
Abstract
Recent trends in the construction industry involve the use of industrial by-products as building materials to improve waste management and reduce excessive CO2 emissions from the cement industry. Red mud (RM) is a by-product of alumina refinery plants. When improperly disposed, red mud harms the surrounding area, owing to its highly alkaline nature. In the current work, up to 15% of the cement in concrete was replaced with red mud, in increments of 2.5%. In addition, to enhance the pozzolanic reaction, metakaolin was used as a ternary mineral; it replaces 10% of the cement. A slump cone test was conducted to evaluate the workability. Compressive, flexural, and split tensile strength tests were conducted to observe the mechanical properties. A rapid chloride penetration test and water absorption tests were conducted to determine the durability properties of the concrete. X-ray fluorescence analysis was conducted to determine the chemical composition of both the red mud and the metakaolin. A scanning electron microscope analysis was conducted to characterize the microstructure of the RM concrete. The 12.5% red-mud replacement mix showed the greatest improvement in mechanical properties among all the mixes. As the red-mud replacement increased, the chloride-ion passage was reduced. Moreover, a denser microstructure formation was observed with the red-mud replacement, as compared to standard concrete.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The utilization of industrial by-products as replacements for construction materials has recently attracted attention, as this reduces the environmental impact of these materials and processes. By-product disposal itself is a major task for production industries. Red mud (RM) is a by-product of alumina refinery plants and comes in the form of slurry (more than 55% solid). Approximately, one ton of alumina produces more than one ton of RM [1,2,3,4,5]. When a large quantity of RM is disposed, it contaminates groundwater bodies, air, and land in the surrounding areas [6,7,8]. The presence of sodium hydroxide in RM makes it highly alkaline, with a pH of about 13 [9]. The high alkalinity kills vegetation and organic bodies in the red-mud disposal areas and surrounding areas. The following red-mud disposal methods are used throughout the world: dry disposal, marine disposal, wet disposal, and red-mud lagooning [10].
The chemical and physical properties of RM drastically change with its point of origin and depend on the production process (Bayer or sintering) as well [11]. RM is a very fine material with a specific surface area of about 10 m2/g. It is primarily composed of iron, sodium, calcium, aluminum, titanium, and silicon oxides. The iron and aluminum oxides are the most dominant compounds. A few minor elements present in RM include Pb, Zn, Cu, Cr, Ni, V, Ba, and Mn [12].
Over the last three decades, many researchers have tried to find solutions for the proper utilization of RM. Based on their research work, RM has been utilized in brick-manufacturing industries, ceramic-tile preparation, metal absorbents, chemical industries, cement-manufacturing industries, and as a partial replacement for cement and fine aggregates in concrete [13,14,15,16,17,18,19]. RM-based mortar accelerates the hardening period, when compared to standard cement mortar [20]. Increasing the quantity of RM in concrete has resulted in a reduction in strength [21]. Red-mud particles are very fine, which makes the concrete mix very dense and helps control the formation of micro-cracks and enhance the durability properties.
Metakaolin (MK) is a clay pozzolana obtained from calcined kaolin clay. Aluminum and silicon oxides are abundantly present in MK, which enhance the strength and impermeability of the concrete. Many investigations have reported MK as a commonly used mineral admixture [22, 23]. The current research work promotes using RM as a partial replacement for cement, as an example of sustainable construction and to reduce the environmental pollution due to red-mud disposal. MK was used as a ternary compound and replaced 10% of the cement. RM partially replaced the cement from 0 to 15%, in 2.5% increments. All mixes were investigated to observe the mechanical and durability properties, as well as the microstructure behavior.
2 Materials and methods
In the current work, 53 N/mm2-strength cement was used, conforming to IS 12269-1987 [24].Various tests were conducted to determine the physical properties of the cement (the specific gravity is 3.12 and the fineness is < 90 µm),according to IS 4031-I (1996) [25].Natural river sand was used as a fine aggregate (FA); it conforms to Zone-II and is between 0.15 and 4.75 mm, according to IS 383-2016 [26].Crushed stones were used as coarse aggregates (CA),conforming to IS 383-2016 [26]; their nominal size was 20 mm. All the physical properties of the fine and coarse aggregates were within the limits of IS 2386-1963 [27]. A sulphonated-naphthalene polymer-based high-water reducer was used as a chemical admixture (Admixture) in the concrete, as per ASTM C-494 [28].
2.1 Red mud
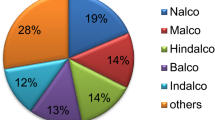
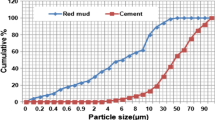
The RM utilized in the current work was procured from the red-mud pond at the Nalco refinery plant, Damanjodi, Odisha, India. It is in the form of slurry, which contains more than 55% solids. Its specific gravity is 2.42, density is 3.3 g/cc, specific surface area is 13 m2/g, and average particle size is < 10 µm. The RM was thermally treated in a muffle furnace at a temperature of 600 °C before replacing the cement. Aluminum and iron oxides were the most dominant constituents. The chemical composition of the RM used in the current research work is shown in Table 1.
2.2 Metakaolin
The physical properties of MK conform to ASTM C 618N. The specific gravity of MK is 2.6, its specific surface area is 2.2 m2/g, and the average particle size is < 40 µm. Table 1 shows the chemical composition of the MK used in the current work.
2.3 Mix calculations
In the current work, the concrete-mix proportions (35 MPa) were prepared according to IS 10262-2019 [29] to determine the mechanical and durability properties and microstructure behavior of concrete. For the compressive strength test, 150 × 150 × 150 mm3 samples were prepared. The applied loading rate was 140 kg/cm2/min, conforming to IS 516-2013 [30].The experimental setup is shown in Fig. 1.

