
Abstract
The purpose of this study was to explore the effect that stir casting has on a TiO2 and SiC nanoparticles reinforced aluminium matrix composite. In order to study the development of ceramic particle reinforced aluminium matrix composite, density, tensile strength, hardness, and fracture analyses were carried out. The scanning electron microscope (SEM) investigation showed that the reinforcement particles were distributed consistently throughout the aluminium matrix. Electron backscatter diffraction (EBSD) study revealed the grain refinement of composites on inclusion of nanoparticles. The results of the experiments revealed that addition of 3 weight percent TiO2 and SiC particles to AA7178 alloy led to an increase in both the maximum strength and the hardness properties but, the elongation percentage of the manufactured composites progressively deteriorated. From the fractured surface of tensile samples, a microstructural study showed that AA7178, AA7178/TiO2, and AA7178/SiC nanocomposites were showing both ductile and brittle behaviour because of micro-cutting and micro-voids.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Composite materials are more useful than traditional materials because they offer great balance of strength to weight ratio, high strength, and low wear loss. As a result of combining the best features of constituent parts, composite materials exhibit exceptional physical, mechanical, and tribological capabilities. Advanced technical applications that demand great strength and stiffness are increasingly relying on Al composites. Because of their low weight and high strength, Al composites may be effectively employed in the production of a wide variety of engine components, including pistons, piston pins, cylinder heads, blocks, and so on.1 The exceptional mechanical qualities of metal matrix composites are generated by combining aluminium matrix with hard and stiff ceramic particles, such as SiC, TiO2, BN, Al2O3, ZrB2, B4C, TiC, TiB2, graphene, etc.2,3,4,5,6,7,8,9 A metal matrix composite may be fabricated using a wide variety of processes, including as conventional casting, stir casting, powder metallurgy, ultrasonic-assisted casting, and more. Stir casting is a common method of fabricating metal matrix composites. This is essentially an advanced casting method. Conventional casting AMCs have trouble combining reinforcement into main matrix. The disparity between base matrix and reinforcement densities prevents reinforcement distribution in main matrix and encourages clustering. A stirrer in the molten mixture may check energy differences and prevent this. Stirring molten slurry before pouring it into mould cavity ensures reinforcement distribution in aluminium matrix. Stirring creates a vortex that mixes reinforced particles.10,11,12 Kumar et al.13 conducted an experiment to assess the impact of SiC and Mo reinforced particle fabricated by stir casting on the mechanical and morphological behaviour of metal matrix composite. In comparison to the basic alloy matrix, the composites' microhardness and tensile strength were increased by 7.14 and 8.62%, respectively. Tamilanban et al.14 used stir casting to create a composite with 12% SiC, 4% Mg, and 2% Cu reinforcing particles. It was observed that when mixing at 700 rpm, the SiC particles were more evenly dispersed throughout the matrix. Since, the SiC particles were uniformly dispersed in Al matrix at a stirring speed 700 rpm, the resulting composites had higher tensile strength. Rangrej et al.15 conducted an experimental study to investigate the impact of stir casting method on the distribution of reinforcing particles. It was concluded based on simulation results that 60° blade angle provides a greater recirculation area than 45° and 90° blade angle. Srinath et al.16 conducted an experiment to analyse the influence of nano-Sic particle on the mechanical properties of fabricated metal matrix nanocomposite. Stir casting technique was used to produce the nanocomposite. In another study, it was discovered that the optimum results of properties were obtained at 20% nano-SiC reinforced with Al6082 with a hardness value of 93.39 N/mm2 and compressive strength of 48.97 MPa. Kumar et al.17 fabricated metal matrix composite using stir casting technique. They selected SiC as a reinforcing material and Al7075 as a base matrix alloy and analysed the effect of reinforcement on the mechanical properties of the produced metal matrix composite. It was determined that the best value of ultimate tensile strength could be attained at a processing temperature of 800 °C, and that a rockwell hardness value of 96HRA could be produced at a processing temperature of 850 °C. Bommana et al.18 conducted an experiment to assess the influence of 6 wt% of (B4C + SiC) particle on the mechanical properties of the hybrid AA6061 metal matrix composite. It was reported that the optimum value of the property was obtained at (4%B4C + %SiC + AA6061). The BHN value was enhanced