
Abstract
The shallow cryogenic (subzero) treatment (SCT) effect on the mechanical properties of the bimetallic casting used in the crushing industry has been investigated. Examination methods include sand casting, heat treatment and SCT, Charpy impact test, optical microscope, scanning electron microscope, microanalysis of the chemical composition (energy dispersive spectroscopy—EDS), x-ray diffraction, and hardness measurement. Two bimetallic castings (single casting containing two layers, one of low-carbon cast steel-LCCS-back up part and other high Cr cast iron-HCCI-working part) have been prepared by the sand casting method. They have been subjected to diffusion annealing at 1040 °C for 5 h. One of them was quenched in pressurized air till 100 °C and was tempered at 270 °C for 3 h and, and the other one has been subjected to SCT at − 84 °C for 24 h and then tempered at 270 °C for 3 h. The impact toughness values before and after SCT are determined five Charpy specimens per point. Hardness values and metallography of samples have been analyzed and compared. A remarkable change was observed in hardness and impact energy/toughness before and after SCT.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In the crushing industry, abrasive wear resistant and durable castings are needed in great demand for crushers both in room temperature and in elevated temperatures. These components usually contain expensive materials such as Ni, Co, Ti, and Mo. The working surface layer is affected mostly; however, the whole casting consists of the same homogeneous expensive material component generally. So, a need is emerged for cheaper and more durable materials. Bimetallic castings fulfill this need.1 In a bimetallic casting, working surface (high alloy casting) is hard and wear resistant for long life duration, and the base material is tough and relatively soft in order to absorb impacts.2,3
Compared with classical high-Mn (Hadfield Steel Mn: %12, C: %1.2, Si: %0.5, Cr: %1,5 max. Fe:rest HB:460/HRC:48) wear resistant castings, bimetallic casting have some advantages.4 They are harder and tougher, and they have longer life duration.5
In this technique, bimetallic castings are produced by two methods; first one is liquid–liquid casting and second one is liquid–solid (mold-cavity preparation) configuration.6,7 A preheat to the base part is needed before casting.8
Academic studies on bimetallic castings technology are not widespread because of high-cost economic process of pouring two different alloys,2,3,5 the necessity of applying insert preheating8 and complicated casting process.2,3,5
Cryogenic treatment (CT), which is sometimes called cryogenic tempering, utilizes ultra-cold temperatures to modify the microstructure of metals and other materials. It has been widely adopted as a cost reduction and performance enhancing technology. It is also used as an enabling technology. It ultimately improves the performance of metal, alloy, and other materials. The cryogenic treatment process uses sub-zero temperatures down to − 184 °C to modify the microstructure of the material. This treatment promotes additional transformations in metals, alloys, and other materials. People usually relate heat treatments with high temperatures, but thermal treatments can also involve cooling. The cryogenic process is an extension of heat treatment, which further improves the properties of the material. The basic CT process consists of a gradual cooling of the component until the defined temperature, holding it for a given time (freezing time), and then progressively leading it back to the room temperature. Depending upon the application of the temperature it may be classified as shallow cryogenic treatment (SCT), which is to gradually cool the workpiece at about − 84 °C and deep cryogenic treatment (DCT) is to cool the workpiece at about -184 °C.9
Significant studies have been made on the cryogenic treatment of metals on steels/cast irons up till now. Some of the considerable ones have been mentioned below.
