
Abstract
Abrasive flow finishing (AFF) is a non-traditional advanced fine finishing process using an abrasive-laden viscoelastic polymer for finishing, polishing, deburring, radiusing of the component having a complex geometrical shape with inaccessible areas and difficult to machine materials. AFF is a consistent, accurate and repeatable process compared to another finishing process. It was initially developed in 1960 by Extrude Hone Corporation, USA for finishing valves of radar-guided vehicles. It uses a flexible abrasive laden viscoelastic finishing medium, which makes it most popular with nanofinishing process for simple as well as complex geometrical components. Continual research in many areas of AFF is in underway to explore its applications for different components, finishing medium developments and applications, process modeling and online control, automation with robotic interface for mass finishing operation, development of new mechanisms and types for fourth-generation AFF. This article reports on advances in process modeling and optimization, alternative finishing medium and rheological characterization, hybrid, derived and hybrid-derived variants and applications of AFF for finishing advanced materials and complicated geometry. This article will be beneficial for researchers, academicians, and industrialists who are working in the field of precision finishing of complex geometrical mechanical components and willing to implement AFF.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
7.1 Introduction
Advancement in technology required highly finished products in specific areas such as space technology, automobile components, production of surgical equipment, aerospace components, marine and defense components, power plants and turbine equipment, dies and mold, additive manufacturing, in micro/nano electro-mechanical systems (MEMS/NEMS) and micro-systems, etc. Precision finishing of complex geometrical components and difficult to machine materials are costly labor intensive and uncontrollable. Improving surface finishing manufactured components below 1 μm accounts for 15% of overall production cost [1]. To finish components various conventional finishing processes such as polishing, grinding, lapping, honing, burnishing, peening and shot blasting used. These conventional finishing processes suffer some inherent limitations while finishing complicated geometry and difficult to finish materials. Polishing is applicable for finishing external cylindrical and planer surfaces by using emery paper, belt containing abrasives of alumina, silicon carbide or diamond. The finishing result of polishing depends upon manual pressure and type of handling workpiece. It is unable to finish internal cylinder or complex geometries. Grinding wheel geometry not permit it to go inside the deep holes, intricate sharp corner the complicated geometry and it also produces burn marks on finished surface. Lapping is slow process to improve minor surface irregularities and not applicable to finish complex geometrical components. Honing can improve surface finish cylindrical as well as planer surface but it having very short life of honing sticks. Shot blasting removes burrs effectively, but it causes deformation in soft materials and embedding of abrasive particles on finished surface required cleaning through hand file or blowing. Burnishing causes localized hardening over finished surface and not applicable to finish thin-walled components. The deficiencies of conventional finishing processes have enforced development of advanced finishing solutions for finishing complicated geometries, difficult to machine materials, curved holes and sharp corners, etc.
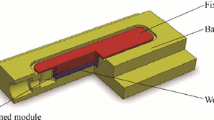
Abrasive flow finishing (AFF) comes into existence to overcome the limitations of conventional finishing processes by using high pressurized flexible finishing medium called putty. The putty can easily go inside intricate spacing, confined passages of complex geometrical components and imparted nano finishing up to 0.05 µm. Figure 7.1 illustrates the schematic of the working principle of AFF. It consists of hydraulic or pneumatic cylinders mounted at top and bottom inside the structure of bars and platen. Top and bottom hydraulic or pneumatic cylinders coupled with medium cylinders. A finishing medium of abrasive particle, mixing oil and viscoelastic polymer prepared and filled in medium cylinder. The workpiece is kept sandwiched in between both medium cylinders inside the fixture and finishing medium passes over the workpiece. The back and forth motion of finishing medium over workpiece surface causes abrasion and impart fine finishing to the workpiece. A hydraulic or pneumatic power unit used to provide motion to the hydraulic or pneumatic cylinder.

