
Abstract
In this paper, an attempt has been made for the use of waste fly ash cenosphere for tribological wear behaviour. LM6/cenosphere composites were fabricated by stir casting method. An experimental study has been conducted on pin-on-disc wear testing machine to determine the abrasive wear behaviour of cenosphere particulate-reinforced metal matrix composite. Studies were done by varying the load (5, 10, 15, and 20 N) on 5%, and 7.5, 10, and 12.5% weight percentages of reinforcement at a velocity of 1.0472 m/s. The results revealed that the wear resistance of the 10 wt% reinforced composites is superior to that of other reinforced and unreinforced composites. The worn surface morphology of the eroded surfaces wear was examined using scanning electron microscopy (SEM). The SEM analysis reveals the presence of both abrasive wear and delamination wear mechanism.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Environmental pollution is the major problem associated with rapid industrialization, urbanization, and rise in living standards of people. However, industrialization, on the other hand, caused serious problems relating to environmental pollution. Therefore, wastes seem to be a by-product of growth. But due to the lack of infrastructural facilities and negligence of industries for proper safeguards, there are huge problems related to the disposal of industrial solid waste. The major generators of the industrial solid waste are the thermal power plants producing fly ash. Fly ash is an inexpensive resource material. Fly ash particles contain either solid spheres called precipitator fly ash, or hollow spheres termed cenosphere. Precipitator fly ash density varies from 2.1 to 2.6 g/cm3, and the density of the cenosphere fly ash is in the range of 0.4–0.6 g/cm3 (Rohatgi and Guo 1997). Cenosphere consists of aluminosilicate glass, quartz, mullite, calcite, haematite, ferrite, and alumina (Vassilev et al. 2004; Anshits et al. 2005). The research and development have been carried out by different researchers for maximum utilization of fly ash for various applications. The small scale of fly ash has been successfully utilized for making building materials. However, large-scale utilization is yet to take off. In the last few years, considerable development has occurred in the experimental basis for the utilization of fly ash cenosphere in tribological wear behaviour of metal matrix composites for the application in automobile industries.
The metal matrix composites consist of many metals, but basically, three metals are commonly used: aluminium, magnesium, and titanium. Aluminium and its alloys are extensively used as matrix material in the various research works containing metal matrix composites (MMCs). This is mainly due to its low density, better mechanical properties, good corrosion resistance, high strength, and good machinability properties (Sharma et al. 1999; Sharma 2000a, b). Poor wear resistance of aluminium alloys limits their usage in tribological applications. Recently, particulates-reinforced aluminium alloy metal matrix composites processed have given a lot of improvement in tribological behaviour, containing abrasive wear, sliding wear and friction resistance (Lee et al. 1992). The particulate composites have isotropic properties with the ease of fabrication. Among the reinforcements used for fabricating MMCs, fly ash cenosphere particulates have gained a significant attention because of their good mechanical properties and tribological behaviour as well as cost-effectiveness for huge applications in automobile and aerospace engineering (Rohatgi et al. 1986; Rohatgi 1991, 1994). However, there are different methods for the fabrication of metal matrix composites. But the most economical route is the stir casting.
The loss of the materials is due to relative motion between the two surfaces. Maximum loss in the industries and different applications is due to abrasive wear. Abrasive wear is due to sliding of the hard surface on the softer surface (Hutchings 1992). The sliding of the hard surface over the softer surface results in friction which generates high temperature at the contact surfaces and affects the physical and chemical properties of the sliding surfaces (Spurr 1979).
Studies are available in the literature in which particulate reinforcements containing fly ash particles are observed to have improved the mechanical properties and tribological behaviour of MMCs. For instance, Yu and Huang (2014) worked on wear behaviour of fly ash cenosphere with Mg alloy composites and found that composites have better abrasive wear resistance than that of matrix alloy. Rohatgi et al. (1997) and Rohatgi and Guo (1997) reported that abrasive wear resistance of the reinforced composites with A356-5 volume percentages of fly ash is higher than the unreinforced composites. Ramachandra and Radhakrishna (2007) revealed that wear resistance of Al reinforced composites up to 12 wt% of fly ash is more than matrix alloy. Mahendra and Radhakrishna (2007) concluded that maximum wear resistance of the matrix material containing Al–4.5% Cu alloy could be achieved with 15 wt% fly ash. Shamsipour et al. (2016) worked on Al matrix with nano-TiC particles by electromagnetic stirrer process in compocasting process. The results concluded that the magnetic field stirrer results in a uniform distribution of nanoparticles in the matrix and improves the wear resistance of the nano-TiC-reinforced matrix composites. The abrasive wear behaviour reveals that the nano-TiC particulates increase the bulk hardness of the base Al alloy. Mazahery et al. (2012) concluded that Al-B4C composites exhibit better wear resistance compared to the unreinforced alloy. The abrasion resistance of the composites increased with increasing the volume fraction. Tofigh and Shabani (2013) investigation shows that the wear resistance of the Al matrix alloy is improved due to the addition of the B4C particles. The composite exhibited a lower wear rate than that of the matrix alloy. The wear rate of composite decreased with increase in B4C concentration. The surface roughness of the composites decreases with increasing B4C particle size.
Many Researchers Rohatgi et al. (1997), Ramachandra and Radhakrishna (2007), Mahendra and Radhakrishna (2007) Shamsipour et al. (2016), Mazahery et al. (2012), and Tofigh and Shabani (2013) in their work considered a wide range of variables, such as applied load, sliding distance, sliding velocity, and frictional force to calculate the wear rate of the composite materials. Extensive work has been available on tribological wear behaviour of aluminium alloys, but very limited work has been carried out using LM6 Al alloy with fly ash cenosphere.
Hence, the present work aims to explore the possibility of using the cenosphere particles as reinforcement in LM6 Al metal matrix and to study its abrasive wear behaviour.
2 Materials and Experimental Details
2.1 Specimen Selection
This present work includes LM6 Al alloy as a matrix with silicon as an alloying element, which possesses exceptional casting characteristics. This alloy has good fluidity and hot tearing properties that are made to produce thick and thin casting sections. The chemical composition of the LM6 alloy is presented in Table 1.
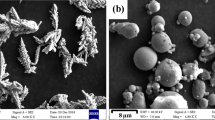
Cenosphere is used as reinforcement, procured from National Power Engineers, Kolkata, India. The different weight percentage of cenosphere starting from 5, 7.5, 10, and 12.5 with a step of 2.5 was used. The spherical shape of cenosphere particles is shown in Fig. 1. The properties of cenosphere are given in Table 2.

