
Abstract
Potassium triniobate (KNb3O8) ceramic powder has been synthesized by a novel aqueous organic gel route relatively at low calcination temperature above 700 °C. Initially, homogeneous K-Nb precursor gels were prepared using the starting materials K-EDTA and Nb-citrate complex. Afterward, the mixture in stoichiometric ratio of K, Nb, and citric acid produced a pale yellow viscous like gel from which precursor powder was obtained after prolonged heating at 80 °C. The X-ray diffraction patterns reveal the formation of nearly single crystalline phase of KNb3O8 powder calcinated from 750 to 800 °C. Furthermore, the particle size of KNb3O8 powder is also estimated in the nano range using XRD data by the Debye-Scherrer formula. The microstructure, compositional homogeneity, and EDS analysis were performed by scanning electron microscopy that confirmed the fine, almost homogeneous agglomerate microstructure of synthesized ceramics. Thermal analysis showed about 90.3% weight loss of the precursor powder which was mainly responsible for the decomposition of the organic and some other substances. FTIR analysis ensured characteristic absorption bands for the formation of KNb3O8 ceramic powder.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Alkaline metal niobates and their derivatives have attracted great deal of attention as a future functional material because of their excellent ferroelectric, piezoelectric, electro-optical, nonlinear optical, photorefractive, photocatalytic, and ion conductive properties [1,2,3,4,5,6,7,8,9]. Among them, potassium triniobate (KNb3O8) has attracted significant attention for their applications, in particular, for nano-optical devices, biosensors, and catalytic systems because of its high electro-optical and nonlinear optical coefficient and distinctive photochemical and catalytic activity [10,11,12,13,14,15,16,17]. KNb3O8 is a perovskite-type layered compound which is regarded as one of the most promising materials for its lead-free nature. Lead is a heavy metal and its toxic continuous uncontrolled exposure can cause many symptoms such as nerve, brain, and kidney damage; anemia; nausea; and headaches [18,19,20,21,22,23].
The chemical and microstructural homogeneity of alkali-earth metal niobates affects critically the electro-optic behavior, and therefore the synthesis of ceramic powder with good stoichiometry, homogeneity, and sinterability is necessary to develop KNb3O8 ceramic powder. Traditional solid-state reaction method has already been applied to synthesize KNb3O8 powder [24]. However, this method leads to poor compositional homogeneity and requires high sintering temperature [25, 26]. In recent years, chemical processing technique such as hydrothermal method has also been utilized to prepare the ceramic powder [27,28,29,30]. But in this method, it is difficult to eliminate the possible presence of impurity phases completely. Among various wet chemical powder preparation methods, the aqueous organic gel route is becoming increasingly important owing to the advantages of homogeneous mixing at molecular level, good stoichiometric control, relatively low processing temperature, use of aqueous based processing system, the formation of active powder, etc. Interestingly, the fabrication of various ceramic products, for instances, PbMgNb4O12, SrTiO3, and SrBiNb2O9, is applied, but yet to employ the synthesis of KNb3O8 nano powder [31,32,33,34].
In the present work, we report the preparation of KNb3O8 single phase ceramic powder via a novel aqueous organic gel route. The process produced inorganic powder by using polyfunctional carboxylic acid and metal salts to form soluble metal carboxylate complexes in amorphous solid precursor which can form the desired compound after calcining above 700 °C. The effect of calcinations temperature on particle size has also been studied. Herein, we report the novel aqueous organic gel synthesis method, phase and microstructure, compositional homogeneity, bond formation, and thermal behavior of KNb3O8 ceramic powder.
