
Abstract
Cellulose nanocrystals extracted from different biomass resources have a great potential as a reinforcing agent in nanocomposite materials owing to the excellent mechanical properties and environmental sustainability. The superior properties of cellulose nanocrystals in the different polymer matrix is stifled by the non-uniform dispersion through the polymer matrix. The main approaches for the production of cellulose nanocrystals materials are improving the dispersion quality of cellulose nanocrystals in the polymer matrix with different hydrophilicities. The application of different chemical-oriented surface modification methods has been extensively reported. However, still, the need for developing new manufacturing process capable of scaling up has motivated the academia to find out innovative mechanical techniques. In this chapter, the discussion is focused on the advances of the emerging ideas about nanocellulose materials manufacturing process with a main focus on the mechanical properties of the final product.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
The growing concern regarding the impact of petroleum-based polymers on the environment and the development of biopolymers call for a transition from petroleum-based polymers to sustainable biopolymers. However, such a transition possess a substantial challenge for scientists and industries, requiring innovative materials and the applicable methods for improving the potential application of new materials.
Among all different types of biopolymers, cellulose is one of the most abundant organic compound available on the earth and it is the primary structural component of the cell wall of various plants, many forms of algae and the oomycetes. It is also present in different species of fungi, bacteria, and some sea animals such as tunicates [1]. Cellulose crystallites contain highly ordered, crystalline portions along with some disordered (amorphous) domains [2]; crystallinity index of the celluloses indicates the ratio between the area of the crystalline regions and the total area. Cellulose can be transformed into micro or nano-scale products with different shape and crystallinity using different methods such as acid hydrolysis, combined with mechanical shearing and enzymatic hydrolysis [3,4,5,6,7]. During the process, the amorphous or disordered regions of cellulose are hydrolyzed, and the crystalline regions with higher resistance to acid attack remain intact [8,9,10]. The resulting crystalline segments with the dimensions of nanometer is called nanocellulose (NC); generally, the family of NC can be classified as cellulose nanocrystals (CNCs), cellulose nanofiber (CNF), and cellulose nanowhisker (CNW) [11].
In general, CNCs with a strength over 10 GPa and the elastic modulus of 150 GPa [12] has attracted wide attention as a reinforcing agent and have been employed in the nanocomposite, soft-tissue replacement, and food packaging industry for several decades [7, 13, 14]. The specific structure of CNCs contains several free hydroxyl groups on the surface (Fig. 1). The strong hydrophilic character of CNCs due to the presence of free hydroxyl groups on the surface of CNCs restricts the application of different solvents processing as the medium for solution blending [15].

Schematic representation of a cellulose molecule
The hydroxyl group located at C6 is primary alcohol and at C2 and C3 are secondary alcohols. It has been reported that the hydroxyl group located at 6 positions has reactivity ten times higher than the other hydroxyl group [16]. The high reactivity of the hydroxyl groups to form hydrogen bonds strongly influence the overall properties of cellulose such as the reactivity of the hydroxyl groups, hierarchical organization, crystallinity, and limited solubility in most solvents [17, 18].
There are plenty of studied highlighting the optimum characteristics of CNCs as reinforcing agent. It is reported that the homogeneous dispersion of CNCs within the polymeric matrix is an essential step for achieving the superior properties of CNCs in composite materials [19, 20]. In addition, the dispersion of CNCs into the hydrophobic polymer with water-insoluble nature is a big issue. Therefore, several techniques have been experimented to decrease the affinity for moisture of the CNCs and improve the compatibility with a nonpolar polymer. The presence of hydroxyl groups on the surface of CNCs provides an opportunity for application of different surface modification techniques to alter the hydrophilicity and improve the compatibility with different nonpolar polymer matrices [21, 22]. Much research has been devoted to moderate the hydrophilicity of cellulose nanocrystals using physical and chemical modifications [23].
