
Abstract
While companies struggle to implement Smart Factory initiatives, the emergence of decentralized Distributed Ledger Technology (DLT) promises to support Smart Factories. However, little is known about the extent to which DLT can support Smart Factory initiatives. Thus, this paper examines whether DLT is a useful addition to the Smart Factory concept in the context of Industry 4.0. The focus of the research lies on practical challenges that manufacturing companies are confronted with when creating Smart Factories and integrating them into their value chain. These challenges were worked out with the help of a literature review and interviews, which were conducted with employees of one of the most renowned industrial automation and digitization companies (undisclosed for confidentiality). Based on this, two DLT concepts were developed and discussed with the experts regarding their respective opportunities, risks, and feasibility. The DLT-based Audit Trail is intended to solve the challenge of creating a detailed, consistent and traceable overview of production processes, while the Crypto-based Agent Logic solves the challenge of setting priorities for orders in a fully automated production process. The results show that DLT integration in the context of the Smart Factory concept is to be regarded as useful and should be driven forward by further research.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
The megatrend of individualization is increasingly changing the industrial environment (Heß 2008, p. 18). Nourished by consumers’ strive for uniqueness and differentiation, a comeback of the individualized product can be observed (Ewinger et al. 2016, pp. 8–12). While mass production was used across most industries in the twentieth century, a contrary trend can be seen in production in recent years based on the changing customer demand. In order to meet demand requirements, manufacturing companies are trying to switch to individual mass production (lot size one). Thereby, one of the main challenges is to produce customer-specific products on a large scale in a cost-efficient manner.
Industry 4.0,Footnote 1 as the fourth industrial revolution, is intended to address this challenge by not only linking the physical and the digital world but also connecting IT systems both within and across organizational boundaries (Kagermann 2013, p. 5). The idea of Industry 4.0 is to create interlinked Smart Factories with autonomous processes in which operating units adapt autonomously to new conditions. Thereby, the production of smaller lot sizes can still be achieved in a cost-effective way, despite the increasing complexity of customer demand, shorter product lifecycles and ongoing demand fluctuation (Degenhart 2018, pp. 6–8).
However, the industry has not yet been able to implement the Smart Factory concept across the board because it still faces a large number of challenges (Rossmann et al. 2017, p. 15). Apart from a lack of coordination, leadership commitment, and investment, companies lack a vision and future business cases from a strategic perspective in order to implement Smart Factories successfully (p. 15). In addition, companies find it difficult to identify and prioritize opportunities, miss a roadmap and suffer from a lack of maturity in production automation processes from an implementation perspective (p. 15). This paper is intended to address most of these challenges by generating new implementation ideas based on Distributed Ledger Technology (DLT). DLTs are proclaimed to be a promising technology to support the idea of Smart Factories. The objective is to test their integration within the Smart Factory concept based on expert interviews. A particular focus lies on process improvements within Smart Factories to enable mass customization.
In order to fulfill the objective of this research, the authors build on existing literature on Smart Factory and DLT from the field of Operations Management. In addition, seven interviews with experts from a leading industrial machine manufacturer will be integrated. All interviewees are experts on the topic of Smart Factories and their integration into the value chain of their customers. In this way, this paper is intended to make a significant contribution to an area that has only been researched to a limited extent so far.
The following chapter synthesizes the literature review with insights of the interviews with industry experts. Afterwards, the methodology describes the development of DLT-based use cases geared to today's challenges, on which manufacturing companies can base possible pilot projects in the future. Consequently, these DLT-based use cases will be presented. Finally, the paper is rounded off by a summary and an outlook.
2 Literature Review
In the following section, the challenge of customization with decreasing lot sizes in production will be described in order to illustrate the need for value creation networks consisting of decentralized, modular Smart Factories. Afterwards, the Smart Factory concept will be presented and the central interfaces for integration into the supply chain will be determined. In addition, the challenges of the Smart Factory concept will be elaborated, for which literature findings will be supplemented with insights of several expert interviews. Finally, the learnings from selected DLT-based initiatives will be presented, which should be considered when eventually implementing the DLT-based ideas of this paper.
2.1 The Current Challenge in Manufacturing—Customization
To this day, manufacturing companies have been seeking to achieve economic advantages primarily through the standardization of business and production processes. Due to high fixed costs and low variable costs, economies of scale have played a major role in industrial manufacturing so far. However, nowaday’s customers are striving for individuality and uniqueness, which requires a product mix with smaller quantities and higher diversity, as opposed to standardized mass production (Reger 2018).
This raises the question of how to efficiently produce customized goods. The greater the variety of products and processes, the more complex the business processes and organizations (Schäfermeyer et al. 2012, p. 263). Thus, the goal is to achieve efficient production of “lot size one”, or in other words, the individual mass production (Reger 2018). The lot size is the “quantity of a product type or assembly that is manufactured in a production level as a closed item (lot) without interruption by the production of other products or assemblies” (Voigt 2018). Consequently, to enable the production of individualized products at a large scale the production process must be flexible (Kagermann et al. 2013, p. 19f.). In this way, it is possible to meet any customer requirements without having to deviate from mass production and efficiency (Wende and Kiradjiev 2014, p. 206).
2.2 The Solution—Decentralized, Modular, Autonomous Smart Factories
In the context of Industry 4.0, supply chain networks consist of digitally interlinked Smart Factories. The efficient production of small lot sizes can only be achieved with the help of connecting different companies in the value chains. Thereby, fully connecting and adapting production both within and across companies represents a big leap forward in manufacturing. In a network of Smart Factories, production processes will run autonomously, and operating units will learn from production data obtained in order to adapt independently to new challenges and conditions (Lasi et al. 2014, p. 240; Radziwon et al. 2014, pp. 1187–1188; Roddeck 2017, p. 676). For this purpose, the factories will use decentralized information and communication structures (Lucke et al. 2008, p. 115). If, for example, a machine in a factory were to fail, automated notification to the digitally connected “sibling factory” would initiate an increase in production and thus compensate for the loss incurred. The result is a more efficient and agile system that offers less production downtime and greater flexibility for companies compared to today's factories (Burke et al. 2018, p. 2).