Methods and procedures
The procedure followed to synthesize KNb3O8 powder by novel aqueous organic gel route outlined in Fig. 1. The starting materials were KNO3, Nb2O5, ammonia solution, citric acid, and ethylenediaminetetraacetic acid (EDTA). Citric acid and EDTA were used as the chelating agents. First, for the preparation of K-EDTA complex, potassium nitrate was dissolved in deionized water and mixed with aqueous EDTA. The required amount of ammonia solution was added to achieve pH > 7 that made transparent K-EDTA complex. Then, the pH of the solution was adjusted to 7 using nitric acid. Second, for the preparation of Nb-citrate complex, Nb2O5 was dissolved in HF to form NbOF52 or NbF72− complexes by heating for 48 h. Aqueous solution of ammonium oxalate was added to the solution with excess oxalate ions. Then, ammonia solution was added with continuous stirring to form a precipitation of hydrous niobium oxide (Nb2O5·nH2O). The precipitation was aged at 80 °C for 12 h; after that, it was filtered and washed with distilled water for several times to make the fluoride free. The hydrous niobium oxide was then dissolved in aqueous solution of citric acid (C6H8O7) by continuous stirring and heating at 60 °C to form a transparent pale yellow Nb-citrate complex.

Flow chart for synthesizing KNb3O8 powder via a novel aqueous organic gel route from mixtures of all water-soluble compounds including K-EDTA and Nb-citrate
Finally, the synthesis of KNb3O8 was carried out using the stoichiometric molar ratio of K:Nb:C6H8O7 = 1:1:3 and was mixed homogenously by the addition of ammonia to control pH = 8.0 of the solution. The resultant homogenous solution was heated to 80 °C until a gelatinous viscous matter was produced. After completion of evaporation, the metal complexes decomposed and a fluffy black mass was obtained. This black mass called the precursor was easily crashed to powder. This precursor powder was calcinated from 500 to 800 °C for 240 min. in static air to obtain KNb3O8 ceramic powder.
The synthesized products were examined with X-ray diffraction (XRD, X’Pert-Pro, Philips, Japan) for phase and structural investigation using Cu Kα radiation of wavelength (λ = 1.5405 Å). Phases present were determined by composition with JCPDS file database (reference code: 01-075-2182) of KNb3O8 compound. The microstructure, morphology, elemental composition, and homogeneity of the solid powder were characterized by scanning electron microscopy (SEM, JEOL JMS-6390) and an energy-dispersive spectroscopy (EDS) from a non-polished powder surface. Thermal behavior analysis was carried out in static inert (nitrogen) atmosphere heating from 30 to 1000 °C at a heating rate of 20 °C/min. using TG/DTA 6300 thermal analyzer (EXSTAR 6000, Seiko Instruments Inc., SII). Fourier transform infrared (FTIR) spectra on pellets of powder mixed with KBr were also recorded on a Spectrum 100 (PerkinElmer) spectrometer.
Results and discussion
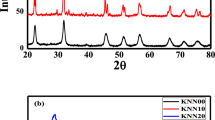
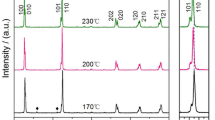
The XRD patterns of KNb3O8 powder calcinated from 700 to 800 °C are shown in Fig. 2. First, we detect the appearance of perovskite-type structure of KNb3O8 crystalline phase for the sample calcinated from 750 to 800 °C. The XRD pattern can be identified and indexed using the XRD data for the KNb3O8 that closely matches well with Joint Committee on Powder Diffraction Standard (No. 01-75-2182). It is observed that the synthesized sample at 800 °C consists of a nearly single phase of layered KNb3O8 with minimal impurity. The crystal structure of KNb3O8 belongs to the orthorhombic phase with lattice parameters, a = 8.90 Å, b = 21.16 Å, and c = 3.79 Å, which was determined for the sample at 800 °C. These values of lattice parameters are very consistent to previous report [11]. Notably, with the increase of calcinations temperature, the intensities of the diffraction peaks are strengthened and found maximum for the sample at 800 °C. Importantly, these calcinations temperatures are lower than those used in the solid-state synthesis of KNb3O8 product [24, 35]. However, a main peak at angle 29.65° corresponding to undissolved Nb2O5 [36, 37] together with KNb3O8 phase was observed only in the product calcinated at 700 °C (Fig. 2). However, the diffraction pattern of the KNb3O8 phase is somewhat complex because of the sophisticated nature of the perovskite type with layered structure [24, 38]. As the crystalline phase of KNb3O8 precursor powder was not observed, thus initially, the product was calcinated at 500 °C, 550 °C, 600 °C, and 650 °C for 240 min. and their corresponding XRD patterns are shown in Fig. 3.

