design of bamboo-polypropylene composites. Int J Plast Technol 22, 85–103 (2018). https://doi.org/10.1007/s12588-018-9204-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12588-018-9204-0