
Abstract
Microstructure and mechanical properties of aluminum alloy Al–10Zn–3.5Mg–2.5Cu/graphene nanoplates composites produced by ball milling and stir casting have been investigated. The presence of dispersed Graphene nano plates with high specific surface area significantly increases the strength of the composites. The microstructural studies of the alloy revealed that graphene nano plates addition reduces the grain size, but adding higher graphene nano plates content (1 wt% graphene nano plates) does not change the grain size considerably. Further investigations on tensile tests revealed that the addition of graphene nano plates increases ultimate tensile strength. Samples under T6 heat treatment (heating up to 460 °C for 8 h, quenching in water (25 °C) and aging at 120 °C for 24 h) show better strength than other samples. At higher graphene nano plates contents, the presence of graphene agglomerate on grain boundaries was found to be the favored path for crack growth. The composite containing 0.7 wt% graphene nano plates exhibits tensile strength of 582 Mpa.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Application of metal matrix composites (MMCs) in industries as aviation, military and automobile has been the subject of many studies in the past two decades.1,2,3,4 The results have shown that when compared with monolithic alloys, MMCs have many advantages including better resistance to creep and wear as well as higher specific strength.4,5,6,7 Nanocrystalline (NC) alloys and metal-matrix nanocomposites (MMNCs) based on lightweight metals such as Al and Mg are currently being heavily investigated in the hopes of producing strengths comparable to those of much denser metals.8,9,10,11 The low ductility of MMCs is generally due to the presence of a high percentage of coarse and brittle reinforcement phase in the matrix. It has been shown that properties of nanocomposites can be greatly improved with incorporation of even small amounts of nanoparticles. Presence of ceramic nano reinforcements such as SiC nanoparticles (SiC np) in the matrix also improves the high temperature mechanical properties of the composites.12,13,14,15,16 Among various reinforcements, recent emerging material, carbonous materials, is found to have many favorable attributes such as high thermal conductivity, low coefficient of thermal expansion, high damping capacity and good self-lubricant property.17
Most of the works reported on the metal matrices using graphene nano plates were either on aluminum or copper based. Out of various processing routes used for development of graphene nano plates composites most of the studies adopted powder metallurgy as primary processing and hot extrusion or hot rolling as secondary processing route.18,19 Kumar et al.18 reported mechanical properties of aluminum-Graphene nano plates composite synthesized by powder metallurgy route and hot extrusion. In order to obtain uniform dispersion of graphene nano plates, both aluminum and graphene nano plates were dispersed in ethanol and then subjected to magnetic stirring. The cold compaction was carried out under a pressure of 350 MPa and sintered at 560 °C for 4 h. By addition of graphene nano plates a significant amount of grain refinement in the aluminum matrix was observed. The yield and tensile strength was increased from ~150 and ~180 MPa for pure aluminum to 260 and 270 MPa for composite, respectively. The increase in mechanical properties of composites was attributed to the strengthening mechanisms like, dislocation strengthening and grain refinement. Rashed et al.20 reported the synthesis of pure aluminum and graphene nano plates (0.3 wt%) composite by semi powder technique in which the powders were mixed using mechanical agitator, then cold compacted, sintered and finally hot extruded at 470 °C. Mechanical properties such as yield and ultimate tensile strength of composite compared to that of monolithic aluminum were increased by 14.7 and 11.1 wt%. Both the above mentioned studies opted for suspension of graphene nano plates in organic media and then addition of metallic powder to it so that there is uniform dispersion of graphene nano plates in metallic powder. The dispersion of graphene nano plates is very important step to obtain good mechanical and tribological properties. But however with the increase in percentage of graphene nano plates in the metallic matrix, irrespective of processing technique used it is very hard to obtain good dispersion. These graphene nano plates will form some agglomerates and act as a porosity leading to poor mechanical and thermal properties.21,22 So it is very necessary to obtain a saturation point of graphene nano plates inclusion in the metallic matrix so as to obtain good properties.
