
Abstract
Nowadays, the choice of composite materials to manufacture medical orthopedic prostheses is largely accepted for its intrinsic resistance, ease of molding and machining, compatibility with human skin and also for economic aspects. Because of population aging and the need to repair broken or damaged human members, composite materials offer a very large variety of solutions to strongly satisfy such demands in the form of prostheses. These materials consist mainly of a consolidated resin reinforced with glass, carbon or natural fibers. Advantageous properties made them the most requested materials in the manufacturing of prosthetic devices for orthopedic use by people with movement disabilities. The present work considers a composite material made with carbon fibers, perlon (insulating layer) and an epoxy-based orthocyclic laminating resin. Both mechanical and morphological properties are analyzed. It is found that the composite made of carbon fibers/perlon/epoxy resin lower has lower mechanical resistance compared to carbon fiber/epoxy resin composite, but its adherence and its contact with human skin are ameliorated. For the fibrous reinforcements, carbon, glass or perlon, the mechanical properties on the proposed composite material (PVA- (C-4P-C) -PVA) are comparable to literature values. Based on uniaxial tensile tests, the elastic modulus is 626 MPa and the yield stress which is 57 MPa. Finally, SEM observations revealed that both composites exhibit similar damage mechanisms with higher intensity when perlon is present. This is due to the nature of the perlon in the composite material which exhibits more anisotropy. The main encountered damage mechanism is laminate decohesion which takes places between carbon plies and perlon. Such condition contributes to more interlaminar delamination and more brittleness of the material when subjected to high loads.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Generally composites materials consist of proportionate mixtures of fibers and polymeric resins and can be ideal solutions to a variety of problems expressed by orthopedic surgeons and physicians (Ambrosio 2017). In recent decades, rapid developments of biomaterials have greatly improved both integrity and comfort of life of people suffering from mechanical functional problems. Biomaterials are non-living materials used in medical devices which are intended to interact with any biological system. They can be metallic, ceramic, polymeric, natural or composite (Berthelot (2012); Rajak et al. (2019); Plummer et al. (2001)). As in many technological applications, composites have found a wide basis for human health maintenance principally because of 3 advantages when compared to metals: (i) lighter weight, (ii) higher strength and (iii) lesser chemical reactivity with human body (Iftekhar 2004). The interest shown in composites in this field lies in the desire to reduce the weight of the structure and to ensure good mechanical strength while facing simple and inexpensive formability. Bone implants prostheses of all kinds, screws and stems to repair a fractured bone and also to use in instruments. Composites, which are often blends of fibers and polymer resins, offer even more solutions to surgeons and medical doctors. They can replace metals and plastics, or even offer new properties; however, these advances remain discreet as composite quantities used in for medical and health applications remain smaller compared to those consumed by aeronautic and automobile industries. Composites in health care sector represent a minute percentage of the global composites market which averages 90 109 US$ (Composites Market, Global Forecast to 2020–2024).
Unfortunately, there is no single definition of a composite material. Alternatively, two criteria are emphasized: (i) a composite is a heterogeneous material, formed of at least two constituents with different phases or; (ii) these constituents are arranged according to a geometric organization, which gives the composite properties that are superior to those of the constituents taken separately (hybrid materials). The term “superior properties” encompasses two distinct concepts. In the first case, the composites are generally designed so as to judiciously combine the best properties of their constituents; in the second one, the geometric organization of composites (or the structure) can sometimes bring out, at the global level, properties that their constituents do not have. This is the case of some ductile ceramic-based composites, whereas the ceramics themselves are brittle. This is due to the resulting spatial structure, which hinders the propagation of cracks (Lionel Gendre 2019). Composite material consist mainly of (i) a matrix, thermoplastic resin (TP) or thermosetting resin (TD); and (ii) a reinforcing structure consisting of fibers, usually glass, carbon, aramid or natural fibers (flax, hemp, sisal) (Berthelot (2012); Rajak et al. (2019))
In the orthopedic prosthetic device manufacturing industry for people with disabilities, fiberglass-reinforced acrylic resin composite materials remain the materials of choice (Ambrosio 2017). They allow meeting all the requirements of shape and cadence by successive layers to have laminates that must not have any defect, or undergo treatment likely to hide the defects. Carbon fiber (CF) offers many unique physical, chemical and biological characteristics that can be exploited for many diverse applications. CF possesses high heat tolerance, high strength-to-weight ratio, resistance to corrosion and to adequate conductivity. As in other industrial sectors, CF physical properties have led to many advances in medical implants, health devices and/or instruments. CF medical solicitations range from dental orthodontics to medical limb prosthetic fabrication; literally from head to toe illustrative applications are found on the market (Ambrosio 2017; Iftekhar 2004; Hillock and Howard 2014; Research carbon fiber 2013). Despite this increased use of composite materials, adopted as technological solutions in various fields, it appears that problems related to manufacturing are rather the cause of a large number of parts failures and structures based on reinforced polymers. Premature failures may be due to certain defects introduced at the time of processing, factors not correctly considered in the design or the misuse of manufactured parts Rajak et al. (2019).