Schematic of the two-way abrasive flow finishing (AFF) process and its working
The major component of the AFF system divided into three parts: (a) AFF structure; (b) Finishing medium; and (c) Tooling and fixture. AFF structure consists of hydraulic or pneumatic cylinders, power supply unit, medium cylinder, supports plates, bars, stroke counter, limit switches to control stroke length of the medium cylinder and pressure regulators. Finishing medium is mixture of viscoelastic polymer, abrasive particle and mixing oil. Abrasive particle size, concentration and types selected based on finishing requirement. Aluminum oxide, silicon carbide (SiC), cubic born nitride (CBN) and diamond abrasive particles are generally used. Tooling and fixture hold workpiece to withstand in high extrusion pressure and guide finishing to reach the desired surface of workpiece where finishing is desired. It also serves purpose to block the space selectively where finishing does not require. Nylon, Teflon, metlon and stainless steel generally used for fabrication of fixtures. AFF frequently used for finishing variety of industrial components in aerospace, automobile, pump manufacturing, turbine, additive manufacturing, recast layer removal, pipe manufacturing, casting, medical industry, food processing and industry producing complex structure with accessible areas. The AFF is applied for removal of materials from soft aluminum to tough nickel alloys, ceramics and carbides effectively [1]. AFF system is of three types (a) One way AFF: In this type system finishing medium is introduced at entrance of workpiece by medium cylinder and it collected at the exit of workpiece. Finishing medium again collected and reinserted for next cycle. (b) Two way AFF: This type of AFF finishing medium continuously reciprocates between two medium cylinders and workpiece placed in between both medium cylinders. (c) Orbital AFF: In orbital AFF finishing medium back and forth between two medium cylinders. A displacer placed opposite to work piece. The finishing medium flow in between workpiece and displacer and vibratory movement provided to displacer which deflects flow of finishing medium. (d) Multi-flow AFF: This system is extended version of two ways AFF in which one more setup of two way AFF placed near to it. The direction of movement of hydraulic cylinders of second setup is opposite to first one. This system employed for mass finishing jobs and intricate castings. Presently, AFF systems are also capable of working in semi-automatic or fully automatic computer numerical control (CNC) version with facilities to robotic interface for mass finishing as well as job finishing operation [1, 2].
7.1.1 Process Parameters of AFF
The result produced by AFF highly influenced by process parameter applied, therefore the selection of process parameters are very important aspect to achieve the desired improvement. The details of various AFF process parameters are as follows:
-
Extrusion pressure: Extrusion pressure is a force exerted by hydraulic or pneumatic power supply unit over per unit area of finishing medium to extrude it through restriction, created between workpiece to fixture. Extrusion pressure ranges from 0.7 to 22 MPa [3] and MRR increases with an increase in percentage concentration of abrasives in finishing medium and extrusion pressure, but with mesh size of abrasive grains, its value decreases [4]. Higher extrusion pressure causes decrease in average surface roughness (Ra) and increases microhardness due increase of axial forces over abrasive particle. Some parts of the total applied extrusion pressure lost to overcome internal resistance caused by finishing medium [3].
-
Number of cycles or finishing time: Cycle is the distance travelled by the medium piston during its movement from initial position to return to again initial position and it varies from one to several according to finishing requirement. A review of literature suggests that rate of abrasion is very high during initial cycle due to the large peak to valley ratio. Decrement in surface roughness increases with increases in finishing cycle and MRR decreases due to reduction in peak height [5, 6].
-
Flow volume of medium: The volume of the finishing medium contained in the medium cylinder is called the flow volume of the medium. MRR related to the slug length of the flow of medium and it connected with flow volume. Slug length of flow of medium is ratio of flow of medium to the cross-sectional area of the confined section. The higher flow volume of medium results in higher MRR [6].
-
Flow rate of medium: Flow rate of the medium is the ratio of flow volume of medium to finishing time, and it depends on extrusion pressure and the viscosity of finishing medium. Slow flow rate causes uniform removal of materials and produces good surface finish whereas high flow rate causes the formation of edges. The flow rate generally exceeded 380 L per minute for extrusion pressure ranges between 0.7 and 22 MPa [1].
-
Medium temperature: Medium temperature profoundly influences the physical properties of the finishing medium. As number of cycles increases, temperature increases hence viscosity of the medium decreases [7]. It must be in the range 30–70 °C increasing beyond 100 °C causes a permanent change in medium properties [8,9,10].
-
Abrasive type and size: Generally used abrasive particles are silicon carbide (SiC), aluminum oxide (Al2O3), diamond, cubic boron nitride (c-BN), boron carbide (B4C) used for preparing finishing medium. Its size ranges from 0.005 to 1.5 mm [1] and it selected according to finishing and material removal requirement. Coarse abrasive particles are recommended for higher MRR and fine abrasive particles for fine surface finish [3].
-
Abrasive concentration: It is a volumetric ratio of the volume of abrasive particles in finishing medium to total volume of finishing medium. The abrasive concentration varies from 5 to 50% in a finishing medium [10]. An increase in the volume of abrasive concentration in finishing medium increases surface finish and MRR due to availability of more active grain but high percentage of abrasive concentration causes increase in stiffness of medium and chances of choking of the finishing medium [11].
-
Mixing oil type and concentration: Mixing oil is used to form a bond between viscoelastic medium and abrasive particles. Concentration highly influenced the finishing results produced by AFF. An increase in the concentration of mixing oil decreases surface finish and MRR whereas decrease in the concentration of mixing oil causes chocking of finishing medium [12].
-
Viscosity of medium: Viscosity of medium is a highly influential parameter, it depends on type and concentration of viscoelastic polymer, mixing oil, abrasive particle, and other additives. The higher viscosity of medium gives a higher reduction in surface roughness and MRR but the more chances of chocking of the medium. For deburring and radiusing low viscosity medium is applicable [2]. Higher viscosity medium is preferred when the channel length is beneath the two times of channel width or diameter; otherwise, low viscosity medium is preferred [13]. The viscosity of medium is increased by increasing the concentration of abrasive particles, and it results in higher surface finish and MRR [11].
-
Surface condition: Surface quality of workpiece before AFF significantly affect finishing results because, in initial AFF cycles, abrasive particles try to flattening of roughness peaks having high height. After some AFF cycle when surface peaks come to average size than abrasive particles shear off all peaks altogether. Loveless et al. [2] examined the finishing mechanism of AFF with different types of surface produced by wire electro-discharge machining, lathe, grinding and milling. They found that surface produced by WEDM was best for AFF because of less height of peaks, micro-cracks, and formation of loose connections of white layer with the workpiece surface.
-
Hardness: Hardness of material significantly affects the finishing results generated by AFF. Past studies show that while contacting with the soft material depth of depression of abrasive particle is more as compared to hard materials, therefore more MRR and improvement in surface finish [11].
7.2 Advantages
-
AFF can finish concave areas, convex areas and objects having a complex geometrical shape which are unable to finish by using other finishing processes.
-
AFF can finish edges and radius very quickly compared to another finishing process.
-
Drilled holes of size from 0.22 to 1000 mm can be finished/deburred easily by AFF. Also, multiple holes of diameter 3 mm and depth 10 mm can be finished simultaneously [14].
-
AFF can produce a surface finish up to 0.05 µm with a close dimensional tolerance of ±5 µm within a short duration of time [14].
-
Finishing results produced by AFF are consistent, repeatable, and predictable.
-
AFF offers higher flexibility compared to another finishing process in terms of abrasive particle type, size, concentration, finishing medium type, fixture type, workpiece (external and internal both, conductive and nonconductive both).
-
AFF constitutes a generalized finishing solution that gives highly accurate and precise results.
-
CNC controlled AFF setup has the capability to process thousands of parts per day which can save employment costs for manual finishing up to a great extent.
7.3 Limitations
-
Unable to correct taper deep surface irregularities, large counter profile, out-of-roundness and surface cracks etc.
-
The material removal rate is very slow, therefore not applicable for mass material removal application.
-
Controlling the viscosity of finishing medium is very less due to the mixing of scarf continuously which affects finishing result.
7.4 Advances in AFF
Available research initiatives reported following advances in the areas of modeling and optimization, development of finishing medium and rheological characterization, AFF based hybrid and derived processes development and applications.
7.4.1 Advances in Modeling and Optimization
Prediction of material removal and finishing result in AFF is the complex and stochastic due to following reason:
-
Variation of physical conditions properties and viscosity of finishing medium due to mixing of removed materials and increase of temperature of the medium.
-
Unable to detect movement and contact pattern of the abrasive particle with workpiece due to close contact of the fixture.
-
Variability material removal pattern due to change of extrusion pressure, forces, abrasive particle size, type, and concentration.
-
Variation of the viscosity of medium is because of change in the pattern due to change of abrasive particle size, type and concentration, mixing oil type and concentration and additives.
-
Variation in material properties and geometry of workpiece to be finished.
The above variation attracts the researcher to attempt for modeling and optimization of AFF [10]. The advances reported in modeling and optimizations are as follows:
Williams and Rajurkar [5] were first attempted for modeling of AFF using data-dependent Systems (DDS) to find the ratio of surface roughness peak height (RZ) to the average surface roughness value (Ra). They reported that the ratio of Rz/Ra in between 1.4 and 2.2 mm. They found surface profile having large wavelength (associated with path of abrasive particle) and small wavelength (associated with cutting edge). A coefficient (Cd) ratio abrasive grain wear and the number of active grains proposed. The increasing value of Cd means process is stable whereas decrease in value of Cd means cutting edges blunted and need to replace medium. Loveless et al. [15] applied DDS to model surface roughness profile of milled, turned, WEDM surface finished by AFF and reported similarities exist in finishing mechanism of grinding and AFF.
Rajeshwar et al. [16] used constitutive equations of the Maxwell model to find out the properties of the medium flow during AFF. The authors found a simple relationship between the layer thickness of material removed and shear stress acting on the surface. Petri et al. [17] established a predictive neural network model (NNM) using search algorithm for polishing and surface removal applications. They reported NNM as a very useful tool to examine the effect of variation of AFF process parameters. To predict abrasive wear in AFF Haan and Stief [18] developed a mathematical model and found abrasive particles have wear efficiency in the range of 105–103. Williams [18] compared mechanism of surface generation in AFF with grinding process by using acoustic emission signals. They reported that acoustic emission generated during AFF is highly correlated to the restriction created between workpiece and fixture, flow volume of the finishing medium and material removal rate.
Jain et al. [19] proposed a FEM strategy to predict forces and stresses established on the cylindrical workpiece during the flow of abrasive media. They also developed a model for MRR and average surface roughness in terms of abrasive particle size, number of abrasive particles contacting with workpiece surface, size and hardness of material and extrusion pressure. They reported (a) Increase in reduction ratio normal stresses increases on workpiece surface; (b) Increase in abrasive concentration and extrusion pressure results in increase in MRR; (c) Decrease in abrasive size decreases MRR; and (d) Roughness of machined surface reduces with increase in concentration of abrasive particle, extrusion pressure and abrasive particle size.
