
Abstract
In the present work, Al–TiB2 composites were casted using in situ and ex situ method of fabrication. The effect of processing temperature on the formation of titanium diboride particles was studied, and comparative evaluation of in situ and ex situ method was carried out. Characterization of composites was carried out to study the effect of various process parameters on the mechanical properties. The microstructure of in situ composites shows a homogeneous distribution of titanium diboride particles without agglomeration as compared to ex situ composites. SEM micrographs of in situ composites show distinct and reaction-free boundaries between reinforcement and matrix material as compared to the ex situ composites. In addition, average UTS of in situ AlSi5Cu3/3%TiB2 composite and ex situ AlSi5Cu3/3%TiB2 composite increased by 80.13% and 39.72% as compared to pure AlSi5Cu3, respectively. The average hardness of in situ AlSi5Cu3/3%TiB2 composite and ex situ AlSi5Cu3/3%TiB2 composite casted in metal mold increased by 45% and 31.66%, respectively, as compared to pure AlSi5Cu3.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Aluminum alloys are widely used in many engineering applications in the fields of automobiles where high mechanical properties such as hardness and tensile strength are required,5 while low ductility and poor tribological characteristics are limiting factors for wide range of applications. Aluminum matrix composites (AMCs) are established as a high-performance material due to its low density, good corrosion resistance, high damping capacity high electrical, thermal conductivities, and high mechanical properties.10,25 Thus, AMCs are gaining a lot of attention in the field of automobiles, aerospace, electronics, etc. The selection of matrix material and reinforcement phases along with processing techniques is crucial for developing AMCs. Researchers have developed AMCs by incorporating various reinforcements like SiC, Al2O3, B4C, TiC, AlN, ZrB2, TiB2.1,4,26,30,31,–32,49
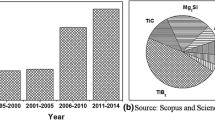
Various reinforcements like TiB2, TiC, Mg2Si, Al2O3, AlN, and ZrB2 have been synthesized using the in situ method.12,31,32,48 Most of the studies on AMCs involve the use of SiC and Al2O3 as reinforcement, but the major drawback of these is the formation of intermetallics, deteriorating the mechanical properties and chemistry of composites. The literature shows that to overcome these issues, thermodynamically stable reinforcement like TiB2 is more effective. Researchers have reported that TiB2-reinforced composites have good mechanical properties compared to other reinforcements like TiC, Al2O3, B4C, and SiC.7,15,21,31,32,45 TiB2 has been used as the reinforcement material in AMCs due to its excellent properties like low density, higher Young’s modulus, high wear resistance, and high hardness.46 Moreover, TiB2 is more coherent with the aluminum matrix and has good wettability. Thus, TiB2 is one of the strong contenders for the development of AMCs.
The processing technique will significantly affect the properties of the final product. Appropriate processing technique needs to be selected based on the choice of matrix material and reinforcements. Presently, AMCs are fabricated using various established and patented methods.39,40,41,–42 Kennedy and Wyatt17 stated that the mechanical behavior of AMCs is greatly influenced by the processing method. Development in the field of processing techniques is ongoing to further enrich the properties and quality of AMCs. Ex situ and in situ methods of fabricating composites are the two broadly used approaches for developing composites.
In the ex situ method of fabricating composites, reinforcements are added externally in the melt. Stir casting method is one of the widely used and popular methods for the development of AMCs. In stir casting, the matrix material is melted in the furnace, and reinforcements are continuously added in the melt during stirring. Mechanical stirring, ultrasonic stirring, or electromagnetic stirring are carried out to distribute reinforcement in the matrix material. Among these, mechanical stirring is widely used due to its simplicity and cost-effectiveness. Various researchers have evaluated the mechanical stir casting process used for the development of AMCs. They have also found that mechanical stirring can help in transferring particles into the melt and maintain particles in the suspension state. It was observed that quality composites can be produced by selecting the optimal level of process parameters like stirring speed, stirring time, size, and position of the stirrer, and melt temperature for a specific amount of base metal, and crucible size.14,43
In the case of ex situ composites, researchers have also reported agglomeration of the reinforcements and rejection of reinforcements by the matrix material. In ex situ method, once the reinforcements are incorporated in the matrix material, it is quite difficult to judge their dispersion and interaction with the matrix material. Major challenges in developing AMCs using ex situ method are homogeneous dispersion of particles, thermal instability of particles, and a weak interface between matrix and particles due to poor wettability. Thus, researchers have modified the existing methods and developed in situ method to address these issues.11,16,34 In the case of in situ method, reinforcement phase was synthesized inside the matrix material via direct melt oxidation, gas/melt reaction, and melt/salts reaction. Among others, melt/salts reaction method is one of the widely used methods due to its cost-effectiveness and the easy availability of the halide salts.