The objective of this work is to establish a mechanical characterization of a laminated composite material for orthopedic use made of an epoxy matrix reinforced with layers of perlon fabrics and carbon fibers.
2 Experimental Methods
2.1 Raw Materials
The raw materials of the composite used in this study are provided by the ONAAPH (Algerian National Office of Accessories and Apparatuses for Disabled Persons), located in Annaba, Algeria. The manufacturing of orthopedic prostheses is based on the combination of a generic resin, carbon fiber reinforcement and perlon which is an absorbent material. An epoxy-based clear and orthocyclic laminating resin is used to obtain thin-walled stable laminates. Such resin is characterized by satisfactory impregnation and perfect binding to reinforcing fibers which allows manufacturing components with an optimal quality and a higher structural rigidity.
The reinforcement is represented by the extremely fine carbon fiber diameter of the order of 5 to 15 μm mainly derived from carbon atoms. Several carbon fibers wrap together to form a wire of 80 to 100 carbon fibers layers. This is a form of graphite in which the sheets, formed by carbon atoms bonded into hexagonal ring, are long and thin.
Perlon is a variety of synthetic polyamide fiber which is largely used in the textile industry under trade names of Nylon or Rilsan. Such fibers have a limited usage in composite materials because of high sensitivity to humidity which may reduces its mechanical resistance by ~20% as water absorption can reach 4 to 5% by weight in normal conditions. The elongation at break is very significant as it could vary from 15 to 30%.
The association of perlon fibers (PF) with glass fibers is mainly due to (i) economic reasons as it increases the reinforcement rate at a minimal cost and (ii) combination of both perlon and glass fibers improves the composite strength and the adherence to organic resins. This condition gives better resistance to delamination, reduces the weight and protects the glass fabric. It is important to note the under traction mode perlon tissues are capable of showing a significant elongation before break. In orthopedic applications, it is a good choice because of its softness and zero allergies for humans.
2.2 Elaboration of Composite Material
The production method adopted in this study is the same as that used by the ONAAPH to manufacturing prostheses in the shop. The wooden male part of the mold is fixed on a vise and then is covered by an insulating PVA film in order to prevent the viscous resin from sticking to the wood. The reinforcements are then stacked in a given order for a selected time portion. The chosen stack configurations of this study are symmetrical: (i) (PVA-(C-C-C)-PVA) and (ii) (PVA-(C-4P-C)-PVA). The products are test specimens made of CF reinforced laminates, a perlon layer and an epoxy resin. Intentionally, perlon is stacked on the surface for both aesthetic reasons and resistance to atmospheric moisture. Reinforcements must be pulled and tightened in the direction of stacking. The set is then covered by a plastic bag (ONAAPH 2018).
2.3 Preparation of Testing Specimens
The specimens are cut from molded plates using a hardened steel disc saw. On purpose, a hole is drilled on the fat face of the specimen in order to evaluate the created damage around such heterogeneity. With and without drilled holes, the specimens are prismatic in shape, 225 mm long, 30 mm wide and 3 mm thick as shown in Fig. 1. The preparation is in accordance with both ISO 527 parts 4 and 5 and ASTM D 5083 relative to tensile tests specific to composite materials with fibrous reinforcements (ISO 527–4 (1997); ASTM D5083 (2017)). The surface sides have been milled and then polished using a special grinding machine to eliminate any cracking defects from causing detrimental delamination between layers.