The application of different chemical-oriented surface modification methods is the most common method to alter the hydrophobicity nature of CNCs and enhance the compatibility between CNCs and nonpolar polymer. However, the need for developing new manufacturing processes capable of scaling up motivated the academia to find out innovative processing techniques. In the literature, two innovative manufacturing processes can be found: the application of liquid feeding and the application of masterbatch approach. This chapter contains contributions to the field of cellulose nanocomposites in the area of mechanical processing reporting new advances of the emerging ideas about manufacturing processes, which mainly focus on the achieved mechanical improvement.
2 Liquid Feeding
The application of extruder to shape thermoplastic materials dates back to 1935 when the first extruder machine was built by Paul Troester [24]. Since then, it has become the most broadly used processing technique through the development of different types of extruders capable of serving in different fields. The dramatic growth in plastic processing industry makes it essential to feed solid and liquid phases into extruders. In solid feeding extruders, the forces generated from rotating the screw and the stationary barrel move the materials down in the screw channel. In Liquid feeding extruders, the liquid can be fed into an extruder through a liquid injection nozzle.
It is reported that the drying process of cellulose nanocrystals results in the formation of irreversible aggregates which cannot be re-dispersed through an extrusion process. The application of liquid feeding seems to be a possible option to limit the formation of cellulose nanocrystal agglomerates. The incorporation of liquid and solid phase in an extruder could be difficult and the liquid feed rate, as well as liquid temperature, need to be monitored carefully, since the liquid temperature can strongly influence the viscosity and the change in liquid viscosity can result in pellet slippage on the barrel wall and consequently form undesirable product [25].
The first report of liquid feeding application of cellulose nanofillers into a polymer was by Oksman [26]. The extrusion process was implemented using an extruder equipped with a peridtalic peristaltic pump which controlled the liquid feeding rate. Two different feeding methods were used: the dry materials were fed into the extruder from a top mounted hopper into the barrel taking advantage from gravimetric feeding and the aqueous cellulose nanowhisker suspension was fed into the extruder using a vacuum pump to ensure the constant liquid feeding rate. In the extrusion process, the existing solvent in the liquid phase was removed by atmospheric venting (Zones 7 and 8) as well as vacuum venting (zone 10) (Fig. 2).

Schematic image of extrusion process with liquid feeding [26]
The elaboration of achieving uniformly dispersed cellulose nanowhisker in this work resulted in the generation of the high amount of solvent vapour during the extrusion process. TEM analysis of the composite samples exhibited partly dispersed cellulose nanowhisker into the matrix as well as thermal degradation of cellulose nanowhisker [26].
In another work similar to cellulose nanowhisker liquid feeding, cellulose nanofibers were fed into PLA in a liquid phase. The high viscosity of cellulose nanofiber suspension reduced the uniform dispersion thorough composite samples [27]. The need for a specific extruder capable of feeding liquid and dry matter was reported as an essential need for incorporating liquid cellulose nanofiber into the polymer matrix.
3 Masterbatch Approach
The incorporation of cellulose nanocrystals into the different polymer matrix in a step-wise manner is one of the most commonly used preprocessing techniques in nanocomposites preparation. It is reported that the application of masterbatch can maximize the dispersion of cellulose nanocrystals in a polymer matrix, however, the time-consuming nature is the main weakness of the masterbatch approach [28, 29]. In masterbatch approach, a selective polymer is employed as a carrier for cellulose nanocrystals. The polymer can be either the same or different than the host polymer in the nanocomposite [30,31,32,33,34]. The highly concentrated masterbatches can be diluted in the extrusion process by adding polymer using the let-down ratio or mixing ratio (CNCs: polymer, generally between 1:14 and 1:20). The let-down ratio is of paramount importance since high mixing ratio might limit the uniform dispersion of CNCs in the polymer matrix [35]. Solvent casting and spin-coating are two methods employed in preparing CNCs masterbatches in literature.