by 60% in contrast with base alloy matrix. Yu et al.19 selected Al7075 as a base material and SiC as a reinforcing material. The composites were fabricated using a stir casting process. They studied the impact of nano-SiC particles on the mechanical behaviour such as tensile and fatigue properties. In another study it was concluded that with the inclusion of 1 wt% of nano-SiC to Al7075, the tensile strength and fatigue strength were enhanced by 21.33 and 66%, respectively. Arunkumar et al.20 conducted an experiment to determine how the addition of reinforcement (egg shell + SiC) affected the final hybrid composite's performance. It was concluded that with the insertion of reinforcement, hardness value increased upto 197 HV. Samal et al.21 fabricated AA5154 + SiC composite using a conventional stirring approach. They studied the impact of reinforcing particle on the microstructure and mechanical properties of the produced composite. From the morphological analysis, it was observed that the particles were uniformly dispersed and maintained good interfacial bonding between the reinforcement and base alloy matrix. The optimal value of the hardness and UTS were obtained at 15 wt% of SiC. The hardness and tensile strength enhanced by 37 and 35%, respectively. Bhusan22 used SiC particles as a reinforcing material and AA7075 as a base material and studied the impact of SiC on the mechanical properties. He fabricated the composites using stirring casting method and concluded that hardness increased by 10.48% with an increase in SiC particles from 5 to 15%. Bharat et al.23 fabricated nanocomposite (AA7178 + TiO2) using stir casting method and studied the effect of reinforcement on the microstructure and mechanical properties of the composite. It was concluded that grain size as well as mechanical properties were enhanced with increase in the weight percentage of reinforcing particles. Bulbul et al.24 conducted an experiment to assess the morphological and mechanical behaviour of Al-10Ni + TiO2 composite produced by mechanical alloying method. It was reported that maximum microhardness value (541 +/− 20 HV) was obtained in the composite fabricated after it was milled for 20 h and sintered at 500 °C. Kumar et al.6 studied the impact of ZrB2 on the morphology and mechanical properties of AA7178 metal matrix composite manufactured by stir casting method. It was observed that grains were refined with addition of reinforcing particle. Better interfacial bonding was seen between matrix and reinforcement at 10 wt% of ZrB2. However, agglomeration of particles were seen with the inclusion of 15 wt% of ZrB2 that leads to reduction in mechanical properties. Gajakosh et al.25 investigated the mechanical behaviour of hot rolled Al7075 + TiO2 + Gr hybrid metal matrix composite. They had also compared the properties with the cast composite. When compared to the cast composite, it was discovered that the microhardness and tensile strength of hybrid composites were improved when subjected to hot rolling. The reason for improvement in the properties was better grain refinement during the hot rolling of the composite. Padmavathi et al.26 selected micro SiC and nano-TiO2 particles as a reinforcing material and Al6061 as the base matrix. Stir casting technique was used to fabricate the hybrid metal matrix composite. It was concluded that the optimum value of mechanical strength was obtained at 1 wt% nano-TiO2 and 10 wt% SiC. Natraju et al.27 reviewed the effect of ceramic reinforced aluminium composite produced by stirring casting technique. It was concluded that with the inclusion of ceramic particles to the base matrix alloy, the properties of the composites were enhanced generally. Prasad et al.28 used RSM technique to optimize and study the mechanical properties of TiO2 microparticle reinforced AA7150 composite fabricated by stir casting method. According to the findings of analysis of variance, the stirring limitations did have an influence on each feature; however, the selected square interaction did have a significant effect at 95% confidence level. Badran et al.29 conducted an experiment to assess the mechanical behaviour of fabricated (Al6061 + TiO2) composite. It was reported that an optimal value of tensile strength was obtained at 2 wt% TiO2. However, the optimal value of hardness was obtained at 5 wt% TiO2. Podder et al.30 fabricated hybrid (Al6063 + Cu + TiO2 + ZrO2) composite by stir casting technique. It was found that 10% of hybrid reinforcement showed the highest toughness compared to other hybrid reinforced combinations. The experiment was carried out by Adediran et al.31 with the intention of optimizing the mechanical and stir casting parameters of Al7075 + TiO2 metal matrix composite using RSM approach. It was concluded that the model was confirmed to be statistically significant at a confidence level of 95%. The optimal conditions for stir casting were 779.3 °C temperature, 574.2 rpm of stirring speed and 22.5 min of stirring time.