Compressive-testing machine setup
For the flexural strength test, 150 × 150 × 700 mm3 samples were prepared. The applied loading rate was 400 kg/min, according to IS 516-1959 [31]. For the split tensile strength test, all of the samples were cast with a 150-mm diameter and 300-mm height, conforming to IS 5816-1999 [32]. The water-absorption test was conducted according to IS1124 (1974) [33]. All concrete mixes used a 0.4 water-binding ratio and were cured in regular water, up to life spans of 28 days and 56 days, conforming to IS 9013-1978 [34]. Table 2 shows mix calculations of current work.
2.4 Rapid chloride penetration test
The rapid chloride penetration test (RCPT) is a permeability test that was conducted for all the mix samples to observe the chloride ions’ movement inside the concrete. Specimens with a 100-mm diameter and 50-mm height were cast for the RCPT. NaCl and NaOH solutions were poured into the reservoirs of the RCPT apparatus; they are present on two sides of the concrete sample shown in Fig. 2. The chloride-ion penetration was measured in terms of coulombs, as per ASTM C 1202 [35].

RCPT test setup
3 Results and discussion
3.1 Slump cone test
As per IS1199-1959, a slump test was conducted to assess the workability of the RM concrete. Figure 3 indicates that the concrete workability decreases with RM replacement because the water is absorbed by the red-mud particles. Cheng [36] mentioned a similar reason for workability reduction.

Slump values
3.2 Compressive strength
All concrete samples were tested in a compressive strength test machine to find out their compressive strength. For the 28 days’ strength, the RM replacement of cement in concrete from 0 to 15% in 2.5% increments showed 0.57%, 1.25%, 2.70%, 3.89%, 4.46%, and 0.96% strength enhancements, as compared to standard concrete; see Fig. 4. For the 56 days’ strength, the RM replacement of cement in concrete showed 1.13%, 2.6%, 4.79%, 6.67%, 8.25%, and 4.63% strength enhancements, as compared to standard concrete.

Compressive strength
Based on an analysis of the results, increasing strength enhancements were observed up to the 12.5% replacement; the strength was later reduced, but not to less than normal concrete. An insufficient pozzolanic reaction occurred between the RM and the other minerals in the concrete. It led to reduced calcium silicate hydrate (C–S–H) gel formation, as was observed in the microstructure analysis of the RM-based concrete. This is the cause of the drastic reduction of all mechanical properties after the 12.5% mix. All samples were tested in triplicate and the results reported were the average of three samples.
3.3 Split tensile strength
A split tensile strength test was conducted for all the concrete samples to evaluate their tensile strength. For the 28 days’ strength, the RM replacement of cement in concrete from 0 to 15% in 2.5% increments showed 5.99%, 12.6%, 15.80%, 28.61%, 37.6%, and 33.24% strength increases, compared to standard concrete, as shown in Fig. 5. For the 56 days’ strength, the RM replacement of cement in concrete showed 5%, 15.95%, 28.19%, 35.37%, 40.42%, and 34.30% strength increases, compared to standard concrete.