XRD patterns of KNb3O8 powder calcinated at 700 °C, 750 °C, and 800 °C for 240 min. The inset shows deconvoluted peaks for the sample at 800 °C

XRD patterns of KNb3O8 precursor powder and calcinated at 500 °C, 550 °C, 600 °C, and 650 °C for 240 min
Here, the product calcinated at 500 °C is completely amorphous in structure. As the calcinations temperatures increased, relatively broad and sharp peaks are found with lower intensity. At 650 °C, two peaks were indexed demonstrating that the powder is composed of both amorphous and crystalline phase at this stage.
Moreover, the dimensions of the crystallites from XRD patterns are calculated using the Debye-Scherrer formula
where t is the crystallite size, λ is the wavelength of the radiation, θ is the Bragg angle, and β is the full width at half maximum (FWHM). Here, FWHM values of the main characteristic peaks position (2θ) of 29.65°, 26.02°, and 26.01° were used for the samples at 700 °C, 750 °C, and 800 °C, respectively. The deconvoluted peaks for the KNb3O8 powder at 800 °C are presented in the inset of Fig. 2 as well. The calculations showed that the crystallite sizes of the samples calcinated at 700 °C, 750 °C, and 800 °C are 15, 18, and 19 nm, respectively. This indicates that crystallite size increases slightly with the increase of calcinations temperature for KNb3O8 powder.
The SEM micrographs of KNb3O8 powder calcinated from 700 to 800 °C are shown in Fig. 4. The KNb3O8 calcinated powders reveal dense aggregate microstructure with particle size varying from 1 to 10 μm, approximately. Although there is a relatively low calcinations temperature, it is possible to observe the micrograph of the powder calcinated at 700 °C. An interesting feature to consider is that no significant growth of particles size was noticed with increasing calcination temperature that proves the high reactivity of the powder.

SEM images of KNb3O8 powder calcinated at a 800 °C, b 750 °C, and c 700 °C for 240 min. The inset shows an enlarged micrograph of the sample at 800 °C
However, the particle size observed by SEM is much greater than the average crystallite size, calculated from X-ray line broadening. Thus, it is believed that this contradictory value might indicate the agglomerate polycrystalline structure of the calcinated powder.
Figure 5 panels b and c reveal almost homogeneous distributions of Nb and K for the calcinated powder at 800 °C on microscopic scale. This result suggests that the sintering temperature around 800 °C of the KNb3O8 ceramic might indicate good sintering property keeping the original particle morphology and size. Further, the elemental analysis of the KNb3O8 powder calcinated at 800 °C is shown in Fig. 5d. The EDS spectra confirm the presence of Nb, K, and O elements. The weight and atomic percentages of Nb and K are also listed with error scale below in Table 1. However, the relatively small error in atomic percentages (Table 1) can be attributed to non-quantitative measurement of KNb3O8 ceramic powder.

a-c Elemental mapping of SEM image and d EDS spectra of KNb3O8 powder calcinated at 800 °C
In this section, Fig. 6 illustrates the TG and DTA curves of the precursor powder of KNb3O8. The thermogravimetric (TG) curve of the KNb3O8 precursor powder exhibits consistent total weight loss of 90.3% from room temperature to 1000 °C.

TG-DTA curves of the KNb3O8 precursor powder
The weight loss of the precursor between 80 and 200 °C is about 8.1% indicated by the endothermic peak on DTA curve which might be correlated to the elimination of free and bound water. A sharp exotherm between 200 and 300 °C is mainly due to citrate oxidation reaction of CO2 and H2O resulting the weight loss of 3.9%. This might also be the release of NH3 as reported previously [39,40,41]. The TG curve indicates a large weight loss of about 33.9% from 300 to 600 °C which could be attributed to burn out of most of the organics or thermal decomposition of nitrate ions caused by the release of NO2. At 600~900 °C, nitrate is completely decomposed along with the elimination of large amount of isolated residual carbon resulting 36.2% weight loss [33]. At the final stage from 900 to 1000 °C, weight loss of 8.2% was observed. However, the DTA curve does not show any clear exothermic peak corresponding to KNb3O8 decomposition which confirmed the structural stability of the product.