Even though research has been done recently on the production, development, and properties of composites, more research is still needed, especially on the microstructure and mechanical properties of nano-MMCs. From the literature review, it is observed that the comparative study of the effect of different reinforcements on the microstructure, properties of composites and the influence of the misorientation angle on the grain size is something that has not been investigated until recently. Hence, in the current investigation, two types of nano-MMCs with AA7178 matrix and 3 wt% of SiC and TiO2 reinforced particles were produced by stir casting technique. Microstructural and mechanical properties of the materials were analysed and compared using scanning electron microscopy and electron backscatter diffraction.
Materials and Methods
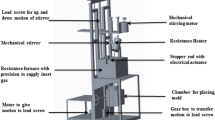
In this work, aluminium alloy AA7178 was used as a matrix material for the manufacture of aluminium matrix composites. AA7178 is one of the Al–Zn–Mg–Cu alloys that has a wide range of applications in engineering and aviation due to its considerable mechanical qualities, ductility, and superior strength. Table 1 shows the chemical composition of AA7178.32 The specific weight proportion of TiO2 (30–50 nm) and SiC (30–50 nm) which were used as reinforcing materials (NRL Jharkhand India) and the TEM image of nano-TiO2 and nano-SiC particles are shown in Figure 1 along with EDS image prepared using copper grid. The base alloy matrix, AA7178/3 wt% nano-TiO2 composite, and AA7178/3 wt% nano-SiC composite were given the designations S-0, S-1, and S-2, respectively, for the composites that were created. The diagram in Figure 2 provides an image of stir casting manufacturing equipment that is used to manufacture aluminium nanocomposite. In order to make each casting, about 1 kg of aluminium alloy AA7178 was melted down in a graphite crucible. After it was dried by being heated in a muffle furnace at 450 °C for forty-five minutes, nano-TiO2 and nano-SiC powders were then incorporated into molten AA7178 matrix at a pouring temperature of 750 °C. A mechanical stirrer was rotated in a graphite crucible at a constant speed of 625 revolutions per minute for ten to 15 min in order to disperse nanoparticles throughout the matrix.33 Incorporating a little amount of magnesium powder into the molten composite during the mixing process increases the wettability of the molten material, which decreases surface tension and oxide production.34 Before putting the molten slurry into the open mould, the mould was first warmed for one hour at a temperature of 500 °C. This step is essential in order to keep the slurry in a liquid state during the whole pouring process. Following the mixing step, the composite slurry was put into a permanent iron mould that had been heated beforehand, and it was allowed to cool at room temperature. In order to perform an analysis of the microstructure of the produced composites, specimens were first trimmed into the appropriate shape according to ASTM standard before being polished to a mirror finish using emery paper of varying grades as well as diamond paste. Scanning electron microscopy was used to examine the microstructure of composite specimens (VEGA3 TESCAN). The hardness behaviour of the manufactured composites was examined using a Vickers hardness tester and subjected to a 100-g force for 15 s in accordance with ASTM 384-9935 standard. Vickers microhardness was measured three times, and the average result for each specimen was recorded. The ultimate tensile strength of the material was measured using a universal testing equipment (Make: FineSpray India; Model: M-50). Average results from three separate tests were used to determine the tensile strength. Scanning electron microscopy was used for fractographic investigation of tensile specimens.

TEM image of (a) nano-TiO2 particles (b) nano-SiC particles.

Image of the stir casting setup with prepared samples.
Results and Discussions
XRD Analysis
XRD (X-Ray diffraction) pattern was obtained using Cu-K type radiation. The range for 2 theta is 20°–90°. Figure 3 illustrates an XRD graph of several particle types reinforced in an aluminium matrix composite. Some significant peaks of aluminium were found in unreinforced aluminium-alloy AA7178 matrices. The TiO2 nanoparticles reinforced aluminium matrix composite with a weight percentage of 3 shows a total of 9 main peaks. The graph reveals that there are five peaks that correspond to aluminium, and four peaks that correspond to Titanium diboride (TiO2). The designation S-2 refers to a composite material that is reinforced with SiC particles at a weight per cent of 3 and has seven primary peaks. The graph 3 shows that there are five peaks that correspond to aluminium, and two peaks that correspond to silicon carbide (SiC).

XRD plot of nanocomposites.