Split tensile strength
The finer sizes of the RM and MK particles minimized the formation of micro-cracks, which, in turn, increased the split tensile strength. Tang et al. [37] provided a similar reason for the tensile strength enhancement. In the current work, RM 12.5% showed a greater split tensile strength than the other mix samples. Figure 6 represents the relation between the split tensile strength and the compressive strength using a linear regression analysis. Equation (1) shows the relation between the split tensile strength and the compressive strength.

Compressive strength vs. split tensile strength
where ST is the split tensile strength and CS is the compressive strength.
3.4 Flexural strength
A flexural strength test was performed on the red-mud concrete samples using the flexural-strength testing machine. For the 28 days’ strength, the RM replacement of cement in concrete from 0 to 15% in 2.5% increments showed 0.64%, 1.29%, 1.72%, 2.58%, 3.66%, and 1.077% strength increments, as shown in Fig. 7. For the 56 days’ strength, the RM replacement of cement in concrete showed 0.64%, 1.28%, 2.35%, 2.77%, 4.05%, and 1.70% strength increments when compared to normal concrete.

Flexural strength
The reason for the strength increment is the alkaline nature of RM, which enhances the pozzolanic reactivity. The alkalinity of the RM accelerates the C–S–H gel formation, which is significant for strength enhancement, as observed by other researchers [38]. Figure 8 represents the relation between the flexural strength and compressive strength by a linear regression analysis. Equation (2) shows the relation between flexural strength and compressive strength.

Compressive strength vs. flexural strength
where FS is flexural strength and CS is compressive strength.
3.5 Rapid chloride penetration test
A rapid chloride penetration test was conducted for all the concrete mixes used in the current work. Increases in the quantity of RM as a replacement of cement in concrete caused more resistance to chloride-ion penetration, as shown in Fig. 9. The improved resistance to the chloride penetration was due to the minimized micro-cracks. The micro-cracks were filled by RM and MK particles, which are finer than cement. In addition, the RM concrete had a denser microstructure formation than standard concrete.

Passage of coulombs vs. the red-mud replacement in cement
3.6 Water absorption
As per IS1124-1974, a water absorption test was conducted to assess the durability of RM-based concrete. Figure 10 shows that increases in the RM replacement reduce the water absorption, because the finer RM and MK particles have filled the micro-pores present in concrete.

Water absorption test
4 Microstructure analysis
4.1 Scanning electron microscope analysis
In the current work, a micro-structural analysis was conducted to identify the RM concrete morphology. A broken RM concrete sample measuring 10 mm × 10 mm × 0.50 mm3 was taken after conducting the compressive strength test. Carbon coating was applied to the sample before performing scanning electron microscopy (SEM). Secondary electronic (SE) images revealed the formation of a dense microstructure in the RM-based concrete, as compared to standard concrete, as shown in Figs. 11 and 12.