In this paper, we report the development of graphene nano plates reinforced Al–10Zn–3.5Mg–2.5Cu matrix nanocomposites. Here the Al–10Zn–3.5Mg–2.5Cu alloy is chosen as a matrix material because of its high hardness and ultimate tensile strength. In addition this, it is a heat treatable alloy and light weight compared to that of brass, copper and steel. The Al–10Zn–3.5Mg–2.5Cu-Graphene nano plates nanocomposites were synthesized by a combination of powder metallurgy and stir casting with ultrasonic waves. The Al–10Zn–3.5Mg–2.5Cu with and without graphene nano plates were subjected to mechanical testing to evaluate the strength.
Experimental Procedures
The materials used in this investigation were 99% pure aluminum powder with an average particle size of 45 μm and graphene nanoplatelets with an average thickness of approximately 5 layer and an average diameter of 25 μm. Figure 1 shows the micrographs of as-received pure Al powder and graphene nanoplatelets, respectively. To produce nanocrystalline MMNCs, the reinforcements (graphene nanoplatelets) were dispersed in 99.5% anhydrous ethanol by ultrasonication. The aluminum powder and the reinforcement slurry were added to ball milling for 2 h at 250 rpm using a Ball to Powder Ratio of 10:1

SEM micrographs of (a) as-received pure aluminum powder (45 micrometer), (b) graphene nanoplatelets and (c) morphology of Al-25wt% graphene nanoplatelets after 2 h of milling.
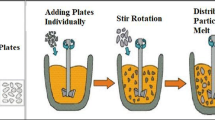
The Al–10Zn–3.5Mg–2.5Cu aluminum alloy ingots cut into small pieces and then placed into a graphite crucible. The chemical composition of the Al–10Zn–3.5Mg–2.5Cu aluminum alloy studied in this work is given in Table 1. The graphite crucible was placed in an electrical resistance. Melting of aluminum alloy was done by heating it to a temperature of ~ 750 °C. Then, pre-heated aluminum powder and graphene nanoplatelets composite with different percentages (0, 0.1, 0.3, 0.7 and 1 wt%) were added to the melt. After adding the graphene nanoplatelets, the melt was stirred with a mechanical stirrer for 10 min. Then, the melt was operated with an ultrasonic device (2000 W) for 5 min (Figure 2). The material of the mechanical stirrer blade and the probe material of the ultrasonic device are made of titanium. Nanocomposites specimens have been prepared with wt% of 0.1, 0.3, 0.7 and 1 graphene nanoplatelets reinforcements (Table 2).

(a) Ultrasonic probe and (b) mechanical stirrer and ultrasonic device.
After successful addition of nano reinforcement particles and uniform mixing throughout, the composite melt was poured into a permanent mold prepared according to ASTM B108 standard,23 (Figure 3). Before the pouring the mold was preheated to 300 °C. The main advantage of this mold is the application of an appropriate uphill filling system and feeding design, providing a low turbulence manner of fluid flow, which results in reduced gas entrapment and porosity in the specimens. T6 heat treatment including heating up to 460 °C for 8 h, quenching in water (25 °C) and aging at 120 °C for 24 h was applied to the all samples without or with the graphene nanoplatelets.

Tensile specimen geometry and dimensions (a) cast iron mold and (b) tensile sample dimensions.
For structural studies, an optical microscope equipped with an image analysis system (Clemex Vision Pro. Ver.3.5.025), HRTEM (High-resolution transmission electron microscopy, make: Philips CM200 at an accelerating voltage of 200 kV) and scanning electron microscopy performed in a Cam Scan MV2300, equipped with an energy dispersive X-ray analysis (EDS) accessory have been used. The cut sections were polished and then etched by Keller’s reagent (2 ml H, 3 ml HCl, 5 ml HNO3 and 190 ml H2O) to reveal the structure.
Tensile testing on all the nanocomposite samples was performed at room temperature using KOOPA universal testing machine at the strain rate of 1 mm/min. Four test bars were tested for each nanocomposite sample and the average value is reported here.