For selecting the optimum value of process parameters in AFF to predict the material removal and surface roughness, Jain and Jain [20] developed NNM and genetic algorithm. They reported that (a) The results produced by NNM and GA were very close agreement with each other; (b) possibility of use NNM to predict surface roughness and MR confirmed. The same author [21] developed hypothetical simulation model to decide active grain density in AFF medium. They reported (a) increase in concentration and size of abrasive results in increase in grain density of active abrasive particle; and (b) the developed model can simulate grain density active abrasive particle for any size and concentration.
Jain and Jain [22] compared experimental results of MRR and surface roughness with NNM and reported (a) good agreement between experimental result and result produced by NNM; and (b) NNM as a useful tool to observe the effect of variation of AFF parameters before experimenting. To predict specific energy and tangential forces in AFF the same author [23] proposed a model by changing number of cycles, extrusion pressure, concentration and size of abrasive and workpiece hardness. They also developed a heat transfer model to predict workpiece temperature. They concluded that (a) specific energy for grinding and AFF is overlapping; (b) specific energy remains constant respective to increase of abrasive particle size, but it remains higher for higher hardness materials; and (c) developed heat transfer model was capable to predict workpiece temperature. Jain and Jain [24] compared the result of material removal and surface finish produced by simulation and response surface analysis (RSA). They reported that (a) Increase in abrasive concentration causes increase in active number of particles hence enhance the material removal and surface finish; and (b) increasing the, number of cycles, extrusion pressure, abrasive concentration and reduction ratio reduces the surface roughness and increases material removal.
A multivariable regression analysis (MVRA) model to estimate material removal (MR) and surface roughness developed by Jain and Adsul [11]. They stated (a) MR is based on the initial surface of material and softer material gives more MR and surface finish compared harder material; (b) Increase in abrasive concentration increases surface finish and MR; and (c) Increase in abrasive particle size decreases MR and surface roughness.
Goranaet al. [25] modeled forces on a single abrasive particle in AFF. They measured radial, axial forces, active grain density and indentation depth experimentally and compared it with the result produced by the model. They reported that (a) radial, axial forces, and active grain density have a significant impact on deformation of materials; (b) rubbing and plough mode of deformation observed. The same author [26] developed an analytical model that simulate surface roughness by changing abrasive concentration, abrasive size, and extrusion pressure. They reported that increasing extrusion pressure and concentration of abrasive particle increases active grain density which decreases surface roughness.
Jain et al. [10] optimize process parameters of AFF using genetic algorithm for cylindrical surface and developed an optimization model for surface roughness. They found close agreement between predicted and experimental results and validated developed surface roughness model by the experimental result of Jain and Adsul [11].
Wan et al. [27] developed a FEM simulation using a zero-order semi-mechanistic approach to evaluate surface roughness in two-way AFF. They reported that (a) zero-order methodology is advantageous to predict surface roughness; and (b) increasing extrusion pressure and finishing time increases surface finish.
Singh et al. [28] studied the theoretical model of AFF for change in surface roughness with respect variation in process parameters of AFF and developed the FEM model to predict finishing forces. Simulation on finishing forces used to predict radial forces. They concluded that (a) increasing extrusion pressure causes increase in finishing forces which increases surface finish; (b) 10% error among predicted and experimental result of surface finish found at extrusion pressure of 5 MPa; (c) increasing number of cycle decreases surface roughness; (d) both predicted and minimum experimental value of surface roughness was 0.238 µm at 800 number of cycle; and (e) increasing weight percentage of mixing oil decreases change in SR.
Wei et al. [29] proposed a MR model in terms of change in profile height and mass based on combined single abrasive and statistical active abrasive particle. They concluded that (a) MR model is related to the finish medium and material of workpiece; and (b) difference between the experimental results and theoretical results was 6.9% and 6.4% respectively.
Lv et al. [30] developed a model using the finite element method (FEM) and smoothed particle hydrodynamics (SPH) to investigate the erosion mechanism of aluminum nitride material subjected to abrasion. They observed that (a) radial and lateral cracks were the damage mechanisms in material and it is due to oblique impact of abrasive particle; (b) depth of indentation increases with increase of velocity of impact and angle of incident; (c) contact time of abrasive with workpiece increases with impact velocity and decreases with impact angle; and (d) increase in impact angle increases restitution coefficient of particle velocity.
Shao and Cheng [31] integrated micro-cutting mechanics modeling (MCMM) with the Monte Carlo (MC) simulation using computational fluid dynamics (CFD) approach to predict surface profile, roughness and MR of the integrally bladed rotor (IBR) of turbine. They reported that (a) surface profile, roughness and MR influenced by volume and type of medium. Volume can be easily changed compared to changing medium, therefore mass production companies required prohibitively higher batch size before changing medium; and (b) CFD simulation is an effective tool to predict profile and surface roughness of workpiece using abrasion model.
7.4.2 Advances in Development of Finishing Medium and Rheological Characterization
AFF medium consists of mixture viscoelastic polymer, abrasive particle, mixing oil and other additives. AFF medium is a key element to achieve desired surface finish and material removal because of its capability to accurately erode the chosen areas ahead its flow length. AFF process performance depends on viscoelastic polymer used, abrasive size, concentration, mixing oil content, viscosity etc. The viscoelastic polymer utilized in AFF for finishing operation is a mixture of silicone oil and boric acid chemically it named as polyboroxilane (PBS). The AFF medium must able self-deformable on application of external force, flexible to follow complex passage and transfer force to abrasive particle for abrasion of work surface which is to be finished. Hull et al. [32] attempted for rheological characterization of PBS and they reported (a) PBS as rheotropic and complex time dependent polymer having shear thinning characteristics at high value of shear rate whereas shear thickening characteristics at low value of shear rate; and (b) finishing medium with higher shear rate produces more finishing result compared to medium having low shear rate.
Davies and Fletcher et al. [33] evaluated rheological characteristics of abrasive medium for low, medium and high viscosity. They reported that (a) increase of viscosity form low to high result an increased pressure reduction within the fixture and workpiece as well as decrease in rate temperature rise; (b) pressure drop and average viscosity decreases as the abrasive concentration increases; and (c) increase in temperature result an increase in volumetric flow rate and reduction in the viscosity which decreases surface finish and MR.
Jain et al. [34] investigated the rheological characterization of commercial grade putty and found a significant effect of medium viscosity on surface finish and MR. They reported (a) medium viscosity decreases with increased shear rate and wall shear stress; (b) medium viscosity increases with increase in abrasive concentration, but when temperature increases medium viscosity decreases and (c) material removal increases and the surface roughness decreases with increase in viscosity.
Wang and Weng et al. [35] attempted to develop a new finishing medium using vinyl-silicone polymer, SiC abrasive particle and additive. They reported (a) developed medium was capable to remove recast layer produced by WEDM; and (b) higher viscosity yield higher improvement surface finish. Wang et al. [36] compared silicon rubber (P-silicon) with silicon rubber with additives (A-silicon) based on rheological properties and finishing behavior. They reported that A-type silicone rubber having higher viscosity compared to P-type, therefore it finished complex hole easily compared to P-type silicone rubber having low viscosity.
Kar et al. [37] developed a finishing medium using SIC abrasive particle and styrene butadiene rubber (SBR) for AFF. They performed compression, hysteresis losses, tensile and tear testing of developed finishing medium. They stated developed medium is mechanically and thermally stable and give higher reduction in surface roughness. The same author [38] also compared performance of butyl rubber and natural rubber and reported butyl rubber gives higher surface finish compared to natural rubber.
Rajeshha et al. [39] developed medium which consists SiC as abrasive particles, natural polymer, and naphthenic oil and reported (a) Increasing concentration of abrasive and extrusion pressure results in better surface finish and higher MR; (b) No change in MR with increase of medium flow rate whereas surface finish increases with medium flow rate; and (c) Increase in medium viscosity increases surface finish and MR.
Sankar et al. [40] developed a finishing medium using styrene butadiene polymer, SiC abrasives particle and processing oil and used it for finishing Aluminum alloy and. They reported (a) developed finishing medium shows shear thinning phenomenon; (b) change in surface roughness increases with increase in viscosity of medium; (c) increasing in processing oil concentration results in better surface finish; and (d) change in surface roughness is higher in case of Al alloy/SiCp (10%) compared to Al alloy and Al alloy/SiCp (15%).
Sankar et al. [41] evaluated the styrene-butadiene based medium which hasSiC abrasives particle and processing oil. They finished Al alloy, Al alloy/SiC (10%) and Al alloy/SiC (15%) using developed medium and reported (a) increase in storage modulus and shear stress, resulting in higher MR; (b) SR increases with increase in shear stress and attain maximum value than start decreasing due to high radial forces; and (c) SR increases with decrease in amount of stress relaxation.
Bremerstein et al. [42] examined used and fresh medium consist of PBS, hydrocarbon oil, metal soap and SiC abrasive. They reported (a) medium viscosity and elastic percentage changes due addition swarf and fine abrasive particle; (b) no chemical alteration in medium properties seen during finishing; (c) continues finishing action causes blunting of sharp cutting edges and tips of abrasive particle; (d) used finishing medium result 20% poorer surface finish and 30% lesser MR; and (e) process efficiency reduced due to mixing of swarf and blunting of cutting edges of abrasive particle which result ploughing mechanism.
7.4.3 Advances in the Development of Hybrid and Derived Processes of AFF
AFF is very well established process for finishing variety of components but it having certain limitation such as (a) prolonged finishing time and less material removal rate; (b) non-interchangeability of fixture for finishing mass components; (c) unpredictability of wear of abrasive particle which finishing components; and (d) unable to visualize component and finishing mechanism while finishing. These inherent limitations overcome by hybridization AFF with other processes, modification of AFF in form of derived process and both to enhance the performance and productivity. The brief description of each process presented in following paragraphs.
7.4.3.1 Derived Processes of AFF
In the derived process of AFF some amendments in the existing AFF to improving its performance by providing rotational motion to workpiece, inserting drill bit in medium flow path, providing helical passage, movable rotatable mandrel, centrifugal force to rod and rotating spiral-shaped tool in finishing zone of AFF.
7.4.3.1.1 Rotational Abrasive Flow Finishing (R-AFF)
In R-AFF process, a rotational movement is provided to the workpiece contained fixture and to and fro motion to finishing medium. Combined rotational motion of workpiece and reciprocation of finishing medium improves surface finish and gives more material removal. In R-AFF due to rotary motion of work sample, tangential force (Ft) also act with axial force (Fa) and radial force (Fr) over abrasive particles contained in finishing medium (Fig. 7.2). These cause more abrasion which gives higher material removal with less finishing time [43].