RM 0% concrete

RM 12.5% concrete
4.2 Energy-dispersive X-ray spectroscopy analysis
To assess the elemental compounds present in the RM concrete, an energy-dispersive X-ray spectroscopy (EDS) analysis was conducted. The results are shown in Table 3. A lower Ca/Si ratio indicates an effective C–S–H gel formation. Generally, the presence of C–S–H gel in concrete varies from Ca/Si 8.0 to 2.4 [13]. The Ca/Si for the 12.5% mix is 0.94; this is the reason for the higher mechanical properties obtained in RM concrete.
5 Conclusions
The current work used RM and MK as partial replacements for cement. The samples were tested to determine the mechanical and durability properties of concrete. Based on an analysis of the results, the following conclusions were drawn.
The workability of RM concrete decreased with the red-mud replacement level because the water was absorbed by the red-mud particles.
The highly alkaline nature of RM enhanced the pozzolanic reactivity in RM-based concrete, which in turn, increased the strength of the concrete. This pattern was observed in all the mechanical properties of concrete.
An insufficient pozzolanic reaction between RM and other minerals in concrete led to a lower C–S–H gel formation. This is the reason for the drastic reduction of all the mechanical properties after the 12.5% mix.
The finer RM particles minimized the micro-cracks in concrete, which helped to enhance the split tensile strength.
The RM-based concrete offered more resistance to chloride-ion penetration and water absorption into the concrete because the RM’s finer particles filled in the pores present in concrete.
References
M.A. Raheem, S.L.M. Gómez, C.M.A. Piñeiro, M.B. Olazaran, Uses of red mud as a construction material. AEI. (2017). https://doi.org/10.1061/9780784480502.032
I.M. Nikbin, M. Aliaghazadeh, S. Charkhtab, A. Fathollahpour, Environmental impacts and mechanical properties of lightweight concrete containing bauxite residue (red mud). J. Clean. Prod. 172, 2683–2694 (2018). https://doi.org/10.1016/j.jclepro.2017.11.143
C. Venkatesh, M.S.R. Chand, N. Ruben, A state of the art on red mud as a substitutional cementitious material. Ann. Chim. Sci. Mater. 43(2), 99–106 (2019). https://doi.org/10.18280/acsm.430206
Y. Liu, R. Naidu, Hidden values in bauxite residue (red mud): recovery of metals. Waste Manag. 34(12), 2662–2673 (2014). https://doi.org/10.1016/j.wasman.2014.09.003
V. Mymrin, K. Alekseev, O.M. Fortini, Y.K. Aibuldinov, C.L. Pedroso, A. Nagalli, E.B. Costa, Environmentally clean materials from hazardous red mud, ground cooled ferrous slag and lime production waste. J. Clean. Prod. 161, 376–381 (2017). https://doi.org/10.1016/j.jclepro.2017.05.109
P.E. Tsakiridis, S.A. Leonardou, P. Oustadakis, Red mud addition in the raw meal for the production of Portland cement clinker. J. Hazard. Mater. 116(1–2), 103–110 (2004). https://doi.org/10.1016/j.jhazmat.2004.08.002
S. Samal, A.K. Ray, A. Bandopadhyay, Proposal for resources, utilization and processes of red mud in India—a review. Int. J. Miner. Process. 118, 43–55 (2013). https://doi.org/10.1016/j.minpro.2012.11.001
D.V. Ribeiro, J.A. Labrincha, M.R. Morelli, Effect of red mud addition on the corrosion parameters of reinforced concrete evaluated by electrochemical methods. RevistaIBRACON de Estruturas e Materiais 5(4), 451–467 (2012). https://doi.org/10.1590/S1983-41952012000400004
Ć.G. Topličić, V. Mitic, D. Grdić, N. Ristić, Z. Grdić Environmental aspects of red mud and its utilization as a component of building materials. in Proceedings of the IV advanced ceramics and applications conference (Atlantis Press, Paris, 2017), pp. 447–474. https://doi.org/10.2991/978-94-6239-213-7_31
V. Dentoni, B. Grosso, G. Massacci, Environmental sustainability of the alumina industry in Western Europe. Sustainability 6(12), 9477–9493 (2014). https://doi.org/10.3390/su6129477
R.B. Rao, L. Besra, B.R. Reddy, G.N. Banerjee, The effect of pretreatment on magnetic separation of ferruginous minerals in bauxite. Phys. Sep. Sci. Eng. 8(2), 115–123 (1997). https://doi.org/10.1155/1997/53574
K.K. Shetty, G. Nayak, V. Vijayan, Effect of red mud and iron ore tailings on the strength of self compacting concrete. Eur. Sci. J. (2014). https://doi.org/10.19044/esj.2014.v10n21p%25p
J.A. Rossignolo, Interfacial interactions in concretes with silica fume and SBR latex. Constr. Build. Mater. 23(2), 817–821 (2009). https://doi.org/10.1016/j.conbuildmat.2008.03.005
S. Bhasin, N. Chandra, Studies on sintering behavior of pyrophyllite based ceramic tiles using di-potassium phosphatic binder. Silic. Ind. 69(1–2), 14–18 (2004)