Researchers have explored ex situ- and in situ-based processing techniques to get required properties in AMCs. Most of the researchers have investigated the microstructure, mechanical properties, and tribological properties of the composites, but comparative evaluation of the ex situ and in situ method of developing composites is missing. Most of the researchers stated homogeneous distribution of the particles and improved mechanical properties, but without comparing both the methods, it is quite difficult to select proper processing techniques to develop quality composites. Thus, in the present study development and comparative evaluation of ex situ addition and in situ synthesis of TiB2 particles on grain refinement behavior of aluminum alloy AlSi5Cu3 was carried out. Aluminum–silicon–copper family alloy AlSi5Cu3 is one of the widely used materials in automobiles and other general engineering applications like gearbox, tool handles, crankcase, etc., due to good castability, mechanical properties, and chemical reaction resistance.2 Applications of AlSi5Cu3 can be further enhanced by making its composites. Thus, in the present study, it is used as a matrix material.
Materials and Methods
In the present study, aluminum alloy AlSi5Cu3 is used as a matrix material. Table 1 shows the composition of AlSi5Cu3 derived using spectroscopic analysis.
Poria et al.29 have successfully fabricated ex situ AlSi5Cu3/TiB2 composites. They have incorporated various weight percentages of TiB2 particles ranging from 4 to 50 µ in the liquid melt and used a stir casting method to distribute the particles in the melt. Homogeneous distribution of TiB2 particles was observed at a stirring speed of 500 rpm, stirring time of 15 min, and melt temperature of 800 °C. Based on these parameters, in the present study, TiB2 particles were preheated at 600 °C in the specially designed particle heater for 60 min. Preheating of the particles was carried out to improve the wettability between particles and matrix material. AlSi5Cu3 alloy was melted and maintained at 800 °C temperature in the specially designed modular melting and pouring unit (refer Figure 1). Preheated TiB2 particles having an average size of 14 µ were incorporated into molten metal to develop AlSi5Cu3/3%TiB2 composites. Mechanical stirring has been carried out at 500 rpm for 15 min. Continuous argon gas supply is given on the liquid metal to reduce the hydrogen pickup. After stirring, melt was degassed by purging of argon gas in the liquid melt and dross was removed manually before pouring it into the metal mold having cavity size 125 × 110 × 13 mm. Figure 2 shows metal mold and casted specimen.

Modular melting and pouring unit.

(a) Metal mold, (b) casted specimen.
Reaction between halide salts and aluminum will form TiB2 particles according to the following manner9:
The development of only TiB2 particles is very difficult without knowing the temperature-dependent interaction of halide salts and aluminum. In order to study the interaction of K2TiF6 and KBF4 with AlSi5Cu3, it is very important to observe the association and dissociation behavior of halide salts and aluminum at various temperatures. Researchers have found that holding time and processing temperature significantly affect particle percentage and morphology, governing the grain size and TiAl3 formation, ultimately governing the mechanical properties of Al/TiB2 composites.7,31,32 Previous researchers have observed the formation of intermetallic particles at various processing temperatures.23,44,49 In the present work, to study the reaction behavior of halide salts and aluminum with respect to temperature, differential scanning calorimetry (DSC) analysis was carried out on Mettler Toledo make setup (refer Figure 3).

Differential scanning calorimetry (DSC) setup.