Results and Discussion
Structural Characterization
It is important to note that the initial particle sizes of aluminum powder was found to be 45 micron. However, after 2 h of milling, the particle size of powders decreases by milling process, which can accommodate better dispersion and lower agglomeration during subsequent stir casting. In addition, the morphology of the aluminum powders after milling change to flaky shape where the graphene nanoplatelets were uniformly distributed. The morphology and size of the powders after 2 h of milling was investigated by Scanning Electron Microscopy. Figure 1c shows the micrographs of flaky shapes Al-graphene nano plates powders after 2 h of milling.
Basically, the dispersion of small powders in the melt is easier than that of larger agglomerated ones. Two important events are responsible for formation of nanodispersions before solidification. First, the dispersion of aluminum powders during injection of powders into the melt. In fact, aluminum powders operate as a carrier for graphene particles to the melt and protect them from any contact with the surface of the melt and alumina layer, and after their dispersion, the nanoparticles will be released in the matrix. Ultrasonic treatment helps in preventing agglomeration and breaking up the formed agglomerates, at the hen better homogeneity of graphene in MMC. In fact, it is envisaged that aluminum powders which are in the inner part of an agglomerated nanoparticles act as a binder at 700 °C to avoid particles separation and release, which only ultrasonic vibration could separate these nanoparticles during stirring.
Figure 1c demonstrates the high magnification image of the particles. As can be seen in Figure 1c, a uniform distribution of graphene sheets on the aluminum powder was achieved after the milling process, due to the formation of graphene sheets around aluminum powder in the first step of milling. In fact, it is believed that the formation of graphene sheets can be a good strategy to diminish the high propensity of nano particles for agglomeration during the milling process.
The microstructures of the Al–10Zn–3.5Mg–2.5Cu alloy cut from castings after adding graphene with different percentage are shown in Figure 4. Figure 4 shows the change in dendrite morphology of the Al–10Zn–3.5Mg–2.5Cu alloy after adding graphene. The optical microstructures of alloy revealed a rosette-like microstructure of primary α-Al grains solid solution surrounded by interdendritic secondary phases. In comparison with graphene added specimens, unrefined specimen (without graphene nano plates) showed coarser morphology, as seen in Figure 4. From Figure 4, it is noticeable that graphene and stir casting enhances the number of grain boundaries and therefore promotes a more homogeneous distribution of intermetallic precipitates. The most common phase observed in as-cast microstructure in the Al–10Zn–3.5Mg–2.5Cu alloys is Al2Cu (θ phase). The highest strength properties among all samples are related to nanocomposite reinforced with 0.7 wt% graphene nano plates.

Microstructures of refined specimens, with (a) 0.0% Graphene nano plates, (b) 0.1% Graphene nano plates, (c) 0. 3% Graphene nano plates, (d) 0.7 % Graphene nano plates and (e) 1% Graphene nano plates.
Figure 5 shows the results from local analysis from graphene nano plates and matrix of nanocomposite. As shown in Figure 5, there are graphene nano sheets in the aluminum matrix. Dispersed graphene in aluminum matrix will increase the strength of nanocomposite samples.

(a) SEM micrograph of the fractured Al–10Zn–3.5Mg–2.5Cu–0.7% GRAPHENE NANO PLATES specimen and the corresponding EDS maps of (b) C and (c) Al elements.
Figures 6 and 7 shows the distribution of graphene nanoplatelets in the Al–10Zn–3.5Mg–2.5Cu aluminum alloy matrix in as-cast and 0.7 wt% after T6 heat treatment, the reinforcement particles are almost uniformly distributed in Al matrix, with graphene nanoplatelets content less than 1 wt%. The clustering of graphene nanoplatelets increases markedly with 1 weight percentage of graphene nanoplatelets. When weight % of graphene nanoplatelets is more than 0.7, the grain boundaries have reached saturation and effect of grain refinement diminished. Agglomeration of graphene nanoplatelets on the grain boundaries causes grain boundary embrittlement, porosity, resulting in weaker strength. It is clear from Figure 4. that with the 1 weight % of graphene nanoplatelets, the nanoplatelets are forming clusters, grain boundary embrittlement, which create porosity, reduces the wettability of graphene nanoplatelets in the matrix materials and weakening of strength and other mechanical properties. It is important to note that the distribution of particles and intermetallic phases in aluminum matrix after T6 heat treatment causes high strength in specimens after T6 heat treatment.

