
Abstract
Conventional twist drills have problems such as large axial force, severe delamination, high temperature, and serious surface quality damage when drilling Al2024-T351/Ti-6Al-4V laminated materials. The main reason is that the low cutting performance of the drill bit in the conventional drilling (CD) process requires a higher axial force, and it also makes the drill bit wear serious. In order to solve these problems, special geometric tools are usually used for drilling and ultrasonic assisted drilling is added. This paper focuses on conventional drilling (CD) and ultrasonic-assisted drilling (UAD) drilling of multipoint drilling tools. The biggest difference between UAD and CD is that it exerts a certain frequency and amplitude vibration on the drill bit, which can make the drill bit go down with periodic axial vibration. Since the drilling motion curve is microscopically a sine curve, the breaking and removal of chips are accelerated during the drilling process, which is beneficial to improve the machining accuracy. Under the ideal experimental conditions, the drilling of laminated materials was explored through a combination of experiment and simulation. Experiments show that the use of geometric tools can improve the defects caused by twist drill processing, while the use of UAD can further improve the problems of large axial force, serious delamination, high temperature and serious surface quality damage. The tool wear is reduced and the hole surface accuracy is improved.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
With the development of the manufacturing industry, composite materials are widely used in various industries. For example, a number of composite materials are used in the Boeing 787, accounting for about 57% of the main structure. The use of composite materials instead of traditional materials reduces the cost, reduces the weight and greatly reduces the energy consumption [1]. This paper studies the drilling of geometric drills in laminated materials. The research shows that changing the shape of the drill can improve the drilling ability of the drill [2]. As composite materials become more widely used, their processing and manufacturing is also particularly important. Drilling is an important process that is reported to account for 40% of material removal in aerospace manufacturing [3]. Liu et al. studied the effect of drilling parameters on the machining of laminated materials. Low feed rates can reduce the delamination of laminated materials and improve tool life [4]. Since the composite material belongs to the laminate, its special structure makes the conventional drilling process have disadvantages such as delamination and difference in aperture [5]. Drilling two layers of material is different from one layer of material, and requires higher processing technology. Drilling of laminated materials will cause problems such as burrs and delamination, which requires in-depth research on the gap and burr height [6]. Ultrasonic assistance is playing an increasingly important role in machining [7]. Tian et al. studied the relationship between the interlayer gap and the interlayer burr height, and found that the interlayer gap and the interlayer burr height were positively correlated [8]. The success of the assembly of the laminate depends on the processing quality of the hole. It is reported that 60% of the failure of the assembly is related to the hole processing [9]. Drilling is an extremely important manufacturing process for laminates, so researchers have done a lot of research on how to avoid machining defects and improve processing quality. The drilling of composite laminates is usually mechanical, and the traditional drilling methods have their limitations, which have encountered bottlenecks in the improvement of processing quality [10]. Laminated materials are divided into metal laminates and composite laminates, and laminates of composite materials have been studied by many researchers. Part of the phenomenon of composite drilling research has a guiding role in the drilling of metal laminates. In the process of drilling, some researchers have studied to improve tool life and drilling quality. It is concluded that reducing feed rate and increasing cutting speed can improve drilling quality and machining accuracy. Using diamond as coating tool is beneficial to prolong tool life [11]. Adding ultrasonic vibration during the drilling process can improve the drilling quality [12]. Traditional drilling parameter optimization research has entered the bottleneck, and many researchers have studied it from the perspective of lubrication. It is concluded that vegetable oil can replace mineral oil as the base oil for nanoparticle jet MQL milling [13]. Compared with pure nanoparticles, MoS2/CNTs hybrid nanoparticles achieve lower grinding forces, coefficient of friction, and surface roughness, as well as better ground surface [14]. Some researchers have abandoned the traditional processing method and added ultrasonic vibration to traditional drilling. The transformation of the machining method from continuous contact drilling to continuous phase contact drilling has fundamentally changed the machining characteristics. In addition to the addition of ultrasonic vibration to improve the processing characteristics, many researchers have changed the geometry of the original twist drill to improve the processing characteristics. This paper will combine these two methods to explore the drilling of laminated materials. Many researchers have conducted in-depth studies on the delamination caused by drilling of laminated materials [15]. Li et al. showed that the addition of ultrasonic assistance can reduce the drilling temperature and reduce the entry delamination in drilling CFRP/Ti6Al4V laminates compared with traditional drilling [16]. Zheng et al. showed that the addition of ultrasonic assistance in the drilling process of Al2O3/GFRP can effectively reduce the roughness of Al2O3, but cannot effectively reduce the roughness of GFRP [17].
In view of the defects in the CD of laminated materials, this paper uses a combination of experimental and simulation methods for comparative research. The finite element simulation results have high reliability and can reduce the experimental cost. The main work of this paper is as follows: firstly, the twist drill and multipoint drill are modeled, and the force model of the two tools is analyzed. Secondly, it analyzes the principle of defects caused by CD. Finally, the DEFORM-3D was used to simulate the twist drill and multipoint drill, and the results of the simulation were explored at the level of life. The thrust force, delamination factor, aperture inlet and outlet aperture, temperature and damage generated in twist drill and multipoint drilling reprocessing were analyzed and compared. Further exploration of UAD and CD experimental results.
2 Description of finite element model
Conventional twist drills have problems such as large axial force, severe material delamination, and poor surface topography when drilling laminated materials. For the above problems, multipoint drilling is used to drill the laminated material to alleviate the above problems. At the same time, the application of ultrasonic vibration in composite multipoint drilling machine is further investigation, which further settle the above problems. The main cutting edge of the multipoint drill is changed compared to the twist drill, and the main cutting edge has four circular arc grooves. From the original single cutting method to the complex cutting method, it plays a role in improving the processing quality.
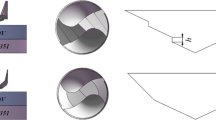
As shown in Fig. 1, ultrasonic assisted cutting has a better chip breaking ability than conventional cutting. Because the chip takes away a lot of heat energy, the cutting temperature is lower, which can reduce the wear of the tool and improve the quality of the workpiece. As shown in Fig. 2, the workpiece is subjected to the inward force during the twist drill processing, while the workpiece is subjected to the inward and outward force during the multi-point drill processing, which is conducive to reducing the deformation of the workpiece and improving the accuracy of the workpiece. F1, F2, F3, F4 represent the force received by the tool, F1’, F2’, F3’, F4’ represent the force received by the workpiece.