Herein, Fig. 7 shows the FTIR spectra of KNb3O8 powder calcinated at 700 °C, 750 °C, and 800 °C. IR spectra of the sample within the range of 700 to 1200 cm−1 show characteristic absorption bands at 997 cm−1, 950 cm−1, 909 cm−1, and 809 cm−1 for the formation of KNb3O8 ceramic powder [10, 42,43,44].

FTIR spectra of KNb3O8 phase calcinated at 700 °C, 750 °C, and 800 °C
Conclusion
In summary, potassium triniobate (KNb3O8) ceramic powder has been successfully synthesized via a novel aqueous organic gel route at relatively low temperature (above 700 °C). To the best of our knowledge, this is the first example of KNb3O8 ceramic powder synthesized by this method. The use of K-EDTA and Nb-citrate has proved very effective for affording an environment-friendly (Pb-free) low-cost technique. The ceramic powder calcinated from 700 to 800 °C was investigated by XRD and SEM techniques. XRD pattern of the KNb3O8 powder confirmed the orthorhombic perovskite-type layered structure. The synthesized powder showed almost homogeneous agglomerated particle of 1 to 10 μm approximately (defined by SEM micrograph) and crystallite size of 15 to 19 nm (calculated from XRD line broadening). FTIR spectra also revealed the characteristic 997 cm−1, 950 cm−1, 909 cm−1, and 809 cm−1 absorption bands that support the local structure of KNb3O8 ceramic powder. Finally, thermal analysis confirmed the structural stability of the powder up to 1000 °C even though the samples were obtained at relatively low temperature (above 700 °C). Therefore, we believe that organic gel route might be an effective method to discover additional new metal niobate ceramic powder.
References
Saito, Y., Takao, H., Tani, T., Nonoyama, T., Takatori, K., Homma, T., Nagaya, T., Nakamura, M.: Lead-free piezoceramics. Nature. 432, 84–87 (2004)
Wang, C.H., Wang, J.J.: Structural and electrical properties of lead-free Ba(Sn,Ti)O3–(Na0.5K0.5)NbO3 ceramics. Jpn. J. Appl. Phys. 48, 041403 (2009)
Nyman, M., Bonhomme, F., Alam, T.M., Rodriguez, M.A., Cherry, B.R., Krumhansl, J.L., Nenoff, T.M., Sattler, A.M.: A general synthetic procedure for heteropolyniobates. Science. 297, 996–998 (2002)
Ding, Q.P., Yuan, Y.P., Xiong, X., Li, R.P., Huang, H.B., Li, Z.S., Yu, T., Zou, Z.G., Yang, S.G.: Enhanced photocatalytic water splitting properties of KNbO3 nanowires synthesized through hydrothermal method. J. Phys. Chem. C. 112, 18846–18848 (2008)
Nagata, H., Matsumoto, K., Hirosue, T., Hiruma, Y., Takenaka, T.: Fabrication and electrical properties of potassium niobate ferroelectric ceramics. Jpn. J. Appl. Phys. 46, 7084–7088 (2007)
Ye, Z.G. (ed.): Handbook of Advanced Dielectric, Piezoelectric and Ferroelectric Materials: Synthesis, Properties and Application. Woodhead Publishing Limited, Sawston (2008)
Hayashi, H., Hakuta, Y., Kurata, Y.: Hydrothermal synthesis of potassium niobate photocatalysts under subcritical and supercritical water conditions. J. Mater. Chem. 14, 2046–2051 (2004)
Zuo, R., Rödel, J., Chen, R., Li, L.: Sintering and electrical properties of lead-free Na0.5K0.5NbO3 piezoelectric ceramics. J. Am. Ceram. Soc. 89, 2010–2015 (2006)
Dutto, F., Raillon, C., Schenk, K., Radenovic, A.: Nonlinear optical response in single alkaline niobate nanowires. Nano Lett. 11, 2517–2521 (2011)
