
Abstract
The intention of investigating the alternative cutting tool performance, namely cermet insert to support the usage of coated cemented carbide for enhancing the productivity in turning of hard to cut materials such as stainless steels, is the rationality of this research. Therefore, the aim of this study is to determine the influence of cutting parameters such as cutting speed, feed and depth of cut on surface roughness (Ra) and material removal rate (MRR) during dry turning of AISI 316L using cermet insert (GC1525). Experimental tests were carried out according to Taguchi L27 orthogonal array. The technique of response surface methodology and analysis of variance were also used to develop the quadratic regression model. Four optimization cases were performed using the desirability function to find the optimal cutting parameters by targeting Ra and maximizing MRR, unlike other researches that have focused only on minimizing Ra. Based on the results, it was found that the most predominant parameter affecting the Ra was the feed with 79.61% of contribution, while the MRR was strongly influenced by the depth of cut followed by cutting speed and feed, respectively. Tool wear tests were also performed and the results indicated that the tool life of cermet tool was measured as 30 min at cutting speed of 340 m/min.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Nowadays, one of the important challenges in manufacturing industry is to provide workpieces having desired quality characteristics in the required quantity and in the fastest and most cost-effective way possible. Therefore, the improvement on the machining of hard-to-cut materials such as stainless steels, titanium alloy, nickel alloys etc.… becomes an absolute necessity in the manufacturing processes (turning, milling, drilling etc.). Among hard-to-cut materials, stainless steels are widely used in many fields such as food, medical, chemical, petrochemical, aviation, defense etc. industries due to their high mechanical properties and excellent corrosion resistance. Many researchers have tried to improve their machinability in response to the diversity of their applications.
Bhattacharya et al. [1] summarized that cutting speed was predominant factor that affected the surface finish with contribution rate of 83% when studying the effects of machining parameters on surface finish during high-speed machining of AISI 1045 steel with TiC (Titanium carbide) and TiN (Titanium nitride)-coated WC (Tungsten carbide) inserts. Çiçek et al. [2] applied the Taguchi method to examine the surface roughness in drilling of AISI 316 stainless steel with M35 HSS (High Speed Steel) twist drills. In researchers’ study, the most effective parameter on the surface roughness was found as cutting speed with a contribution rate of 78.11%. Kaladhar et al. [3] carried out machining experiments of AISI 304L austenitic stainless steel with a PVD (Physical vapor deposition)-coated cermet tool. Researchers highlighted that the feed was the predominant parameter on the machined surface followed by nose radius. In addition, the depth of cut was found as the most important parameter influencing the MRR (Material removal rate) followed by feed. Marimuthu et al. [4] studied the effects of cutting conditions during the straight turning of AISI 316L by utilizing ANOVA (Analysis of variance) and Taguchi method. Based on the results, it was noted that single-layer coated (Ti. Al) N insert gave better performance than the multi-layer coated (TiCN + Al2O3) insert. Bouzid et al. [5] worked on the effects of feed, cutting speed and depth of cut on the surface roughness and MRR during dry turning operation of X20Cr13 (AISI 420) with CVD (chemical vapor deposition)-coated carbide insert. Researchers presented that the feed and depth of cut were the meaningful parameters affecting the surface roughness and MRR, respectively. Kant et al. [6] developed a predictive model for minimizing surface finish by employing GRA (Gray Relational Analysis) coupled with PCA (Principal Component Analysis) and RSM (Response Surface Methodology) during turning of AISI 1045 steel. ANOVA was utilized to find out the effects of depth of cut, cutting velocity and feed on the surface finish. According to the results, the feed was found as the most effective factor to reduce the surface finish followed by the depth of cut and cutting speed, respectively. Nur et al. [7] conducted a study using coated carbide insert to machine AISI 316L under dry turning condition. The authors discussed the effects of machining parameters on the surface roughness based on RSM method. The results showed that the feed had significant influence on surface roughness. Selaimia et al. [8] investigated the effects of control factors on surface roughness in milling of austenitic stainless steel X2CrNi18-9 (AISI 304L) and optimized the results by RSM and desirability approach. According