
Abstract
Nanoporous carbon/MnO2 (C–MnO2) composites with foam-like structure based on modified nitrile butadiene rubber were achieved by thermal treatment, followed by alkaline solution etching and dipping method. The XRD, nitrogen adsorption and desorption, and SEM and TEM were used to characterize the microstructure of the obtained C–SiO2, C and C–MnO2. Finally, all the obtained samples have been used in three-electrode system to study the electrochemical properties including cyclic voltammetry, galvanostatic charge/discharge and AC impedance for supercapacitor. The study found that the specific capacity of C–MnO2 electrode material for supercapacitor could reach as high as 109 F/g under the current density of 0.5 A/g, which is much higher than those of the other two. These superior electrochemical properties are attributed to the synergistic effect MnO2 particles with the C matrix which functions as a conductive support.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
As urgent energy demands from various electrical vehicles to signature computers, various energy storage devices are invented such as fuel cell [1], lithium ion battery [2] and electrochemical capacitors [3]. Among them, electrochemical capacitors have attracted numerous scientists’ attention because of their unique properties including high power density. Therefore, great efforts have been devoted to the study focusing on electrochemical capacitors [4,5,6]. There are two mechanisms of storage energy for electrochemical capacitors: one is charge storage mechanism [electrical double-layer capacitors (EDLCs)] which is mostly used in carbon-based active materials, the carbonaceous materials are very popular owing to their very well properties such as their unique properties such as high surface area, better chemical stabilities and high conductivity [7, 8]; the other is using fast and reversible surface or near-surface reactions (giving rise to pseudocapacitance) based on transition metal oxides or conductive polymers which will generate high capacitive value [9,10,11]. However, either carbonaceous materials or metal oxides will not display dual EDLC and pseudocapacitance roles for energy storage.
Recently, composite materials have been developed to improve the performances of electrochemical capacitors [12, 13]. MnO2 is considered as a low-cost, environmental friendly and excellent pseudocapacitance (as high as 1370 F/g theoretical value). However, MnO2 suffers some shortages such as low conductivity and poor diffusivity which would sheet resistance and the charge-transfer resistance [14]. Therefore, various strategies such as wrapped by porous carbons or space-confined strategy have been developed [15, 16]. Hence, the conductive framework increases the electrical conductivity of the MnO2 system.
Lots of industrial wastes have been used to synthesize nanoporous carbons and carbon-based composites for their applications in various applications [17,18,19,20,21]. In addition to the economic and environmental problems associated with the generation of scrap tyres which are increasing due to the enormous generation of such wastes, all these issuses are posing a serious economic and environmental problem. Pyrolysis is considered as an optimal and environmentally friendly method for the thermo-chemical conversion of wastes such as tyres [22].
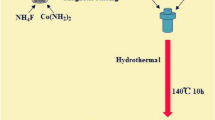
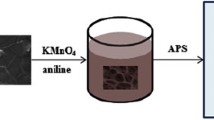
(A process chart is given in Scheme 1).