However, the Smart Factory concept has not yet been implemented across the board in today's industrial environment (Rossmann et al. 2017, p. 15). Even disruptive companies such as Tesla, which have the self-conception to go new ways in the production of goods and have factories that come closest to the definition of Smart Factories, do a role backwards and replace already installed robots by humans (Aiello 2018). To identify and cover all of the challenges, which companies face when implementing Smart Factories, we did not only analyze the findings of the study already mentioned in the introduction (by Rossmann et al. 2017; a summary will be provided in the methodology in Table 1), but also took advantage of the experts’ experience. According to them, the following challenges of Smart Factories can be observed on an intraorganizational level:
-
There is still a lack of close cooperation between the various system integrators (I2Footnote 2), even though the Machine-to-Machine (M2M) communication protocol OPC UA is currently emerging as an international standard (Imtiaz and Jasperneite 2013, pp. 501–504). This is necessary in order to implement the connection on the production level more quickly.
-
Retrofitting or integrating older production machines is still a major challenge (I2; I3). A company rarely builds a completely new factory (greenfield factory), but instead often integrates new manufacturing systems into an existing factory (brownfield project). Older plants often do not have the necessary communication interfaces to enable M2M communication. Retrofitting older machines is still associated with high costs, which most medium-sized companies cannot afford.
-
There are still no standardized interfaces between the manufacturing systems. This incompatibility in communication leads to data silos of the individual machine manufacturers and makes integration across hierarchies extremely difficult. If the production management wants to access the data and to control the production robot, it has to connect to the robot through a connectivity tool of the respective system integrator first. A higher-level system that enables to control all systems centrally is lacking (I1). Such a system would not only enable data-driven decisions by the management by creating transparency across plants (Schuh et al. 2015, pp. 13–14) but also enable the higher hierarchical levels to control the plants centrally. If, for example, an important customer (key account) places a large order, the management team can prioritize the respective production order (I2).
On an interorganizational level, a lack of mutual trust is the main challenge according to the experts. Mutual trust is one of the most important parameters for success in value creation networks, as in all forms of corporate cooperation (Scherle et al. 2016, pp. 252–253). Manufacturing companies are reluctant to send internal production data to external cloud services. They fear a loss of data sovereignty and data security (I1). Furthermore, companies show a limited willingness to share information with suppliers and customers. On the supply side, organizations fear the risk of losing know-how to the supplier (I2). On the demand side, they fear production issues become known to customers and lead to a lower perceived quality (I1). In addition, businesses do not want to create dependencies on third parties, such as cloud infrastructure providers that operate as data monopoly in the supply chain.
2.3 Lessons Learned from Existing DLT-based Solutions
At the same time, the emergence of DLT has fueled high hopes that the technology can also contribute to other fields beyond finance. When looking at the described Smart Factory challenges, DLT seems to be able to tackle all challenges mentioned above—except for the retrofitting of machines, which is a hardware challenge. Assuming that the same DLT infrastructure (on the protocol layer) is used in all Smart Factories of a supply chain network, both the M2M communication and connectivity issues within companies as well as the trust issue between companies can be solved thanks to the attributes of DLT systemsFootnote 3 (enable a network of independent participants to find consensus on transactions, leading to persistent data records, which are tamper-proof and accessible (at least for network participants). Nevertheless, there are several points, which have to be kept in mind when the implementation of DLT-based projects is planned:
-
The limited speed of transactions within public networks, which results from transaction validations and network consensus mechanism. The speed determines the communication capability between machines and thus the efficiency of an entire supply chain network. While transaction intermediaries such as Visa claim to be able to perform 24,000 transactions per second (Tps), Bitcoin currently achieves an average of only 7 Tps, Ethereum 15 Tps and IOTA 50 Tps (estimation by O’Neal 2019). Even if there are rumors that Visa’s actual performance is 1700 Tps (Sedgwick 2018) and IOTA claims to have the capabilities to perform 1500 Tps (O’Neal 2019), the limited performance of DLT networks has to be considered when DLT-based supply chain projects are planned. One solution could be to use so-called “Layer 2” protocols, which are currently being examined by the Lightning Network.Footnote 4
-
The costs incurred through increased electricity consumption within public networks, which still outweigh the savings made through the automation of processes. These electricity costs are highly influenced by the respective consensus mechanism approach, which is why more efficient mechanisms, such as Proof-of-Stake (PoS), should be considered.
-
A decision regarding the type of DLT network—either permission-less or permissioned—has to be made. Often, permissioned (private) ledgers are preferred by companies due to privacy concerns and control over the network. Nevertheless, private ledgers inherently contradict the decentralization aim of DLT. In addition, privacy preservation measures can also be utilized on public ledgers (Morris, as cited in Chandler 2019).
3 Methodology
To solve the problems when setting up a decentralized, modular Smart Factory (see Table 1), DLT-based application scenarios will now be developed. The applied methodology can clearly be assigned to design-oriented research (Design Science Research) (cf. Simon 1996). The ultimate goal is to solve a problem (design concept of a Smart Factory) that has not been dealt with sufficiently yet.
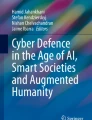
For the development of the use cases, the process design of Takeda et al. (1990) shall be used (see Fig. 1). They divide the research design into five steps of the “design cycle”: Awareness of the problem, suggestion, development, evaluation, and conclusion. In the beginning, a problem awareness must be established (Takeda et al. 1990, p. 43).

Research design (own illustration, based on Takeda et al. 1990, p. 45)
In the context of this paper, the problem, as explained in the previous chapter, is the cost-efficient production of products tailored to individual customer needs. Smart factories enable manufacturing companies to gain competitive advantages and promise that they remain competitive in the future. However, according to the findings of a survey by Rossmann et al. (2017) with 580 manufacturing companies participating, as well as personally conducted interviews with automation and supply chain experts in this study, the industry faces various challenges when it comes to Smart Factory initiatives (see Table 1). Thus, a scientific problem awareness was generated and necessary information about the described challenges was collected from both sources. The experts are a valuable source of information, as they all work for one of the world’s leading industrial IoT providers and as they focus on smart factories and their integration into their customers’ value chains in their daily work. The experts were asked openly in order to collect a broad mass of information and to prevent closing certain information gaps in advance (Bogner et al. 2014, p. 2324). Overall, the expert interviews helped to close the gap between theory and practice (Table 2).