Schematics of a arrangement for rotating workpiece contained fixture in R-AFF process, b components of the resultant force
7.4.3.1.2 Drill Bit Assisted Abrasive Flow Finishing (DBAFF)
Sankar et al. [44] used a helical drill bit in a medium flow path that provides irregular movement to the abrasives and causes reshuffling of the abrasive medium which results in higher surface finish and more MR. Figure 7.3 represent working principle of DBAFF. They used twin slot fixtures which bifurcated the abrasive media while entering to finishing the workpiece, and at exit, combine again and also assist the drill bit alignment along the workpiece axis. In this process intermixing of abrasive depends self-deformability of medium as well as on the extrusion pressure exerted on drill bit. Combined effect of different flows of abrasive medium, the workpiece-abrasive contact length increases and, becomes curved from the straight. Therefore, the number of sheared peaks increased and it results higher material removal.

Schematic of the drill bit assisted abrasive flow finishing
Sankar et al. [44] reported that (a) as the drill bit diameter increases the surface finish and the material removal increased; and (b) surface roughness decreases as abrasive size, drill diameter, and number of cycles increase. Butola et al. [45] reported that using three start drill bit results in higher metal removal rates compared to two start drill bit.
7.4.3.1.3 Helical Passageway in Abrasive Flow Finishing (HAFF)
Wang et al. [46] placed the helical rod in the finishing zone of AFF to create multiple flow paths for AFF medium and to deflect the movement of abrasive for creating tangential force. The addition of tangential force with axial force and radial force causes improvement in surface roughness and material removal. Figure 7.4 depicts schematic of helical passageway in abrasive flow finishing. They reported that space between helical edge and workpiece surface was the significant factor to determine the level of surface roughness in AFF and five-helix passageway augment the polishing effectiveness more with regard to surface roughness and MR.

Schematic of the working principle of helical passageway in abrasive flow finishing
7.4.3.1.4 Spiral-Rotating Abrasive Flow Finishing (SAFF)
Yuan et al. [47] placed a grinding rod with rotating helical flute by an external motor in finishing zone to generate a centrifugal force that causes abrasive particles to impact over work surface frequently and randomly. This spiral-rotating motion of the abrasive medium with centrifugal force result higher surface finish due to homogeneous distribution of abrasive particles in the abrasive medium. Figure 7.5 depicts a schematic representation of spiral-rotating abrasive flow finishing. SAFF is applicable for finishing internal surfaces only. They reported that (a) increasing the rotation speed increases the tangential velocity of the abrasive particles which increases active grain density of abrasive particles on workpiece surface which result higher surface finish; (b) material removal rate higher compared to AFF due to higher kinetic energy in SAFF; and (c) extrusion pressure acting on abrasive having no effect on increase of the rotation speed of the helical flute.

Diagrammatic depiction of spiral-rotating abrasive flow finishing
7.4.3.1.5 Abrasive Flow Finishing with Movable Rotatable Mandrel (AFF-MRM)
Kenda et al. [48] used a movable/rotatable mandrel in the finishing zone of AFF to increase abrasive medium speed which results in the increase of active grain density towards work surface and result high surface roughness and efficiency of the process. Figure 7.6 depicts schematics of abrasive flow finishing with movable rotatable mandrel (AFF-MRM). They reported that AFF-MRM capable of controlling the microgeometry of the product with uniform polished surface and material removal in less time compared to AFF.

Schematics of abrasive flow finishing with movable rotatable mandrel (AFF-MRM)
7.4.3.1.6 Centrifugal Assisted Abrasive Flow Finishing (CFA-AFF)
Walia et al. [49] used a rotating rod in AFF finishing region attached with a gearing system to apply centrifugal force on the abrasive particles towards the direction normal to the axis of the workpiece. They named this rod as Centrifugal Force Generator (CFG) rod. The centrifugal force along with axial and radial acting on abrasive particle causes more impression on work surface which results high surface finish compared to AFF. They investigated with square, rectangular, triangular and spline cross-section of CFG rod (Fig. 7.7) and revealed that (a) rectangular shape of CFG rod result high surface finish compared to square, spline, and triangular in decreasing order; and (b) Spline shape CFG rod result high material removal compared to square, rectangular, triangular decreases in decreasing order. Walia et al. [50] found that CFA-AFF process does not affect the surface micro-layer with the help of X-ray diffraction (XRD) analysis and optical micrographs.

Different type of CFG rod and their effect on abrasive particles
7.4.3.2 Hybrid Processes of AFF
Hybrid processes are the combination of two processes in order to produce highly efficient and more productive components by taking advantage of the worthiness of the constituent processes or overcome the limitation of constituent processes [51]. In AFF hybrid processes are developed by combining ultrasonic machining (USM), magnetic abrasive finishing (MAF), electrochemical machining (ECM) and magnetorheological finishing (MRF). The detailed descriptions of hybrid processes of AFF are reported in succeeding paragraphs.
7.4.3.2.1 Ultrasonic-Assisted Abrasive Flow Finishing (UA-AFF)
Jones et al. [52] combined ultrasonic machining with AFF for finishing blind dies and named this process as ultrasonic flow polishing (UFP). They reported that UFP could finish the surface of the cavity with a very high-quality finish while maintaining the workpiece dimensional accuracy. In UA-AFF workpiece is subjected to ultrasonic vibration with high-frequency piezo actuator in the perpendicular to the AFF medium flow direction which causes the abrasive particle in the abrasive medium to strikes the workpiece surface at an angle with high velocity [53]. Figure 7.8 shows the schematic of UAAFF process. Ultrasonic vibration added a radial force (Fr) perpendicular to the direction of abrasive medium flow which assists the abrasive particles to impinge into the asperities of the workpiece surface. Which results in good surface finish, high surface finishing and material removal rate in respect of AFF process. The aggressiveness of abrasive particles depends on the vibration frequency, extrusion pressure, medium viscosity, number of cycles, and vibration amplitude. They also report that increases in the applied vibration frequency and extrusion pressure increases material removal.

Schematic representation of UAAFF process
7.4.3.2.2 Electrochemical-Aided Abrasive Flow Finishing (ECA2FF)
Brar et al. [54] established ECA2FF process using abrasive laden polymeric electrolytic finishing medium in AFF. They prepared a finishing medium with NaI salt (molar concentration), silicon based polymer, hydrocarbon gel with Al2O3 abrasive particle. A unique fixture containing copper rod (cathode) placed in inside cylindrical workpiece of brass (anode). Both workpiece and a copper rod placed inside nylon fixture and connectivity made to them for DC power supply of 0–30. When prepared finishing medium extruded between workpiece and copper rod it causes combined machining action due to abrasion by abrasive particle as well as electrolytic action result high surface finish and increased material removal. Figure 7.9 depicts (a) Schematic of electrochemical aided abrasive flow finishing (ECA2FF) process. (b) Cathode and anode position in ECA2FF process. They reported that (a) increase in voltage results in increase in MR; and (b) Higher operating voltage result rough surface.

(Source [3] Reprinted with permission from Springer @ 2019)
Schematic of a ECA2FF process, b Cathode and anode position in ECA2FF process
7.4.3.2.3 Magneto Rheological Abrasive Flow Finishing (MRAFF)
This process uses the magnetic force to control the metal removal effectively using ferromagnetic particles and abrasive particles. This process has better control over the rheological properties of the abrasive magnetorheological media. Rheological properties of the abrasive magnetorheological media changes in the presence of a magnetic field. The viscosity of the abrasive magnetorheological media is strongly dependent on the strength of the applied magnetic field and it can be varied according to the application and workpiece material to obtain surface finish as desired. The MRAFF experimental setup consists of hydraulic cylinders, magneto rheological abrasive (MRA) fluid containers, electromagnet, and a workpiece fixture as shown in Fig. 7.10. Kathiresan et al. [55] found that increasing the magnetic field increases the capability and strength of the ferromagnetic particles chains to retain the abrasive particles which enhance the control over the metal removal.