Specimen preparation (a) wooden mold, (b) final composite product, (c) specimen without hole, (d) specimen with hole
2.4 Test Devices
2.4.1 Uniaxial Traction
The tests are carried out under monotonic traction mode using a Zwick/Roell/Z050 traction machine. Its maximum capacity is 50 kN and it is equipped with an automatic load–displacement data acquisition system managed by the TestXpert software. The moving crosshead speed is set at 1 mm/min. All tests are conducted to complete break at laboratory temperature.
2.4.2 SEM Observations
SEM is used to analyze surface quality and to observe the events that occurred during loading and final specimen failure. The aim is to understand the underlying failure mechanisms that governed the ruin process the composite. A possible correlation with measured mechanical properties is highly sought.
3 Results and Discussion
3.1 Stress–strain Curves
The stress–strain (σ-ε) behaviors of the 3 cases studied here are presented in Figs. 2, 3 and 4. Reproducibility is acceptable although the materials are heterogeneous because of the nature and the manufacturing process. However, the overall trend in all cases is quite similar. Figure 2 illustrates the case of composite reinforced with CF. Figures 3 (a) and (b) show the evolution of stress–strain curves for the CF/perlon/epoxy resin composite. The architecture (PVA-(C-4P-C)-PVA) is the configuration chosen for this study. From tensile tests, it is seen that stress–strain curves show a typical behavior. Mainly, an initial linear elastic zone is followed by a nonlinear portion representing a zone enduring plastic deformation and subsequently final abrupt failure. The inclination of the slopes of the linear part of these curves denotes a slight variation of tensile modules; this could be caused by geometrical and dimensional variations encountered during manufacturing and cutting processes.
In addition, the occurrence of matrix cracks well before the final rupture is at the origin of the fluctuations which appear on the σ-ε curves. The diffuse and progressive damage that takes place within the structure before total failure is mainly caused by a multi-cracking of the matrix, a mechanism of loosening and detachment of the fibers, fiber-matrix decohesions (fiber pull out) which limit or prevent the stress continuity between the broken fibers and the unbroken fibers as well as individual breaks in the fibers that are estimated as minor in this case. The breakage is reached at the maximum value of the load. Just after and quite abruptly the load drops indicating the saturation of the phenomenon of multi-cracking and the rupture of the specimen (Berthelot and Lecorre 2001; Fantozzi 1990).
The damaged part is relative to the rupture of both the matrix and the reinforcements. Crack propagation is in the form of a composite tearing. Substantially, during the test, the mechanism operates with frequent change in the direction of the tear. The orientation of this tear probably follows the path of the fabric nodes as well as the matrix fiber interface. The dominant mechanism of damage remains transverse cracking (Berthelot 2012; Rajak et al. 2019; Berthelot and Lecorre 2001; Fantozzi 1990).

Stress–strain curves for carbon/epoxy specimens

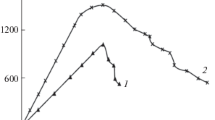
Stress–strain curves for carbon/perlon/epoxy specimens: (a) Plain (no hole), (b) With central hole.
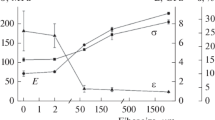
Table 1 recapitulates several mechanical properties deduced from Figs. 2, 3 and 4. Four important mechanical parameters are presented, namely, the elastic modulus, the stress at flow, the stress at break and finally the strain at break on test pieces of different sections. It is observed that the material composed solely of carbon reinforcement has clearly superior mechanical properties. For instance, the elastic modulus is of the order of 1365 MPa and the flow stress is around 248 MPa in the composite consisting solely of carbon, while these two properties have decreased to 626 MPa and 57 MPa in the composite made of a mixture of carbon and perlon respectively. These properties show that the carbon-reinforced composites are more resistant. It is seen that the introduction of perlon lowered the mechanical properties. The mechanical properties of test specimens without holes are significantly better than those with a hole (1). We found an elastic modulus E close to 680 MPa, the stress at the plastic flow threshold σy close to 55 MPa, the tensile stress σf is close to 50 MPa and finally the deformation at break εf is 8%. The introduction of the hole is supposed to simulate the case of setting screw to assemble different pieces or give an idea about damage growth close or around such discontinuity.
The obtained results are compared with literature experimental data from literature with different matrix reinforcements intended for prosthetic sockets (Table 2), (Kahtan et al. 2014; Walke and Pandure 2017; Abbas 2018; Achouri and Redjel 2014).