The subsequent suggestion phase aimed to find a creative solution for the identified problems by combining existing knowledge (key concepts) and new elements (Vaishnavi et al. 2017, p. 9; Takeda et al. 1990, p. 43). In terms of the research focus of this work, DLT forms a new element for solving existing problems. It is assumed that DLT’s functionality and advantages as well as disadvantages compared to existing IT solutions are known to the reader and will thus not be developed further. Lessons learned from selected existing DLT use cases, however, were presented in the previous subchapter.
Therefore, the first two steps of the design cycle have already been completed in the previous chapter. The following chapter contains the results of the third step, the development phase. This includes the creation of a conceptual design that is aligned with the existing challenges (Vaishnavi et al. 2017, p. 9). In detail, the chapter presents use cases (Takeda et al. 1990, p. 43), which are intended to solve the Smart Factory challenges (see Table 1) through the integration of DLT (as a key concept). Based on the previous chapter, an epistemologically and theoretically guided construction mode is to be pursued. Thereby a general solution was specified by the application of DLT in the context of Smart Factories.
Subsequently, in the evaluation phase, the fourth step of the design cycle, the developed application examples will be examined with regard to predefined criteria highlighted in the context of problem awareness (Vaishnavi et al. 2017, p. 9). The economic implications of the proposed use cases will be determined on a theoretical basis. In addition, the individual opportunities and risks are evaluated with the help of further explorative expert interviews and discussed with regard to their feasibility.
Finally, the conclusion summarizes the results of the work in the last chapter and shows which of the use cases could be adopted and which have to be modified (Takeda et al. 1990, p. 43). Design science research can contribute to different types of knowledge (Gregor and Hevner 2013). Derived from the knowlegde contribution framework, this work falls into the category improvement, which develops new, creative solutions for existing problems (Gregor and Hevner 2013, pp. 345–346). Manufacturing companies should be able to build on the concepts of the developed use cases with regard to future pilot projects and the responsible persons should be able to get an idea of the business implications so that they can better assess the practicability of these concepts. The conclusion represents the end of the investigation cycle and can be used to build a basis for further research (Vaishnavi et al. 2017, p. 10). The paper is supposed to serve as a basis for further research in the field of DLT in an industrial context. Possible research approaches are therefore also proposed in the last chapter.
4 Use Cases
In the following, two elaborated DLT-based use cases are presented, which can help in the implementation of the Smart Factory concept.
4.1 DLT-based Audit Trail
To obtain a detailed, consistent and traceable overview of production processes, manufacturing companies use audit trails. These record sensor data from production, thus enabling production management to identify process improvements or monitor product quality (Schiefer et al. 2003, pp. 1–2). On this basis, production management can make a reliable statement about individual components, product modifications or production conditions before they ship a product to the end customer (Jovanovic 2014). As learned from the interviews with the industry experts (see Table 1), a key challenge of manufacturers is the lack of M2M and system communication. The interfaces often lack standardization; thus data is often not completely aggregated from the outset (I1). This limits data-driven decisions and has a negative impact on the production level (Li et al. 2009, p. 5019).
DLT can address this challenge: a DLT-based audit trail can automatically record audit-compliant production data. Based on the Smart Factory concept of Fujitsu, a DLT-based network can be used as a higher-level IT system that maps the entire production process and bundles the data of various system integrators. This audit trail can, on the one hand, support the production management in controlling the production process and thus enable internal quality assurance, but on the other hand, it can also be passed on to third parties (insurance companies, certification agencies, auditors, etc.). Third parties must be able to trace the production process for their individual services in a forgery-proof manner. For this, data stored in a distributed ledger is encrypted by the private key and stored with a time stamp. From a retrospective, it can be determined which party was involved in the production process with the help of the corresponding timestamp and action specifications. Once stored within the DLT-based network, the data is traceable and can no longer be modified due to cryptographic encryption.
Within an illustrative example in the context of a Smart Factory, each manufacturing unit (MU) within the Smart Factory represents a “node” at the production level, i.e. a communication point between production and the distributed ledger (see Fig. 2). The nodes transmit and store product-specific (size, origin, color, temperature, clamping time, torque, etc.) and process-specific information (production flow, system integrators involved, etc.) in the DLT network.

Use Case 1—DLT-based Audit Trail
At the start of the production process, the goal of production is set based on predefined production and process parameters (e.g. dimensions, surface quality, etc.). Subsequently, required parts are registered, their quality is checked, and finally, all corresponding information is stored in the DLT network. If the delivered parts meet the quality standards, they are marked and stored in the central warehouse of the Smart Factory. At this point, the sensors installed in the warehouse monitor the local conditions, such as humidity or temperature, and transmit this information to the DLT network, linked to the corresponding component. This enables both the production management and the production robots, to monitor the quality of the individual parts and to check them before installation. In case of deviations from the defined quality standards, the identified part can be removed from the process at an early stage. If a part is required by a manufacturing unit during the production process, the assigned transportation vehicle transports it to the respective manufacturing unit. This process is also recorded and shared within the network. By this, each network participant can see where the component is located in the factory. Before the manufacturing unit receives the component, it compares the recorded data of the component with specified quality criteria and carries out a target/actual comparison. In this way, the manufacturing unit ensures that it is an original part and that there is no damage to it. In addition to quality control, the respective production robot can compare the stored product information with product-specific production criteria—for example, specific tightening torques of screws—and adapt the production process accordingly. In the next step, the manufacturing unit installs the respective individual part. Within the manufacturing units, a large number of sensors record the production process—for example, temperatures during welding, torque during the fastening of screws or the time during which the object is clamped—and transmit it via the communication interface to the DLT network. In this way, the production conditions can be recorded holistically and viewed by the production management. Once the production step has been completed, the product is returned to a transportation vehicle, which transports it to the next manufacturing unit. Until completion, the product passes through various manufacturing units in which the process described above is repeated. As a result, periodic quality controls are implemented before each manufacturing unit along the manufacturing process. If the predefined criteria are not met, a notification is sent to the production management so that they can intervene at an early stage. Before the products are handed over to the end customer, final quality control is carried out. In the case of individualized products, this quality control must be based on specific process steps and cannot check standard product properties. The production data recorded in the DLT Audit Trail can be compared with the predefined product and process criteria. In this way, the entire range of customization can be checked without significant additional effort. The quality controls can be mapped within smart contracts to further automate the process. The delivery conditions agreed before the start of production can be compared with the data of the DLT audit trail. If these match during the final quality control, the smart contract programmed on the DLT network can automatically initiate the product shipment to the end customer and trigger both the dispatch of the invoice as well as the payment from the end customer to the manufacturer.