(Source [3] Reprinted with permission from Springer © 2019)
Schematic of MRAFF process
7.4.3.2.4 Magnetic Field Assisted Abrasive Flow Finishing (MA-AFF)
In this process, a fixture is used, which can also hold the electromagnets. The abrasive media composed of magnetic abrasive particles (containing 40% ferromagnetic ingredient, 40% Al2O3, and 15% Si2O3), a silicone-based polymer, and hydrocarbon gel. Magnetic field lines pull the abrasive particles towards the workpiece surface. The magnetic field puts a magnetic pressure on the abrasive media along with extrusion pressure. Schematic of magnetic field assisted abrasive flow finishing (MAAFF) process shown in Fig. 7.11. This process took less time to finishing of workpiece because it enhances surface finish and MRR, as compared to AFF. Singh et al. [56] reported the combined effect of low flow rates and high magnetic flux density produces higher MR in MAAFF than AFF.

Schematic depiction of MAAFF process
7.4.3.2.5 Chemical Abrasive Flow Finishing (CAFF)
In this process, fluid consist of acid and abrasive particles pumped to the inside of a hollow cylindrical workpiece. The schematic of CAFF process depicted in Fig. 7.12. The centrifugal pump tank mixer (1) is used for the pumping and mixing of chemicals and abrasives simultaneously. The valve (3) is used manually to change the fluid flow direction from the pump towards either the specimen tank (4) or depletion tank (5). The flow rate is measured by the ultrasonic flow sensor (6). The cylindrical workpiece (7) is placed inside the specimen tank (4). A corrosion-resistant thermocouple (8) measure the temperature of the fluid inside the feeding tank (2). After completion of the process, the fluid flows into the depletion tank (5).

(Source [57] Reprinted with permission from Elsevier © 2018)
Schematic of the setup of the chemical-abrasive flow finishing
Mohammadian et al. [57] developed this process to finish the inside surface of cylindrical IN625 components which were used in the aerospace industry. They performed static chemical polishing for 8 h with different chemical solutions and found 50% HF + 50% HNO3 produce the better surface finish. They used above chemical solution diluted with water (40 volume% HF, 40 volume% HNO3 and 20 volume% of distilled water) and alumina Al2O3 as abrasive particles size of 420 μm. They found the workpiece required 8 h of static chemical finishing, 3 h of either chemical or abrasive flow finishing and only 1 h of chemical-abrasive flow finishing. When the chemical abrasive flow finishing was used, then time was reduced by a factor of 3 as a replacement of chemical or abrasive flow finishing processes.
The chemical finishing and abrasive flow finishing processes together enhance the outcomes of the process, such as material removal rate and surface finish. In the chemical abrasive flow finishing process, a passive layer formation has taken place at the workpiece surface because of chemical reactions which regularly removed by abrasive particles. This effect of the chemical solution and abrasive particles together makes the finishing process more efficient.
7.4.3.3 AFF Based Hybrid and Derived Processes
To enhance the performance of AFF more some hybrid and derived processes are also combined. The developed hybrid and derived processes of AFF are magnetorheological abrasive flow finishing with swirling-assisted inlet flow (MRAFF-SIF), rotational-magnetorheological abrasive flow finishing (R-MRAFF), magneto assisted spiral abrasive flow finishing (MS-AFF), electrochemical aided centrifugal force assisted abrasive flow finishing (EC2A2FF), ultrasonic-assisted double-disk magnetic abrasive flow finishing (UDDMAFF), centrifugal assisted abrasive flow finishing (CFA-AFF). The detailed working principle are described in below.
7.4.3.3.1 Rotational-Magnetorheological Abrasive Flow Finishing (R-MRAFF)
Das et al. [58] combined rotary abrasive finishing (R-AFF) and magnetorheological Abrasive Flow Finishing (MRAFF) by providing rotary motion to MRP fluid contained inside of workpiece surrounded by the permanent magnet. Schematics of developed rotational-magnetorheological abrasive flow finishing (R-MRAFF) shown in Fig. 7.13. Permanent magnets are placed surrounding to workpiece and MRP fluid reciprocates inside the workpiece contained fixture. A rotary motion provided to permanent magnet which causes superimposition of rotary and reciprocating motion to MRP fluid. The superimposition of both motion causes centrifugal force with axial and redial force over MRP fluid contained abrasive particle. Therefore, contact of abrasive particles increases with workpiece surface which results in better surface finish than MRAFF.

(Source [58] reprinted with permission from Elsevier © 2015)
Picture of a R-MRAFF experimental setup; b arrangement of workpiece and magnet fixture; and c location of the workpiece and MRP fluid brush in magnet fixture
Nagdeve et al. [59] reported non-uniform surface roughness and material removal in R-MRAFF due to non-uniform magnetic field. They introduced inverse replica of femoral surface of workpiece in fixture of R-MRAFF to obtain the uniform surface finish. This keeps velocity of MRP fluid constant in finishing region and gives uniform surface with constant material removal.
7.4.3.3.2 Magnetorheological Abrasive Flow Finishing with Swirling-Assisted Inlet Flow (MRAFF-SIF)
Kheradmand et al. [60] introduced swirling vanes in finishing region to increase centrifugal force on the abrasive particle which enhances surface finish and material removal. They reported MRAFF-SIFas energy efficient and economical method to improve the productivity of MRAFF compared to rotating workpiece as in the case of R-MRAFF.
7.4.3.3.3 Magneto Assisted Spiral Abrasive Flow Finishing (MS-AFF)
In this process the abrasive medium was driven upward along the groove of the screw with the help of rotation of screw as shown in Fig. 7.14. When the abrasive medium quantity increased at the top side then it starts flow downward to the bottom of the mold because of the gravity. Chen et al. [61] invented a new type of magnetic hot melt adhesive particles (MHMA) which were transparent and colorless, these particles are magnetic and coated with steel grit. Steel grit is coated when the particle is hot melted (Fig. 7.15). A very strong magnet is placed around the workpiece to create magnetic field which attracts the magnetic hot melt adhesive (MHMA) particle with a great force and these particles force the abrasive particle towards the workpiece surface. When abrasive particles come into the contact of the workpiece, they start remove the asperities of the surface and result in the smooth surface of the workpiece. According to Chen et al. [61] magnetic flux density, MHMA particles concentration, and silicone oil viscosity are important variables.

Magneto assisted spiral abrasive flow finishing a screw stop, b screw rotate

Magnetic hot melt adhesive particle
7.4.3.3.4 Centrifugal Magnetic Force Assisted Abrasive Flow Finishing (CMFA-AFF)
Singh et al. [62] developed centrifugal magnetic force assisted abrasive flow finishing (CMFA-AFF) using centrifugal force generator (CFG) rod in finishing area of workpiece surrounded by magnets. They used three-part fixture which contained CFG rod, workpiece and magnets. The CFG rod inserted inside the workpiece and finishing medium is passed surrounding to it and special fixture contained magnets used to apply magnetic The CFG road having mechanism to provide rotary motion without hindering flow of finishing medium. On application of magnetic field abrasive partial moves towards workpiece and CFG rod apply extra centrifugal force over it which causes higher surface finish and material removal.
7.4.3.3.5 Electrochemical Aided Centrifugal Force Assisted Abrasive Flow Finishing (EC2A2FF)
Vaishya et al. [63] used electrolytic finishing medium in centrifugal assisted abrasive flow finishing. They developed a nylon fixture which holds a rotating CFG rod of copper retainer is attached to it. CFG rod placed inside a hollow cylindrical workpiece with a rotating mechanism. A DC power supply is given to rotating CFG rod (cathode) and workpiece (anode). A finishing medium consists of electrolytic salts and abrasives (Al2O3), viscoelastic medium of KI salt (a weak alkali) passed in between the gap of rotating CFG rod and workpiece. Electrolytic medium causes electrolytic dissolution of materials and centrifugal force act over abrasive particle. The electrolytic dissolution causes softening of work surface and centrifugal force contained abrasive removes more materials from workpiece surface. EC2A2FF is suitable for finishing of prismatic surfaces.
7.4.4 Advances in Applications
AFF frequently used for finishing variety of components in areas of automotive, aerospace, die and mould, energy, fluid power additive manufacturing, medical etc. Some worth mentioning applications are described below and detailed summary of AFF applications are presented in Table 7.1.
7.4.4.1 Surface Finishing of Carbon-Carbon Composite
Ravikumar et al. [64] used AFF for finishing carbon-carbon composites (C/Cs) and found that 32% improvement in surface finish at 150 cycles, an extrusion pressure of 6 MPa, and media having 70 wt% SiC abrasive particles (mess size of 220) and 12 wt% processing oil.
7.4.4.2 Microscopic Geometry Changes of a Direct-Injection Diesel Injector Nozzle
Jung et al. [65] used AFF to finish direct-injection diesel injector nozzle and AFF as efficient way to finish difficult to reach areas of injector nozzle which will enhance engine performance and emission.
7.4.4.3 Blade Surface Uniformity of Blisk
Fu et al. [66] used AFF for blisk surface aero engine and reported reduction surface roughness from 0.436 to 0.235 μm of blade surface without guide block. The surface finish of blade surface decreases from 0.513 to 0.141 μm with guide block and tool marks removed completely.
7.4.4.4 Finishing of a Hip Joint
Subramanian et al. [67] used AFF for finishing of a hip joint made of ASTM grade Co-Cr alloy. They reported 39 nm surface finish by using AFF technique with ability of finishing symmetrical object.
7.4.4.5 Nanofinishing of Knee Joint Implant
Kumar et al. [68] evaluate the effect of extrusion pressure and mesh size of abrasive particles for finishing knee joint implant by R-MRAFF process. The authors measured the surface roughness before and after finishing. They obtained nanometer scale surface roughness (35–78 nm range) at different locations of finished implants. Figure 7.16 depicts photographs of finished knee joint implants.