In order to perform DSC analysis, powder of AlSi5Cu3, K2TiF6, and KBF4 was prepared in the ball mill (refer Figure 4). AlSi5Cu3 ingot was manually cut with the hacksaw and then collected in the ball mill jar made up of high chrome high carbon material. Milling was performed for 600 min at 80 rpm using stainless steel balls. Lower speed and higher milling time are selected in order to minimize the heat generation during the milling process. DSC analysis was carried out by adding 3 mg K2TiF6, and 4 mg KBF4, which is required to get 3% particles in 9 mg AlSi5Cu3 powder.

Ball mill.
DSC analysis was carried out under the argon gas atmosphere at a heating rate of 10 °C/min. The DSC curves of AlSi5Cu3, AlSi5Cu3 + KBF4, and AlSi5Cu3 + K2TiF6 are shown in Figure 5. DSC curve of AlSi5Cu3 shows two endothermic peaks at 562 °C and 620 °C referring to the melting of aluminum as a freezing range of AlSi5Cu3 alloy is 525–625 °C.

DSC curve of AlSi5Cu3, AlSi5Cu3 + KBF4, and AlSi5Cu3 + K2TiF6.
DSC curve of AlSi5Cu3 + KBF4 shows four endothermic peaks and two exothermic peaks (refer Figure 5). The endothermic peak at 290 °C corresponds to the change in the structure of KBF4 from orthorhombic to cubic.33 The endothermic peak near 530 °C indicates the melting of KBF4. Two endothermic peaks near 575 °C and 625 °C refer to the melting of aluminum alloy. Exothermic peaks near 475 °C and 545 °C indicate the formation of AlB2.33 In the case of AlSi5Cu3 + K2TiF6, two exothermic and three endothermic peaks were observed. Endotherm peaks near 562 °C and 620 °C refer to the melting of aluminum alloy. The exothermic peak at 690 °C indicates the formation of TiAl3. After the melting of aluminum alloy, K2TiF6 releases titanium in the melt and as per the Al–Ti phase diagram, once the solubility of titanium in the melt exceeds the limit, the formation of TiAl3 takes place above 680 °C temperature.28 Thus, from this analysis, it is concluded that a minimum reaction temperature of 680 °C is necessary to form TiAl3. The formation of TiAl3 is very important to get TiB2 particles as per reactions between salts and aluminum (refer Eqns. 1–3). Thus, the processing temperature should be greater than 680 °C.
From DSC analysis, it is observed that processing temperature would play a very crucial role in the formation of TiB2 particles. Therefore, it is necessary to study the effect of processing temperature on the formation of TiB2 particles. From the stoichiometric reaction, it is evident that the first aluminum will react with KBF4 and K2TiF6 to form AlB2 and TiAl3, respectively. Subsequently, the reaction between TiAl3 and AlB2 takes place to form TiB2. It is also evident from the literature that at higher temperatures, TiAl3 is not stable and boron is forming BF3 gas.35,46,47 Thus, it is really important to select the proper processing temperature at which the complete reaction will be taken place to form only TiB2. Thus, to evaluate the effect of processing temperature on the formation of TiB2 synthesis of composites was carried out at 750 °C, 800 °C, and 850 °C.
Aluminum alloy AlSi5Cu3 was melted in the resistance melting furnace. Stoichiometrically calculated amounts of KBF4 and K2TiF6 were preheated at 300 °C in the muffle furnace for 40 min, and then, these salts were incorporated into the molten metal. Halide salts react with the liquid aluminum at particular processing temperature for certain duration of time, and this reaction time is referred here as processing time. Processing time plays an important role in the formation of TiB2 particles without any intermetallic. If processing time is lesser than the time required for completing the reaction, then there are higher chances of getting intermetallic in the composites due to incomplete reaction between salts and aluminum, which will affect the final quality of the casting. From the literature, it is evident that the processing time of 60 min is enough for reactions to complete, and thus, processing time of 60 min is selected in the present study.18,20,24 Manual stirring has been performed with a zirconia-coated SS rod at 10 min interval (5 min stir, then 10 min rest, and repeat) to facilitate the occurrence of reactions.3
Results and Discussion
Effect of Processing Temperature on In Situ Formed TiB2 Particles
The microstructure of the composites processed at 750 °C and 850 °C (refer Figure 6) shows the presence of irregular needle-type intermetallic TiAl3 particles, which is also reported by Tee et al.44 and Lu et al.23 EDAX analysis of irregular needle-type structure shows the presence of Al, Si, Cu, Fe, and Ti which confirms the presence of TiAl3 as boron is missing (refer Figure 7). TiAl3 particles are not stable and brittle in nature leading to reduction in mechanical properties.38,46

Optical micrographs (a) AlSi5Cu3/TiB2 composites processed at 750 °C, (b) AlSi5Cu3/TiB2 composites processed at 850 °C.