Cutting model a conventional drilling cutting model b Ultrasound-assisted cutting model

Illustration of the bit force distribution a Twist drill force model b Twist drilling finite element modeling (c) Multi-point drilling force model Multi-point drilling finite element modeling
The combination of experiment and finite element method can improve the efficiency of experiment and predict the result. In this paper, finite element method is used to build a laminated material drilling model to dynamically simulate traditional drilling and ultrasonic assisted drilling of laminated materials.
The workpiece Al2024-T351/Ti-6Al-4V laminate is set as a molding material and is divided into 25,000 grids according to the relative grid size. The two-layer material adds side boundary conditions, and the speed of the side surface of the workpiece on the Z axis is zero. Therefore, the workpiece cannot move during the drilling process, and contact is applied to the contact interface of the two layers of material at the beginning of drilling constraint. In this paper, the bit is set as a rigid body without considering the bit wear. Set the time step to 3000 and 0.0002 s, and the system is automatically stored once every 50 steps. Drilling in finite element simulation is traditional machining. Ultrasonic-assisted drilling requires MATLAB software to calculate the speed of each time period. The numerical values are imported into the finite element simulation to add ultrasonic-assisted vibration to ordinary drilling.
The workpiece is Al2024-T351/Ti-6Al-4V laminated material, both materials have a thickness of 0.75 mm and a tool diameter of 3.6 mm. The properties of the Al2024-T351/Ti-6Al-4V laminate are shown in Table 1. In this paper, the model is built by the finite element method for drilling. The experiment was analyzed by the feed rate and frequency of the drilling. The experimental parameters and tool shapes are shown in Tables 2 and 3. The chemical composition of the workpiece material Al2024-T351/Ti-6Al-4 V is shown in Table 4.
In the case of a given material microstructure, the plastic flow constitutive model can be expressed as:
where \(\dot{\varepsilon }\) is strain rate, \(\upvarepsilon\) is strain, and \(\mathrm{T}\) is temperature.
For the large strain, high strain rate and high temperature rise cases frequently achieved in high speed cutting process, the Johnson–Cook model is used as the material constitutive relation, which is suitable for the strain rate change in a wide range (102–106 s−1), and the temperature change is caused by the plastic deformation caused by thermal softening. Its functional relation and concrete form are respectively expressed as:
where \(\tilde{\sigma }\) \({\overline{\varepsilon }}^{pl}\) and \({\dot{\overline{\varepsilon }}}^{pl}\) represent yield stress, equivalent plastic strain and equivalent plastic strain rate, respectively; A is the initial yield stress, B is the hardening modulus, C is the coefficient dependent on the strain rate, n is the work hardening index, m is the thermal softening coefficient; \(T_{m}\), \(T_{r}\) and \(T\) are the melting point, initial reference temperature and dynamic temperature of the material, respectively.
3 Ultrasound-assisted thrust force model
In the UCD, the study of thrust is critical. Figure 3 illustration of the cutting force components on the main cutting edge. Taking the main cutting edge dl as the research object, the thrust force is explored by the dynamic feed angle. The dynamic feed angle \(\eta_{d}\) is expressed as:

Illustration of the cutting force components on the main cutting edge
The dynamic method front angle \(\gamma_{nd}\) is expressed as:
If the cutting micro blade is regarded as a small turning tool, the dynamic shear angle \(\varphi_{nd}\), the dynamic friction angle \(\lambda_{nd}\) and the dynamic chip angle \(\eta_{cd}\) can be expressed as:
The cutting force of the main cutting edge micro-element can be decomposed into dFC′, dFT′ and dFR′, where dFC′ is orthogonal to the plane formed by the main cutting edge and VC, and is perpendicular to the machined surface.
The thrust force Ft of the entire main cutting edge can be expressed as:
4 Experimental work
The AL2024-T351/Ti-6Al-4V laminate used in the drilling experiment was 100 mm × 100 mm × 3 mm each time, and the conventional drilling was performed using a twist drill having a diameter of 10 mm. Feed rate is 0.02 mm/r and rotation speed is 1000 r/min. The experiment used a three-dimensional topography measurement hardware device to measure the surface quality of the laminate material whole processing. Experimental equipment includes in situ THREE-DIMENSIONAL topography measurement precision instrument, Vientiane base, portable digital microscope, measurement bracket, high-performance small host and computer display. Measuring the pore wall with a microscope allows a clearer view of the pore wall quality for further research. As shown in Fig. 4, measuring the wall of the hole with a microscope gives a clearer understanding of the quality of the process in order to further improve the quality of the process. As shown in Fig. 5, the two-dimensional microstructure and three dimensional microstructures of the aluminum alloy and titanium alloy pore walls can be clearly observed. The defects of the traditional processing mainly become surface pits or grooves, surface scratches, surface roughness, etc., thereby reducing the fatigue life of the holes. In order to improve the defects in ordinary drilling, the following will be discussed and predicted in combination with finite element simulation.

a 3D shape measurement hardware device. b Drilling experiment system drawing and drilling machine

a Micrograph of hole machined surface of aluminum alloy b 3D micro surface morphology of aluminum alloy hole machining c Micrograph of hole machined surface of titanium alloy d 3D micro surface morphology of titanium alloy hole
5 The mechanism of damage
The degree of damage of the inner wall during material drilling affects the accuracy of the hole, and the study of the damage of the inner wall of the hole is meaningful. While drilling, the twist drill is rotating itself while feeding itself, so the machining track of drilling movement is a three-dimensional spiral. As shown in Fig. 6, the tool or workpiece clamp is affected by the working environment, and there will be irregular vibration between the tool and the workpiece, so that the cross-section of hole processing is often not a regular circular hole. As shown in Fig. 7, mainly surface pits or grooves, surface scratches, surface roughness, etc., the degree of damage and the extent of damage of the workpiece under different processing conditions can be clearly observed. The use of UAD can further reduce the damage and further reduce the damage range. In the process of axial ultrasonic vibration drilling, the drill bit and workpiece are no longer in the form of continuous cutting, but cut through the discontinuous contact between the tool and the workpiece. In this process, the size and direction of cutting speed are constantly changing with time, which makes axial ultrasonic vibration drilling achieve the drilling effect that is difficult to achieve by traditional drilling technology. Because the axial ultrasonic vibration drilling can effectively reduce the cutting force, drilling temperature and material damage in the machining process.