(Source [68] Reprinted with permission from Elsevier © 2015)
Photograph of the knee joint a before finishing, b after finishing
7.4.4.6 Finishing of Micro-Hole Fabricated by EDM
Lin et al. [69] manufactured microholes on SUS 304 and Ti-6Al-4V plates by using electrical discharge machining (EDM). They reported AFF process could enhance the dimensional accuracy and roughness of the machined microholes. The recast layers on the wall of the microhole generated were eliminated by the AFF process, so AFF is an effectual finishing method for microholes manufactured by EDM, increase the shape accuracy and reduction of surface roughness.
7.4.4.7 Finishing of Microchannel Through AFF
Tzeng et al. [70] used self-modulating abrasive media which can change viscosity and fluidity during the process for finishing microchannels. They reveal that the average roughness of the microchannel was enhanced from 2.42 to 0.99 μm at extrusion pressure 6.7 MPa. The edge of the microchannel is clearly defined, which has been subjected to AFF.
They also reported that the viscosity of the abrasive medium decreases with finishing time. They also revealed that fluidity property of the medium is automatically adjusted while finishing the microchannels.
7.5 Future Research Work
-
Additively manufactured components, shape memory alloy, composites, silicon carbide, titanium alloys, stellite, superalloy, Kevlar, dyneema and ceramics can be attempted to finish by AFF.
-
Accurate prediction method for optimum AFF process parameters selection for respective geometry, materials prior to experimental investigation still not established besides many research attempts. More research initiatives for development of accurate modelling and simulation method for optimum selection of process parameters in AFF required.
-
Disposal of used finishing medium and management of waste finishing medium is still an unexplored area of AFF.
-
Research initiatives are required to develop low cost, readily available, non-toxic and easy to prepare finishing medium.
-
Development of flexible and multi-utility fixture to finish variety of component are still not explored. A transparent fixture can be developed to visualize movement and finishing action abrasive particle which will help to simulate material removal mechanism.
-
Finishing external surfaces of the workpiece such as spur gear, helical gear, bevel gears, worm and worm wheel by AFF based derived processes can be attempted.
-
In the future, precision components produced by advanced precision manufacturing processes will need to be finished by newly developed abrasive flow finishing processes to maintain their dimensional accuracy and surface integrity.
-
There is a need to develop a new abrasive flow finishing technology to finish very complex components made using additive manufacturing.
7.6 Summary
The following are the summary can be drawn from the advancement in the abrasive flow finishing process presented in this paper:
-
Finishing results produced by AFF is highly influenced by selection abrasive particle size, concentration, mixing oil, type of polymer, viscosity, fixture design and selection of proper process parameters. Fixtures design changes according geometry, shape, size and complexity of workpiece. The finishing result strongly influenced by selective restrictions provided in the fixture.
-
Many research initiatives attempted to optimize process parameters (i.e., abrasive concentration and size, extrusion pressure, number of cycles, medium viscosity, etc.) for finishing cylindrical, square, prismatic and rectangular shape and reported dominant variable in AFF to enhance material removal and surface finish.
-
To improve of productivity AFF, many hybrid AFF processes were developed and investigated. AFF based hybrid processes having some limitations such as (i) design of fixture to provide ultrasonic vibrating to workpiece at vertical direction of medium flow in UA-AFF is very critical task; (ii) design of fixture to power supply workpiece and copper rod for electrochemical action, preparation of electrolytic finishing medium in ECA2FF is very sophisticated and these process having limitation to finish only hollow electrical conductive workpiece; (iii) Non-uniform and less finishing rate in MRAFF; (iv) MA-AFF yield higher finishing result for non-magnetic workpiece compared magnetic workpiece; (v) CAFF required masking to prevent surfaces where finishing not desired. Derived process of AFF such as R-AFF, DBAFF, HAFF,SAFF,AFF-MRM and CFA-AFF required complicated design of fixture for various arrangements and these processes are limited finish internal surface of hollow workpiece. Hybrid and derived process of AFF such as R-MRAFF, MRAFF-SIF, MS-AFF, CMFA-AFF, EC2A2FF required very complicated arrangement in fixture to adopt workpiece, external mechanism and to pass finishing medium through workpiece without leakage.
References
Rhoades LR (1991) Abrasive flow machining: a case study. J Mater Process Technol 28(1–2):107–116. https://doi.org/10.1016/0924-0136(91)90210-6
Vector abrasive flow machining product data sheet (2019), Kennametal Extrude Hone, Irwin, PA, USA. https://extrudehone.com/wp-content/uploads/2015/12/B-11-02634_Vector_Product-Data-Sheet_US.pdf
Petare AC, Jain NK (2018) A critical review of past research and advances in abrasive flow finishing process. Int J Adv Manuf Technol 97:741–782. https://doi.org/10.1007/s00170-018-1928-7
Dabrowski L, Marciniak M, Szewczyk T (2006) Analysis of abrasive flow machining with an electrochemical process aid. Proc Inst Mech Eng Part B J Eng Manuf 220(3):397–403. https://doi.org/10.1243/095440506X77571
Williams RE, Rajurkar KP (1992) Stochastic modeling and analysis of abrasive flow machining. Trans ASME J Eng Ind 114(1):74–81. https://doi.org/10.1115/1.2899761
Hull JB, Jones AR, Heppel ARW, Fletcher AJ, Trengove SA (1992) The effect of temperature rise on the rheology of carrier media used in abrasive flow machining. Surf Eng Eng Appl II:235–244
Fang L, Zhao J, Sun K, Zheng D, Ma D (2009) Temperature as sensitive monitor for efficiency of work in abrasive flow machining. Wear 266:678–687. https://doi.org/10.1016/j.wear.2008.08.014
Przyklenk K (1986) Abrasive flow machining: a process for surface finishing and deburring of workpiece with a complicated shape by means of an abrasive laden medium. ASME, PED 22:101–110
Jain RK, Jain VK, Kalra PK (1999) Modeling of abrasive flow machining process: a neural network approach. Wear 231(2):242–248. https://doi.org/10.1016/s0043-1648(99)00129-5
Jain NK, Jain VK, Jha S (2007) Parametric optimization of advanced fine-finishing processes. Int J Adv Manuf Technol 34:1191–1213. https://doi.org/10.1007/s00170-006-0682-4
Jain VK, Adsul SG (2000) Experimental investigations into abrasive flow machining (AFM). Int J Mach Tools Manuf 40(7):1003–1021. https://doi.org/10.1016/S0890-6955(99)00114-5
Petare AC, Jain NK (2018) Improving spur gear microgeometry and surface finish by AFF process. Mater Manuf Process 33:923–934. https://doi.org/10.1080/10426914.2017.1376074
Kohut T (1988) Surface finishing with abrasive flow machining. In: SME Technical Paper, Proceedings of the 4th international aluminum extrusion technology seminar, Washington DC, New York, USA, pp 35–42
Jain VK (2008) Advanced (non-traditional) machining processes. In: Machining: fundamentals and recent advances. Springer London, pp 299–327. https://doi.org/10.1007/978-1-84800-213-5_11