3.1 Solvent Casting
Solvent casting has a widespread use in different applications owing to its simplicity and low-cost processing [36,37,38,39]. Solvent casting technique contains solubilization, casting, and solvent evaporation steps [40,41,42,43,44,45]. In solvent casting method, a polymer melt or polymer solution is applied on a flat surface, the solvent is then evaporated leaving a solid film. The evaporation rate of the solvent depends on the boiling point of the solvent, the viscosity of the solution, the pressure and the ambient temperature [46]. The rheological properties of the polymeric solution are of huge importance since the film thickness and the roughness of the film depends on the viscosity of the solution.
The solvent casting is a century-old method for nanocomposite films production [47,48,49] and is the most common method for preparing highly concentrated masterbatches. The application of solvent casting in composites manufacturing was reported for the first time by Favier et al. [50]. In that study, a tunicin-based nanocrystal in a latex matrix of poly(styrene-co-butyl acrylate) was studied and the competitive mechanical properties in corresponding composites confirmed the capability of solvent casting technique in composite films preparation. The preparation of thin films with uniform thickness, maximum optical clarity, and low haze were some advantages reported for solvent casting technology [51,52,53]. In general, the literature regarding the preparation of cellulose nanoparticles masterbatches involves the solvent casting as the main technique [20, 30, 54].
In solvent casting method, a polymer is first dissolved in a selective solvent either at room temperature or at elevated temperatures [55, 56]. The nanocelluloses are dispersed in either same or different solvent separately. The application of sonication and homogenization techniques can be used to increase the dispersion of nanoparticles through the solvent prior to the addition to the polymer solution [57]. The solution of polymer and CNCs suspension are then mixed together using magnetic stirrer and then poured into a flat-bottomed glass Petri-dishes and the solvent is evaporated and consolidate the films (Fig. 3).

Schematic depicting of solvent casting method
3.1.1 Formation of Aggregates in Masterbatch Films
The morphology of thin film masterbatches generally affects the mechanical properties of final composites since the high concentration of CNCs in masterbatches tends to form CNCs’ aggregates [35]. The time-intensive drying process in solvent casting method can intensify the formation of micro-sized cellulose aggregates in the masterbatch. The slow evaporation rate in solvent casting permits solvent molecules to exclude the nanoparticles and pushing them into closer proximity and leading to the formation of unavoidable CNC aggregates [35, 58]. In a recently published work, the formation of CNC aggregates in the masterbatch films was explored. In the aforementioned work, chloroform was used as the solvent and the percentage of CNCs in masterbatch films was 15% and the ultimate thickness was kept constant at 1.12 mm. Figure 4 illustrated the SEM image from a cross-section of the masterbatch.

Cross-sectional SEM image of solvent cast masterbatch film [35]
The formation of permanent CNC aggregates with relatively large effective size suggested strong aggregation in solvent cast masterbatches. It was reported that CNC aggregates formed during masterbatch preparation are difficult to separate during the extrusion process and those aggregates might result in poor adhesion between cellulose nanocrystals and polymer matrix [59].
3.2 Spin-Coating
Spin-coating is a common method employed to prepare thin films with thickness in the order of micrometre to nanometers. In this method, a liquid is deposited on a substrate, which can either be static or rotate at a specific angular velocity [60,61,62]. The deposited liquid generally consists of volatile solvents and non-volatile solute, and the non-volatile solute forms a thin film after solvent evaporation. Spin-coating involves four consecutive stages: deposition, spin-up, spin-off, and evaporation with some overlap in spin-off and evaporation steps [63]. During spin-off state, a film of liquid tends to spread with a uniform thickness, and after reaching a uniform thickness it tends to remain the uniform thickness. This behaviour suggests that mixture viscosity does not depend on shear and it would be constant throughout the substrate [64]. The equilibrium between centrifugal force generated from rotating substrate and the hydrodynamic (viscous) force evolving from the viscosity of mixture governs the efficiency of the formation of thin films with desirable thickness [35, 65]. In another word, the solution viscosity and the spinning speed mainly influence the film forming procedure. In general, the uniformity of thin film depends on the spinning speed, the concentration of mixture, and the volatility of the solvent [66]. The desired film thickness can be achieved by adjusting the spinning time and speed [67].