EDAX analysis.
Lu et al.22 and Kumar et al.18,20 have observed that mechanical properties of the composites reduce due to the presence of instable intermetallic compound like TiAl3. They have also observed that TiB2 particles are stable in nature. Researchers have also noted that the presence of TiB2 particles helps to restrict the growth of the intermetallic at the interface.8,27
Optical micrographs of AlSi5Cu3/TiB2 composites processed at 800 °C show complete formation of only TiB2 particles without any intermetallic (refer Figure 8). Thus, comparative evaluation of in situ AlSi5Cu3/3%TiB2 composites processed at 800 °C with ex situ AlSi5Cu3/3%TiB2 composites was carried out.

Optical micrograph of AlSi5Cu3/TiB2 composites processed at 800 °C.
X-Ray Diffraction Analysis of AlSi5Cu3/TiB2 Composites
XRD analysis of in situ AlSi5Cu3/TiB2 composites processed at 800 °C is shown in Figure 9, confirming the formation of TiB2 particles in the AlSi5Cu3 matrix. XRD analysis of ex situ AlSi5Cu3/TiB2 composites processed at 800 °C is shown in Figure 10. XRD plot confirms the presence of aluminum and TiB2 peaks. Diffraction peaks are collected over the 2θ range of 20°–80°.

XRD pattern of in situ AlSi5Cu3/3%TiB2 composites processed at 800 °C.

XRD pattern of ex situ AlSi5Cu3/3%TiB2 composites processed at 800 °C.
Microstructural Analysis of AlSi5Cu3/TiB2 Composites
Figure 11 shows micrographs of AlSi5Cu3 and its composites captured at magnification of 100 ×. The micrographs of in situ composites reveal more homogeneously distributed TiB2 particles in matrix material as compared to ex situ composites.

Optical micrographs (a) pure AlSi5Cu3, (b) in situ AlSi5Cu3/3%TiB2, (c) ex situ AlSi5Cu3/3%TiB2.
The micrographs shown in Figure 11b, c reveal that most of the TiB2 particles are at grain boundaries. Rajan et al.36 have studied that TiB2 particles hindered the development of an aluminum phase during solidification. They have also observed that higher amount of TiB2 particles leads to a greater number of nucleating sites, resulting in the gain refinement of the material. Low density difference (1.8 g/cm3) between aluminum and TiB2 particles and higher freezing range of AlSi5Cu3 alloy allows the reinforcement to stay in the suspension form for a relatively long duration of time, and this helps to distribute the particles homogeneously in the material.13 The average size of TiB2 in the in situ composite is 42 µ. The microstructure of ex situ composites shows distributed TiB2 particles, but agglomerations of the particles are also there, which can reduce the mechanical properties of the composites as crack propagation is initiated from the agglomerations due to which failure of the material will be taken place.
BIOVIS Material plus software is used for the grain size analysis according to the ASTM standard E 112 (refer Figure 12). Grain size number (G) for pure AlSi5Cu3 and AlSi5Cu3/TiB2 composite is 9 and 9.5, respectively. This indicates that in the case of composites, the number of grains/unit areas is increased from 256 to 362.04 grains/in2 as compared to the pure AlSi5Cu3. In the case of in situ composites, the number of grain counts has been increased by 4.73%, as compared to ex situ composite. This indicates in the case of ex situ composites, grain refinement is not as effective as in situ composites due to the agglomeration of the TiB2 particles.