Loveless TR, Williams RE, Rajurkar KP (1994) A study of the effects of abrasive-flow finishing on various machined surfaces. J Mater Process Technol 47:133–151. https://doi.org/10.1016/0924-0136(94)90091-4
Rajeshwar G, Kozak J, Rajurkar KP (1994) Modeling and computer simulation of media flow in abrasive flow machining process. In: American society of mechanical engineers, production engineering division (publication) PED, vol 68–2 New York, NY, United States: ASME, pp 965–971
Haan JJ, Steif PS (1998) Abrasive wear due to the slow flow of a concentrated suspension. Wear 219(2):177–183. https://doi.org/10.1016/S0043-1648(98)00191-4
Williams RE (1998) Acoustic emission characteristics of abrasive flow machining. Trans ASME J Manuf Sci Eng 120(2):264–271. https://doi.org/10.1115/1.2830123
Jain RK, Jain VK, Dixit PM (1999) Modeling of material removal and surface roughness in abrasive flow machining process. Int J Mach Tools Manuf 39(12):1903–1923. https://doi.org/10.1016/S0890-6955(99)00038-3
Jain RK, Jain VK, Kalra PK (1999) Modelling of abrasive flow machining process: a neural network approach. Wear 231(2):242–248. https://doi.org/10.1016/S0043-1648(99)00129-5
Jain RK, Jain VK (1999) Simulation of surface generated in abrasive flow machining process. Robot Comput Integrated Manuf 15(5):403–412. https://doi.org/10.1016/S0736-5845(99)00046-0
Jain RK, Jain VK (2000) Optimum selection of machining conditions in abrasive flow machining using neural network. J Mater Process Technol 108:62–67. https://doi.org/10.1016/S0924-0136(00)00621-X
Jain RK, Jain VK (2001) Specific energy and temperature determination in abrasive flow machining process. Int J Mach Tools Manuf 41(12):1689–1704. https://doi.org/10.1016/S0890-6955(01)00043-8
Jain RK, Jain VK (2004) Stochastic simulation of active grain density in abrasive flow machining. J Mater Process Technol 152:17–22. https://doi.org/10.1016/j.jmatprotec.2003.11.024
Gorana VK, Jain VK, Lal GK (2006) Forces prediction during material deformation in abrasive flow machining. Wear 260:128–139. https://doi.org/10.1016/j.wear.2004.12.038
Gorana VK, Jain VK, Lal GK (2006) Prediction of surface roughness during abrasive flow machining. Int J Adv Manuf Technol 31:258–267. https://doi.org/10.1007/s00170-005-0197-4
Wan S, Ang YJ, Sato T, Lim GC (2014) Process modeling and CFD simulation of two-way abrasive flow machining. Int J Adv Manuf Technol 71:1077–1086. https://doi.org/10.1007/s00170-013-5550-4
Singh S, Kumar D, Ravi Sankar M (2017) Experimental, theoretical, and simulation comparative study of nano surface roughness generated during abrasive flow finishing process. J Manuf Sci Eng 139:061012–061014. https://doi.org/10.1115/1.4035417
Wei H, Peng C, Gao H, Wang X, Wang X (2019) On establishment and validation of a new predictive model for material removal in abrasive flow machining. Int J Mach Tools Manuf 138:66–79. https://doi.org/10.1016/j.ijmachtools.2018.12.003
Lv Z, Hou R, Huang C, Zhu H, Qi H (2019) Meshfree analysis on dynamic behavior of hard brittle material in abrasive flow machining. Int J Adv Manuf Technol 100(5):2021–2030. https://doi.org/10.1007/s00170-018-2849-1
Shao Y, Cheng K (2019) Integrated modelling and analysis of micro-cutting mechanics with the precision surface generation in abrasive flow machining. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-019-03595-4
Hull J, Jones A, Heppel A, Fletcher A, Trengove S (1993) The effects of temperature rise on the rheology of carrier media used in abrasive flow machining. Special Publ Royal Soc Chem 127:235–235
Davies PJ, Fletcher AJ (1995) The assessment of the rheological characteristics of various polyborosiloxane/grit mixtures as utilized in the abrasive flow machining process. Proc Inst Mech Eng Part C J Mech Eng Sci 209(6):409–418. https://doi.org/10.1243/PIME_PROC_1995_209_171_02
Jain VK, Ranganatha C, Muralidhar K (2001) Evaluation of rheological properties of medium for AFM process. Mach Sci Technol 5(2):151–170. https://doi.org/10.1081/MST-100107841
Wang AC, Weng SH (2007) Developing the polymer abrasive gels in AFM process. J Mater Process Technol 192:486–490. https://doi.org/10.1016/j.jmatprotec.2007.04.082
Wang AC, Liu CH, Liang KZ, Pai SH (2007) Study of the rheological properties and the finishing behavior of abrasive gels in abrasive flow machining. J Mech Sci Technol 21(10):1593–1598. https://doi.org/10.1007/BF03177380
Kar KK, Ravikumar NL, Tailor PB, Ramkumar J, Sathiyamoorthy D (2009) Preferential media for abrasive flow machining. Trans ASME J Manuf Sci Eng 131(1):011009–011011. https://doi.org/10.1115/1.3046135
Kar KK, Ravikumar NL, Tailor PB, Ramkumar J, Sathiyamoorthy D (2009) Performance evaluation and rheological characterization of newly developed butyl rubber based media for abrasive flow machining process. J Mater Process Technol 209(4):2212–2221. https://doi.org/10.1016/j.jmatprotec.2008.05.012
RajeshaS Venkatesh G, Sharma AK (2010) Performance study of a natural polymer based media for abrasive flow machining. Indian J Eng Mater Sci 17:407–413
Sankar MR, Jain VK, Ramkumar J, Kar KK (2010) Rheological characterization and performance evaluation of a new medium developed for abrasive flow finishing. Int J Precision Technol 1(3–4):302–313
Sankar MR, Jain VK, Ramkumar J, Joshi YM (2011) Rheological characterization of styrene-butadiene based medium and its finishing performance using rotational abrasive flow finishing process. Int J Mach Tools Manuf 51(12):947–957. https://doi.org/10.1016/j.ijmachtools.2011.08.012
Bremerstein T, Potthoff A, Michaelis A, Schmiedel C, Uhlmann E, Blug B, Amann T (2015) Wear of abrasive media and its effect on abrasive flow machining results. Wear 342:44–51. https://doi.org/10.1016/j.wear.2015.08.013
Sankar MR, Jain VK, Ramkumar J (2016) Nano-finishing of cylindrical hard steel tubes using rotational abrasive flow finishing (R-AFF) process. Int J Adv Manuf Technol 85(9):2179–2187. https://doi.org/10.1007/s00170-015-8189-5
Sankar MR, Mondal S, Ramkumar J, Jain VK (2009) Experimental investigations and modeling of drill bit-guided abrasive flow finishing (DBG-AFF) process. Int J Adv Manuf Technol 42(7):678–688. https://doi.org/10.1007/s00170-008-1642-y
Butola R, Murtaza Q, Walia RS, Kumar P (2017) Two start and three start helical abrasive flow machining for brittle materials. Mater Today Proc 4(2):3685–3693. https://doi.org/10.1016/j.matpr.2017.02.263
Wang AC, Cheng K-C, Chen K-Y, Chien C-C (2015) Elucidating the optimal parameters of a helical passageway in abrasive flow machining. Int J Surf Sci Eng 9(2/3):145–158. https://doi.org/10.1504/IJSURFSE.2015.068239
Yuan Q, Qi H, Wen D (2016) Numerical and experimental study on the spiral-rotating abrasive flow in polishing of the internal surface of 6061 aluminium alloy cylinder. Powder Technol 302:153–159. https://doi.org/10.1016/j.powtec.2016.08.047
Kenda J, Pušavec F, Kopac J (2014) Modeling and energy efficiency of abrasive flow machining on tooling industry case study. Procedia CIRP 13:13–18. https://doi.org/10.1016/j.procir.2014.04.003
Walia RS, Shan HS, Kumar P (2008) Determining dynamically active abrasive particles in the media used in centrifugal force assisted abrasive flow machining process. Int J Adv Manuf Technol 38(11):1157–1164. https://doi.org/10.1007/s00170-007-1184-8
Walia RS, Shan HS, Kumar P (2008) Morphology and integrity of surfaces finished by centrifugal force assisted abrasive flow machining. Int J Adv Manuf Technol 39(11):1171–1179. https://doi.org/10.1007/s00170-007-1301-8