to the results, surface roughness was affected by feed. Bagaber et al. [9] reported an optimization study using RSM in order to achieve minimum surface quality during turning of AISI 316 stainless steel. Researchers presented that the appropriate selection of machining parameters reduced surface quality by 4.71%. Zerti et al. [10] used the Taguchi method to minimize some response parameters in dry turning of AISI D3. The effects of main cutting edge angle, nose radius, cutting speed, feed and depth of cut on surface roughness were analyzed and the results showed that both feed and cutting insert nose radius were the most significant parameters influencing the surface roughness. Mia el al [11] optimized surface roughness by using simulated annealing algorithm and recommended to use 149 m/min cutting speed, 0.10 mm/rev feed rate and 43 hardness for minimum Ra. In another study conducted by Mia el al [12] found that a lower feed rate (0.10 mm/rev), a material hardness of 43 HRC and higher cutting speed (161 m/min) corroborated the minimum surface roughness when separate DF and genetic algorithm optimization methods employed. Bouzid et al. [13] utilized the ANOVA and RSM statistical analysis methods to investigate the effects of cutting speed, feed and cutting time on surface roughness during turning of AISI 304 stainless steel with a CVD-coated carbide tool. The results showed that the cutting time was the dominant factor affecting workpiece surface roughness followed by feed. In the recent study of Zerti et al. [14], it was found that the feed rate was the predominant parameter that influenced the surface finish. In addition, the depth of cut had a considerable effect on material removal rate when studying the effect of different machining parameters on some performance characteristics in machining of AISI 420 tempered stainless steel. Recently, Kaladhar, [15] carried out a machining experiments on AISI 304 austenitic stainless steel using five different coated tools (GC2025, GC1025, GC1525, Kc9229 and TP2500) to understand the evolution of the hard coated cutting tools’ performance on surface roughness, flank wear and material removal rate.
Literature shows that several studies on the optimization of the turning process have focused on the effects of cutting parameters on performance measurements such as surface roughness and material removal rate. In general, these studies have aimed to minimize surface roughness to achieve superior quality. According to their results, the lower surface roughness can be obtained with a low material removal rate. As a result, a lot of time and high costs are required. On the other hand, there is a contradiction with the requirements of manufacturing industries due to demanding for high material removal rate and product quality at the same time. In addition, the machinability of AISI 316L austenitic stainless steel remains a current subject that deserves to be investigated specially with TiCN-TiN PVD cermet insert. For this reason, it is imperative to perform an experimental and statistical research study for obtaining practical and economic machining solutions, helping the machinists in metal cutting industries for better control of surface roughness and material removal rate. In this sense, the main objective of this study is to optimize the cutting parameters in the turning of AISI 316L stainless steel by targeting surface roughness and simultaneously providing maximum material removal rate.
2 Materials and turning conditions
In experiments, AISI 316L austenitic stainless steel was selected as workpiece material being in a cylindrical rod with an axial length of 400 mm and a diameter of 80 mm with an average hardness of 197 HV. The chemical composition of the workpiece material is given in Table 1.
The cutting tools used in this investigation were PVD cermet and designated as ISO-CNMG 120408-PF 1525. In Table 2, machining parameters and details of cutting tool and tool holder can be shown.
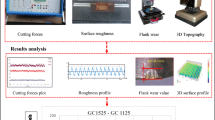
The turning experiments were carried out on TOS TRENCIN- SN 40C model lathe with spindle power of 6.6 kW. After turning operations, surface roughness values (Ra) were measured by using Mitutoyo Surftest-210 roughness meter which has a diamond point (feeler) with a 5-µm radius nose moving linearly along the machined surface. The surface roughness measurements were performed on three sections of the machined cylindrical part, separated by a 120° angle to avoid dispersion of results. In addition, an AltiSurf 500 optical metrology device was utilized to better visualize the roughness of the machined surface in a 3D representation. Furthermore, the tool wear measurements were carried out by means of microscope Visual Gage 250. In Fig. 1, the schematic illustration of experimental setup is presented. Twenty-seven practical tests were conducted based on Taguchi L27 orthogonal array as given in Table 3.