Process of preparation of samples
As highlighted here, our strategy is using modified rubber, followed by etching and dipping method.
2 Experimental procedure
2.1 Chemicals
NaOH and ethanol were purchased from Tianjin Chem Corp. All the chemicals were used as received without further purification.
2.2 Preparation of C–MnO2
The modified nitrile butadiene rubber (NBR) was prepared as previously reported [23]. The typical synthetic process of C proceeds as follows: first, the different NBRs with various amounts of SiO2 were directly put into the carbonization furnace under the nitrogen atmosphere at 800 °C for 3 h, and the samples obtained designed C/SiO2 composites. The samples were named according to the amount of SiO2 when preparing the modified NBR (C–SiO2: 2 g, 3 g, 4 g and 5 g, respectively). Then put the C–SiO2 composites into the 30 wt% NaOH solution with 50 °C thermostatic water bath, stirring overnight, and after filtration, washing with deionized water, drying in the oven to get nanoporous carbons (C-3, 5, which is consistent with the amount of SiO2 when preparing the modified NBR). To further improve the capacitive performance of materials, C is dipped with manganese nitrate solution concentrations, and calcination was carried out to obtain C–MnO2−X–Y; here the X and Y indicate the amount of SiO2 when preparing the modified NBR and different ratios of Mn(NO3)2/C = 1:1, 3:1, Y = 1, 2, respectively.
2.3 Characterization
X-ray diffraction (XRD) was recorded using TD-3700. SEM measure was investigated by the KYKY-3800. TEM measurement was conducted using a JEM-2100F. The samples were prepared by dispersing the products in ethanol with an ultrasonic bath for 30 min and then a few drops of the resulting suspension were placed on a copper grid. Nitrogen adsorption–desorption isotherms were performed at 77 K on a JW-BK122W volumetric adsorption system. The specific surface area was calculated from the adsorption data in the relative pressure interval from 0.01 to 0.2 using the Brunauer–Emmett–Teller (BET) method. The pore size distribution curve was obtained from adsorption branch using Barrett–Joyner–Halenda (BJH) method. The total pore volume (Vtotal) was calculated at the relative pressure of 0.99. The micropore volume (Vmicro) was determined by t plot model, and the mesoporous volume (Vmeso) was calculated by the difference of Vtotal and Vmicro.
2.4 Electrochemical measurements
Cyclic voltammetry (CV) and galvanostatic charge/discharge measurements were conducted in an electrochemical workstation (CHI 660E) using a conventional three-electrode electrochemical cell under the potential window of − 1.0 to 0 V for Na2SO4 (1 M) and 0.9 to − 0.1 V for KOH (6 M), respectively. A Pt sheet and saturated calomel electrode (SCE) were used as the counter and reference electrodes, respectively. The specific gravimetric capacitance C (F/g) was calculated from the discharge process of the charge–discharge curve under different loading current density according to C = I t/m V, where I is the constant discharge current density (A/g), t is the discharging time (s), m is the mass of electrode (mg) and V is the potential window (V).
3 Results and discussion
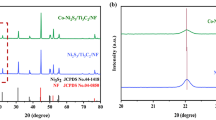
The crystalline of all the samples is revealed by XRD analysis as exhibited in Fig. 1. As shown in Fig. 1a, the C–SiO2-3 composite exhibits several peaks of inorganic salts which are mostly composed of silica oxide and aluminum oxide after calcination. Figure 1b presents the XRD pattern of the sample after etching, and the peaks of inorganic salts almost disappeared suggesting that inorganic salts were dissolved. To further improve the capacitive performance of C-3, C-3 is dipped in manganese nitrate solution, and calcination was carried out to obtain C–MnO2. It can be noticed that the peak of C–MnO2-3-1, 2 can hardly be seen owing to their amount which is too little to be tested or highly dispersed in the porous carbon framework as demonstrated in Fig. 1c, d.

XRD patterns of a C–SiO2-3, b C-3, c C–MnO2-3-1 and d C–MnO2-3-2
Figure 2 shows the SEM images of the obtained samples. As shown in Fig. 2a, C–SiO2-3 is composed of solid and smooth surface, and almost no porosity on the surface of C–silica. After etching, the C displays fluffy particle morphology and also existing porosity between the particles. After coating the MnO2, the lamellar structure can be found in the composites especially when there is increase in the amount of MnO2 for the C–MnO2-3-2.