This use case is based on the following assumptions:
-
The quality of a product, the production conditions and system integrators involved in production can be recorded by sensors in a tamper-proof manner.
-
A communication interface can transmit the data acquired by sensors to the DLT network.
-
The data recorded within the distributed ledger can be accessed in real-time and there are no time delays due to transaction validation or consensus mechanisms.
-
The production management is interested in transparent production conditions, periodic quality controls, and automated goods issue.
-
The manufacturer and the customer have agreed on uniform production conditions and quality criteria before the start of production and have recorded these in Smart Contracts.
-
No variable quality aspects are included in the supply contracts.
A DLT-based audit trail provides several advantages, such as a transparent picture of the production (available capacities and capacity utilization) of the manufacturing company. This allows the company to make data-driven production decisions that improve the company’s efficiency in production (Tao et al. 2018). For instance, the real-time transparency created for production would enable reliable quality assurance during the production process by allowing production management to adjust in real-time. The DLT-based network allows the manufacturing robots to access all product characteristics and compare them with the delivery conditions. Through the continuous target-performance comparison within a manufacturing unit, the robots can send a warning notification via a dashboard to the production management, which can intervene in the process and minimize damage in the case of deviation. Thus, costs due to production errors can be minimized and output increased.
In addition, a DLT-based audit trail enables automated production coordination. As with Fujitsu’s Smart Factory concept, in addition to process data, all product and component-specific information are stored on the distribute ledger. This would give the manufacturing robot access to product details necessary for further processing of the products. Similar to the industrial M2M communication protocol OPC UA, machine, production, and product data would be described in a readable way for machines (OPC Foundation 2018). Since each manufacturing unit has an overview of production through its individual copy of the production data, each station can react individually to previous production steps and possible special features. Thus, the DLT network in a decentralized production logic can enable the manufacturing robot to have its own autonomous control.
Furthermore, since each manufacturing unit has an identical record of the data set and acts on this basis, the DLT guarantees a single source of truth for manufacturing. If, for example, the production management queries the current production status, it is ensured that a uniform result is generated, and that the data do not contradict each other due to a large number of interfaces (I1). This data integrity is particularly important for modular production designs without uniform product flow or logistics paths.
Furthermore, manufacturing companies can rely on audit-proof data, which is why the experts see no risks about data security in the case of a DLT-based audit trail (I4; I5; I6; I7). This can be highly relevant for third parties such as insurance companies. Audit-proof data would minimize the effort of insurance companies and thus reduce the costs that can be passed on to policyholders through a lower insurance premium. Lower premiums would, in turn, lead to lower overhead costs for policyholders and to an improved cost structure (Plinke 2000, p. 677).
Moreover, it has to be noted that the stored machine and system data can be used to derive information about the condition of the systems, the wear and tear of the robots as well as the supply levels of oil or other raw materials. Condition monitoring by recording and aggregating device-specific data is a prerequisite for advanced methods such as predictive maintenance, in which proactive maintenance work is carried out to reduce downtimes (March and Scudder 2017). Since status information of specific manufacturing units can be spread throughout the manufacturing network, the manufacturing process of products can be improved further by adjusting the order of manufacturing units involved for example. Additionally, if minimum filling levels are reached, refilling processes can be initiated automatically via smart contracts. This prevents unnecessary downtime of the production robots due to missing operating materials and thus increases production efficiency (Liu et al. 2012, pp. 1–3).
Last but not least, the feasibility is definitely an advantage. Overall, the experts expect the probability of implementation of such a DLT-based audit trail to exceed 50 percent, since there are no fundamental technological obstacles that would impede implementation (I4; I5).
However, the experts also see the following challenges. First, a suitable DLT infrastructure must be found (I6). The well-known infrastructures Ethereum and IOTA are unsuitable because they cannot process the necessary amounts of data in real-time (I6). A large number of data generated by second-specific sensors cannot be processed by well-known DLT protocols in real-time. Since only the use of large, well-known DLT protocols with large developer communities makes sense for large manufacturing companies (I4), an intelligent solution consisting of cloud and DLT can be the solution (I6). Large amounts of data would be stored in a proprietary cloud and the generated hash values aggregated in a DLT network. In this way, the data can be stored, guaranteed to be counterfeit-proof and still made accessible in real-time.
Second, the costs must be taken into account, which consist of implementation costs, regular maintenance work and the power consumption of the DLT network. These costs can, for example, be divided between the manufacturers and system integrators depending on the individual cost savings (I4; I5; I6; I7).
Third, there would be a potential for conflict about data sovereignty (I5; I6; I7). Currently, large automobile manufacturers do not allow the release of company-internal production data and do not store them in external cloud applications, because the data must remain on-premise (in-house). Since data is shared between the nodes of various intra- and interorganizational Smart Factories, data would also be stored externally from a single company’s perspective.
Fourth, data sharing is a concern for two experts (I5; I6). For example, data often cannot or should not be shared in detail with customers today because no production process runs ideally and details about minor quality problems can lead to a negative image of the manufacturer. Furthermore, machine data is not even shared with machine manufacturers today. Thus, intelligent data management with individual read accesses would have to be implemented in the DLT-based Audit Trail, which would allow the manufacturing company to release only certain data for specific organizations (I6).