Transverse and longitudinal sections of the hole

Schematic diagram of damage to inner wall of drilling hole for laminated materials
Figure 8 is a graph showing the damage of the inner wall of the laminated drilling material under the conditions of a rotation speed of 50 m/min and a feed rate of 0.3 mm/r. During the processing, the damage to the inner wall of the material gradually increases and then stabilizes at a fixed value. In the aluminum layer processing, the highest damage caused by multi-point drilling was 13.0% lower than the twist drill, and the UAD damage was further reduced by 37.0%. In the titanium layer processing, the highest damage caused by multi-point drilling was 13.8% lower than the twist drill, and the UAD damage was further reduced by 56.3%. Because drilling machining space is a semi-closed chip cannot be quickly discharged, constantly with the tool and processed surface friction, resulting in the tool and processed hole surface scratches. The chips generated during the drilling of the twist drill are spiral and are not easily broken. The chips generated when drilling the titanium alloy cause damage to the aluminum alloy hole wall, so the aluminum layer damage is larger than the titanium layer. The four arc cutting grooves of multi-drilling are beneficial to improve the chipping ability and chip breaking ability, and reduce the damage caused by the chips to the hole wall. The chips produced by UAD are flaky and easily broken, further reducing the damage of the pore walls.

Compare damage to drilling wall of different drill bits
6 The mechanism of thrust force
The study of thrust forces in the machining of Al2024T351/Ti-6Al-4V laminates is necessary. Finite element simulation has extremely high accuracy, and the use of finite element simulation in experimental research can greatly save costs. In this paper, the processing characteristics of laminated materials are explored through experiments and finite element simulations. As shown in Fig. 9a, b, when the feed force is 0.05 mm/r, the experimental and simulation errors of the thrust force generated by the aluminum alloy at the cutting speeds of 50 m/min, 60 m/min and 70 m/min are 4.1%, 3.3% and 4.7%, respectively. Under the same machining conditions, the experimental and simulation errors of thrust force are 4.9%, 4.3% and 4.5%, respectively. The experimental and simulation errors of thrust force generated by processing titanium alloy under the same processing conditions were 4.9%, 4.3% and 4.5%, respectively. The error between the finite element simulation and the experimental results is less than 5%, which proves the reliability of the finite element simulation results. The cost can be saved by using finite element simulation, and the experimental results under special circumstances are predicted. With the increase of cutting speed, the axial force produced by drilling also increases. Compared with CD, UAD can reduce the axial force. The vibration in the process of UCD will improve the cutting ability, accelerate the chip fracture, and the chip will take away a lot of cutting heat. Lower axial force is produced under the same drilling conditions. The axial force increases with the increase of cutting speed. When the drill bit drills the workpiece at a higher speed, it will produce a higher temperature, aggravate the wear of the tool, improve the cutting performance of the tool and increase the drilling axial force.

a Aluminum layer experiment and simulation of axial force b Titanium layer experiment and simulation of axial force c Aluminum layer axial force d Titanium layer axial force
As shown in Fig. 9c, d, the result of the change in thrust force at different feed rates. Pujana et al. concluded that the feed force is reduced by about 20% when using ultrasonic assisted drilling [20]. When the feed rate was 0.2 mm/r, the thrust force produced by multipoint drilling to cut the aluminum layer was reduced by 15.0%, and the added vibration energy was further reduced by 28.3%. When the feed rate was 0.2 mm/r, the thrust force produced by multipoint drilling to cut the titanium layer was reduced by 9.3%, and the added vibration energy was further reduced by 26.0%. Multipoint drilling with multiple cutting grooves improves the cutting ability and reduces the axial force. Due to the addition of ultrasonic vibration, the UAD drilling process becomes a continuous stage of contact drilling, which causes a huge change in the original drilling mechanism and also greatly reduces the thrust force. With the increase of feed rate, the thrust force generated by drilling also increases. Compared with CD, UAD can reduce the thrust force. Vibration during UCD accelerates chip fracture, improves drilling capability and reduces thrust force. The thrust force increases with the increase of feed rate. When the drill bit drills the workpiece with a higher feed rate, it will produce a higher temperature, which aggravates the tool wear, reduces the cutting performance of the tool, and also increases the thrust force.
7 The mechanism of delamination
Delaminating is essentially a category of fracture. Due to the structural properties of the laminate, the strength between the layers and the strength within the layer are greatly different. It can be divided into three basic types: open type, slide open type and tear open type.
7.1 Delamination quantification methodology
The control of delamination is important in the drilling of laminated materials. The study of suppression of delamination caused by drilling is very meaningful, and the quantification of stratification has been extensively studied [21]. As shown in Fig. 11a, the two diameters defining the maximum diameter (Dmax) of the layered region and the diameter of the hole (Do) of the hole are concentric. Minimum stratification area (Dmin) and the most commonly used conventional stratification factor (Fd). The formula of Fd is expressed as:\(F_{d} = D_{\max } /D_{O}\).
It is of great significance to study the delamination of materials in laminates. As shown in Fig. 10, the drilling delamination of twist drill, multipoint drill (CD) and multipoint drill (UAD) is compared. It can be clearly seen that the delamination of the twist drill is very serious, and the use of multipoint drill can improve the delamination. Adding ultrasound assist to the multipoint drill can further improve the delamination. Figure 11b shows the delamination factor for different drill bits at different feed rates. Under the processing conditions of different feed rates (0.2 mm/r, 0.25 mm/r, 0.3 mm/r and 0.35 mm/r), the delamination factor produced by multipoint drilling was 7.9%, 9.6%, 10.1% and 10.2% lower than that of twist drill. Using UAD can further reduce the delamination factor, which is reduced by 12.9%, 14.4%, 14.2% and 13.9%, respectively. The delamination factor increases as the feed rate increases, but the magnitude of the increase decreases. Layer gap inevitably occurs when laminated materials cannot be fully tightened during drilling. At the same time, the different cutting performance of each layer of laminated material leads to the generation of interlayer stratification in the drilling hole. UAD of the drill bit and the periodic contact and separation of the machining surface is beneficial to improve the cutting condition of the tool, improve the cutting ability of the tool, reduce the cutting force and the delamination of the material.