SEM images of a C–SiO2-3, b C-3, c C–MnO2-3-1 and d C–MnO2-3-2
The porous characteristics of all the samples are verified by N2 adsorption/desorption isotherms and pore size distributions are shown in Fig. 3a, b, respectively. According to the classification of porous materials by the International Union of Pure and Applied Chemistry (IUPAC), C–silica composites generated a type IV isotherm, characteristic of mesoporous materials with gas affinities which is consistent with pore size distribution in Fig. 3b [24]. Upon etching overnight with aqueous NaOH solution, it is obvious that porosity of C surface area increased from 146 to 200 m2/g possibly because of the removal of inorganic salts. However, the surface area became as low as 26 and 48 m2/g, and small pore volume was 0.08 and 0.09 cm3/g for C–MnO2-3-1 and C–MnO2-3-2, respectively. The BET surface area of C–MnO2-3-1 can be attributed to the MnO2 run into the pore of the C. C–MnO2-3-2 has the higher surface compared to that of C–MnO2-3-1 maybe because the manganese nitrate would emit NO2 during the carbonized process, which would further have expanded the porosity of the C-3. C–MnO2-3-2 presents much better specific capacity despite their low surface area, and this will be discussed later.

N2 adsorption/desorption isotherms (a) and BJH pore size distribution curve (b) of the samples
Table 1 shows the pore parameter of the samples after thermal treatment and etching. It can be found that the C–SiO2-3, 5 present higher surface areas as 146 and 145 cm2/g, respectively, compared to the other two. Then the two samples were selected to be etched in KOH aqueous solution, and the C-3 exhibits the higher surface area as high as 200 compared to the 170 m2/g of the C-5. Therefore, the C-3 was chose to be doped by the MnO2 in the later experiment.
FTIR spectrum of C–SiO2-3, C-3, C–MnO2-3-1 and C–MnO2-3-2 is demonstrated in Fig. 4. As for C–silica composite, the peak located at 1039 cm−1 matches typical Si–O–Si of C–silica composite. After etching, the peak of 1039 cm−1 receded considerably indicating that most of the silica was etched for the other three samples.

FTIR spectrum of (a) C–SiO2-3, (b) C-3, (c) C–MnO2-3-1 and (d) C–MnO2-3-2
The microstructure of C–MnO2-3-2 was investigated by TEM. Figure 5 gives the TEM images of typical foam-like C–MnO2-3-2 with different magnifications, exhibiting foam-like structure. The MnO2 can hardly be found maybe because the amount of MnO2 is too little or dispersed even in the porous carbon framework.

TEM images of typical foam-like C–MnO2-3-2 (a–c) with different magnifications
Figure 6 displays the voltammograms recorded for the samples in the range of − 1 to 0 V for C–SiO2-3 and C-3, 0.9–0.1 V for C–MnO2-3-1 and C–MnO2-3-2, respectively. As can be seen, the contribution of C–SiO2-3 and C-3 for capacitance is relatively low. The CV curve recorded for C–MnO2-3-2 exhibits more curved rectangular shape, indicating that the improved capacitance for C–MnO2-3-2 electrode. The improved specific capacitance is probably because of the pseudocapacitance of MnO2.

CV curves with 10 mV/s in 6 M KOH (for a, b) and 1.0 M Na2SO4 (for c, d), (a) CV curve of C–SiO2-3, (b) CV curve of C-3, (c) CV curve of C–MnO2-3-1 and (d) CV curve of C–MnO2-3-2
Figure 7 presents the constant charge–discharge curves at current density of 0.5 A/g of C–SiO2-3, C-3, C–MnO2-3-1 and C–MnO2-3-2. The specific capacitance of C–SiO2-3 is as low as 13.1 F/g. After etching, the C-3 exhibits 30.1 F. However, the C–MnO2-3-1 gives only 22.2 F/g, even lower than that of C-3, which is possibly because the doped MnO2 could not compensate for the loss of the surface area. The C–MnO2-3-2 can present specific capacitance as high as 109 F/g, which is probably owing to the synergistic effect of porous carbon frame and the pseudocapacitance of MnO2.