The most common application of spin-coating method is in the field of microelectronic thin films preparation. This method was first used by Emil et al., who studied the thin film formation of Newtonian fluid on a rotating substrate [68]. The application of this method in polymer films has been investigated in several theoretical and experimental studies [65, 69, 70].
A recently published work introduced an efficient spin-coating method for masterbatch preparation [35]. In this study, thin films with the thickness of the order of micrometres were spread evenly over the glass substrate using a combination of centrifugal force and the surface tension of the solution (Fig. 5).

Schematic illustration of the spin-coating method and four consecutive stages of the spin-coating method
In this work, the PLA-CNCs mixture was loaded in a syringe and injected through a needle (diameter = 500 μm) onto the centre of the rotating glass substrate with 100 mm diameter. The solvent evaporates simultaneously as the solution is applied to the substrate [62]. The spinning speed was kept constant at 400 rpm. The PLA-CNC mixture was loaded onto the centre of rotating substrate for 180 s.
3.2.1 Formation of Aggregates in Masterbatch Films
The volatile solvents used in spin-coating technique with a high evaporation rate can influence the formation of CNC aggregates through the polymer matrix. In fact, the high evaporation rate and low vaporizing time of the solvent from thin films in spin-coating method limit the movement of CNCs through the matrix and inhibits their assembly into micro-sized aggregates [35]. In fact, the rapid increase in the viscosity of solution as a result of the high evaporation rate of solvent kinetically traps the CNCs in the polymer matrix and hinder their movement for making more CNCs bundles. In the spin- coating method, thin film masterbatches are effectively dried out during spinning step. It is reported that in the spin-coating process as the solution is injected onto rotating substrate, the solvent evaporates and this, in turn, results in trapping the individual cellulose nanocrystals from forming big aggregates (Fig. 6).

Cross-sectional SEM image of solvent cast masterbatch film [35]
The SEM micrograph of the free surface of spin-coated masterbatch exhibits that the high evaporation rate results in the formation of widespread voids on the free surface of masterbatches (Fig. 7).

The presence of voids on cross-sectional SEM image of spin-coat masterbatch film
3.3 Variation of Aggregates in Masterbatch Along the Cross-Sectional Thickness
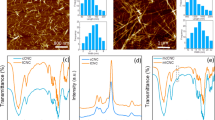
The CNCs concentration and the formation of CNC aggregate through the thickness of the thin film masterbatches are shown in Fig. 8 (CNCs aggregates are pointed by arrow). In the solvent cast masterbatch, since the solvent evaporation occurs at a relatively low rate from the free surface of the film, the concentration of CNCs varies vertically along with the thickness of the thin film and the highest solute concentration happens close to the free surface. The increasing CNCs concentration can lead to the formation of CNC aggregates (Fig. 5a), however, in the spin-coated masterbatch, the CNC aggregates with perpendicular orientation with respect to the film thickness are scattered throughout the masterbatch thickness (Fig. 5b). These observations confirm the lower CNCs mobility in the spin-coated masterbatch as a result of the high evaporation rate of the solvent as well as the centrifugal force generated from rotating substrate [35].