SEM back-scattered images, showing the T6 heat treated microstructures of the Al–10Zn–3.5Mg–2.5Cu alloy with: (a) 0.0 and (b) 0.7 wt% Graphene nano plates.

Distribution of graphene nanoplatelets in the Al–10Zn–3.5Mg–2.5Cu aluminum alloy matrix in nanocomposite with 0.7 wt% Graphene nano plates after T6 heat treatment.
Solidification Mechanisms
The models addressing the incorporation of particles into a solidifying matrix can be categorized into three classes: (1) the kinetic models that predict the velocity of the solid/liquid interface which is critical for the transition from particle pushing to engulfment,24 (2) the thermodynamic models25 which are closely related to classical heterogeneous nucleation theory and (3) the models based on the ratio of the thermophysical properties of the particles and the melt.26,27 The latter model predicts the incorporation ability in general, that is, a dependence of the incorporation behavior on the processing conditions. Any dependence on the morphology of the interface is not included.
These two models show that by enhancing the thermal conductivity of particles incorporated into the liquid matrix, the possibility of particle engulfment through the grains of the solidifying matrix increases owing to change of the interface shape from convex to concave,25,26,28,29 facilitating the engulfment of particle through the matrix during solidification.28 In essence, the lower thermal conductivity of the particles affects the temperature gradient ahead of solidification front and therefore acts as a barrier to the removal of the heat necessary for further solidification and consequently inhibits particle engulfment.
In this study, it is expected that the thermal conductivity of graphene nanoflaks is much large.24,30,31 This is because the thermal conductivity of graphene nanoflaks is better conserved in bilayer and trilayer graphene nano plates than in single layer graphene nano plates. This high thermal conductivity of the graphene nanoflaks in the preform samples results in the incorporation of most graphene nanoflaks in grain interiors rather than at grain boundaries, as shown in Figure 8 and corresponding schematic illustration.

SEM images of (a) Exfoliated Graphene nano plates, (b) Al–10Zn–3.5Mg–2.5Cu–0.7%GRAPHENE NANO PLATES nanocomposite.
Figure 8 represents a high magnification Field-Emission Scanning Electron Microscopy image of the preform sample containing engulfed graphene nanoflaks.
Tensile Strength
Figure 9 shows the variation in tensile strengths with mechanical and ultrasonic stir casting methods. The tensile strength increases with increasing wt% of nano graphene reinforcements. Tabandeh Khorshid et al.32 characterized aluminum matrix-composites reinforced by two sizes of alumina particles (35 nm and 0.3 μm) are prepared by wet attrition milling and hot forward extrusion processes. It is found that by increasing the nano particles content, the hardness and strength of the composites first increase and then decrease when the amount of the nano particle exceeds 4.0 wt%. Mazahery et al.33 worked on development of high-performance A356/nano-Al2O3 composites. It was revealed that the presence of nano-Al2O3 reinforcement led to significant improvement in hardness, yield strength (YS), ultimate tensile strength (UTS) and ductility. Mula et al.34 investigated on the structure of an ultrasonically cast nanocomposite of Al with 2 wt% nano-sized Al2O3 (average size 10 nm) dispersoids showed that the nanocomposite was consisting of nearly continuous nano-alumina dispersed zones (NDZs) in the vicinity of the grain boundaries encapsulating Al2O3 depleted zones (ADZs). The nano-sized dispersoids caused a marginal increase in the elastic modulus and a significant increase in the hardness (92%), and tensile strength (48%). Kee Do Woo et al.35 used HEMM on aluminum matrix sub sized alumina particles reinforced composite and found that increase in flexural strength of sintered specimen. Strengthening of these materials is due to the obstruction of dislocation movement by the graphene nanoplatelets. With increasing content of graphene nanoplatelets, these nanoplatelets pin the grain boundaries and give rise to grain refinement, also nanoplatelets deflect cracks and cause increase in strength in nanocomposite. Further investigations on tensile tests revealed that the addition of graphene nano plates increases ultimate tensile strength (UTS). T6 heat treatment improved UTS values of the casting. At higher graphene nano plates contents, the presence of graphene agglomerate on grain boundaries was found to be the favored path for crack growth. The composite containing 0.7 vol% graphene nano plates exhibits highest tensile strength of 582 Mpa.