In Prosthetic Socket (basis: PMMA matrix/reinforcement).
3.1.1 Fracture Surface Analysis
Electron microscopy allowed visualizing closely the various damage phenomena after final specimen failure. Figures 4a, 4b, 4c, and 4d highlight the effects of traction on the carbon/perlon/epoxy composite material. These events are manifested by documented damage mechanisms, namely: (i) matrix cracking, (ii) interlaminar delamination, (iii) decohesion and finally (iv) fiber breakage.
For matrix cracking, damage takes place first and propagates until the end of matrix extension giving localized cracks, which over time form a front in a preferred direction and the contribute to interlaminar delamination (Fig. 4a). On the other hand, interlaminar delamination consists of material cracking at interfaces (Fig. 4b). It usually contributes to the degradation of the composite by creating voids (pockets) between the different strata capable of storing moisture that can leach the resin reducing the life of the material.
Also, during molding, the resin usually binds to the fibers more or less depending on the nature of the sizing resin used on the fibers in manufacturing process. In tension, the resin and the fibers do not stretch in the same way, which creates internal stresses between the resin and the fibers. Such stresses contribute to the decohesion mechanism, which weakens both the resin and the fibers and ultimately hands up by fiber failure (Fig. 4c). Even though they are strong, fibers undergo breakage for high loads. This is the critical part of damage as it appears just before composite material degradation (Fig. 4d). Weakened by the cracking of the matrix, delamination and decohesion, the fibers undergo the direct effects of traction and start to break in collapse, presaging the end of the material’s life.

SEM observations of the carbon/perlon/epoxy composite: (a) matrix failure (b) delamination (c) decohesion (d) fiber failure
4 Conclusion
This experimental work on tensile fracture of carbon/perlon/epoxy reinforced orthopedic laminates allowed to measure some important mechanical properties and to identify accompanying damage mechanisms at ultimate failure. As predicted, the fracture phenomenon is influenced by the heterogeneous nature of the composite structure which induces random damage phenomena and some dispersion of the mechanical properties. Some specific conclusions can be drawn:
-
1.
The measured mechanical characteristics are characterized by some dispersion. This is mostly true for stress components (E, σy and εf). This is mainly due to the heterogeneity of the material as well as the presence of defects within the volume of the specimen because of manufacturing processes (production and cutting).
-
2.
The addition of perlon layer lowered the mechanical properties; for instance, E is decreased by 54%. The properties remain largely acceptable for an orthopedic prosthesis.
-
3.
The introduction of a physical discontinuity (i.e. a circular hole) within the composite led to a slightly lower rigidity but the decreases in other properties is much important. It indicates that the designer ought to define the less critical location for any assembling perforation or creating a discontinuity in the whole prosthesis structure to reduce stress concentration points and induced damage zones.
-
4.
Electron microscopy allowed indentifying the various damage mechanisms which may be encountered in such material. Indeed, at least 4 mechanisms have been observed to occur during the loading until failure of a carbon/perlon/epoxy composite material (matrix cracking, interlaminar delamination, decohesion and fiber breakage).
Table 1. Mechanical properties of Carbon/Perlon/Epoxy composite. Table 2. Properties comparison of some composite material used in prosthetic socket (basis: PMMA matrix/reinforcement).