The comparison of CNCs aggregates formation in the masterbatches: a solvent cast, b spin-coated
4 Conclusion
The potential of nanocellulose to improve material properties has been widely accepted, however, application of nanocellulose in commercial polymer products has been lacking. One of the main hurdles is a uniform dispersion of nanocellulose material through polymer matrices. This review shows clearly that besides surface modification treatment, the application of mechanical pre-processing techniques has a great potential for improving the dispersion of nanocellulose through polymer matrices. This, in turn, results in higher compatibility between the polymer matrix and cellulose nanocrystals. The different techniques discussed in this chapter demonstrated an improvement in the performance characteristics of corresponding nanocomposites. All these techniques are expected to widen the domain of different mechanical pre-processing techniques for using nanocellulose materials.
References
Klemm D, Heublein B, Fink HP, Bohn A (2005) Cellulose: fascinating biopolymer and sustainable raw material. Angew Chem Int Ed 44(22):3358–3393
Akhlaghi SP, Berry RC, Tam KC (2013) Surface modification of cellulose nanocrystal with chitosan oligosaccharide for drug delivery applications. Cellulose 20(4):1747–1764
Gozdecki C, Wilczyn A (2015) Effects of wood particle size and test specimen size on mechanical and water resistance properties of injected wood–high density polyethylene composite. Wood Fiber Sci 47(4):365–374
Siqueira G, Tapin-Lingua S, Bras J, da Silva Perez D, Dufresne A (2010) Morphological investigation of nanoparticles obtained from combined mechanical shearing, and enzymatic and acid hydrolysis of sisal fibers. Cellulose 17(6):1147–1158
Wang Q, Zhao X, Zhu J (2014) Kinetics of strong acid hydrolysis of a bleached kraft pulp for producing cellulose nanocrystals (CNCs). Ind Eng Chem Res 53(27):11007–11014
Filson PB, Dawson-Andoh BE, Schwegler-Berry D (2009) Enzymatic-mediated production of cellulose nanocrystals from recycled pulp. Green Chem 11(11):1808–1814
Ahola S, Turon X, Osterberg M, Laine J, Rojas O (2008) Enzymatic hydrolysis of native cellulose nanofibrils and other cellulose model films: effect of surface structure. Langmuir 24(20):11592–11599
Angles MN, Dufresne A (2001) Plasticized starch/tunicin whiskers nanocomposite materials. 2. Mechanical behavior. Macromolecules 34(9):2921–2931
Turbak AF, Snyder FW, Sandberg KR (1983) Microfibrillated cellulose, a new cellulose product: properties, uses, and commercial potential. J Appl Polym Sci: Appl Polym Symp (United States), vol 37, No. CONF-8205234-Vol. 2. ITT Rayonier Inc., Shelton, WA
Dong XM, Revol J-F, Gray DG (1998) Effect of microcrystallite preparation conditions on the formation of colloid crystals of cellulose. Cellulose 5(1):19–32
Hindi SS (2017) Differentiation and synonyms standardization of amorphous and crystalline cellulosic products. Nanosci Nanotechnol 4(3):73–85
Iwamoto S, Kai W, Isogai A, Iwata T (2009) Elastic modulus of single cellulose microfibrils from tunicate measured by atomic force microscopy. Biomacromol 10(9):2571–2576
Miao C, Hamad WY (2013) Cellulose reinforced polymer composites and nanocomposites: a critical review. Cellulose 20(5):2221–2262
Abitbol T, Rivkin A, Cao Y, Nevo Y, Abraham E, Ben-Shalom T, Lapidot S, Shoseyov O (2016) Nanocellulose, a tiny fiber with huge applications. Curr Opin Biotechnol 39:76–88