Grain size analysis (a) pure AlSi5Cu3, (b) in situ AlSi5Cu3/3%TiB2, (c) ex situ AlSi5Cu3/3%TiB2.
SEM micrograph of in situ composites (refer Figure 13b) reveals the development of polygonal-shaped TiB2 particles, and most of the TiB2 particles are hexagonal. Researchers have also reported spherical-, cubical-, and hexagonal-shaped TiB2 particles.19,36,37 SEM micrograph of in situ composites (refer Figure 13b) also shows distinct and reaction-free boundaries between reinforcement and matrix material, while in the ex situ composites (refer Figure 13a), the boundaries between reinforcement and matrix material are not distinct and reaction free.

SEM micrographs (a) ex situ AlSi5Cu3/TiB2 composite, (b) in situ AlSi5Cu3/TiB2 composite.
Mechanical Properties of AlSi5Cu3/TiB2 Composites
Tensile testing and hardness analysis of pure AlSi5Cu3 and its composites were carried out to study the effect of TiB2 particles on the mechanical properties. ASTM E8 standard was used for the preparation of the tensile specimens. Three samples have been prepared for each composition to get an average value.
Ultimate tensile strength (UTS) of pure AlSi5Cu3 and its composites are shown in Table 2. Average UTS of in situ AlSi5Cu3/3%TiB2 composite and ex situ AlSi5Cu3/3%TiB2 composite increased by 80.13% and 39.72% as compared to pure AlSi5Cu3, respectively, due to the grain refinement of the composites in the presence of TiB2 particles. TiB2 particles provide higher surface area to confront the load by refining the grain structure of composites, resulting in improvement in the strength of the material. In addition, TiB2 present at grain boundaries will reduce the mobility of dislocations, restricting the crack propagation and enhancing the load-bearing capacity of composite.18,20 Due to the agglomeration of the TiB2 particles, UTS of ex situ composites is not increased considerably as compared to in situ composites.
In order to measure hardness, 100 kgf load was applied for 10 s using 1/16° tungsten carbide ball according to ASTM E18 standard. Three tests have been performed to get an average value. Average rockwell hardness of composites developed is presented in Table 2. The average hardness of in situ AlSi5Cu3/3%TiB2 composite and ex situ AlSi5Cu3/3%TiB2 composite casted in metal mold increased by 45% and 31.66%, respectively, as compared to pure AlSi5Cu3.
The overall hardness of composite increased due to the presence of hard ceramic particles, which will reduce the depth and diameter of indentation.18,20 Distinct and reaction-free interface between matrix and reinforcement resists the detachment of TiB2 particles, resulting in the improvement in the hardness.50 It is clear from SEM analysis (refer Figure 12b) that the interface between reinforcement and matrix is clear and reaction free for in situ AlSi5Cu3/TiB2 composite, while the same is not reaction free in ex situ AlSi5Cu3/TiB2 composites. Homogeneously dispersed in situ TiB2 particles lead to the Orowan strengthening of the grains. This is the reason for the lower hardness of ex situ composites as compared to in situ composites.
Conclusions
In the present work, Al–TiB2 composites were casted using in situ and ex situ method of fabrication and comparative evaluation of in situ and ex situ method was carried out. The key conclusions derived from the present work are presented below:
-
The effect of variation in processing temperature on the formation of TiB2 particles has been studied. Results show that composites processed at 750 °C and 850 °C have shown the presence of irregular needle-type unstable TiAl3 particles. Composites processed at 800 °C have shown the presence of only TiB2 particles without any intermetallic.
-
XRD analysis has clearly revealed the presence of TiB2 particles in the composites developed using in situ method.
-
SEM micrographs of in situ composites have shown distinct and reaction-free interface between matrix and reinforcement leads to the improvement in mechanical properties, while interfaces in the ex situ composites have not been distinct and reaction free.
-
Microstructures of in situ composite have revealed a more homogeneous distribution of TiB2 particles in the matrix material as compared to ex situ composites.