Schematic illustration of experimental setup
3 Analysis results and discussion
3.1 Analysis of variance (ANOVA)
ANOVA is a widely used statistical method to examine the influences of inputs on outputs in manufacturing operations in terms of signification parameters [9]. To achieve this objective, the P value statistical index is used to assess this signification. If P-value is less than 5%, this would mean the parameter is significant [14]. The analysis was performed at a 5% level of significance, i.e., at a 95% confidence level [16]. ANOVA results for surface roughness are presented in Table 4. According to Table 4, the most effective parameter for surface roughness was found as feed with contribution rate of 79.61%. This result in consistency with previous published works cited by Refs [7, 15]. The cutting speed and square term (Vc2) were considered less significant with contribution rates of 6.27% and 2.54%, respectively.
On the other hand, the analysis indicated that the depth of cut, square terms (f2, ap2) and interaction terms (Vc*f, Vc*ap and f*ap) had insignificant effects on the surface roughness due to having higher P value than 5%. The result of the insignificant effect of ap on Ra was also observed by Bagaber et al. [9].
3.2 Graphical representation of main effects
In Fig. 2, mean effect plot graphs of Ra and MRR were given. The mean effect of three selected parameters on the output is pictured by a line, while the most significant parameter has a steeper slope compared to other parameters. As shown in Fig. 2a, the plot for surface roughness versus feed displays a significant positive effect from low to high level, while the plot for surface roughness against cutting speed shows a significant negative effect from low to high level.

Main effect plot graphs for a Ra and b MRR
With regard to depth of cut, the slope of surface roughness line exhibits a negative significant effect from low-to-medium level, then a positive effect is observed from medium-to-high level. In addition, the parcel for surface roughness as a function of feed demonstrates a higher steep slope compared to cutting speed and depth of cut. Hence, it can be highlighted that the feed is the most significant parameter influencing the generated surface roughness than the other parameters. This observation was found to be compatible with previous published works [7, 12, 17]. That means at highest feed, surface roughness enhances and resulted in deterioration of manufactured surface quality due to the enhance in friction amid machined part and tool interface which augments the temperature near the cutting zone due to high strength and high hardness of austenitic stainless steel AISI 316L [18].
As shown in Fig. 2b, the plot for material removal rate as a function of depth of cut, feed and cutting speed indicates a significant positive effect from low-to-high level. Furthermore, the parcel for material removal rate versus depth of cut presents a greater steep slope compared to feed and cutting speed. Therefore, it can be concluded that the depth of cut is the main parameter that has the highest impact on material removal rate followed by cutting speed and feed. This result was also claimed by Refs. [3, 15]. In turning operation, the length of contact between tool and workpiece enhances due to enhance in depth of cut and feed rate due to the cross section of uncut chip thickness is enhanced with depth of cut and feed rate, which impacts the MRR [19].
3.3 Response surface methodology (RSM)
Experimental studies with adequate preparation are essential to achieve the optimal results. Therefore, this study incorporates the response surface methodology (RSM). RSM is both a collection of mathematical and statistical approaches that is a useful tool to model and optimize machining parameters [20, 21]. In RSM, an empirical model can be established using a second-order polynomial model. This model is called the quadratic model of \(\varphi\) which is expressed by Eq. (1):
where \(a_{0}\), \(a_{i} ,a_{ii}\) and \(a_{ij}\) are the constant term, the coefficients of the linear terms, quadratic and interactive term, respectively. \(X_{i}\) and \(X_{j}\) indicate the independent variables (Vc, f and ap). \(\varepsilon\) corresponds to the statistical experimental error. k denotes the number of variables (in this work k = 3). Finally, \(\varphi\) represents the desired machining responses (Ra).
3.3.1 Regression equation
To determine the relationship between cutting parameters and performance measurement, a quadratic regression model was formulated and developed using Minitab software. Cutting parameters were defined as Vc, f and ap, while the performance measurement was specified as Ra. Estimation equation for Ra is expressed by Eq. (2).