Nagalakshmaiah M (2016) Melt processing of cellulose nanocrystals: thermal, mechanical and rheological properties of polymer nanocomposites. Grenoble Alpes
Hebeish A, Guthrie J (2012) The chemistry and technology of cellulosic copolymers, vol 4. Springer Science & Business Media
Habibi Y, Lucia LA, Rojas OJ (2010) Cellulose nanocrystals: chemistry, self-assembly, and applications. Chem Rev 110(6):3479–3500
Popa V (2011) Polysaccharides in medicinal and pharmaceutical applications. Smithers Rapra
Sokolova Y, Shubanov S, Kandyrin L, Kalugina E (2009) Polymer nanocomposites and their structure and properties. A review. Plast Massy 3:18–23
Shojaeiarani J, Bajwa DS, Stark NM (2018) Green esterification: A new approach to improve thermal and mechanical properties of poly(lactic acid) composites reinforced by cellulose nanocrystals. J Appl Polym Sci
Eyley S, Thielemans W (2014) Surface modification of cellulose nanocrystals. Nanoscale 6(14):7764–7779
Lucia LA, Rojas O (2009) The nanoscience and technology of renewable biomaterials. Wiley
Thakur VK (2014) Nanocellulose polymer nanocomposites: fundamentals and applications. Wiley
Rauwendaal C (2014) Polymer extrusion: Carl Hanser Verlag GmbH Co KG
Giles Jr HF, Mount III EM, Wagner Jr JR (2004) Extrusion: the definitive processing guide and handbook. William Andrew
Oksman K, Mathew AP, Bondeson D, Kvien I (2006) Manufacturing process of cellulose whiskers/polylactic acid nanocomposites. Compos sci technol 66(15):2776–2784
Herrera N, Mathew AP, Oksman K (2015) Plasticized polylactic acid/cellulose nanocomposites prepared using melt-extrusion and liquid feeding: mechanical, thermal and optical properties. Compos Sci Technol 106:149–155
Pracella M, Haque MM-U, Puglia D (2014) Morphology and properties tuning of PLA/cellulose nanocrystals bio-nanocomposites by means of reactive functionalization and blending with PVAc. Polymer 55(16):3720–3728
Mariano M, El Kissi N, Dufresne A (2015) Melt processing of cellulose nanocrystal reinforced polycarbonate from a masterbatch process. Eur Polym J 69:208–223
Jonoobi M, Harun J, Mathew AP, Oksman K (2010) Mechanical properties of cellulose nanofiber (CNF) reinforced polylactic acid (PLA) prepared by twin screw extrusion. Compos Sci Technol 70(12):1742–1747
Gong G, Mathew AP, Oksman K (2011) Toughening effect of cellulose nanowhiskers on polyvinyl acetate: fracture toughness and viscoelastic analysis. Polym Compos 32(10):1492–1498
Corrêa AC, de Morais Teixeira E, Carmona VB, Teodoro KBR, Ribeiro C, Mattoso LHC, Marconcini JM (2014) Obtaining nanocomposites of polyamide 6 and cellulose whiskers via extrusion and injection molding. Cellulose 21(1):311–322
Lee S-H, Teramoto Y, Endo T (2011) Cellulose nanofiber-reinforced polycaprolactone/polypropylene hybrid nanocomposite. Compos A Appl Sci Manuf 42(2):151–156
Yang W, Fortunati E, Dominici F, Giovanale G, Mazzaglia A, Balestra G, Kenny J, Puglia D (2016) Synergic effect of cellulose and lignin nanostructures in PLA based systems for food antibacterial packaging. Eur Polymer J 79:1–12
Shojaeiarani J, Bajwa D, Stark N (2018) Spin-coating: a new approach for improving dispersion of cellulose nanocrytals and mechanical properties of poly(lactic acid) composites. Carbohyd polym
Rezakazemi M, Sadrzadeh M, Mohammadi T, Matsuura T (2017) Methods for the preparation of organic-inorganic nanocomposite polymer electrolyte membranes for fuel cells. In: Inamuddin D, Mohammad A, Asiri AM (eds) Organic-inorganic composite polymer electrolyte membranes. Springer International Publishing, Cham, pp 311–325