Microstructure Analysis
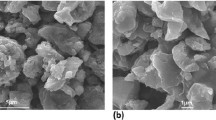
Figure 4a displays the microstructure of the aluminium alloy AA7178 in its as-cast state, without any reinforcing particles being added. It is evident that there are certain voids and clusters present in the base alloy matrix, as seen in Figure 4a. Entrapping of air during the solidification process and may be turbulence during filling process is the source of void formation, while inappropriate mixing of alloying elements during casting is the cause of cluster development. Both these phenomena may be attributed to defects in the casting process. In Figure 4b, c, it can be seen that the reinforcements of TiO2 and SiC are distributed uniformly throughout the base alloy matrix. Grain refining is directly connected to the substance being distributed uniformly throughout the grain. As a result, the incorporation of reinforcing particles into the matrix has resulted in increased grain refinement. This is due to the fact that the reinforcing particles are functioning as a barrier, which limits the formation of large grains and ultimately results in the production of small grains. It's clear that the connection between the reinforcement and the matrix is very strong. The development of big grains and the expansion of grains are both successfully halted by the uniform dispersion of nanoparticles. Compared to larger particles, smaller ones have greater pinning impact. However, in Figure 4b the agglomeration of TiO2 particles can be seen. The high surface area to volume ratio of nanoparticles causes them to aggregate, reducing the surface energy available to individual particles. EDX analysis is a study that is frequently performed in order to determine the chemical composition of a substance. The EDX method involves analysing X-rays that are given off by a substance after it has been subjected to electromagnetic radiation. Figure 4d–f depicts the EDX image of base alloy matrix, TiO2 reinforced nanocomposite and SiC reinforced nanocomposite. It is clearly seen that all the reinforcing elements are present in the fabricated nanocomposite, i.e. titanium, silicon, carbon, aluminium, etc.

SEM micrographs of (a) base alloy matrix, (b) TiO2 (wt%) reinforced nanocomposite and (c) SiC (wt%) reinforced nanocomposite along with EDAX image.
EBSD Analysis
Inverse pole figure (IPF) maps were used to describe the grain size as well as the crystallographic orientation of the material. Crystallographic orientations are associated with each of the numerous colours that appear on the IPF maps. These orientations enable the calculation of grain size and the investigation of the process of texture development. These maps are helpful in bringing attention to the microstructural aspects of the area.36 Figure 5a–d shows the inverse pole figure maps of the base alloy matrix, TiO2 reinforced nanocomposite, and SiC reinforced nanocomposite. The misorientation angle represented by each colour in these maps ranges from 0° to 15°. Grain boundaries are classified as either high (crystallographic misorientation >15°) or low (crystallographic misorientation 5°) based on the angle of the misorientation relative to the crystal growth direction. It is seen from Figure 5a that a more significant number of low-angle grain boundaries (around 66.8%) are present, resulting in a large grain size of the composite. The possible reason may be the absence of reinforcing particles which act as a barrier to restrict further formation of grains. However, in Figure 5b, c the grain size is smaller than base material because of higher angle grain boundaries (54 and 57%) due to the presence of nanoparticles which restricted the increase in the grain size. Inverse pole figures showed that nanoparticles modify the crystallographic orientation of nanocomposites relative to unreinforced samples. When compared to the samples that did not include reinforcement, the nanocomposites had a texture that was very consistent.

Inverse pole figure map of (a) base matrix alloy, (b) AA7178 + 3 wt% TiO2 and (c) AA7178 + 3 wt% SiC.
Physical and Mechanical Properties
In terms of material properties, density significantly influences the strength-to-weight ratio and material features. The matrix alloy AA7178 (S-0) has a 2.81 gm/cc density. The density of TiO2 reinforcement particles is 4.23 gm/cc, whereas the density of SiC reinforcement particles is 3.21 gm/cc. Archimedes' principle was used to determine the true density of manufactured composites by taking the average of three test. TiO2 reinforced nanocomposite (S-1) had a greater theoretical density than SiC reinforced nanocomposite (S-2) as shown in Figure 6. The unreinforced alloy had a higher void content than TiO2 and SiC reinforced composites, which have a smaller void content. When comparing TiO2 reinforced composite (S-2) with SiC reinforced composite (S-3), it can be seen that TiO2 reinforced composite (S-2) reported smaller void %, shown in Figure 7. The developed void material comes from a variety of sources. It is anticipated that the presence of dispersive substances in the molten matrix, in combination with deep nucleation of ceramic particles, would result in enhancement of the contact area, and lead to specific void associates of various particles. Ceramic reinforcement was added to the void, which resulted in its enhancement. In addition, the increase in the vacancy content of composites was accompanied by a reduction in the grain size of the reinforcing particle. It is related to the maximal contact zone between the ceramic particles and the molten matrix in the case of reduced particulate size. Increasing casting temperature increases void content because of gas trapping during metal mixing. Large casting temperatures improve the wettability of the reinforcement, which leads to uniform dispersion of ceramic particles throughout the molten matrix. This results in a considerable reduction in the amount of void space that is present in the cast samples. The overall outcome of the physical and mechanical properties is listed in Table 2. It is observed from Table 2, that with an increment in wt% of nanoparticles, hardness as well as tensile strength of the composite also increased in contrast to what was observed with base alloy matrix.