Abbreviations
- CF::
-
Carbon fiber
- GF::
-
Glass fiber
- PF::
-
Perlon fiber
- TP::
-
Themoplastic resin
- TS::
-
Thermosetting resin
- ONAAPH::
-
National Office of Accessories and Apparatuses for Disabled Persons
- PVA::
-
polyvinyl alcohol (film)
- E::
-
Elastic modulus (MPa)
- σy::
-
Yield stress (MPa)
- σf::
-
Failure stress (MPa)
- εf::
-
Failure strain (%)
References
Ambrosio, L.: Biomedical Composites, 2nd edn., p. 616. Elsevier Woodhead Publishing, Cambridge (2017)
Berthelot, J.M.: Matériaux Composites: Comportement Mécanique et Analyse des structures, 5ème Lavoisier, Paris (2012)
Rajak, D.K., Pagar, D.D., Menezes, P.L., Linul, E.: Fiber-reinforced polymer composites: manufacturing, properties, and applications. Polymers 11(10), 1667 (2019). https://doi.org/10.3390/polym11101667
Plummer, C.J.G., Bourban, P.-E., Månson, J.-A.E.: Polymer matrix composites: matrices and processing. In: Encyclopedia of Materials: Science and Technology, pp. 7388–7396 (2001). https://doi.org/10.1016/B978-0-12-803581-8.02386-9
Iftekhar, A.: Biomedical composites. In: Standard Handbook of Biomedical Engineering and design, Downloaded from Digital Engineering Library. McGraw-Hill (2004). www.digitalengineeringlibrary.com
Composites Market by Fiber Type (Glass Fiber Composites, Carbon Fiber Composites, Natural Fiber Composites), Resin Type (Thermoset Composites, Thermoplastic Composites), Manufacturing Process, End-use Industry and Region, Global Forecast to 2020–2024. https://www.marketsandmarkets.com/Market-Reports/composite-market-200051282.html
Lionel Gendre, L.: Matériaux composites et structures composites. https://eduscol.education.fr/sti/si-ens-cachan/. Reviewed October 2019
Hillock, R., Howard, S.: Utility of carbon fiber implants in orthopedic surgery: literature review, JISRF Reconstructive Rev. 4(1), 23–32
https://www.utsi.edu/research/carbonfiber/CF.htm. Reviewed 12 Aug 2013
ONAAPH Manufacturing protocol. Reviewed 2018
ISO 527–4: Plastiques — Détermination des propriétés en traction — Partie 4: Conditions d'essai pour les composites plastiques renforcés de fibres isotropes et orthotropes (1997)
ASTM D5083: Standard Test Method for Tensile Properties of Reinforced Thermosetting Plastics Using Straight-Sided Specimens (2017)
Berthelot, J.M., Lecorre, J.F.: Fissuration transverse et délaminage dans les stratifiés croisés essais monotones et essais de fatigue, XVe Congrès français de mécanique, Nancy (2001)
Fantozzi, G.: Rupture des matériaux : 1ère et 2ème parties, recueil, Département Génie physique des Matériaux et Génie Mécanique Développement, 5ème année, p. 447. INSA Lyon, France (1990)
Kahtan Al-Khazraji, K., Kadhim, J., Sahbah Ahmed, P.: Effect of reinforcement material on fatigue characteristics of trans-tibial prosthetic socket with PMMA matrix. In: The 4th International Scientific Conference of Salahaddin University-Su Erbil, Kurdistan, 18–20 October 2011
Walke, K.M., Pandure, P.S.: Mechanical properties of materials used for prosthetic foot: a review. IOSR J. Mech. Civil Eng. (IOSR-JMCE) (2017). e-ISSN: 2278–1684, p-ISSN: 2320–334X 61–65
Abbas, S.M.: Effects of composite material layers on the mechanical properties for partial foot prosthetic socket. Al-Nahrain J. Eng. Sci. (NJES) 21(2), 253–258 (2018)
Achouri, S., Redjel, B.: Experimental study and probabilistic analysis of the tensile fracture behavior of glass-perlon-acrylic reinforced composites for orthopedic use. Rev. Sci. Technol. Synthèse 29(59), 76 (2014)
Acknowledgements
The authors wish to express their gratitude towards the ONAAPH technicians of Annaba (Algeria) for raw material supply, facility operations, and fruitful discussions. Parts of this work are conducted within 2 PRFU projects authorized by the DGRSDT of the Algerian Ministry of Higher Education and Scientific Research. https://www.univ-annaba.dz
Project code: A11N01UN230120190010, “Contribution à l’étude du comportement d’un matériau composite à base de fibres de carbone pour la réalisation de prothèses orthopédiques”.
Project code: A11N01UN230120190008 “Etude du comportement mécanique et de la durée de vie restante des tubes en PE soumis aux conditions de l’exploitation et de l’environnement”.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Alimi, L. et al. (2020). Mechanical Strength Analysis and Damage Appraisal in Carbon/Perlon/Epoxy Composite for Orthopedic Prostheses. In: Safi, B., Daoui, A., Mechakra, H., Ghernouti, Y. (eds) Proceedings of the 4th International Symposium on Materials and Sustainable Development. ISMSD 2019. Springer, Cham. https://doi.org/10.1007/978-3-030-43211-9_3
Download citation
DOI: https://doi.org/10.1007/978-3-030-43211-9_3
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-43210-2
Online ISBN: 978-3-030-43211-9
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)