Delaminating resulting from different drilling situations

a Illustration of delamination area b The effect of different drilling conditions on the delamination factor
7.2 Mechanism and form of lamination of staggered holes
The manufacturing error and deformation difference of the laminate often lead to interlayer gaps, which cause interlayer burrs and lamination misalignments, which affect the quality of the lamination and the mating properties of the laminate. To further study the mechanism of stacking staggered holes, a two-dimensional stacked model is drawn, as shown in Fig. 12. Before the drilling starts, the workpiece is not deformed and the tool is aligned with the ideal hole axis. When drilling, the upper and lower layers are deformed, and the ideal hole axis is bent and horizontally offset. After the drilling is completed, the actual hole making axis and the actual hole edge rebound, and a misalignment occurs. The types of laminated staggered holes are upper and lower layer bending, upper and lower layer translation, local deformation, etc.. The pore size can reflect the quality of material processing to a certain extent, so it is necessary to study the pore size. As shown in Figs. 13 and 14, the contrast variation of the apertures under different processing conditions is clearly shown. UAD can improve the quality of drilling.

Illustration of two-dimensional stacked fault hole model a Drilling initial workpiece state b Workpiece state when drilling the lower layer c Workpiece status after drilling d Type I wrong hole, upper and lower layer bending e Type II wrong hole, upper and lower translation f Type III wrong hole, local deformation

Simulation diagram of machining aperture of different bits (cut the workpiece through the center of the circle)

Comparison of aperture between aluminum layer and titanium layer
8 The mechanism of temperature
This part focuses on the internal temperature of the laminate during drilling. As shown in Fig. 15a, the internal temperature change during the drilling of the aluminum layer and the titanium layer can be clearly seen. The temperature of the cutting edge of the twist drill bit is significantly higher than other parts, and the five-point temperature formed by the two grooves of the multipoint drill bit is generally high. In the case of multipoint drilling, the temperature of the aluminum layer or the titanium layer is lowered, and the UAD temperature is further lowered. The temperature distribution in metal processing varies with the processing, but the highest temperature often occurs on the cutting edge that is in precise contact with the workpiece [22, 23]. During the cutting process, there are three heating regions, the first deformation region (shear plane heat source), the second deformation region (tool-chip friction heat source), and the third deformation region (tool-workpiece friction heat source). Cutting heat is the root cause of cutting temperature rise. Too high cutting temperature will reduce machining accuracy, so the research on cutting heat and cutting temperature is of great significance. During drilling, the chips carry about 28% of the heat, about 14.5% are transferred to the tool, about 52.5% are transferred to the workpiece, and about 5% are transferred to the air.