SEM micrograph showing the size, shape distribution of cenosphere particles
2.2 Composites Fabrication
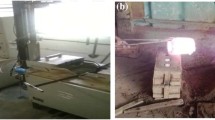
Cenosphere/LM6 composites were fabricated by stir casting method. LM6 Al alloy ingot was cut into small pieces with the help of the horizontal band saw. The calculated amount of LM6 Al alloy was kept in a graphite crucible. The graphite crucible was placed in an electric furnace for 2–3 h at 800 °C. The calculated amount of cenosphere was preheated in the separate muffle furnace for 2–3 h at 40–50 °C to remove moisture from it. When the LM6 Al alloy attained the liquid state, the preheated cenosphere particles were added in the crucible. The mixture of LM6 Al alloy and cenosphere was stirred continuously with a mechanical stirrer for 5–10 min at 100–300 rpm. The graphite crucible was taken out from the furnace with the help of tong, and the mixture was poured into the graphite mould. The mould was a cylindrical shape with a diameter of 26 mm and a height of 136 mm. Before removing the cast composite samples from the mould, they were kept in the mould for 20 h at room temperature. After cooling, the cast composite samples were taken out from the graphite mould. The cast composite samples were machined to required dimensions for various tests. The unreinforced matrix alloy cast samples were also fabricated by the same method. Figure 2 shows the complete procedure of cast sample preparation.

Complete procedure of the cast sample preparation
2.3 Abrasive Wear Test
Abrasive wear tests were carried out on a pin-on-disc wear testing machine designed as per ASTM G-99 standard, supplied by Magnum Engineers, Bangalore, India. The abrasive test set-up is shown in Fig. 3. The tests were performed under a dry condition at room temperature. During the test, an abrasive paper of 150 grit size (93 μm) was fixed on the rotating disc (EN 31 steel) of a diameter of 120 mm using Araldite paste. The abrasive paper has to be changed after each test because it becomes smooth due to sliding of the sample on it. The test specimens of a cylindrical shape with a diameter of 10 mm and a height of 26 mm were fixed on the tool holder and made to slide against the rotating disc (where the abrasive paper was fixed). The load was placed by dead weights on the loading pan which was attached to the loading lever. The parameters like load, rotational speed, and wear track radius were fixed in the machine (Table 3). The frictional force was monitored through the electronics sensors and displayed on the machine. The sample was abraded under different loads for six intervals of 5 min. The specimens were cleaned before and after each test with acetone to remove any wear debris. The weight loss (in grams) in the specimen was measured by an electronic weighing balance.