The determination coefficient (R2) of the equation obtained with the quadratic regression model for Ra was estimated at 90.78%. In general, to obtain greater model accuracy, the R2 value should be between 0.8 and 1.0 [22]. This result is verified in this study.
The normal residual plot of the Ra model is presented in Fig. 3 and it reveals that almost all the residuals follow a linear curve, which implies that the proposed model is very well aligned with the experimental values. In addition, Fig. 4 indicates that the empirical model represents a satisfactory agreement between measured and predicted values of Ra.

Normal probability plots of surface roughness

Comparison between measured and predicted values of Ra
3.3.2 Influence of cutting parameters on Ra and MRR
The surface roughness, as observed in the ANOVA result, was mainly affected by the feed. Figure 5a illustrates the effect of feed, depth of cut and cutting speed on Ra, where Ra increased considerably when feed increased from 0.08 to 0.12 mm/rev with a percentage of 65.75%. Consequently, this increment can be interpreted by the generation of helical grooves yielded by the relative motion between workpiece and tool. As soon as these grooves were deeper and wider, the feed assumed higher values [23, 24]. In addition, it is important to mention that the Ra increased to a maximum of about 104.93% with an increment in feed from 0.12 to 0.16 mm/rev. This can be explained by the soft ferrite phase which in machining of ductile material such as AISI 316L caused a long tool-chip contact area on the rake face. Therefore, the increment in tool-chip contact area generated higher temperature and increased the shear stress as compared to the increment in feed [11, 25]. In the cutting zone, the increment in temperature and the excess of shear stress increased the plastic deformation of the material, which led to an increment in the volume of chips removed [25].

3D plots for a Ra and b MRR
In Fig. 5b, the effects of depth of cut, feed and cutting speed on MRR were illustrated. Based on the results, MRR was low at small depth of cut. Then, MRR increased as the depth of cut increased from 0.1 to 0.3 mm with 200% due to the deeper penetration of the workpiece by the tool induced the increment in chip section, resulting a raising in the volume of chips removed. In this study, the material removal rate (MRR) is presented by Eq. (3) [26]:
3.4 Confirmation tests
The main objective of the confirmation tests is to validate and compare the final results obtained in this phase with the initial results in order to check the adequacy of the constructed model of Ra. To achieve this objective, five tests were performed using different cutting conditions as seen in Table 5. Table 6 and Fig. 6 present the results of the confirmation experiments. It can be claimed that the estimated error which is found not to exceed 10% is negligible. Almost similar deviations of error values in predicting Ra can be found in Refs [27,28,29].

Confirmation experiments for Ra
4 Multi-objective optimization
Traditionally, surface roughness represents manufacturing quality. The minimum value of surface roughness therefore indicates the good quality of surface finish. For this purpose, lower surface roughness is required to obtain optimal conditions. On the other hand, the material removal rate is one of the important productivity characteristics of the manufacturing process, particularly in terms of increasing production rate and reducing cost [30]. Generally, higher MRR is always privileged in machining processes to improve products quantity and reduce the operating cost, simultaneously.
However, as shown in Table 3, lower values for surface roughness were obtained with low MRR values. Obviously, there is a contradiction between these criteria. Industrially, as required by the design drawing of some machined parts, it should be noted that a certain interval of surface roughness values can be accepted to provide good surface quality, lower cost and high gain at the same time.
To achieve an optimal production rate, it is essential to ensure a proper selection of cutting parameters. Therefore, it is necessary to optimize the machining parameters to obtain high-quality products with a relatively high production rate.
Among the different optimization approaches available, one of them is the desirability function approach (DF) approach. Due to its simplicity, efficiency and sufficiently, it has been widely used in the literature [14, 31, 32]. This approach is also used in the current study. The equations to calculate the desirability value are referenced in [14, 33]. In DF, the operating condition with the highest desirability value is considered as the optimal solution [34].