4.2 Crypto-Based Agent Logic
The background of this DLT use case is the challenge within the Smart Factory to set priorities for orders in the production process. Customer orders are normally assigned different priorities within the production process, depending on the relevance of the customer to the manufacturing company (I2). For example, the most valuable customers gain priority in the manufacturing process through human intervention using key account management (Woodburn and McDonald 2012, pp. 8–10; I2). Individual support of key accounts is of enormous importance for a company because active customer management has a positive effect on overall profitability (Woodburn and McDonald 2012, pp. 4–5). Accordingly, autonomous, intelligent factories address this capability in the future.
A possible solution would be the implementation of a crypto-based agent logic (see Fig. 3) in which the product (agent) can buy its own production from the manufacturing robot with the help of a cryptocurrency. In addition to the robots that carry out production steps, priorities in the production process have a price tag, which can consequently be purchased by the agent. This idea was derived from two pilot projects. On the one hand, the ElaadNLFootnote 5 project, in which electric cars automatically pay for electricity purchased on the basis of IOTA, and on the other hand the FujitsuFootnote 6 pilot project, in which robots pay each other for services in the factory. In this way, the agents (products) can make decisions autonomously and would have the ability to coordinate their own production based on their needs (e.g. time criticality) (Nebel et al. 2017, p. 13). Thereby, a DLT-based cryptocurrency is used as a coordination medium that opens up possibilities for the agent to act. On the basis of this, the agent can calculate its individual production costs. Accordingly, the agent can also estimate the number of tokens (cryptocurrency) that are required in order to be preferred by production robots and thus achieve the desired time-saving in production. An individually assigned e-wallet would serve as a billing basis, which stores the manufacturing costs (incl. tokens) required for production. The costs for such a DLT network are settled by the plant operator or the machine operator (I4; I5; I6; I7). However, these costs can be directly passed on to the end customer with the help of a surcharge for fulfilling an ad-hoc production request immediately for instance (I7). Alternatively, they can also indirectly be outweighed by increased customer satisfaction, which has a positive effect on the company’s sales development (I7).

Use case 2—crypto-based agent logic (including production flow example)
In the following DLT application example, the concept is illustrated using a greatly simplified automotive production. The manufacturing costs are a virtual allocation rate, and the IOTA protocol was selected as an example of the infrastructure. At the beginning of the production process, the agent is informed exemplarily that a car must be produced within four hours at the production price of 500 IOTA. On the basis of this order, the agent asks the manufacturing unit for available capacities and the respective usage costs. The agent aggregates these answers and develops time- and cost-optimized production flow options, as shown in Fig. 3. In this example, the agent is given the choice of prioritizing the time/production target parameter or the cost parameter based on the responses received from the manufacturing unit. The agent has the possibility to guide the product through four state-of-the-art, fast and expensive manufacturing units and finish the car according to the production target within four hours. However, instead of 500 IOTA, he would have to spend 600 IOTA and thus exceed the target manufacturing costs. Alternatively, the agent can use three expensive manufacturing units as well as one cheap unit and pay 500 IOTA for production, but the car would not be done within four hours. As a third option, the agent can complete the car in three hours but would have to pay 900 IOTA to use the four state-of-the-art manufacturing units and two of them in prioritized mode. In this case, the agent has to decide whether he wants to make the route through the production plant in a time-driven or cost-driven manner. This example shows the interface between the manufacturing perspective and the overall business perspective, as the agent can control the factory on a cost or time-driven basis, depending on the customer order and profile.
This use case is based on the following assumptions:
-
The production is based on autonomous, decentralized Smart Factories.
-
There are two types of manufacturing units: an expensive and a low-cost cell, which represent different numbers of production process steps and are priced at different levels for the agent.
-
An expensive manufacturing unit maps more joining processes and thus has a higher cycle time, but nevertheless shortens the production time compared to low-cost manufacturing unit, since fewer production stages and logistics processes are required.
-
The processing costs of a cell can be adequately determined by the manufacturing unit using the cryptocurrency, depending on the cost of machine wear, the capital tied up by the types of robots installed and the raw materials required.
-
External parameters influencing manufacturing costs can be included by manufacturing units.
-
The agent can pay the production unit for the services received with the specified IOTA value and can use the individual “e-wallet” for this.
-
The agent can select the production cells individually and map the production of the car using different production units.
-
The agent only has to consider two parameters regarding production planning, namely (a) the production time and (b) the costs.
-
The use of different units has a direct and measurable impact on the parameters (a) and (b).
-
The agent is given a production target (e.g. a car per hour) and a cost rate (e.g. 500 IOTA).
-
No time delays arise from transaction validation/consensus mechanisms in the DLT network.
The concept offers two major advantages. On the one hand, the crypto-based agent logic creates a high level of transparency with regard to product-specific manufacturing costs. A transparent overview of the manufacturing costs enables simpler control of the costs for the producer (Bendul and Apostu 2017, pp. 1–3). In corporate planning, target values for manufacturing costs are defined, which can be compared with the actual manufacturing costs of the products recorded in the e-wallets. Among other things, this can help to identify inefficiencies (throughput times, utilization of machines, etc.) and initiate the necessary corrective measures to optimize production and increase the overall profitability of the company. In extreme cases, pay-per-use pricing models of manufacturers can even be implemented transparently in this way. Here a scenario would be conceivable in which all production robots of a shop floor operate on a pay-per-use basis and their manufacturers are paid depending on use—per activity of the robot. In such a case, it is very important to generate a forgery-proof and traceable usage history. Furthermore, from the manufacturer’s point of view, it is attractive to be paid directly via a cryptocurrency once the service has been rendered. This would enable a constant and use-dependent cash flow.
On the other hand, in the previous example, it was easy to see that the agent can be guided through the factory both cost-driven and time-driven by parameter settings. This flexibility within production can become an enormous competitive advantage in the future due to ever more complex customer inquiries, shorter product life cycles and thus the increasing demand for higher variety in production (I4). It also enables new, flexible pricing options that can be offered to the manufacturing company’s customers. Manufacturers have different types of customers with different needs in terms of the two primary parameters manufacturing cost and production time. For example, customer A follows a just-in-time concept, while customer B orders on stock (Fandel and Francois 1993, pp. 23–24). The former requires priorities in the production process and is prepared to incur higher costs. On the other hand, the stock-ordering customer is more interested in reducing the cost and is willing to prioritize the process and extend his own delivery time. By integrating the DLT concept, the manufacturer would be able to accurately determine the production time, allowing them to respond to complementary customer needs. In our example, Customer A’s agent can use IOTA to purchase prioritization within the factory by setting appropriate targets. This additional effort can be transparently mapped via the individually assigned e-wallet. For customer B, the agent would be instructed to prioritize the manufacturing cost parameter and to use the cheaper cells. The result of this planning would be an increased cost price for customer A in favor of a shortened production time and a discounted price for customer B due to extended delivery time. This would be a modification of dynamic pricing, which increases a company’s sales if adequately designed and adapted to the customer (Chen and Jasin 2018, pp. 22–23).