Variation of density of nanocomposites.

Void content nanocomposites.
Figures 8 and 9 show the results of mechanical testing (average of three test) on TiO2 and SiC reinforced aluminium matrix composites. The Vickers microhardness test resulted in a significant advancement of the microhardness of the material. When compared to base matrix alloy, the hardness of a nanoparticulate-reinforced composite is much higher. The hardness of the material was determined by placing intense stress on a specific location, and dispersion density was increased to encourage the load to remain below the indentation area. When compared to base aluminium matrix alloy, the micro hardness of S-1 and S-2 rises by about 56.55 and 51.70% respectively due to the insertion of hard and stiff TiO2 and SiC nanoparticles as shown in Table 2. The rise in the hardness of the composites that have been created might have been caused by several factors. To begin with the hardness of nanoparticles is greater in comparison to the hardness of the matrix alloy, and the incorporation of these reinforcements into the matrix in an even distribution leads to an increase in the matrix's overall hardness. Second, the addition of hard ceramic particles refines the grains of aluminium alloy, which increases the dislocation density of the matrix reinforcement interfaces and, as a result, increases the hardness values of the composites that are generated. Last but not least, the addition of reinforcing particles causes an increase in the mass of the manufactured composites. This mass increase leads to densification, which in turn produces an increase in the composites' hardness.

Microhardness value of nanocomposites.

Tensile specimen (S1) before and after.
The outcome of nanocomposites' ultimate tensile strength and percentage of elongation is shown in Figure 10. The tensile specimen S1 before experiment and after experiment is shown in Figure 9. It has been observed that the addition of a few different kinds of dispersive nanoparticles causes an increase in the ultimate tensile strength from 95.62 to 210.45 MPa for TiO2 reinforced nanocomposite and 206.12 MPa for SiC reinforced nanocomposite as depicted in Table 2. TiO2 reinforced composite (S-1) and SiC reinforced composite (S-2) clearly demonstrate greater strength in comparison to base alloy matrix. The presence of ceramic particles in the matrix alloy causes dislocations to be produced over the whole of the lattice range. Furthermore, mismatches in the coefficients of thermal expansion of the base alloy and reinforcement induce the production of dislocations at the interface, which facilitates the diffusion of alloying elements, and boosting the nucleation and growth rate of precipitates. The dislocation movement is governed by direct contact between dislocation particles or by the matrix structure. Because of these interactions, dislocations tend to clump together at the grain boundaries or the matrix-particle contact, which ultimately results in the material being more resistant. As seen in Figure 9, the proportion of elongation that occurs drops by a substantial amount as the final tensile strength rises because of addition of hard ceramic nanoparticles which makes the composite brittle in nature. In conclusion, it has been discovered that TiO2 and SiC reinforced aluminium matrix composites have lower ductility in comparison to unreinforced AA7178 matrix alloy.

Tensile strength and % Elongation of nanocomposites.
Fractography
The kind of fracture that happened during the tensile test was determined using fractureography analysis on fragmented tensile specimens. In general, the manner of fracture in tensile specimens was classified as ductile or brittle. At room temperature, the fracture microstructure of specimens subjected to tensile test of base alloy matrix, AA7178/3 weight per cent TiO2 nanocomposite, and AA7178/3 weight per cent SiC nanocomposite is shown in Figure 11. The stir casting process has a significant influence on the formation of a variety of interfaces between the matrix and the reinforcement, which facilitate the production of cracks and their propagation.

SEM micrograph of fractured specimen (a) base matrix alloy (b) AA7178 + 3 wt% TiO2 and (c) AA7178 + 3 wt% SiC.