The constant current charge–discharge curves at current density of 0.5 A/g of (a) C–SiO2-3, (b) C-3, (c) C–MnO2-3-1 and (d) C–MnO2-3-2
The Nyquist curves of the samples were measured to assess the electrochemical reaction kinetics of the supercapacitors in Fig. 8. The equivalent series resistance (ESR) in the high-frequency region for all the samples as shown in Fig. 8. The C-3 and C/SiO2-3 showed the similar and smaller ESR compared to that of the other two samples. The semicircle diameter is related to the faradaic charge-transfer resistance (Rct). Rct increased as the MnO2 was introduced, indicating that MnO2 decreased the conductivity of the materials.

AC impedance diagrams in the frequency range 100 kHz to 0.01 Hz of (a) C–SiO2-3 composite, (b) C-3, (c) C–MnO2-3-1 and (d) C–MnO2-3-2
4 Conclusion
The C–MnO2 composites were prepared by a facile thermal treatment and dipping method. The amount of MnO2 can be tuned by the concentration the Mn(NO3)2 aqueous solution. The specific capacity of C/MnO2 electrode material for supercapacitor can be as high as 109 F/g under the current density of 0.5 A/g. The superior electrochemical properties originated from the synergic effect of pseudocapacitive MnO2 particles with the C matrix which functions as a conductive support.
References
Chung HT, Cullen DA, Higgins D, Sneed BT, Holby EF, More KL, Zelenay P (2017) Direct atomic-level insight into the active sites of a high-performance PGM-free ORR catalyst. Science 357:479–484
Kaewruang S, Chiochan P, Phattharasupakun N, Suktha P, Kongpatpanich K, Maihom T, Limtrakul J, Sawangphruk M (2017) Strong adsorption of lithium polysulfides on ethylenediamine-functionalized carbon fiber paper interlayer providing excellent capacity retention of lithium-sulfur batteries. Carbon 123:492–501
Zhang X, Sun X, Zhang H, Li C, Ma Y (2014) Comparative performance of birnessite-type MnO2 nanoplates and octahedral molecular sieve (OMS-5) nanobelts of manganese dioxide as electrode materials for supercapacitor application. Electrochim Acta 132:315–322
Ma F, Zhao H, Sun L, Li Q, Huo L, Xia T, Gao S, Pang G, Shi Z, Feng S (2012) A facile route for nitrogen-doped hollow graphitic carbon spheres with superior performance in supercapacitors. J Mater Chem 22:13464
Qorbani M, Naseri N, Moshfegh AZ (2015) Hierarchical Co3O4/Co(OH)2 nanoflakes as a supercapacitor electrode: experimental and semi-empirical model. ACS Appl Mater Interfaces 7:11172–11179
Liu Y, Wang R, Yan X (2015) Synergistic effect between ultra-small nickel hydroxide nanoparticles and reduced graphene oxide sheets for the application in high-performance asymmetric supercapacitor. Sci Rep 5:11095–12006
Shao Y, El-Kady MF, Lin CW, Zhu G, Marsh KL, Hwang JY, Zhang Q, Li Y, Wang H, Kaner RB (2016) 3D freeze-casting of cellular graphene films for ultrahigh-power-density supercapacitors. Adv Mater 28:6719–6726
Tagade P, Hariharan KS, Basu S, Verma MKS, Kolake SM, Song T, Oh D, Yeo T, Doo S (2016) Bayesian calibration for electrochemical thermal model of lithium-ion cells. J Power Sources 320:296–309
Deng J, Wang X, Duan X, Liu P (2015) Facile preparation of MnO2/graphene nanocomposites with spent battery powder for electrochemical energy storage. ACS Sustain Chem Eng 3:1330–1338
Zhang J, Yang X, He Y, Bai Y, Kang L, Xu H, Shi F, Lei Z, Liu Z-H (2016) δ-MnO2/holey graphene hybrid fiber for all-solid-state supercapacitor. J Mater Chem A 4:9088–9096