a Temperature comparison during drilling (cut the workpiece through the center of the circle) b Drilling temperature of aluminum layer c Drilling temperature of aluminum layer
The initial stage of the drilling process: due to the extrusion of the drill bit, the workpiece begins to gradually deform and form chips. When the drill bit rotates and the chips are generated, the cutting force and temperature rise sharply. In-depth stage: the cutting process is a process of extrusion deformation and cutting, which has experienced four stages of elastic deformation, plastic deformation, rupture and cutting. During this stage, the cutting force and temperature tend to stabilize. In the final stage: when the drill is about to penetrate the workpiece, the cutting force and temperature are reduced. As shown in Fig. 15b, c, the drilling temperature produced by the laminate at different feed rates under the processing conditions of a rotation speed of 50 m/min is shown. At a feed rate of 0.2 mm/r, the temperature at which the multi-drilled aluminum layer is drilled is reduced by 25.0% compared to the twist drill, and the added vibration energy is further reduced by 35.6%. This value is 9.5% and 19.0% in the titanium layer, respectively. The drilling temperature is an important state index in the drilling process of laminated materials. The process of drilling is semi-closed, which makes the chip cannot be eliminated in time, and the heat generated between the tool and the workpiece cannot be dispersed in time, which is easy to produce larger drilling temperature and affect the processing quality. The use of special geometry tools such as multi-point drilling can speed up chip removal, reduce drilling temperatures and improve workpiece machining accuracy. Changing the movement of the drill bit also serves to reduce the drilling temperature, such as adding longitudinal vibration to the drill bit.
9 Conclusion
In this paper, the drilling experiment of Al2024-T351/TiAl-4 V laminated materials under different parameters was carried out. The results of the drilling experiments of the two drill bits were compared and analyzed.
-
(1)
The chips generated when drilling the titanium alloy cause damage to the aluminum alloy hole wall, so the aluminum layer damage is larger than the titanium layer. The four arc cutting grooves of multi-drilling are beneficial to improve the chipping ability and chip breaking ability, and reduce the damage caused by the chips to the hole wall. The chips produced by UAD are flaky and easily broken, further reducing the damage of the pore walls.
-
(2)
UAD of the drill bit and the periodic contact and separation of the machining surface is beneficial to improve the cutting condition of the tool, improve the cutting ability of the tool, reduce the cutting force and the delamination of the material. It also reduces pore diameter.
-
(3)
UAD is a discontinuous process in which the heat of cutting changes in pulses. During the extremely short chip formation period, the heat does not have time to penetrate deep into the metal, and the chips are more likely to break during machining, thereby taking away a large amount of heat, so the average temperature of UAD is Lower than the average temperature of ordinary drilling. The drilling temperature increases with the increase of cutting speed and decreases with the increase of frequency.
Abbreviations
- K AB :
-
Shear flow stress
- h l :
-
Dynamic cutting thickness perpendicular to the working cutting plane
- k r :
-
Main declination
- λ s :
-
Blade inclination angle
- η d :
-
Dynamic feed angle
- ω :
-
Frequency
- A :
-
Amplitude
- f r :
-
Feed rate
- n :
-
Rotation speed
- γ nd :
-
Dynamic preangle of the micro-element dl at the radius r
- γ fd :
-
Dynamic feed anterior angle
- k rd :
-
Dynamic lead angle
- γ n :
-
Pre-angle
- ϕ nd :
-
Dynamic shear angle
- λ sd :
-
Dynamic edge angle
- η cd :
-
Dynamic flow chip angle
- F S :
-
The shear force
- F l :
-
The main edge axial force
- β :
-
The helix angle
- 2p :
-
The apex angle
References
Wei L, Wang DZ. Comparative study on drilling effect between conventional drilling and ultrasonic-assisted drilling of Ti-6Al-4V/Al2024-T351 laminated material. Int J Adv Manuf Technol. 2019;103:141–52.