Experimental set-up of abrasive wear test on pin-on-disc wear tester
2.4 Scanning Electron Microscopy (SEM)
The worn surfaces morphology of the composites after the wear test was investigated with the field emission scanning electron microscope (Nova NANO SEM 450).
3 Results and Discussion of Experiments
3.1 Wear Test Results
The influence of sliding distance on the wear rate is shown in Fig. 4. It was observed from Fig. 4 that the wear rate decreases continuously with the increase in sliding distance and finally attains the steady-state condition because, at the start of the test, the abrasive paper was fresh, but as the specimen slides continuously against the abrasive paper, the sharp cutting edges of the abrading particles are damaged and become smooth. The damaged particles, as well as wear out debris of the sample particles, get deposited in the void spaces between abrading particles. This reduces the depth of penetration in the samples. The wear rate decreases with the addition of cenosphere particles. It means that cenosphere particles are very effective in improving the tribological behaviour of the metal, especially for its wear resistance. Similar results were obtained by Chauhan and Thakur (2013) with cenosphere-filled vinyl ester composites. The same type of trend was also obtained by Rohatgi et al. (1997) and Rohatgi and Guo (1997) with A356 Al alloy reinforced by 5 vol% of fly ash composite.

Variation of wear rate with sliding distance for LM6–cenosphere MMCs at applied load of 20 N and sliding velocity of 1.0472 m/s
Figure 5 shows the variation of wear rate with various loads. The wear rate decreased with increasing the load for all the composites. Initially, the wear rate was high because the abrasive paper was fresh. With consecutive runs, the wear rate decreased because the cutting edges of the abrasive particles become smooth and lose their effectiveness. The wear debris also filled the empty spaces between the abrasives, which reduces the depth of penetration in the sample.

Variation of wear rate with load for LM6–cenosphere MMCs at sliding velocity of 1.0472 m/s
3.2 Examination of the Worn Surfaces
The worn surface morphologies of unreinforced and reinforced composites were examined by SEM. In all the SEM micrographs, an arrow is shown to indicate the sliding direction. The worn surfaces of the unreinforced and reinforced composites are shown in Figs. 6, 7, 8, 9, and 10. As can be seen, the grooves on the worn surfaces of the unreinforced and reinforced composites were narrow and shallow at low loads. When the load increases, the grooves become wide and deep. It was observed that at higher load more severe damage occurred in unreinforced matrix alloy 6b. It was also observed that fractured cenosphere particles with microcuttings are present along the sliding direction with the delamination at high loads in reinforced and unreinforced composites. This might be due to fatigue by repeated ploughing at high loads. These studies show the presence of abrasive and delamination wear mechanism.

SEM micrographs of the worn surface morphology of composite at sliding velocity of 1.4072 m/s a unreinforced composite under 5 N load b unreinforced composite under 20 N

SEM micrographs of the worn surface morphology of composite at sliding velocity of 1.4072 m/s a 5 wt% reinforced composite under 5 N load b 5 wt% reinforced composite under 20 N load

SEM micrographs of the worn surface morphology of composite at sliding velocity of 1.4072 m/s a 7.5 wt% reinforced composite under 5 N load b 7.5 wt% reinforced composite under 20 N load

SEM micrographs of the worn surface morphology of composite at sliding velocity of 1.4072 m/s a 10 wt% reinforced composite under 5 N load b 10 wt% reinforced composite under 20 N load