Rezakazemi M, Ebadi Amooghin A, Montazer-Rahmati MM, Ismail AF, Matsuura T (2014) State-of-the-art membrane based CO2 separation using mixed matrix membranes (MMMs): an overview on current status and future directions. Prog Polym Sci 39(5):817–861
Baheri B, Shahverdi M, Rezakazemi M, Motaee E, Mohammadi T (2014) Performance of PVA/NaA mixed matrix membrane for removal of water from Ethylene Glycol solutions by pervaporation. Chem Eng Commun 202(3):316–321
Shahverdi M, Baheri B, Rezakazemi M, Motaee E, Mohammadi T (2013) Pervaporation study of ethylene glycol dehydration through synthesized (PVA-4A)/polypropylene mixed matrix composite membranes. Polym Eng Sci 53(7):1487–1493
Dashti A, Harami HR, Rezakazemi M (2018) Accurate prediction of solubility of gases within H2-selective nanocomposite membranes using committee machine intelligent system. Int J Hydrogen Energy 43(13):6614–6624
Rezakazemi M, Dashti A, Asghari M, Shirazian S (2017) H2—selective mixed matrix membranes modeling using ANFIS, PSO-ANFIS. GA-ANFIS. Int J Hydrogen Energy 42(22):15211–15225
Rostamizadeh M, Rezakazemi M, Shahidi K, Mohammadi T (2013) Gas permeation through H2-selective mixed matrix membranes: experimental and neural network modeling. Int J Hydrogen Energy 38(2):1128–1135
Rezakazemi M, Mohammadi T (2013) Gas sorption in H2-selective mixed matrix membranes: experimental and neural network modeling. Int J Hydrogen Energy 38(32):14035–14041
Rezakazemi M, Shahidi K, Mohammadi T (2012) Sorption properties of hydrogen-selective PDMS/zeolite 4A mixed matrix membrane. Int J Hydrogen Energy 37(22):17275–17284
Rezakazemi M, Shahidi K, Mohammadi T (2012) Hydrogen separation and purification using crosslinkable PDMS/zeolite A nanoparticles mixed matrix membranes. Int J Hydrogen Energy 37(19):14576–14589
Chinaglia DL, Gregorio R, Stefanello JC, Pisani Altafim RA, Wirges W, Wang F, Gerhard R (2010) Influence of the solvent evaporation rate on the crystalline phases of solution-cast poly (vinylidene fluoride) films. J Appl Polym Sci 116(2):785–791
Rezakazemi M, Vatani A, Mohammadi T (2016) Synthesis and gas transport properties of crosslinked poly(dimethylsiloxane) nanocomposite membranes using octatrimethylsiloxy POSS nanoparticles. J Nat Gas Sci Eng 30:10–18
Rezakazemi M, Vatani A, Mohammadi T (2015) Synergistic interactions between POSS and fumed silica and their effect on the properties of crosslinked PDMS nanocomposite membranes. RSC Adv 5(100):82460–82470
Farno E, Rezakazemi M, Mohammadi T, Kasiri N (2014) Ternary gas permeation through synthesized pdms membranes: experimental and CFD simulation basedon sorption-dependent system using neural network model. Polym Eng Sci 54(1):215–226
Favier V, Canova G, Cavaillé J, Chanzy H, Dufresne A, Gauthier C (1995) Nanocomposite materials from latex and cellulose whiskers. Polym Adv Technol 6(5):351–355
Siemann U (2005) Solvent cast technology—A versatile tool for thin film production. In: Scattering methods and the properties of polym mater, pp 307–316
Anbukarasu P, Sauvageau D, Elias A (2015) Tuning the properties of polyhydroxybutyrate films using acetic acid via solvent casting. Sci Rep 5:17884
Hsu S-T, Yao YL (2014) Effect of film formation method and annealing on morphology and crystal structure of Poly (l-Lactic Acid) films. J Manuf Sci Eng 136(2):021006