However, the security risk and the costly implementation of the concept are clear disadvantages. If an agent can be exploited by third parties, there would be an enormous security risk which can lead to considerable damage (I6). For example, an external party can manipulate an agent to block machines or carry out targeted distributed denial-of-service (DDOS) attacks.
The evaluation of the implementation probabilities of a crypto-based agent logic is characterized by a high degree of uncertainty—the number of underlying assumptions shows the visionary nature of this use case. Therefore, a distinction has to be made between the two components of the agent-based planning model and the crypto-based payment model. The integration of the DLT in the form of cryptocurrency can be accomplished with relatively little effort since it is only a matter of changed payment flows in pay-per-use models (I6).
On the other hand, the implementation of the agent-based planning model for production involves significantly higher implementation costs for manufacturing companies (I6). This is a holistic and structural change in the production logic, which is time-consuming and resource-intensive. In addition, there might be a lack of willingness to fully automate a factory and thus replace people in production (I5). For this reason, fundamental societal questions, such as the role of the human being in the factory, must first be answered.
5 Conclusion
The purpose of this paper was to examine whether manufacturing companies face challenges in creating smart factories (and integrating them into the value chain) that can be solved or mitigated by integrating DLT. On the basis of the literature research on the Smart Factory concept, as well as the existing challenges in practice and the central attributes of DLT, two use cases were developed: the DLT-based audit trail and the crypto-based agent logic.
From a process perspective, the application scenarios tailored to the Smart Factory challenges offer operational added value compared to the status quo. The DLT-based audit trail creates transparency in production. In addition, by tracking the entire production process and digitally replicating the manufacturing level, quality controls can be automated, robot-specific re-orders can be better coordinated, and revision-proof production data can be transferred to third parties such as insurance companies. These attributes imply cost savings for the manufacturer. Furthermore, the Crypto-based agent logic creates a new decentralized production logic. The product acts as an agent that is aware of its own manufacturing history, its current state and alternative paths to the target state and thus coordinates its own production. Along with the production flow, the agent pays for the services received using an individual, crypto-based e-wallet and thereby transparently maps the production costs. In an autonomously operating Smart Factory, priorities or other process adaptations can be controlled via higher agent budgets. The integration of the DLT in a pay-per-use scenario is of interest here, in which the robots are loaned and billed according to use. In this use case, the user of the robot would have an interest in changing the recorded usage data in his favor in order to reduce his usage costs. This manipulation can be prevented by recording in a DLT network. In addition, constant payment flows to the robot manufacturer are made possible, since an automatic, crypto-based cash flow would occur for the use of the robot—after completion of the manufacturing step. The integration of DLT thus implies optimization of the pay-per-use business model and can be used as a coordination medium in agent-based manufacturing. The possibility of dynamic pricing on the sales side holds additional sales potential.
With regard to the research focus, the developed use cases support the concept of the Smart Factory and solve strategic as well as practical Smart Factory challenges (see Table 1) in different ways. While both cases provide an idea of potential future business cases, the DLT-based Audit Trail addresses the challenge of system interfaces by creating a consistent, transparent ledger and optimizing coordination at the production level as well as the company-internal hierarchical integration. While the Crypto-based Agent Logic serves as a vision for the automation of shop floor processes, it supports the manufacturer in the decentralization aimed for within the framework of Industry 4.0 and, in this context, enables more flexibility in the production process. The above arguments lead to the conclusion that integration makes sense in the context of the Smart Factory concept and triggers further research, on topics such as the retrofitting of existing machines. An integration of the DLT can facilitate the creation of a Smart Factory integrated into the value creation network and support manufacturing companies in the Industry 4.0 in producing efficiently despite decreasing lot sizes, high product variety, and volatile demand. It has to be noted that the use cases were presented at a conceptual level based on the knowledge of the experts. In order to make a holistic statement on their operational added value and influence on the Smart Factory processes, these would have to be further elaborated and quantified. Above all, the assumptions underlying the use cases must be validated. With Crypto-based Agent Logic, for example, it would be necessary to discuss which variables have to be included in the pricing of the individual manufacturing units, according to which rules the agent can negotiate the price with the manufacturing units, and how to ensure that every order is implemented—and that certain customers do not fall off the grid due to priorities granted to others. In addition, a comprehensive technical analysis is required. It is necessary to evaluate the potential DLT protocol that suits best for the and what the individual opportunities and risks are. The various market positions of the customers and industries in which they operate have to be taken into account across all use cases. It is obvious that the integration of DLT, depending on the industry and market position of the applying company, will lead to different levels of efficiency gains. On this basis, the resulting costs and operational benefits for a business case would have to be quantified. In addition, the use cases have to be tested with regard to possible brownfield adaptations. In very few cases a completely new factory is built, which is why the possibility of integration into existing factories is another relevant research approach.
Notes
- 1.
The term Industry 4.0 was coined by the German Federal Ministry of Education and Research (BMBF), which supports medium-sized companies in various funding programs to actually dare the change to Industry 4.0, the digitization of production (Bundesministerium für Bildung und Forschung 2017).
- 2.
“I2” stands for the second expert interview, see Table 2 in methodology for more details.
- 3.
According to Rauchs et al. (2018, p. 24), a DLT system can be defined as “[…] a system of electronic records that enables a network of independent participants to establish a consensus around the authoritative ordering of cryptographically-validated (‘signed’) transactions. These records are made persistent by replicating the data across multiple nodes, and tamper-evident by linking them by cryptographic hashes. The shared result of the reconciliation/consensus process - the ‘ledger’ - serves as the authoritative version for these records”.