Fan LY, Wang DZ. Study on delamination inhibition and chip breakage mechanism in drilling metal laminated materials with double cone drill. J Manuf Process. 2021;64:81–94.
Subramanian K, Cook NH. Sensing of drill wear and prediction of drill life. Trans ASME J Eng Indus. 1997;99:295–301.
Liu DF, Tang Y, Cong WL. A review of mechanical drilling for composite laminates. Compos Struct. 2012;94:1265–79.
Uhlmann E, Mullany B, Biermann D, Rajurkar KP, Hausotte T, Brinksmeier E. Process chains for high-precision components with micro-scale features. CIRP Ann-Manuf Technol. 2016;65:549–72.
Lei C, Li C, Bi Y, Li J. The optimal clamping force option for robotic drilling of stacked aluminum sheets based on shell theory. Adv Mech Eng. 2017;9:1–9.
Yang ZC, Zhu LD, Zhang GX, Ni CB, Lin B. Review of ultrasonic vibration-assisted machining in advanced materials. Int J Mach Tools Manuf. 2020;156:1–34.
Tian W, Hu J, Liao W, Bu Y, Zhang L. Formation of interlayer gap and control of interlayer burr in dry drilling of stacked aluminum alloy plates. Chin J Aeronaut. 2016;29:283–91.
Stone R, Krishnamurthy K. A neural network thrust force controller to minimize delamination during drilling of graphite-epoxy laminates. Int J Mach Tools Manuf. 1996;36:985–1003.
Ni CB, Zhu LD, Liu CF, Yang ZC. Analytical modeling of tool-workpiece contact rate and experimental study in ultrasonic vibration-assisted milling of Ti-6Al-4V. Int J Mech Sci. 2008;142–143:97–111.
Nouari M, List G, Girot F, Coupard D. Experimental analysis and optimisation of tool wear in dry machining of aluminium alloys. Wear. 2003;255:1359–68.
Wei L, Wang DZ. Evaluation of tool geometries on ultrasonic-assisted drilling of Ti-6Al-4V/Al2024-T351 laminated material. Int J Adv Manuf Technol. 2020;106:219–32.
Zhang YB, Li CH, Jia DZ, Zhang DK, Zhang XW. Experimental evaluation of MoS2 nano-particles in jet MQL grinding with different types of vegetable oil as Base oil. J Clean Prod. 2015;87(1):930–40.
Zhang YB, Li CH, Jia DZ, Zhang DK, Zhang XW. Experimental evaluation of the lubrication performance of MoS2/CNT nanofluid for minimal quantity lubrication in Ni-based alloy grinding. Int J Mach Tools Manuf. 2015;99:19–33.
Bi S, Liang J. Experimental studies and optimization of process parameters for burrs in dry drilling of stacked metal materials. Int J Adv Manuf Tech. 2011;53:867–76.
Li YX, Jiao F, Zhang ZQ, Feng ZB, Niu Y. Research on entrance delamination characteristics and damage suppression strategy in drilling CFRP/Ti6Al4V stacks. J Manuf Process. 2022;76:518–31.
Zheng L, Qin P, Lv DM, Wei WD, Dong XL, Park SH. Low-frequency axial vibration drilling of Al2O3/GFRP laminated composite plate by diamond trepanning bit. Compos Struct. 2020;245: 112374.
Li Z, Zhang DY, Jiang XG, Qin W, Geng DX. Study on rotary ultrasonic-assisted drilling of titanium alloys (Ti6Al4V) using 8-facet drill under no cooling condition. Int J Adv Manuf Technol. 2017;90:9–12.
Zhu ZJ, Guo K, Sun J, Li JF, Liu Y, Zheng YH, Chen L. Evaluation of novel tool geometries in dry drilling aluminium 2024–T351/titanium Ti6AL4V stack. J Materials Process Tech. 2018;259:270–81.
Pujana J, Rivero A, Celaya A, Lopez de Lacalle LN. Analysis of ultrasonic-assisted drilling of Ti6Al4V. Int J Mach Tools Manuf 2009; 49(6): 500–508.
Davim J, Rubio J, Abrao A. A novel approach based on digital image analysis to evaluate the delamination factor after drilling composite laminates. Compos Sci Technol. 2007;67:1939–45.
Dong GJ, Wang L, Li C, Yu YF. Investigation on ultrasonic elliptical vibration boring of deep holes with large depth-diameter ratio for high-strength steel 18Cr2Ni4WA. Int J Adv Manuf Technol. 2020;108(5–6):1527–39.
Zhang JJ, Wang DZ. Investigations of tangential ultrasonic vibration turning of Ti6Al4V using finite element method. IntJ Mater Form. 2019;12(2):257–67.
Acknowledgements
The authors acknowledge the National Natural Science Foundation of China (No. 5217052158). In particular, the authors thank the editor and reviewers for their constructive suggestions.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wu, S., Wei, L., Guo, G. et al. Study on the mechanism of AL2024-T351/Ti-6Al-4V laminated materials by ultrasonic vibration drilling. Archiv.Civ.Mech.Eng 22, 161 (2022). https://doi.org/10.1007/s43452-022-00482-w
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-022-00482-w