-
In the case of in situ composite, the number of grain counts has been increased by 4.73%, as compared to ex situ composite. This indicates in the case of ex situ composites, grain refinement is not as effective as in situ composites due to the agglomeration of the TiB2 particles.
-
Average UTS of in situ AlSi5Cu3/3%TiB2 composite and ex situ AlSi5Cu3/3%TiB2 composite increased by 80.13% and 39.72% as compared to pure AlSi5Cu3, respectively, due to the grain refinement of the composites in the presence of TiB2 particles.
-
The average hardness of in situ AlSi5Cu3/3%TiB2 composite and ex situ AlSi5Cu3/3%TiB2 composite casted in metal mold increased by 45% and 31.66%, respectively, as compared to pure AlSi5Cu3.
Change history
27 November 2020
A Correction to this paper has been published: https://doi.org/10.1007/s40962-020-00554-8
References
M.K. Akbari, H.R. Baharvandi, O. Mirzaee, Nano-sized aluminum oxide reinforced commercial casting A356 alloy matrix: evaluation of hardness, wear resistance and compressive strength focusing on particle distribution in aluminum matrix. Compos. B Eng. 52, 262–268 (2013)
ASM International. Handbook Committee, Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, vol. 2 (ASM International, Philadelphia, 1990)
V.S. Ayar, M.P. Sutaria, Development and characterization of in situ AlSi5Cu3/TiB2 composites. Int. J. Metalcast. 14, 59–68 (2020). https://doi.org/10.1007/s40962-019-00328-x
V.S. Ayar, T.R. Mehta, M.P. Sutaria, Enhancement of mechanical properties of AlSi5Cu3 aluminum alloy using TiB2 reinforcements. IOP Conf. Ser. Mater. Sci. Eng. 455, 012127 (2018)
N. Chawla, K.K. Chawla, Composite Materials: Science and Engineering (Springer, Berlin, 2012)
Z.Y. Chen, Y.Y. Chen, Q. Shu, G.Y. An, D. Li, D.S. Xu, Y.Y. Liu, Solidification and interfacial structure of in situ Al–4.5Cu/TiB2 composite. J. Mater. Sci. 35, 5605–5608 (2000)
Z. Chen, T. Wang, Y. Zheng, Y. Zhao, H. Kang, L. Gao, Development of TiB2 reinforced aluminum foundry alloy based in situ composites—part I: an improved halide salt route to fabricate Al–5 wt% TiB2 master composite. Mater. Sci. Eng. A 605, 301–309 (2014)
A.M. Davidson, D. Regener, A comparison of aluminium-based metal-matrix composites reinforced with coated and uncoated particulate silicon carbide. Compos. Sci. Technol. 60, 865–869 (2000)
P. Davies, J.L.F. Kellie, D.P. Parton, J.V. Wood, Metal Matrix Alloys. U.S. Patent No. 6,228,185. U.S. Patent and Trademark Office, Washington, DC (2001)
H.P. Degischer, Innovative Light Metals: Metal Matrix Composites and Foamed Aluminium. Mater. Des. 18, 221–226 (1997)
G.I. Eskin, D.G. Eskin, Production of natural and synthesized aluminum-based composite materials with the aid of ultrasonic (cavitation) treatment of the melt. Ultrason. Sonochem. 10, 297–301 (2003)
C.F. Feng, L. Froyen, In situ synthesis of Al2O3 and TiB2 particulate mixture reinforced aluminium matrix composites. Scr. Mater. 36, 467–473 (1997)
Y. Han, X. Liu, X. Bian, In situ TiB2 particulate reinforced near eutectic Al–Si alloy composites. Compos. A Appl. Sci. Manuf. 33, 439–444 (2002)
J. Hashim, L. Looney, M.S.J. Hashmi, Metal matrix composites: production by the stir casting method. J. Mater. Process. Technol. 92–93, 1–7 (1999)
I.A. Ibrahim, F.A. Mohamed, E.J. Lavernia, Particulate reinforced metal matrix composites—a review. J. Mater. Sci. 26, 1137–1156 (1991)