D.L. Metilda, C. Selvamony, R. Anandakumar, A. Seeni, Investigations on optimum possibility of replacing cement partially by red mud in concrete. Sci. Res. Essays 10(4), 137–143 (2015). https://doi.org/10.5897/SRE2015.6166
R.R. Raj, E.P. Pillai, A.R. Santhakumar, Strength and corrosion properties of concrete incorporating metakaolin and red mud. Eur. J. Sci. Res. 91(4), 569–579 (2012)
S. Nenadovic, G. Mucsi, L. Kljajevic, M. Mirkovic, M. Nenadovic, F. Kristaly, I. Vukanac, Physicochemical, mineralogical and radiological properties of red mud samples as secondary raw materials. Nucl. Technol. Radiat. Prot. 32(3), 261–266 (2017). https://doi.org/10.2298/ntrp1703261n
D.V. Ribeiro, J.A. Labrincha, M.R. Morelli, Potential use of natural red mud as pozzolan for Portland cement. Mater. Res. 14(1), 60–66 (2011). https://doi.org/10.1590/S1516-1439201100500000
C. Venkatesh, S.K. Mohiddin, N. Ruben, Corrosion inhibitors behaviour on reinforced concrete—a review. In Sustainable Construction and Building Materials (Springer, Singapore, 2019), pp. 127–134. https://doi.org/10.1007/978-981-13-3317-0
L. Senff, D. Hotza, J.A. Labrincha, Effect of red mud addition on the rheological behaviour and on hardened state characteristics of cement mortars. Constr. Build. Mater. 25(1), 163–170 (2011)
A. Al Menhosh, Y. Wang, Y. Wang, N.L. Augusthus, Long term durability properties of concrete modified with metakaolin and polymer admixture. Constr. Build. Mater. 172, 41–51 (2018). https://doi.org/10.1016/j.conbuildmat.2018.03.215
G. Dhinakaran, S. Thilgavathi, J. Venkataramana, Compressive strength and chloride resistance of metakaolin concrete. KSCE J. Civ. Eng. 16(7), 1209–1217 (2012). https://doi.org/10.1007/s12205-012-1235-z
R.R. Rajendran, E.P. Pillai, Regression analysis of OPC-MK-RM-based ternary-blended concrete based on its experimental results. In Global Civil Engineering Conference (Springer, Singapore, 2017), pp. 323–332. https://doi.org/10.1007/978-981-10-8016-6_26
BIS, IS 12269-1987: Specifications for 53 Grade Ordinary Portland Cement (Bureau of Indian Standards, New Delhi, 1987)
BIS, IS 4031-I (1996) Specifications for Method of Physical Tests for Hydraulic Cement (Bureau of Indian Standards, New Delhi, 1996)
BIS, IS 383-2016: Specification for Coarse and Fine Aggregates from Natural Sources for Concrete (Bureau of Indian Standards, New Delhi, 2016)
BIS, IS2386-1963 Specification for Method of Tests for Aggregates for Concrete (Bureau of Indian Standards, New Delhi, 1963)
ASTM, ASTM C494: Standard Specification for Chemical Admixtures for Concrete (ASTM, West Conshohocken, 2005)
BIS, IS 10262-2019 Specification for Method of Preparation of Mix Calculations of Concrete (Bureau of Indian Standards, New Delhi, 2019)
BIS, IS: 516-2013 Specification for Method of Tests for Concrete (Bureau of Indian Standards, New Delhi, 2013)
BIS, IS: 516-1959 Specification for Flexural Strength of Concrete—Method of Test (Bureau of Indian Standards, New Delhi, 1959)
BIS, IS 5816-1999 Specification for Splitting Tensile Strength of Concrete—Method of Test (Bureau of Indian Standards, New Delhi, 1999)
BIS, IS 1124-1974 Specification for Water Absorption for Concrete (Bureau of Indian Standards, New Delhi, 1974)
BIS, IS: 9013-1978 Specification for Method of Curing of Concrete (Bureau of Indian Standards, New Delhi, 1978)
ASTM C1202: Standard Specification for Rapid Chloride Penetrable Test ASTM, West Conshohocken
X. Cheng, X. Yang, C. Zhang, X. Gao, Y. Yu, K. Mei, X. Guo, C. Zhang, Effect of red mud addition on oil well cement at high temperatures. Adv. Cem. Res. (2019). https://doi.org/10.1680/jadcr.18.00224
W.C. Tang, Z. Wang, Y. Liu, H.Z. Cui, Influence of red mud on fresh and hardened properties of self-compacting concrete. Constr. Build. Mater. 178, 288–300 (2018). https://doi.org/10.1016/j.conbuildmat.2018.05.171
D.V. Ribeiro, A.S. Silva, J.A. Labrincha, M.R. Morelli, Rheological properties and hydration behavior of portland cement mortars containing calcined red mud. Can. J. Civ. Eng. 40(6), 557–566 (2013). https://doi.org/10.1139/cjce-2012-0230
Acknowledgements
We thank Dr. P.K. Pattajoshi and V. Krishna Kumari, AGM (Chemical) R&D, Nalco, India, for providing the red mud.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Publisher's Note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations
Rights and permissions
About this article

Cite this article
Venkatesh, C., Nerella, R. & Chand, M.S.R. Experimental investigation of strength, durability, and microstructure of red-mud concrete. J. Korean Ceram. Soc. 57, 167–174 (2020). https://doi.org/10.1007/s43207-019-00014-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s43207-019-00014-y