The microstructural study of base AA7178 matrix shown in Figure 11a displays smaller dimples that are dispersed evenly. These dimples indicated the matrix's ductile characteristics. Morphologies of base alloy matrix show equiaxed dimples, indicating ductile fracture with large permanent deformation and localized maximal stresses. It can be seen in Figure 11b, c that the material failed in a hybrid manner, meaning that it fractured in both ductile and brittle manner. As a result of the rising tensile stress causing the composite to flex, the load was no longer transferred to the reinforcement in an acceptable manner, resulting in a degradation of grain boundaries. Following this, intergranular fractures emerge and spread inside the grains; hence, fracture manifests itself in both these modes of failure.
Conclusion
-
I.
Stir casting was used to successfully produce TiO2 and SiC nanoparticle-reinforced aluminium matrix composites. Nano-sized TiO2 and SiC powder was found to be reinforcing the whole molten matrix, as demonstrated by the XRD patterns.
-
II.
The nanoparticles in stir-cast composites were uniformly distributed in the aluminium base alloy matrix, and the composite's porosity was kept to a minimum by carefully controlling the pouring temperature, operating temperature, stirring speed, and stirring time throughout the solidification duration, all of which influence the cast product's volume and surface area.
-
III.
When compared to nano-TiO2 and nano-SiC reinforced aluminium matrix composite, unreinforced aluminium alloy 7178 exhibits lower levels of both strength and hardness. In addition to this, it was found that TiO2-reinforced nanocomposite had a strength that was 2.05% higher and a hardness that was 3.09% greater than that of SiC-reinforced nanocomposite.
-
IV.
EBSD analysis revealed that inclusion of reinforcing particles to the base alloy reduces the grain size due to the presence of more high angled grain boundaries than low angled grain boundaries which restricts further formation of grains.
-
V.
Analysis of fracture revealed that unreinforced composite has equiaxed dimples, indicating the ductile behaviour. However, reinforced nanocomposite showed intergranular debonding with some voids that indicate both mode of failure, i.e. brittle and ductile.
References
V. Chak, H. Chattopadhyay, T.L. Dora, Application of solid processing routes for the synthesis of graphene-aluminum composites—a review. Mater. Manuf. Process. 36(11), 1219–1235 (2021). https://doi.org/10.1080/10426914.2021.1914845
M.T. Azhagan, M. Manoj, G.R. Jinu, V. Mugendiran, Investigation of mechanical characterization, thermal behavior and dielectric properties on Al7075-TiB2 MMC fabricated using stir casting route. Int. J. Met. (2022). https://doi.org/10.1007/s40962-022-00873-y
G. Kumaresan, B. Arul Kumar, Investigations on mechanical properties of micro- and nano-particulates (Al2O3/B4C) reinforced in Al 7075 matrix composite. Int. J. Met. 16(4), 1932–1939 (2022). https://doi.org/10.1007/s40962-021-00741-1
N. Ramadoss, K. Pazhanivel, A. Ganeshkumar, M. Arivanandhan, Microstructural, mechanical and corrosion behaviour of B4C/BN-reinforced Al7075 matrix hybrid composites. Int. J. Met. (2022). https://doi.org/10.1007/s40962-022-00791-z
P. Madhukar, N. Selvaraj, C.S.P. Rao, G.B. Veeresh Kumar, Enhanced performance of AA7150-SiC nanocomposites synthesized by novel fabrication process. Ceram. Int. 46(10, Part B), 17103–17111 (2020). https://doi.org/10.1016/j.ceramint.2020.04.007
S.D. Kumar, M. Ravichandran, A. Jeevika, B. Stalin, C. Kailasanathan, A. Karthick, Effect of ZrB2 on microstructural, mechanical and corrosion behaviour of aluminium (AA7178) alloy matrix composite prepared by the stir casting route. Ceram. Int. 47(9), 12951–12962 (2021). https://doi.org/10.1016/j.ceramint.2021.01.158