Four cases of optimization were studied during experimentation phase. In all cases, the surface roughness was considered as the target, while the maximum material removal rate was preferred. The desired objectives and the variation interval of cutting parameters for the four cases and their optimal solution are given in Tables 7 and 8, respectively.
For the first optimization case, the optimal cutting parameters were found as the cutting speed of 260 m/min, feed of 0.117 mm/rev and depth of cut of 0.3 mm for the targeted surface roughness of 0.8 µm while the obtained output responses were material removal rate of 9.245 cm3/min and desirability of 0.845.
In the second optimization case, the optimal cutting parameters were found as the cutting speed of 260 m/min, feed of 0.136 mm/rev and depth of cut of 0.3 mm for the targeted surface roughness of 1 µm while the achieved output responses were material removal rate of 8.589 cm3/min and desirability of 0.913.
In regard to the third optimization case, the optimal cutting parameters were obtained as the cutting speed of 260 m/min, feed of 0.152 mm/rev and depth of cut of 0.3 mm for the targeted surface roughness of 1.2 µm while the obtained output responses were material removal rate of 11.806 cm3/min and desirability of 0.968.
In the interest of the fourth optimization case, the optimal cutting parameters were found as the cutting speed of 260 m/min, feed of 0.16 mm/rev and depth of cut of 0.3 mm for the targeted surface roughness of 1.3 µm whereas the acquired output responses were material removal rate of 12.346 cm3/min and desirability of 0.988.
The desirability bar graphs for each optimum solution is given in Fig. 7. The parameter settings were presented in the first 3 bars, and the target and optimal anticipated response values were illustrated in the remaining bars.

Desirability bar-graph for the four optimization case
5 Evolution of flank wear with machining time
The flank wear (VB) is often chosen as a practical tool life criterion, which has an admissible value of 0.3 mm for turning operation according to IS0 3685 standard. Beyond this value, wear accelerates sharply which induce losing cutting performances of the tool. As a result, modifying both the surface finish and dimensional accuracy [35]. The flank wear was measured in respect to machining time under cutting speed of 340 m/min, feed of 0.08 mm/rev and depth of cut of 0.2 mm as depicted in Fig. 8. The results showed that the admissible VB value as illustrated by the horizontal line in Fig. 8 was reached after 30 min of machining time. A microscope analysis clearly indicates that, there is worn flank face of the cutting insert tested under the selected condition. With increase in machining time, the VB increases rapidly when turning of difficult to cut materials. Similar observation was highlighted by Yallese et al. [36]. As the cutting insert works, the temperature at the cutting zone grows due to the contact surface between the main cutting edge (on the flank face) and undeformed chip thickness and also due to the relative tool workpiece sliding which generated intensive friction during cutting process [37]. Consequently, that leads to occur adherence and welding chips to rake face of the cutting insert. As a result, an acceleration of abrasion and diffusion wear mechanisms [23, 38].

Evolution of flank wear (VB) versus machining time for GC1525 insert
6 3D surface topography
Surface topographies of AISI 316L austenitic stainless steel are given in Fig. 9 after dry turning at a constant cutting speed of 260 m/min and depth of cut of 0.2 mm and two feed values as 0.08 mm/rev and 0.16 mm/rev. A better visualization of the machined surface (Fig. 9a) indicated that the surface had uniform summits that were considerably higher than the depth of single grooves. Increasing feed from 0.08 mm/rev to 0.16 mm/rev (Fig. 9b) generated an increment in surface roughness indicated on a legend bar. As shown in Fig. 9a, b, the important point to be noted is that for smaller feed (f = 0.08 mm/rev), the surface roughness is Ra = 0.630 µm and for higher feed (f = 0.16 mm/rev), Ra = 1.63 µm. As a consequent, deeper grooves at high feed were observed than those at lower feed. An increment in feed caused sharp peaks, dales and ridges on the generated surfaces. These peaks indicated that the metal was torn off due to its ductility at high feeds leading to deterioration of machined surface [39]. This observation result complies with findings extracted by Krolczyk [40], they noticed, that the more increasing feed, the more grooves, dales and peaks appear to be evidence on the investigated material surface.