Jonoobi M, Mathew AP, Abdi MM, Makinejad MD, Oksman K (2012) A comparison of modified and unmodified cellulose nanofiber reinforced polylactic acid (PLA) prepared by twin screw extrusion. J Polym Environ 20(4):991–997
Rezakazemi M, Sadrzadeh M, Matsuura T (2018) Thermally stable polymers for advanced high-performance gas separation membranes. Progr Energy Combust Sci 66:1–41
Sadeghi A, Nazem H, Rezakazemi M, Shirazian S (2018) Predictive construction of phase diagram of ternary solutions containing polymer/solvent/nonsolvent using modified Flory-Huggins model. J Mol Liq 263:282–287
Dufresne A (2013) Nanocellulose: a new ageless bionanomaterial. Mater Today 16(6):220–227
Bruckner JR, Kuhnhold A, Honorato-Rios C, Schilling T, Lagerwall JP (2016) Enhancing self-assembly in cellulose nanocrystal suspensions using high-permittivity solvents. Langmuir 32(38):9854–9862
Mathew AP, Oksman K, Sain M (2005) Mechanical properties of biodegradable composites from poly lactic acid (PLA) and microcrystalline cellulose (MCC). J Appl Polym Sci 97(5):2014–2025
Mellbring O, Kihlman Øiseth S, Krozer A, Lausmaa J, Hjertberg T (2001) Spin coating and characterization of thin high-density polyethylene films. Macromolecules 34(21):7496–7503
Norrman K, Ghanbari-Siahkali A, Larsen N (2005) 6 Studies of spin-coated polymer films. Annu Rep Sect “C” (Physical Chemistry) 101:174–201
Hall DB, Underhill P, Torkelson JM (1998) Spin coating of thin and ultrathin polymer films. Polym Eng Sci 38(12):2039–2045
Syed JA, Lu H, Tang S, Meng X (2015) Enhanced corrosion protective PANI-PAA/PEI multilayer composite coatings for 316SS by spin coating technique. Appl Surf Sci 325:160–169
Brinker C, Hurd A, Schunk P, Frye G, Ashley C (1992) Review of sol-gel thin film formation. J Non-Cryst Solids 147:424–436
Danglad-Flores J, Eickelmann S, Riegler H (2018) Deposition of polymer films by spin casting: a quantitative analysis. Chem Eng Sci
Sahu N, Parija B, Panigrahi S (2009) Fundamental understanding and modeling of spin coating process: a review. Indian J Phys 83(4):493–502
Lien S-Y, Wuu D-S, Yeh W-C, Liu J-C (2006) Tri-layer antireflection coatings (SiO2/SiO2–TiO2/TiO2) for silicon solar cells using a sol–gel technique. Sol Energy Mater Sol Cells 90(16):2710–2719
Emslie AG, Bonner FT, Peck LG (1958) Flow of a viscous liquid on a rotating disk. J Appl Phys 29(5):858–862
Herrera MA, Sirviö JA, Mathew AP, Oksman K (2016) Environmental friendly and sustainable gas barrier on porous materials: nanocellulose coatings prepared using spin-and dip-coating. Mater Des 93:19–25
Zabihi F, Xie Y, Gao S, Eslamian M (2015) Morphology, conductivity, and wetting characteristics of PEDOT: PSS thin films deposited by spin and spray coating. Appl Surf Sci 338:163–177
Acknowledgements
This work is based upon works supported by the National Science Foundation, ND EPSCoR under grant No. 11A1355466.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Shojaeiarani, J., Bajwa, D.S., Hartman, K. (2019). Mechanical Techniques for Enhanced Dispersion of Cellulose Nanocrystals in Polymer Matrices. In: Inamuddin, Thomas, S., Kumar Mishra, R., Asiri, A. (eds) Sustainable Polymer Composites and Nanocomposites. Springer, Cham. https://doi.org/10.1007/978-3-030-05399-4_16
Download citation
DOI: https://doi.org/10.1007/978-3-030-05399-4_16
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-05398-7
Online ISBN: 978-3-030-05399-4
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)