Xiao Z, Fan L, Xu B, Zhang S, Kang W, Kang Z, Lin H, Liu X, Zhang S, Sun D (2017) Green fabrication of ultrathin Co3O4 nanosheets from metal-organic framework for robust high-rate supercapacitors. ACS Appl Mater Interfaces 9:41827–41836
Huang G, Zhang Y, Wang L, Sheng P, Peng H (2017) Fiber-based MnO2/carbon nanotube/polyimide asymmetric supercapacitor. Carbon 125:595–604
Ochai-Ejeh FO, Madito MJ, Momodu DY, Khaleed AA, Olaniyan O, Manyala N (2017) High performance hybrid supercapacitor device based on cobalt manganese layered double hydroxide and activated carbon derived from cork (Quercus suber). Electrochim Acta 252:41–54
Xu L, Jia M, Li Y, Jin X, Zhang F (2017) High-performance MnO2-deposited graphene/activated carbon film electrodes for flexible solid-state supercapacitor. Sci Rep 7:12857–12865
Weng Y-T, Pan H-A, Lee R-C, Huang T-Y, Chu Y, Lee J-F, Sheu H-S, Wu N-L (2015) Spatially confined MnO2 nanostructure enabling consecutive reversible charge transfer from Mn(IV) to Mn(II) in a mixed pseudocapacitor-battery electrode. Adv Energy Mater 5:1500772–1500779
Yu S, Yang N, Zhuang H, Meyer J, Mandal S, Williams OA, Lilge I, Schönherr H, Jiang X (2015) Electrochemical supercapacitors from diamond. J Phys Chem C 119:18918–18926
Long W, Fang B, Ignaszak A, Wu Z, Wang Y-J, Wilkinson D (2017) Biomass-derived nanostructured carbons and their composites as anode materials for lithium ion batteries. Chem Soc Rev 46:7176–7190
Chung DY, Son YJ, Yoo JM, Kang JS, Ahn C-Y, Park S, Sung Y-E (2017) Coffee waste-derived hierarchical porous carbon as a highly active and durable electrocatalyst for electrochemical energy applications. ACS Appl Mater Interfaces 9:41303–41313
Acevedo B, Barriocanal C (2015) Texture and surface chemistry of activated carbons obtained from tyre wastes. Fuel Process Technol 134:275–283
Acevedo B, Barriocanal C, Lupul I, Gryglewicz G (2015) Properties and performance of mesoporous activated carbons from scrap tyres, bituminous wastes and coal. Fuel 151:83–90
Boota M, Paranthaman MP, Naskar AK, Li Y, Akato K, Gogotsi Y (2015) Waste tire derived carbon–polymer composite paper as pseudocapacitive electrode with long cycle life. Chemsuschem 8:3576–3581
Zhi M, Yang F, Meng F, Li M, Manivannan A, Wu N (2014) Effects of pore structure on performance of an activated-carbon supercapacitor electrode recycled from scrap waste tires. ACS Sustain Chem Eng 2:1592–1598
Liang Y-R, Cao W-L, Zhang X-B, Tan Y-J, He S-J, Zhang L-Q (2009) Preparation and properties of nanocomposites based on different polarities of nitrile-butadiene rubber with clay. J Appl Polym Sci 112:3087–3094
Enterría M, Figueiredo JL (2016) Nanostructured mesoporous carbons: tuning texture and surface chemistry. Carbon 108:79–102
Acknowledgements
The research was supported by the financial support of the Shanxi Province Foundation for Youths (2015021072), the Program for the Innovative Talents of Taiyuan Institute of Technology (TITXD201403), Special Youth Science and Technology Innovation (QKCZ201635) and the Fund for Shanxi “1331 Project” Key Subjects Construction.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Li, P., Ma, X., Liang, Y. et al. Preparation and electrochemical capacitive properties of C–MnO2 composite with foam-like structure based on modified rubber. Carbon Lett. 29, 547–552 (2019). https://doi.org/10.1007/s42823-019-00012-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42823-019-00012-4