3D surface topography
7 Conclusion
In this study, the effect and optimization of turning parameters (cutting speed, feed rate and depth of cut) on generated surface roughness and material removal rate was presented when dry turning of AISI 316L austenitic stainless steel using PVD-coated cermet insert. Importantly, the experiments were followed by statistical analysis using RSM and ANOVA to establish a model for predicting Ra for the selected parameters such as Vc, f and ap. The following outcomes can be drawn based on the research findings.
Analysis of variance (ANOVA) clearly acknowledged that the feed rate is the most important parameter influencing the generated surface roughness with contribution rate of 79.01%. Whereas, the depth of cut is chiefly recognized as the principal parameter affecting the material removal rat, the second was cutting speed, followed by feed rate.
An appropriate model was developed for predicting surface roughness by utilizing response surface methodology (RSM) with the accuracy of 90.81%. The model was tested and results were encouraging with an estimated error values which are found not to exceed 10%.
Regression results showed that most of the data points are fallen close to the straight line pattern and there is a good closeness between the estimated values and the observed one. Hence, the yielded model could be useful for metal cutting industries for prediction Ra in dry turning of AISI 316L using cermet inserts.
The desirability function approach (DF) for multi-objective optimization was applied to find a good compromise between surface roughness and material removal rate, which means obtaining high-quality products with a relatively high productivity rate. In the current study, four optimization cases were acknowledged. It is important to note that the fourth optimization case provided high quality of surface roughness (Ra = 1.3 µm) with a high material removal rate (MRR = 12.346 cm3/min) and maximum desirability value (DF = 0.988). This result can be in agreement with the requirements needed in most industrial applications.
The tool life of the PVD-coated cermet tool was determined as 30 min within the authorized limits.
The visualization of the 3D surface topography allowed precise observation of the peaks, dales and ridges on the machined surface for the AISI 316L austenitic stainless steel.
Cermet insert can be recommended for finish turning of stainless steel AISI 316L at cutting parameters ranging from cutting speed of (125–260) m/min, feed of (0.08–0.16) mm/rev and depth of cut of (0.1–0.3) mm.
References
Bhattacharya A, Das S, Majumder P, Batish A (2009) Estimating the effect of cutting parameters on surface finish and power consumption during high speed machining of AISI 1045 steel using Taguchi design and ANOVA. Prod Eng Res Dev 3(1):31–40
Çiçek A, Kıvak T, Samtaş G (2012) Application of Taguchi method for surface roughness and roundness error in drilling of AISI 316 stainless steel. J Mech Eng 58(3):165–174
Kaladhar M, Venkata SK, Srinivasa RH (2012) Determination of optimum process parameters during turning of AISI 304 Austenitic stainless steels using Taguchi method and ANOVA. Int J Lean Think 1(3):1–19
Marimuthu P, Chandrasekaran K (2012) Machinability study on stainless steel and optimum setting of cutting parameters in turning process using Taguchi design of experiments. Int J Mater Prod Technol 43(1–4):122–133
Bouzid L, Boutabba S, Yallese MA, Belhadi S, Girardin F (2014) Simultaneous optimization of surface roughness and material removal rate for turning of X20Cr13 stainless steel. Int J Adv Manuf Technol 74(5–8):879–891
Kant G, Sangwan KS (2014) Prediction and optimization of machining parameters for minimizing power consumption and surface roughness in machining. J Clean Prod 83(1):151–164
Nur R, Noordin MY, Izman S, Kurniawn D (2017) Machining parameters effect in dry turning of AISI 316L stainless steel using coated carbide tools. J Process Mech Eng 231(1):676–683