X. Kai, K. Tian, C. Wang, L. Jiao, G. Chen, Y. Zhao, Effects of ultrasonic vibration on the microstructure and tensile properties of the nano ZrB2/2024Al composites synthesized by direct melt reaction. J. Alloys Compd. 668, 121–127 (2016)
A.R. Kennedy, S.M. Wyatt, The effect of processing on the mechanical properties and interfacial strength of aluminium/TiC MMCs. Compos. Sci. Technol. 60, 307–314 (2000)
S. Kumar, M. Chakraborty, V.S. Sarma, B.S. Murty, Tensile and wear behaviour of in situ Al–7Si/TiB2 particulate composites. Wear 265, 134–142 (2008)
S. Kumar, V.S. Sarma, B.S. Murty, Influence of in situ formed TiB2 particles on the abrasive wear behaviour of Al–4Cu alloy. Mater. Sci. Eng. A 465, 160–164 (2007)
S. Kumar, V.S. Sarma, B.S. Murty, A statistical analysis on erosion wear behaviour of A356 alloy reinforced with in situ formed TiB2 particles. Mater. Sci. Eng. A 476, 333–340 (2008)
D.J. Lloyd, S.K. Das, C.P. Ballard, F. Marikar, High Performance Composites for the 1990s (TMS, Warrendable, PA, 1990)
L. Lu, M.O. Lai, F.L. Chen, Al–4 wt% Cu composite reinforced with in situ TiB2 particles. Acta Mater. 45, 4297–4309 (1997)
L. Lu, M.O. Lai, Y. Su, H.L. Teo, C.F. Feng, In situ TiB2 reinforced Al alloy composites. Scr. Mater. 45, 1017–1023 (2001)
A. Mandal, M. Chakraborty, B.S. Murty, Ageing behaviour of A356 alloy reinforced with in situ formed TiB2 particles. Mater. Sci. Eng. A 489, 220–226 (2008)
A. Mazahery, M.O. Shabani, Study on microstructure and abrasive wear behavior of sintered Al matrix composites. Ceram. Int. 38, 4263–4269 (2012)
J.J. Moses, S.J. Sekhar, Investigation on the tensile strength and microhardness of AA6061/TiC composites by stir casting. Trans. Indian Inst. Met. 70, 1035–1046 (2017)
S. Natarajan, R. Narayanasamy, S.K. Babu, G. Dinesh, B.A. Kumar, K. Sivaprasad, Sliding wear behaviour of Al 6063/TiB2 in situ composites at elevated temperatures. Mater. Des. 30, 2521–2531 (2009)
H. Okamoto, L. Kacprzak, P.R. Subramanian (eds.), Binary Alloy Phase Diagrams (ASM international, Materials Park, OH, 1996)
S. Poria, P. Sahoo, G. Sutradhar, Tribological characterization of stir-cast aluminium-TiB2 metal matrix composites. Silicon 8, 591–599 (2016)
S.B. Prabu, L. Karunamoorthy, S. Kathiresan, B. Mohan, Influence of stirring speed and stirring time on distribution of particles in cast metal matrix composite. J. Mater. Process. Technol. 171, 268–273 (2006)
S.L. Pramod, S.R. Bakshi, B.S. Murty, Aluminum-based cast in situ composites: a review. J. Mater. Eng. Perform. 24, 2185–2207 (2015)
S.L. Pramod, A.P. Rao, B.S. Murty, S.R. Bakshi, Effect of Sc addition on the microstructure and wear properties of A356 alloy and A356–TiB2 in situ composite. Mater. Des. 78, 85–94 (2015)
K.S. Prasad, B.S. Murty, P. Pramanik, P.G. Mukunda, M. Chakraborty, Reaction of fluoride salts with aluminum. Mater. Sci. Technol. 12, 766–770 (1996)
H. Puga, J.C. Teixeira, J. Barbosa, E. Seabra, S. Ribeiro, M. Prokic, The combined effect of melt stirring and ultrasonic agitation on the degassing efficiency of AlSi9Cu3 alloy. Mater. Lett. 63, 2089–2092 (2009)
H.M. Rajan, S. Ramabalan, I. Dinaharan, S.J. Vijay, Synthesis and characterization of in situ formed titanium diboride particulate reinforced AA7075 aluminum alloy cast composites. Mater. Des. 44, 438–445 (2013)