Yang, G., Kong, Y., Hou, W., Yan, Q.: Heating behavior and crystal growth mechanism in microwave field. J. Phys. Chem. 109, 1371–1379 (2005)
Yu, B., Cao, B., Cao, H., Zhang, X., Chen, D., Qu, J., Niu, H.: Synthesis and nonlinear optical properties of single–crystalline KNb3O8 nanowires. Nanotechnology. 24, 085704 (2013)
Blasse, G., Tol, F.V.: Luminescence of KNb3O8. Solid State Commun. 95, 465–468 (1995)
Constantino, V.R.L., Bizeto, M.A., Brito, H.F.: Photoluminescence study of layered niobates intercalated with Eu3+ ions. J. Alloys Compd. 278, 142–148 (1998)
Kudo, A., Kaneko, E.: Photoluminesent properties of ion-exchangeable layered oxides. Microporous Mesoporous Mater. 21, 615–620 (1998)
Gasperin, M.: Structure du triniobate (v) potassium KNb3O8 un niobate lamellaire. Acta Cryst. B. 38, 2024–2026 (1982)
Bizeto, M.A., de Faria, D.L.A., Constantino, V.R.L.: Organic–inorganic hybrid material synthesized by porphyrin intercalation into a layered niobate host matrix. J. Mater. Sci. Lett. 18, 643–646 (1999)
Chen, H., Zhang, Y., Lu, Y.: Nanoscale potassium niobate crystal structure and phase transition. Nanoscale Res. Lett. 6, 530–535 (2011)
Chaiyo, N., Ruangphanit, A., Muanghlua, R., Niemcharoen, S., Boonchom, B., Vittayakorn, N.: Synthesis of potassium niobate (KNbO3) nano-powder by a modified solid-state reaction. J. Mater. Sci. 46, 1585–1590 (2011)
Lin, Y., Yang, H., Wang, F.: Preparation and morphological controlling of nanophase NaNbO3 by sol-gel method. Key Eng. Mater. 368–372, 140 (2008)
Lead and you: a guide to working safely with lead (2003) HSE (UK Health and Safety Executive). http://www.hse.gov.uk/pubns/indg305.pdf. Accessed 25 Apr 2004
Commission of the European Communities: Directive 2002/96/EC of the European Parliament and of the Council of 27 January 2003 on waste electrical and electronic equipment (WEEE). Off. J. Eur. Union, L37. 46, 24 (2003)
Commission of the European Communities: Directive 2002/95/EC of the European Parliament and of the Council of 27 January 2003 on the restriction of the use of certain hazardous substances in electrical and electronic equipment. Off. J. Eur. Union, L37. 46, 19 (2003)
Ichiki, M., Zhang, L., Tanaka, M., Maeda, R.: Electrical properties of piezoelectric sodium – potassium niobate. J. Eur. Ceram. Soc. 24, 1693–1697 (2004)
Zhang, G., Gong, J., Zou, X., He, F., Zhang, H., Zhang, Q., Liu, Y., Yang, X., Hu, B.: Photocatalytic degradation of azo dye acid red G by KNb3O8 and the role of potassium in the photocatalysis. Chem. Eng. J. 123, 59–64 (2006)
Matsumoto, K., Hiruma, Y., Nagata, H., Takenaka, T.: Electric-field-induced strain in Mn-doped KNbO3 ferroelectric ceramics. Ceram. Int. 34, 787–791 (2008)
Makovec, D., Pribosˇicˇ, I., Drofenik, M.: TiO2 as a sintering additive for KNbO3 ceramics. Ceram. Int. 34, 83–89 (2008)
Sinthao, J., Santawitee, O., Supothina, S., Tawkeaw, S.: Adsorption isotherm of Cr (VI) on KNb3O8 compound. J. Met. Mater. Miner. 20, 133–136 (2010)
Mutsuo, I., Norihito, T., Hiroshi, H., Takeshi, M.: Nondoped potassium niobate ceramics synthesized by hydrothermal method with optimum temperature condition. Jpn. J. Appl. Phys. 47, 3824–3828 (2008)
Mutsuo, I., Yoichi, K., Norihito, T., Hiroshi, H., Takeshi, M.: Synthesis of nondoped potassium niobate ceramics by ultrasonic assisted hydrothermal method. Jpn. J. Appl. Phys. 47, 7673–7677 (2008)