(a) UTS, (b) YS and (c) EL% values of the nanocomposite as a function of Graphene nano plates amount.
Conclusions
The present work reports that stir casting method is very effective for improvement in mechanical properties of Al–10Zn–3.5Mg–2.5Cu aluminum alloy matrix/graphene nanoplatelets reinforced composites. Ultrasonic casting achieves uniform distribution of graphene nanoplatelets in the aluminum matrix. Ultrasonic waves (2000 W) when propagated in the Al matrix, breaks up the clusters of nano particles resulting in the uniform dispersion of nano particles that is why improving mechanical properties. However, when the wt% of graphene nano sheets reaches more than 0.7 wt%; agglomeration of graphene nano sheets at the grain boundaries causes embrittlement, porosities, less interfacial bonding and so decrease in mechanical properties.
References
C.A. Smith, A.B. Pandey, Metals Handbook: Composite Materials, vol. 21 (ASM, Ohio, 2001)
S. Rawal, JOM 53, 14–17 (2001)
S. Suresh, A. Mortensen, A. Needleman, Fundamentals of Metal Matrix Composites (Butterworth-Heinemann, Oxford, 1993)
N. Chawla, K.K. Chawla, Metal Matrix Composites (Springer, Berlin, 2006)
X. Yibin, T. Yoshita, J. Appl. Phys. 95, 722–726 (2004)
C. Borgonovo, D. Apelian, Mater. Sci. Forum 678, 1–22 (2011)
L.M. Tham, M. Gupta, L. Cheng, Acta Mater. 49, 3243–3253 (2001)
M. Tabandeh Khorshid, S.A. Jenabali Jahromi, M.M. Moshksar, Mechanical properties of tri-modal Al matrix composites reinforced by nano- and submicron-sized Al2O3 particulates developed by wet attrition milling and hot extrusion. Mater. Des. 31, 3880–3884 (2010)
R. Derakhshandeh Haghighi, S.A. Jenabali Jahromi, A. Moresedgh, K.M. Tabandeh, A comparison between ECAP and conventional extrusion for consolidation of aluminum metal matrix composite. J. Mater. Eng. Perform. 21, 1885–1892 (2012)
J. Schiotz, F.D. Di Tolla, K.W. Jacobsen, Softening of nanocrystalline metals at very small grain sizes. Nature 391, 561–563 (1998)
T. Varol, A. Canakci, Synthesis and characterization of nanocrystalline Al 2024–B 4 C composite powders by mechanical alloying. Philos. Mag. Lett. 93, 339–345 (2013)
K.U. Kainer, Basics of Metal Matrix Composites (Wiley, Berlin, 2006)
I.A. Ibrahim, F.A. Mohamed, E.J. Lavernia, J. Mater. Sci. 26, 1137–1156 (1991)
J.C. Lee, J.P. Ahn, Scr. Mater. 41, 895–900 (1999)
Y. Yang, J. Lan, X. Li, Mater. Sci. Eng. A 380, 378–383 (2004)
X. Li, Y. Yang, Metall. Sci. Technol. 26, 12–20 (2008)
A. Dorri-Moghadam, B.F. Schultz, J. Ferguson, E. Omrani, P.K. Rohatgi, N. Gupta, Functional metal matrix composites: self-lubricating, self-healing, and nanocomposites-an outlook. JOM. 66(6), 872–881 (2014)
S.J.N. Kumar, R. Keshavamurthy, M.R. Haseebuddin, P.G. Koppad, Mechanical properties of aluminium-graphene composite synthesized by powder metallurgy and hot extrusion. Trans. Ind. Inst. Met. 70, 605–613 (2017)
M. Alipour, M. Emamy, J. Rasizadeh, M. Karamouz, M. Azarbarmas, Effects of Al-5Ti-1B grain refiner on the structure, hardness and tensile properties of a new developed super high strength aluminum alloy. TMS Annu. Meet. 3, 833–842 (2011)