A. Subburaj, A.M.M. Antony Joseph Decruz, V.A. Chandra Moorthy, R. Durairaj, Mechanical characterization and micro-structural analysis on AA2024 hybrid composites reinforced with WC and graphene nanoparticles. Trans. Indian Inst. Met. 75(7), 1721–1730 (2022). https://doi.org/10.1007/s12666-021-02488-z
A.A. Abdelsalam, T.S. Mahmoud, A.A. El-Betar, A.M. El-Assal, A study of microstructures characteristics of A356-Al2O3 composites produced by cooling slope and conventional stir cast. Int. J. Curr. Eng. Technol. 5(6), 3560–3571 (2015) [Online]. Available: http://inpressco.com/category/ijcet
V. Chak, H. Chattopadhyay, Fabrication and heat treatment of graphene nanoplatelets reinforced aluminium nanocomposites. Mater. Sci. Eng. A 791, 139657 (2020). https://doi.org/10.1016/j.msea.2020.139657
M. Manoj, G.R. Jinu, J.S. Kumar, V. Mugendiran, Effect of TiB2 particles on the morphological, mechanical and corrosion behaviour of Al7075 metal matrix composite produced using stir casting process. Int. J. Met. 16(3), 1517–1532 (2022). https://doi.org/10.1007/s40962-021-00696-3
V. Chak, H. Chattopadhyay, T.L. Dora, A review on fabrication methods, reinforcements and mechanical properties of aluminum matrix composites. J. Manuf. Process. 56, 1059–1074 (2020). https://doi.org/10.1016/j.jmapro.2020.05.042
F. Kiarasi, M. Babaei, M. OmidiBidgoli, K. Reza Kashyzadeh, K. Asemi, Mechanical characterization and creep strengthening of AZ91 magnesium alloy by addition of yttrium oxide nanoparticles. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 236(8), 1489–1500 (2022). https://doi.org/10.1177/14644207211073499
J. Kumar et al., Investigation on the mechanical, tribological, morphological and machinability behavior of stir-casted Al/SiC/Mo reinforced MMCs. J. Mater. Res. Technol. 12, 930–946 (2021). https://doi.org/10.1016/j.jmrt.2021.03.034
T. Tamilanban, T.S. Ravikumar, Influence of stirring speed on stir casting of SiC reinforced Al Mg Cu composite. Mater. Today Proc. 45, 5899–5902 (2021). https://doi.org/10.1016/j.matpr.2020.08.633
S. Rangrej, V. Mehta, V. Ayar, M. Sutaria, Effects of stir casting process parameters on dispersion of reinforcement particles during preparation of metal composites. Mater. Today Proc. 43, 471–475 (2021). https://doi.org/10.1016/j.matpr.2020.11.1002
M.K. Srinath, H.V. Puneeth, J. Nagendra, M.S. Ganesha Prasad, Fabrication and strength evaluation of nano-SiC particulate reinforced Al-6082 MMC’s. Mater. Today Proc. 59, 66–71 (2022). https://doi.org/10.1016/j.matpr.2021.10.202
H. Kumar, S. Shiva, Experimental investigation on stir casting of a metal matrix composite material. J. Micromanufacturing 5(2), 101–106 (2021). https://doi.org/10.1177/25165984211015761
D. Bommana, T.R.K. Dora, N.P. Senapati, A.S. Kumar, Effect of 6 Wt.% particle (B4C + SiC) reinforcement on mechanical properties of AA6061 aluminum hybrid MMC. SILICON 14(8), 4197–4206 (2022). https://doi.org/10.1007/s12633-021-01210-4
X. Yu, H. Bakhtiari, J. Zhou, M.O. Bidgoli, K. Asemi, Investigating the effect of reinforcing particles size and content on tensile and fatigue properties of heat-treated Al7075-SiC composites fabricated by the stir casting method. JOM 74(5), 1859–1869 (2022). https://doi.org/10.1007/s11837-022-05248-6
S. Arunkumar, A.S. Kumar, Studies on egg shell and SiC reinforced hybrid metal matrix composite for tribological applications. SILICON 14(5), 1959–1967 (2022). https://doi.org/10.1007/s12633-021-00965-0
P. Samal, B. Surekha, P.R. Vundavilli, Experimental investigations on microstructure, mechanical behavior and tribological analysis of AA5154/SiC composites by stir casting. SILICON 14(7), 3317–3328 (2022). https://doi.org/10.1007/s12633-021-01115-2
R.K. Bhushan, Effect of SiC particle size and weight % on mechanical properties of AA7075 SiC composite. Adv. Compos. Hybrid Mater. 4(1), 74–85 (2021). https://doi.org/10.1007/s42114-020-00175-z