Hajime, N., Kenji, M., Tadayuki, H., Yuji, H., Tadashi, T.: Influence of sintering conditions on piezoelectric properties of KNbO3 ceramics. Jpn. J. Appl. Phys. 46, 7084–7088 (2007)
Li, Y., Zhao, J., Wang, B.: Low temperature preparation of nanocrystal-line Sr0.5Ba0.5Nb2O6 powders using an aqueous organic gel route. Mater. Res. Bull. 39, 365–374 (2004)
Das, R.N., Pramanik, P.: Chemical synthesis of fine powder of lead magnesium niobate using niobium tartarate complex. Mater. Lett. 46, 7–14 (2000)
Asai, T., Camargo, E.R., Kakihana, M., Osada, M.: A novel aqueous solution route to the low-temperature synthesis of SrBi2Nb2O9 by use of water-soluble Bi and Nb complexes. J. Alloys Compd. 309, 113–117 (2000)
Camargo, E.R., Popa, M., Kakihana, M.: Sodium niobate (NaNbO3) powders synthesized by a wet-chemical method using a water-soluble malic acid complex. Chem. Mater. 14, 2365–2368 (2002)
Hsiao, Y.J., Chang, Y.H., Chang, Y.S., Fang, T.H., Chai, Y.L.: Growth and characterization of NaNbO3 synthesized using reaction-sintering method. Mater. Sci. Eng. 136, 129–133 (2007)
Li, B., Hakuta, Y., Hayashi, H.: Hydrothermal synthesis of KNbO3 powders in supercritical water and its nonlinear optical properties. J. Supercrit. Fluids. 35, 254–259 (2005)
Malic, B., Jenko, D., Bernard, J., Cilensek, J., Kosec, M.: Synthesis and sintering of (K,Na)NbO3 based ceramics, Solid State Chemistry of Inorganic Materials IV, 2002, Boston, Massachusetts, Mater. Res. Soc. Symp. Proc.. 755, 83–88 (2003)
Callister, W.D.: Materials Science and Engineering: an Introduction. Wiley, New York (2007)
Yuan, X., Zhang, J., Wu, B., Zhang, Q., Tao, S.: Combustion synthesis and characterization-layered crystal structure niobate KNb3O8 gel powder. Mat. Sci. 2, 96–99 (2012)
Mediros, F.F.P., Moura, M.F.V., da Silva, A.G.P., Souza, C.P., Gomes, K.K.P., Gomes, U.U.: The thermal decomposition of monohydrated ammonium oxotris (oxalate) niobate. Braz. J. Chem. Eng. 23, 531–538 (2006)
Marta, L., Zaharescu, M., Macarovici, C.G.: Thermal and structural investigation of some oxalato-niobium complexes. III. Strontium tris (oxalato)oxo-niobate. J. Therm. Anal. 26, 87–94 (1983)
Mathew, T.V., Kuriakose, S.: Synthesis and characterization of sodium-lithium niobate ceramic structures and their composites with biopolymers. J Adv Ceram. 2, 11–20 (2013)
Tatsumisago, M., Hamada, A., Minami, T., Tanaka, M.: Preparation, properties, and structure of special glasses. J. Non-Cryst. Solids. 56, 423–428 (1983)
de Andrade, J.S., Pinheiro, A.V., Vasconcelos, I.F.: Raman and infrared spectra of KNbO3 in niobate glass ceramic. J. Phys. Condens. Matter. 11, 4451–4460 (1999)
Funding
This work is supported by the Bangladesh Council of Scientific and Industrial Research (BCSIR), Dhaka and Central Science Laboratory, and University of Rajshahi, Rajshahi-6205, Bangladesh. We also deeply acknowledge to the Center for Crystal Science and Technology, University of Yamanashi, 7-32 Miyamae-cho, Kofu 400-8511, Japan for providing characterization facilities.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Rubel, M.H.K., Hossain, M.E., Parvez, M.S. et al. Low-temperature synthesis of potassium triniobate (KNb3O8) ceramic powder by a novel aqueous organic gel route. J Aust Ceram Soc 55, 759–764 (2019). https://doi.org/10.1007/s41779-018-0287-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41779-018-0287-z