H.M. Rajan, S. Ramabalan, I. Dinaharan, S.J. Vijay, Effect of TiB2 content and temperature on sliding wear behavior of AA7075/TiB2 in situ aluminum cast composites. Arch. Civ. Mech. Eng. 14, 72–79 (2014)
C.S. Ramesh, S. Pramod, R. Keshavamurthy, A study on microstructure and mechanical properties of Al 6061–TiB2 in situ composites. Mater. Sci. Eng. A 528, 4125–4132 (2011)
A.M. Samuel, H.W. Doty, S. Valtierra, F.H. Samuel, A metallographic study of grain refining of Sr-modified 356 alloy. Int. J. Metalcast. 11, 305–320 (2017). https://doi.org/10.1007/s40962-016-0075-x
R. Shobha, K.R. Suresh, H.B. Niranjan, K.G. Satyanarayana, Achieving enhanced mechanical properties and analysis of chemical kinetics of the in situ reaction in an Al–TiB2 in situ composite. Adv. Mater. Res. 129, 1385–1388 (2010)
S. Singh, I. Singh, A. Dvivedi, Design and development of novel cost effective casting route for production of metal matrix composites (MMCs). Int. J. Cast Met. Res. 30, 356–364 (2017)
M.D. Skibo, D.M. Schuster, Process for preparation of composite materials containing nonmetallic particles in a metallic matrix and composite materials made thereby. United States Patents, Patent No. 4,786,467 (1988)
A.K. Surappa, P.K. Rohatgi, Preparation and properties of cast aluminium ceramic particle composites. J. Mater. Sci. 16, 983–993 (1981)
H. Su, W. Gao, H. Zhang, H. Liu, J. Lu, Z. Lu, Optimization of stirring parameters through numerical simulation for the preparation of aluminum matrix composite by stir casting process. J. Manuf. Sci. Eng. 132, 061007 (2010)
K.L. Tee, L. Lu, M.O. Lai, Synthesis of in situ Al–TiB2 composites using stir cast route. Compos. Struct. 47, 589–593 (1999)
S.C. Tjong, Z.Y. Ma, Microstructural and mechanical characteristics of in situ metal matrix composites. Mater. Sci. Eng. R 29, 49–113 (2000)
B. Yang, Y.Q. Wang, B.L. Zhou, The mechanism of formation of TiB2 particulates prepared by in situ reaction in molten aluminum. Metall. Mater. Trans. B 29, 635–640 (1998)
N.L. Yue, L. Lu, M.O. Lai, Application of thermodynamic calculation in the in situ process of Al/TiB2. Compos. Struct. 47, 691–694 (1999)
J. Zhang, Z. Fan, Y.-Q. Wang, B.-L. Zhou, Microstructure and mechanical properties of in situ Al–Mg2Si composites. Mater. Sci. Technol. 16, 913–918 (2000)
Y. Zhang, N. Ma, H. Wang, Y. Le, X. Li, Damping capacity of in situ TiB2 particulates reinforced aluminium composites with Ti addition. Mater. Des. 28, 628–632 (2007)
Z. Zhang, D.L. Chen, Contribution of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites. Mater. Sci. Eng. A 483, 148–152 (2008)
Acknowledgements
The authors gratefully acknowledge the support from Department of Science and Technology (DST), New Delhi, sponsored SMART Foundry Project (DST/TSG/AMT/2015/332 dated 17/08/2016).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original online version of this article was revised: AlSi5Cu3 was corrected to AlSi5Cu3 throughout the text.
Rights and permissions
About this article

Cite this article
Ayar, V.S., Sutaria, M.P. Comparative Evaluation of Ex Situ and In Situ Method of Fabricating Aluminum/TiB2 Composites. Inter Metalcast 15, 1047–1056 (2021). https://doi.org/10.1007/s40962-020-00539-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-020-00539-7