- 4.
See https://lightning.network for further information.
- 5.
See https://www.elaad.nl for further information.
- 6.
See https://www.youtube.com/watch?v=J-mrQdqVg2I for further information.
References
Aiello, C. (2018, April 13). Elon Musk admits humans are sometimes superior to robots, in a tweet about Tesla delays. CNBC. Retrieved from https://www.cnbc.com/2018/04/13/elon-musk-admits-humans-are-sometimes-superior-to-robots.html.
Bendul, J., & Apostu, V. (2017). An accuracy investigation of product cost estimation in automotive die manufacturing. International Journal of Business Administration, 8(7), 1–15. https://doi.org/10.5430/ijba.v8n7p1.
Bogner, A., Littig, B., & Menz, W. (2014). Interviews mit Experten: eine praxisorientierte Einführung. Wiesbaden: Springer-Verlag. Retrieved from https://springerlink.bibliotecabuap.elogim.com/content/pdf/10.1007%2F978-3-531-19416-5.pdf.
Bundesministerium für Bildung und Forschung [BMBF]. (2017, August). Industrie 4.0. Innovationen für die Produktion von morgen [brochure]. Retrieved from https://www.bmbf.de/pub/Industrie_4.0.pdf.
Burke, R., Mussomeli, A., Laaper, S., Hartigan, M., & Sniderman, B. (2018). The Smart Factory: Responsive, adaptive, connected manufacturing (Series on Industry 4.0, digital manufacturing enterprises, and digital supply chain networks). Deloitte University Press. Retrieved from https://www2.deloitte.com/content/dam/insights/us/articles/4051_The-smart-factory/DUP_The-smart-factory.pdf.
Chandler, S. (2019, August 02). What is the difference between blockchain and DLT. COINTELEGRAPH. Retrieved from https://cointelegraph.com/news/what-is-the-difference-between-blockchain-and-dlt.
Chen, Y., & Jasin, S. (2018). Power of Dynamic Pricing in Revenue Management with Strategic (Forward-Looking) Customers. Retrieved from https://papers.ssrn.com/sol3/papers.cfm?abstract_id=3197959.
Degenhart, E. (2018, July 27). Schlagkräftiger ja, Zerschlagen nein. Handelsblatt, S. 6.
Ewinger, D., Ternès, A., Koerbel, J., & Towers, I. (Ed.). (2016). Individualisierung der Gesellschaft. In Arbeitswelt im Zeitalter der Individualisierung: Multigrafie und Multi-Option der Generation Y (pp. 5–12). Wiesbaden: Springer Gabler. Retrieved from https://www.springer.com/cda/content/document/cda_downloaddocument/9783658127527-c1.pdf?SGWID=0-0-45-1557570-p179994931.
Fandel, G., & Francois, P. (1993). Just-in-Time-Produktion und-Beschaffung Funktionsweise, Einsatzvoraussetzungen und Grenzen. In H. Albach (Ed.), Industrielles management (pp. 23–36). Wiesbaden: Springer Gabler. Retrieved from https://springerlink.bibliotecabuap.elogim.com/chapter/10.1007/978-3-663-02130-8_2.
Gregor, S., & Hevner, A. (2013). Positioning and presenting design science research for maximum impact. MIS Quarterly, 37(2), 337–355. Retrieved from https://pdfs.semanticscholar.org/82a8/6371976aaf181a477745148eab07bb9ed143.pdf.
Heß, W. (2008). Ein Blick in die Zukunft – acht Megatrends, die Wirtschaft und Gesellschaft verändern (Working Paper No. 103). Allianz Dresdner Economic Research. Retrieved from https://www.allianz.com/v_1339508238000/media/current/de/images/ein_blick_in_die_zukunft_acht_megatrends.pdf.
Imtiaz, J. & Jasperneite, J. (2013). Scalability of OPC-UA down to the chip level enables “Internet of Things”. Industrial Informatics (INDIN), 11, 500–505. Retrieved from https://www.researchgate.net/profile/Juergen_Jasperneite/publication/261161659_Scalability_of_OPCUA_down_to_the_chip_level_enables_Internet_of_Things/links/004635367a8832bdf1000000/Scalability-of-OPC-UA-down-to-the-chip-level-enables-Internet-of-Things.pdf.
Jovanovic, S. (2014). The Importance of Audit Trails and Device History Records [Video]. Retrieved from https://www.youtube.com/watch?v=MK-rETo2Q_s.
Kagermann, H., Wahlster, W., & Helbig, J. (2013). Umsetzungsempfehlungen für das Zukunftsprojekt Industrie 4.0. Bundesministerium für Bildung und Forschung: Abschlussbericht des Arbeitskreises Industrie 4.0. Retrieved from https://www.bmbf.de/files/Umsetzungsempfehlungen_Industrie4_0.pdf.
Lasi, H., Fettke, P., Kemper, H.-G., Feld, T., & Hoffmann, M. (2014). Industrie 4.0. Wirtschaftsinformatik, 56(4), 261–264. https://doi.org/10.1007/s11576-014-0424-4.
Li, L., Chang, Q., & Ni, J. (2009). Data driven bottleneck detection of manufacturing systems. International Journal of Production Research, 47(18), 5019–5036. https://doi.org/10.1080/00207540701881860.
Liu, J., Chang, Q., Xiao, G., & Biller, S. (2012). The costs of downtime incidents in serial multistage manufacturing systems. Journal of Manufacturing Science and Engineering, 134(2), 134–144. Retrieved from https://manufacturingscience.asmedigitalcollection.asme.org/article.aspx?articleID=1461053.
Lucke, D., Constantinescu, C., & Westkämper, E. (2008). Smart factory—A step towards the next generation of manufacturing. In M. Mitsuishi, K. Ueda & F. Kimura (Ed.), Manufacturing systems and technologies for the new frontier (pp. 115–118). London: Springer. Retrieved from https://doi.org/10.1007/978-1-84800-267-8_23.
March, S. T., & Scudder, G. D. (2017). Predictive maintenance: strategic use of IT in manufacturing organizations. Information Systems Frontiers, 1–15. https://doi.org/10.1007/s10796-017-9749-z.