N. Bharat, P.S.C. Bose, Influence of nano-TiO2 particles on the microstructure, mechanical and wear behaviour of AA7178 alloy matrix fabricated by stir casting technique. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. (2022). https://doi.org/10.1177/14644207221123520
B. Bülbül, M. Okumuş, Microstructure, hardness, thermal and wear behaviours in Al–10Ni/TiO2 composites fabricated by mechanical alloying. Mater. Chem. Phys. 281, 125908 (2022). https://doi.org/10.1016/j.matchemphys.2022.125908
A. kumarGajakosh, R. Keshavamurthy, T. Jagadeesha, R.S. Kumar, Investigations on mechanical behavior of hot rolled Al7075/TiO2/Gr hybrid composites. Ceram. Int. 47(10, Part B), 14775–14789 (2021). https://doi.org/10.1016/j.ceramint.2020.10.236
K.R. Padmavathi, R. Ramakrishnan, L. Karthikeyan, S. Tamizhselvan, S. ChezhianBabu, Comparison of the mechanical properties of micro/nano SiC/TiO2 reinforced aluminium metal matrix composites. Today Proc. Mater. (2022). https://doi.org/10.1016/j.matpr.2022.07.315
M. Nataraju, P.P. Rao, Enhancement in mechanical properties of ceramic reinforced aluminum MMC via stir casting methodology: A review. AIP Conf. Proc. 2317(1), 50022 (2021). https://doi.org/10.1063/5.0036150
S.V.G.V.A. Prasad et al., Optimization and Mechanical properties of TiO2 reinforced AA 7150 composites using response surface methodology. Adv. Mater. Sci. Eng. 2022, 5779840 (2022). https://doi.org/10.1155/2022/5779840
A.H. Badran, T. Alamro, R.W. Bazuhair, A.A. El-Mawla, S.Z. El-Adben, A. Fouly, Investigation of the mechanical behavior of synthesized Al6061/TiO2 microcomposites using an innovative stir casting method. Nanomaterials 12(10), 1646 (2022). https://doi.org/10.3390/nano12101646
D. Podder, S. Chakraborty, U.K. Mandal, RSM analysis of impact property and characterization of Al6063-Cu-TiO2-ZrO2 composites fabricated by stir casting process. Sādhanā 46(2), 72 (2021). https://doi.org/10.1007/s12046-021-01583-7
A.A. Adediran, A.A. Akinwande, O.A. Balogun, B.J. Olorunfemi et al., Optimization studies of stir casting parameters and mechanical properties of TiO2 reinforced Al 7075 composite using response surface methodology. Sci. Rep. 11(1), 19860 (2021). https://doi.org/10.1038/s41598-021-99168-1
S.D. Kumar, M. Ravichandran, Synthesis, characterization and wire electric erosion behaviour of AA7178-10 wt.% ZrB2 composite. SILICON 10(6), 2653–2662 (2018). https://doi.org/10.1007/s12633-018-9802-7
S.B. Prabu, L. Karunamoorthy, S. Kathiresan, B. Mohan, Influence of stirring speed and stirring time on distribution of particles in cast metal matrix composite. J. Mater. Process. Technol. 171(2), 268–273 (2006). https://doi.org/10.1016/j.jmatprotec.2005.06.071
V.K. Singh, S. Chauhan, P.C. Gope, A.K. Chaudhary, Enhancement of wettability of aluminum based silicon carbide reinforced particulate metal matrix composite. High Temp. Mater. Process. 34(2), 163–170 (2015). https://doi.org/10.1515/htmp-2014-0043
W.F. Gale, T. C. B. T.-S. M. R. B. Eighth E. Totemeier (eds.) 21—Mechanical testing (Butterworth-Heinemann, Oxford, 2004), pp. 21–23. https://doi.org/10.1016/B978-075067509-3/50024-5
Í. Carneiro, S. Simões, Recent advances in EBSD characterization of metals. Metals 10(8), 1097 (2020). https://doi.org/10.3390/met10081097
Acknowledgement
We would like to thank Dr. M Raja Vishwanathan, Humanities & Social Science Department, National Institute of Technology, Warangal, Telangana, India, for proofreading the paper and for his useful suggestions and PSG Centre for Sponsored Research Consultancy for providing the T.E.M facility.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Bharat, N., Bose, P.S.C. Effect of TiO2 and SiC Nanoparticles on the Microstructure and Mechanical Characteristics of AA7178 Metal Matrix Composite. Inter Metalcast 17, 2849–2861 (2023). https://doi.org/10.1007/s40962-023-00959-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-023-00959-1