Selaimia AA, Yallese MA, Bensouilah H, Meddour I, Khattabi R, Mabrouki T (2017) Modeling and optimization in dry face milling of X2CrNi18-9 austenitic stainless steel using RMS and Desirability approach. Measurement 107(1):53–67
Bagaber SA, Yousof AR (2017) Multi objective optimisation of cutting parameters to minimise power consumption in dry turning of stainless steel 316. J Clean Prod 157(1):30–46
Zerti O, Yallese MA, Khettabi R, Chaoui K, Mabrouki T (2017) Design optimization for minimum technological parameters when dry turning of AISI D3 steel using Taguchi method. Int J Adv Manuf Technol 89(5–8):1915–1934
Mia M, Dhar NR (2018) Modeling of surface roughness using RSM, FL and SA in dry hard turning. Arab J Sci Eng 43:1125–1136
Mia M, Dhar NR (2017) Prediction and optimization by using SVR, RSM and GA in hard turning of temperated AISI 1060 steel under effective cooling condition. Neural Comput Appl 31:2349–2370
Bouzid L, Berkani S, Yallese MA, Girardin F, Mabrouki T (2018) Estimation and optimization of flank wear and tool lifespan in finish turning of AISI 304 stainless steel using desirability function approach. Int J Ind Eng Comput 9(3):349–368
Zerti A, Yallese MA, Meddour I, Belhadi S, Haddad A, Mabrouki T (2019) Modeling and multi-objective optimization for minimizing surface roughness, cutting force, power and maximizing productivity for tempered stainless steel AISI 420 in turning operations. Int J Adv Manuf Technol 102(1–4):135–157
Kaladhar M (2019) Evolution of hard coating materilas performance on machinability issues and material removal rate during turning operations. Mesurement 135(1):493–502
Montgomery DC (2013) Design and analysis of experiments, 8th edn. Wiley, New York
Nouioua M, Yallese MA, Khettabi R, Belhadi S, Bouhalais M, Girardin F (2017) Investigation of the performance of the MQL, dry and wet turning by response surface methodology (RSM) and artificial neural network (ANN). Int J Adv Manuf Technol 93(5–8):2485–2504
Dhananchezian M, Thinesh T, Steven Niketan Paul and Inian Roy A (2016) Study of machinability characteristic for turning austenitic (316L) and super duplex (2505) stainless steel using PVD-TIALN nano multilayer inserts. ARPN J Eng Appl Sci 11(2):1262–1268
Das A, Patel SK, Hotta TK, Biswal BB (2019) Statistical analysis of different machining characteristics of EN-24 alloy steel during hard turning with multilayer coated cermet inserts. Measurement 134:123–141
Azam M, Jahanzaib M, Wasim A, Hussain S (2015) Surface roughness modeling using RSM for HSLA steel by coated carbide tools. Int J Adv Manuf Technol 78(5–8):1031–1041
Bouziane A, Boulanouar L, Azizi M, Keblouti O, Belhadi S (2018) Analysis of cutting forces and roughness during hard turning of bearing steel. Struct Eng Mech 66:285–294
Mia M (2018) Mathematical modeling and optimization of MQL assisted end milling characterisitics based on RSM and Taguchi method. Measurement 121(1):249–260
Yallese MA, Chaoui K, Zeghib N, Boulanour L, Rigal JF (2009) Hard machning of hardend bearing steel using cubic boron nitride tool. J Mater Process Technol 209(2):1092–1104
Khellaf A, Aouici H, Smaiah S, Boutabba S, Yallese MA, Elbah M (2017) Comparative assessement of two ceramic cutting tools on surface roughness in hard turning of AISI H11 steel: including 2D and 3D surface topograghy. Int J Adv Manuf Technol 89(1–4):333–354
Sied Ahmed Y, Youssef H, El-Hofy H, Ahmed M (2018) Prediction and optimization of drilling parameters in drilling of AISI 304 and AISI 2205 steels with PVD monolayer and multilayer coated drills. J Manuf Mater Process 2(1):1–16
Mia M, Dey PR, Hossain MS, Arafat MT, Asaduzzaman MD, Shoriat Ullah MD, Tareq Zobaer SM (2018) Taguchi S/N based optimization of machining parameters for surface roughness, tool wear and material removal rate in hard turning under MQL cutting condition. Measurement 122:380–391