SEM micrographs of the worn surface morphology of composite at sliding velocity of 1.4072 m/s a 12.5 wt% reinforced composite under 5 N load b 12.5 wt% reinforced composite under 20 N load
4 Conclusions
The present paper highlights the current research including abrasive wear behaviour of LM6 Al alloy–cenosphere MMCs, which were fabricated by stir casting method. The wear rate was evaluated as a function of sliding distance and applied load. The final conclusions are as follows:
-
1.
The industrial waste fly ash cenosphere can be successfully utilized for tribological wear behaviour in metal matrix composites through stir casting method.
-
2.
The composites can be successfully fabricated by stir casting method.
-
3.
The wear resistance of LM6–cenosphere particulate-reinforced composites is superior to that of unreinforced matrix alloy. The wear resistance of the 10 wt% of cenosphere is better than that of other reinforced composites.
-
4.
The wear rate decreases with the increase in the applied load and sliding distance. This is because the wear out debris gets deposited on the void spaces between abrading particles. This reduces the depth of penetration and decreases the wear rate.
-
5.
In addition to the ploughing and microcutting, abrasion of the composite is observed to also take place by the delamination caused due to fatigue by repeated ploughing at high loads.
References
Anshits NN, Vereshchagina TA, Bayukov OA, Salanov AN, Anshits AG (2005) The nature of nanoparticles of crystalline phases in cenospheres and morphology of their shells. Glass Phys Chem 31:306–315
Chauhan SR, Thakur S (2013) Effect of particle size, particle loading and sliding distance on the friction and wear properties of cenosphere particulate filled vinylester composites. Mater Des 51:398–408
Hutchings IM (1992) Tribology: friction and wear of engineering materials. Mater Des 13:187
Lee CS, Kim YH, Han KS, Lim T (1992) Wear behaviour of aluminium matrix composite materials. J Mater Sci 27:793–800
Mahendra KV, Radhakrishna K (2007) Fabrication of Al–4. 5% Cu alloy with fly ash metal matrix composites and its characterization. Mater Sci Pol 25:57–68
Mazahery A, Shabani MO, Rahimipour MR, Razavi M (2012) The numerical modeling of abrasion resistance in casting aluminum–silicon alloy matrix composites. J Compos Mater 46:2647–2658
Ramachandra M, Radhakrishna K (2007) Effect of reinforcement of flyash on sliding wear, slurry erosive wear and corrosive behavior of aluminium matrix composite. Wear 262:1450–1462
Rohatgi P (1991) Cast aluminum-matrix composites for automotive applications. JOM 43:10–15
Rohatgi PK (1994) Low-cost, fly-ash-containing aluminum-matrix composites. JOM 46:55–59
Rohatgi PK, Guo RQ (1997) Mechanism of abrasive wear of Al–Si hypoeutectic alloy containing 5 vol% fly ash. Tribol Lett 3:339–347
Rohatgi PK, Asthana R, Das S (1986) Solidification, structures, and properties of cast metal-ceramic particle composites. Int Met Rev 31:115–139
Rohatgi PK, Guo RQ, Huang P, Ray S (1997) Friction and abrasion resistance of cast aluminum alloy-fly ash composites. Metall Mater Trans A 28A:245–250
Shamsipour M, Pahlevani Z, Shabani MO, Mazahery A (2016) Optimization of the EMS process parameters in compocasting of high-wear-resistant Al-nano-TiC composites. Appl Phys A 122:1–14
Sharma SC (2000a) Effect of aging on oxidation behavior of aluminum-albite composites at high temperatures. J Mater Eng Perform 9:344–349
Sharma SC (2000b) Effect of albite particles on the coefficient of thermal expansion behavior of the Al6061 alloy composites. Metall Mater Trans A 31:773–780
Sharma SC, Girish BM, Kamath R, Satish BM (1999) Fractography, fluidity, and tensile properties of aluminum/hematite particulate composites. ASM-JMEPEG (J Mater Eng Perform) 8:309–314
Spurr RT (1979) Temperatures reached during sliding. Wear 55:289–293
Tofigh AA, Shabani MO (2013) Efficient optimum solution for high strength Al alloys matrix composites. Ceram Int 39:7483–7490
Vassilev SV, Menendez R, Diaz-Somoano M, Martinez-Tarazona MR (2004) Phase-mineral and chemical composition of coal fly ashes as a basis for their multicomponent utilization. 2. Characterization of ceramic cenosphere and salt concentrates. Fuel 83:585–603
Yu SR, Huang ZQ (2014) Dry sliding wear behavior of fly ash cenosphere/AZ91D Mg alloy composites. J Mater Eng Perform 23:3480–3488
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Bera, T., Acharya, S.K. Utilization of Fly Ash Cenosphere as Reinforcement for Abrasive Wear Behaviour of LM6 Al Alloy Metal Matrix Composites. Iran J Sci Technol Trans Mech Eng 43, 273–280 (2019). https://doi.org/10.1007/s40997-017-0132-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40997-017-0132-y