M. Rashad, F. Pan, A. Tang, M. Asif, Effect of Graphene nano plates addition on mechanical properties of pure aluminum using a semi-powder method. Prog. Nat. Sci: Mater. Int. 24, 101–108 (2014)
W. Tian, S. Li, B. Wang, X. Chen, J. Liu, M. Yu, Graphene-reinforced aluminum matrix composites prepared by spark plasma sintering. Int. J. Miner. Metall. Mater. 23, 723–729 (2016)
S.N. Alam, L. Kumar, Mechanical properties of aluminium based metal matrix composites reinforced with graphite nanoplatelets. Mater. Sci. Eng. A 667, 16–32 (2016)
ASTM B108-03a. Standard specification for aluminum-alloy permanent mold castings. Annual book of ASTM standards 02.02; 2003
C. Faugeras, B. Faugeras, M. Orlita, M. Potemski, R.R. Nair, A.K. Geim, Thermal conductivity of graphene in corbino membrane geometry. ACS Nano 4(4), 1889–1892 (2010)
S.N. Omenyi, A.W. Neumann, Thermodynamic aspects of particle engulfment by solidifying melts. J. Appl. Phys. 47(9), 3956–3962 (1976)
M.K. Surappa, P.K. Rohatgi, Heat diffusivity criterion for the entrapment of particles by a moving solid-liquid interface. J. Mater. Sci. 16(2), 562–564 (1981)
G.F. Bolling, J. Cisse, A theory for the interaction of particles with a solidifying front. J. Cryst. Growth 10(1), 56–66 (1971)
E.M. Agaliotis, M.R. Rosenberger, A.E. Ares, C.E. Schvezov, Influence of the shape of the particles in the solidification of composite materials. Procedia Mater. Sci. 1, 58–63 (2012)
M.A. Khan, P.K. Rohatgi, A numerical study of thermal interaction of solidification fronts with spherical particles during solidification of metal-matrix composite materials. Compos. Eng. 3(10), 995–1006 (1993)
M.K. Surappa, P.K. Rohatgi, Preparation and properties of cast aluminium-ceramic particle composites. J. Mater. Sci. 16(4), 983–993 (1981)
R.P. Joshi, P.G. Neudeck, C. Fazi, Analysis of the temperature dependent thermal conductivity of silicon carbide for high temperature applications. J. Appl. Phys. 88(1), 265–269 (2000)
S. Tabandeh Khorshid, A. Jenabali Jahromi, M.M. Moshksar, Mechanical properties of tri-Modal Al matrix composites reinforced by nano and submicron-sized Al2O3 particulates developed by wet attrition milling and hot extrusion, Shiraz, Iran (2010) 1–16
A. Mazahery, H. Abdizadeha, H.R. Baharvandi, Development of high-performance A356/ nano- Al 2 O 3 composites. Mater. Sci. Eng., A 518, 61–64 (2009)
S. Mula, P. Padhi, S.C. Panigrahi, S.K. Pabi, S. Ghosh, On structure and mechanical properties of ultrasonically cast Al–2% Al 2 O 3 Nanocomposites. Mater. Res. Bull. 44, 1154–1160 (2009)
K. Do Woo, H. Bom Lee, Fabrication of Al alloy matrix composite reinforced with subsive-sized Al 2 O 3 particles by the in situ displacement reaction using high-energy ball-milled powder. Mater. Sci. Eng. A 449–451, 829–832 (2007)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Alipour, M., Keshavamurthy, R., Koppad, P.G. et al. Investigation of Microstructure and Mechanical Properties of Cast Al–10Zn–3.5Mg–2.5Cu Nanocomposite Reinforced with Graphene Nano Sheets Produced by Ultrasonic Assisted Stir Casting. Inter Metalcast 17, 935–946 (2023). https://doi.org/10.1007/s40962-022-00826-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-022-00826-5