Mia M, Khan MA, Dhar NR (2017) Study of surface roughness and cutting forces using ANN, RSM and ANOVA in turning of Ti–6AL–4V under cryogenic jets applied at flank and rake faces of coated WC tool. Int J Adv Technol 93:975–991
Laouissi A, Yallese MA, Belbah A, Belhadi S, Haddad A (2019) Invistigation, modeling and optimization of cutting parameters in turning of gray cast iron using coated and uncoated silicon nitride (Si3N4) ceramic tools. Basd on ANN, RSM and GA. Int J Adv Manf Technol 101:523–548
Mia M, Dhar NR (2016) Optimization of surface roughness and cutting temperature in high-pressure coolant-assisted hard turning using Taguchi method. J Adv Manuf Technol 88(1):739–753
Ananthakumar K, Rajamaani D, Balasubramanian E, Paulo DJ (2019) Measurement and optimization of multi-response characteristics in plasme arc cutting of Monel 400™ using RSM and TOPSIS. Measurement 135(1):725–737
Bensouilah H, Aouici H, Meddour I, Yallese MA, Mabrouki T, Girardin F (2016) Performance of coated and uncoated mixed ceramic tools in hard turning process. Mesurement 82(1):1–18
Hessainia Z, Yallese MA, Bouzid L, Mabrouki T (2015) On the application of response surface roughness and cutting forces in hard turning by PVD coated insert. Int J Ind Eng Comput 6(2):267–284
Laouissi A, Yallese MA, Belbah A, Khellaf A, Haddad A (2019) Comparative study of the performance of coated and uncoated silicon nitride (Si3N4) ceramics when machining EN-GJL-250 cast iron using the RSM method and 2D and 3D roughness functional parameters. J Braz Soc Mech Sci Eng 4(5):11–23
Gopalakannan S, Senthilvelan T (2013) Application of response surface method on machining of Al–SiC nano-composites. Measurement 46(8):2705–2715
Aouici H, Yallese MA, Fnides B, Chaoui K, Mabrouki T (2011) Modeling and optimization of hard turning of X38CrMoV5-1 steel with CBN tool: machining parameters effects on flank wear and surface roughness. J Mech Sci Technol 25(11):2843–2851
Yallese MA, Rigal JF, Chaoui K, Boulanouar L (2005) The effects of cutting conditions on mixed ceramic and cubic boron nitride tool wear and surface roughness durning machining of X200Cr12 steel (60HRC). Proc Inst Mech Eng B J Eng Maunf 219(1):35–55
Sarjana SS, Bencheikh I, Nouari M, Ginting A (2020) Study on cutting performance of cermet too in turning of hardened alloy steel. Int J Refract Metal Hard Mater 91:105255
Bouchelaghem H, Yallese MA, Mabrouki T, Amirat A, Rigal JF (2010) Experimental investigation and performance anatyses of CBN insert in hard turning of cold work tool steel (D3). Mach Sci Technol 14(14):471–501
Singh R, Dureja JS, Dogra M, Randdhawa JS (2019) Optimization of machining parameters under MQL turning of Ti–6Al–4V alloy with textured tool using multi-attribute decision-making methods. World J Eng 16(5):648–659
Krolczyk GM, Maruda RW, Nieslony P, Wieczornwski M (2016) Surface morphology analysis of Dublex stainless steel (DSS) in clean production using the power spectral density. Measurement 94:470–654
Acknowledgements
The present research has been undertaken by the ‘Metal Cutting Research Group’ of the Structure and Mechanics Laboratory-LMS of the May 1945 university at Guelma, Algeria under the PRFU research project A11N0UN240120190001 in collaboration with Structures Research Laboratory (LS), university of Blida1. The authors are grateful to the General Directorate of Scientific Research and Technological Development (DGRSDT), Algeria, for their help and support.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Touggui, Y., Belhadi, S., Mechraoui, SE. et al. Multi-objective optimization of turning parameters for targeting surface roughness and maximizing material removal rate in dry turning of AISI 316L with PVD-coated cermet insert. SN Appl. Sci. 2, 1360 (2020). https://doi.org/10.1007/s42452-020-3167-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-020-3167-4