Nebel, B., Lindner, F., & Engesser, T. (2017). Multi-agent systems. Albert Ludwig Universität Freiburg, Lehrstuhl für Informatik, Lecture 1. Retrieved from https://gki.informatik.uni-freiburg.de/teaching/ss17/multiagent-systems/lecture01.pdf.
O’Neal, S. (2019, January 22). Who scales it best? Inside blockchains’ ongoing transactions-per-second race. COINTELEGRAPH. Retrieved from https://cointelegraph.com/news/who-scales-it-best-inside-blockchains-ongoing-transactions-per-second-race.
OPC Foundation. (2018). What is OPC UA? Retrieved from https://opcfoundation.org/.
Plinke, W. (2000). Einführung in die industrielle Kosten-und Leistungsrechnung. In M. Kleinaltenkamp & W. Plinke (Eds.),Technischer vertrieb (pp. 615–689). Berlin: Springer. Retrieved from https://doi.org/10.1007/978-3-642-57165-7_8.
Radziwon, A., Bilberg, A., Bogers, M., & Madsen, E. S. (2014). The smart factory: Exploring adaptive and flexible manufacturing solutions. Procedia Engineering, 69, 1184–1190. Retrieved from https://doi.org/10.1016/j.proeng.2014.03.108.
Rauchs, M., Glidden, A., Gordon, B., Pieters, G. C., Recanatini, M., Rostand, F., Zhang, B. Z., et al. (2018). Distributed ledger technology systems: A conceptual framework. Retrieved from https://www.jbs.cam.ac.uk/fileadmin/user_upload/research/centres/alternative-finance/downloads/2018-10-26-conceptualising-dlt-systems.pdf.
Reger, J. (2018). Losgröße 1 in Serie produzieren. Maschinenmarkt, 13, 42–45. Retrieved from https://www.wiso-net.de/document/MAMA__453028120.
Roddeck, W. (2017). Sensoren und Aktoren. In A. Böge & W. Böge (Ed.), Handbuch Maschinenbau (pp. 675–700). Retrieved from https://springerlink.bibliotecabuap.elogim.com/chapter/10.1007/978-3-658-12529-5_37.
Rossmann, M., Khadikar, A., Le Franc, P., Perea, L. Schneider-Maul, R., Buvat, J. & Ghosh, A. (2017). Smart Factories: How can manufacturers realize the potential of digital industrial revolution. Capgemini. Retrieved from https://www.capgemini.com/wp-content/uploads/2017/07/smart_factories-how_can_manufacturers_realize_the_potential_of_digital_industrial_revolution.pdf.
Schäfermeyer, M., Rosenkranz, C., & Holten, R. (2012). The impact of business process complexity on business process standardization. Business & Information Systems Engineering, 4, 261–270. https://doi.org/10.1007/s12599-012-0224-6.
Scherle, N., Boven, C., & Stangel-Meseke, M. (2016). Scheitern in internationalen Unternehmenskooperationen. In S. Kunert (Ed.), Failure management: Ursachen und Folgen des Scheiterns (pp. 249–270). Berling: Springer Gabler. Retrieved from https://springerlink.bibliotecabuap.elogim.com/chapter/10.1007/978-3-662-47357-3_15.
Schiefer, J., Jeng, J. J., & Bruckner, R. M. (2003). Real-time workflow audit data integration into data warehouse systems. Retrieved from https://thoas2.isis.tuwien.ac.at/~js/download/ecis2003.pdf.
Schuh, G., Reuter, C., Hauptvogel, A., & Dölle, C. (2015). Hypotheses for a theory of production in the context of Industrie 4.0. In C. Brecher (Ed.), Advances in Production Technology (pp. 11–23). Springer Open. Retrieved from https://springerlink.bibliotecabuap.elogim.com/content/pdf/10.1007%2F978-3-319-12304-2_2.pdf.
Sedgwick, K. (2018, April 20). No, Visa Doesn’t Handle 24,000 TPS and Neither Does Your Pet Blockchain. Bitcoin.com. Retrieved from https://news.bitcoin.com/no-visa-doesnt-handle-24000-tps-and-neither-does-your-pet-blockchain/.
Simon, H. A. (1996). The sciences of the artificial. Massachusetts: MIT Press.
Takeda, H., Veerkamp, P., Tomiyama, T., & Yoshikawa, H. (1990). Modeling design processes. AI Magazine, 11(4), 37–48. https://doi.org/10.1609/aimag.v11i4.855.
Tao, F., Qi, Q., Liu, A. & Kusiak, A. (2018). Data-driven smart manufacturing. Journal of Manufacturing Systems. Retrieved from https://doi.org/10.1016/j.jmsy.2018.01.006.
Vaishnavi, V., Kuechler, W., & Petter, S. (2017). Design science research in information systems. Retrieved from https://www.desrist.org/design-research-in-information-systems/.
Voigt, K.-I. (2018). Losgröße definition. In Gabler Wirtschaftslexikon. Retrieved from https://wirtschaftslexikon.gabler.de/definition/losgroesse-40747/version-264125.
Wende, J., & Kiradjiev, P. (2014). An implementation of batch size 1 using the principles of Industrie 4.0. Elektrotechnik und Informationstechnik, 131(7), 202–206. https://doi.org/10.1007/s00502-014-0222-0.
Woodburn, D., & McDonald, M. (2012). Key Account Management: The Definite Guide (3rd ed.). Chichester: Wiley. Retrieved from https://onlinelibrary.wiley.com/doi/pdf/10.1002/9781119207252.ch1.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Roeck, D., Schöneseiffen, F., Greger, M., Hofmann, E. (2020). Analyzing the Potential of DLT-based Applications in Smart Factories. In: Treiblmaier, H., Clohessy, T. (eds) Blockchain and Distributed Ledger Technology Use Cases. Progress in IS. Springer, Cham. https://doi.org/10.1007/978-3-030-44337-5_12
Download citation
DOI: https://doi.org/10.1007/978-3-030-44337-5_12
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-44336-8
Online ISBN: 978-3-030-44337-5
eBook Packages: Business and ManagementBusiness and Management (R0)