Gupta K, Jain NK, Laubscher, RF (2016) Hybrid machining processes: perspectives on machining and finishing. Springer International Publishing AG, Switzerland. https://doi.org/10.1007/978-3-319-25922-2 (eBook ISBN: 978-3-319-25922-2)
Jones A, Hull J (1998) Ultrasonic flow polishing. Ultrasonics 36(1–5):97–101. https://doi.org/10.1016/S0041-624X(97)00147-9
Sharma AK, Venkatesh G, Rajesha S, Kumar P (2015) Experimental investigations into ultrasonic-assisted abrasive flow machining (UAAFM) process. Int J Adv Manuf Technol 80(1–4):477–493. https://doi.org/10.1007/s00170-015-7009-2
Brar BS, Walia RS, Singh VP (2015) Electrochemical-aided abrasive flow machining (ECA2FM) process: a hybrid machining process. Int J Adv Manuf Technol 79(1):329–342. https://doi.org/10.1007/s00170-015-6806-y
Kathiresan S, Mohan B (2018) Experimental analysis of magneto rheological abrasive flow finishing process on AISI stainless steel 316L. Mater Manuf Process 33(4):422–432. https://doi.org/10.1080/10426914.2017.1279317
Singh S, Shan HS (2002) Development of magneto abrasive flow machining process. Int J Mach Tools Manuf 42(8):953–959. https://doi.org/10.1016/S0890-6955(02)00021-4
Mohammadian N, Turenne S, Brailovski V (2018) Surface finish control of additively-manufactured Inconel 625 components using combined chemical-abrasive flow polishing. J Mater Process Technol 252:728–738. https://doi.org/10.1016/j.jmatprotec.2017.10.020
Das M, Jain VK, Ghoshdastidar PS (2012) Nanofinishing of flat workpieces using rotational–magnetorheological abrasive flow finishing (R-MRAFF) process. Int J Adv Manuf Technol 62(1):405–420. https://doi.org/10.1007/s00170-011-3808-2
Nagdeve L, Jain VK, Ramkumar J (2019) Preliminary investigations into nano-finishing of freeform surface (femoral) using inverse replica fixture. Int J Adv Manuf Technol 100(5–8):1081–1092. https://doi.org/10.1007/s00170-017-1459-7
Kheradmand S, Esmailian M, Fatahy A (2016) A novel approach of magnetorheological abrasive fluid finishing with swirling-assisted inlet flow. Result Phys 6:568–580. https://doi.org/10.1016/j.rinp.2016.08.014
Chen W-C, Wu K, Yan B-H, Tsao M-C (2013) A study on the magneto-assisted spiral polishing on the inner wall of the bore with magnetic hot melt adhesive particles (MHMA particles. Int J Adv Manuf Technol 69(5–8):1791–1801. https://doi.org/10.1007/s00170-013-5139-y
Singh R, Walia RS, Suri NM (2015) Parametric optimization of centrifugal-magnetic force assisted abrasive flow machining process using utility concept. Int J Res Eng Technol 4(8):382–388. https://doi.org/10.15623/ijret.2015.0408065
Vaishya R, Walia RS, Kalra P (2015) Design and development of hybrid electrochemical and centrifugal force assisted abrasive flow machining. Mater Today Proc 2(4):3327–3341. https://doi.org/10.1016/j.matpr.2015.07.158
Ravikumar NL, Kar KK, Sathiyamoorthy D, Kumar A, Devi R (2012) Surface finishing of carbon-carbon composites using abrasive flow machining. Fullerenes, Nanotubes, Carbon Nanostruct 20(2):170–182. https://doi.org/10.1080/1536383X.2010.533595
Jung D, Wang WL, Hu SJ (2008) Microscopic geometry changes of a direct-injection diesel injector nozzle due to abrasive flow machining and a numerical investigation of its effects on engine performance and emissions. Proc Inst Mech Eng Part A J Power Energy 222(2):241–252. https://doi.org/10.1243/09576509JPE421
Fu Y, Wang X, Gao H, Wei H, Li S (2016) Blade surface uniformity of blisk finished by abrasive flow machining. Int J Adv Manuf Technol 84:1725–1735. https://doi.org/10.1007/s00170-015-8270-0
Subramanian KT, Balashanmugam N, Shashi Kumar PV (2016) Nanometric finishing on biomedical implants by abrasive flow finishing. J Inst Eng C 97(1):55–61. https://doi.org/10.1007/s40032-015-0190-0
Kumar S, Jain VK, Sidpara A (2015) Nanofinishing of freeform surfaces (knee joint implant) by rotational-magnetorheological abrasive flow finishing (R-MRAFF) process. Precis Eng 42:165–178. https://doi.org/10.1016/j.precisioneng.2015.04.014
Lin YC, Chow HM, Yan BH, Tzeng HJ (2007) Effects of finishing in abrasive fluid machining on microholes fabricated by EDM. Int J Adv Manuf Technol 33:489–497. https://doi.org/10.1007/s00170-006-0485-7
Tzeng HJ, Yan BH, Hsu RT, Lin YC (2007) Self-modulating abrasive medium and its application to abrasive flow machining for finishing micro channel surfaces. Int J Adv Manuf Technol 32:1163–1169. https://doi.org/10.1007/s00170-006-0423-8
Singh S, Sankar MR, Jain VK (2018) Simulation and experimental investigations into abrasive flow nanofinishing of surgical stainless steel tubes. Mach Sci Technol 22(3):454–475. https://doi.org/10.1080/10910344.2017.1365897
Chen F, Hao S, Miao X, Yin S, Huang S (2018) Numerical and experimental study on low-pressure abrasive flow polishing of rectangular microgroove. Powder Technol 327:215–222. https://doi.org/10.1016/j.powtec.2017.12.062
Wang X-C, Wang C-C, Wang C-Y, Sun F-H (2018) Approach for polishing diamond coated complicated cutting tool: abrasive flow machining (AFM). Chin J Mech Eng 31(1):97. https://doi.org/10.1186/s10033-018-0296-4
Han S, Ferdinando S, Joël R (2019) Residual stress profiles induced by abrasive flow machining (AFM) in 15-5PH stainless steel internal channel surfaces. J Mater Process Technol 267:348–358. https://doi.org/10.1016/j.jmatprotec.2018.12.024
Li J, Zhou Z, Wei L, Zhang X, Xu Y (2017) Quality influence and process parameter optimization of T-pipe in abrasive flow finishing. Adv Mech Eng 9(8):1687814017718980. https://doi.org/10.1177/1687814017718980
Petare AC, Mishra A, Palani IA, Jain NK (2019) Study of laser texturing assisted abrasive flow finishing for enhancing surface quality and microgeometry of spur gears. Int J Adv Manuf Technol 101(1–4):785–799. https://doi.org/10.1007/s00170-018-2944-3
Hiremath SS (2019) Effect of surface roughness and surface topography on wettability of machined biomaterials using flexible viscoelastic polymer abrasive media. Surf Topogr Metrol Prop 7(1):015004. https://doi.org/10.1088/2051-672X/aaf6f6
Kathiresan S, Mohan B (2017) In-vitro bacterial adhesion study on stainless steel 316L subjected to magneto rheological abrasive flow finishing. Biomed Res (0970-938X) 28(7)
Petare AC, Jain NK (2018) On simultaneous improvement of wear characteristics, surface finish and microgeometry of straight bevel gears by abrasive flow finishing process. Wear 404–405:38–49. https://doi.org/10.1016/j.wear.2018.03.002
Guru G, Kumar S, Hiremath SS (2016) Investigation of abrasive flow finishing while machining convergent-divergent nozzle of different engineering materials. J Res Sci Technol Eng Manag 2(4):94–100
Kenda J, Duhovnik J, Tavčar J, Kopač J (2014) Abrasive flow machining applied to plastic gear matrix polishing. Int J Adv Manuf Technol 71:141–151. https://doi.org/10.1007/s00170-013-5461-4
Kim JD, Kim KD (2004) Deburring of burrs in spring collets by abrasive flow machining. Int J Adv Manuf Technol 24:469–473. https://doi.org/10.1007/s00170-002-1536-3
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Rana, V., Petare, A.C., Jain, N.K. (2020). Advances in Abrasive Flow Finishing. In: Das, S., Kibria, G., Doloi, B., Bhattacharyya, B. (eds) Advances in Abrasive Based Machining and Finishing Processes. Materials Forming, Machining and Tribology. Springer, Cham. https://doi.org/10.1007/978-3-030-43312-3_7
Download citation
DOI: https://doi.org/10.1007/978-3-030-43312-3_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-43311-6
Online ISBN: 978-3-030-43312-3
eBook Packages: EngineeringEngineering (R0)