Khangamlung Kamei and colleagues examined the effect of thermal treatments and Charpy impact test parameters on impact toughness of EN31 steel, and the findings show that cryogenic treatment improves hardness, dimensional stability, and retained austenite to martensite and decreases residual stresses.10 Indra Reddy and colleagues investigated the performance evaluation of HSS cutting tools under deep cryogenic treatment. It was found that the cryogenically treated HSS tools are superior to non treated ones in all the test conditions.11 Eylül Demir and İhsan Toktaş studied the effect of cryogenic treatment on the surface roughness of AISI D2 steel and concluded that there is a remarkable change/improvement on the surface roughness.12 Zbigniew Zurecki studied on the cryogenic quenching of A2 grade tool steel. Reported results and correlations provide a basis for optimizing the cryo-quench heat treatment cycle of tool steels and indicate directions for future work.13 K Prudhvi and colleagues investigated the high-speed steels’ cryogenic tool treatment. The deep cryogenic treatment has shown to result in a significant increase in the wear resistance and correspondingly reduces machining time.14]. T. Yugandhar and P.K. Krishnan studied cryogenic treatment and its effect on tool steel and concluded that cutting tools and metal forming tools were improved to three times to that of hardened and tempered.15 Turgay Kavak and Ulvi Eker investigated the effect of cryogenic treatment to M42 HSS (high speed steels) drills and their machinability, the results showed more uniform carbide distribution and in the transformation of retained austenite to martensite. Study shows that this plays an important role in the increase in the hardness and wear resistance of the cutting tools.16 Debra Lynn Smith investigated the effect of cryogenic treatment on the fatigue life of chrome silicon steel compression springs in her dissertation. This research concludes that the cryogenic treatment of chrome silicon steel compression springs led to an increase in compressive residual stress on the wire surface, which in turn led to an increase in fatigue life and a higher endurance limit.17
K. Amini and colleagues studied the effect of deep cryogenic treatment on hardness and wear behavior of the H13 tool steel,18 Matteo Villa and colleagues examined sub-zero austenite to martensite transformation in Fe–Ni alloys,19 Nikhil Poulose and colleagues examined the performance parameter of cryogenically treated and detonation coated HSS,20 Harpreet Singh and colleagues examined the corrosion rate and mechanical properties of low carbon steel through deep cryogenic treatment,21 Singh Lakhwinder Pal and Kaushik Ankur studied on wear resistance of En45 spring steel using cryogenic treatment.22 Significant results have been obtained from these investigations in terms of hardness, retained stress, and toughness values.
Hemant B. Patil and colleagues studied on effects of cryogenic on tool steels, obtained significant wear resistance improvement regarding the transformation of soft retained austenite into the harder martensite phase, and the formation of fine carbide particles in the metal structure.23
Sıtkı Akincioğlu and colleagues studied the literature of some cryogenic treatments on cutting tools.24 Yuh-Ping Chang and colleagues studied deep cryogenic treatment on wear mechanisms of drive elements, significant results on friction coefficient, and surface magnetization are obtained on wear mechanisms.25 Effect of sub-zero treatment on the wear resistance of powder metal (P/M) tool steels has been investigated by Sobotova and colleagues, significant results have been achieved on wear resistance of P/M tool steels.26 Xiao-Hui Lu and colleagues investigated the effects of sub-zero celsius treatment of retained austenite in bearing steel and results showed that the activation energy of retained austenite decomposition slightly increased through sub-zero celsius treatment and tempering.27
Effect of heat treatment on the bimetallic plates has been investigated by Özdemir28 and also by Hao Li and colleagues;29 both investigations presented significant results in terms of hardness, toughness, and good interface.
Some significant studies based on high-chromium cast iron/steel and MC (Cr–Fe Carbon) carbides are mentioned below:
Secondary carbide precipitation and hardness in HCCI were examined by Guitar, M.A. and colleagues; M23C6 with SC (secondary carbides) were detected together with very fine SC precipitated in areas close to eutectic carbides.30 Carbon balance and heat treatment on hardness and volume fraction of retained austenite of semi-multi-alloyed white cast iron were investigated by Inthidech, S. and colleagues,31 sub-critical heat treatment parameters on hardness and retained austenite in mo containing HCCI by Inthidech, S. and colleagues,32 and the effect of heat treatment on hardness of ferritic/austenitic cast iron and steel by Li. D and colleagues.33
Basic alloy elements provide the following properties; (a) Chromium (Cr): Chromium is one of the basic alloy elements of cast steel and cast iron. It increases hardenability and wears resistance as well as obtaining corrosion and oxidation resistance. (b) Molybdenum (Mo): Reduces grain size growing, develops hardenability, prevents temper brittleness.34
M23C6 Carbides (Fe %54, Cr %28, Mo %15, V %3) and M7C3 Carbides (Fe %41, Cr %46, Mo %7, V %6) have a significant role in increasing the hardness and toughness as well.35
The scientific aim of this study is to investigate the behavior of HCCI and LCCS bimetallic castings in terms of toughness, hardness and metallography, comparison after HT and SCT.
Materials and Method
High-chromium white cast iron (HCCI-G-X300CrMo27-DIN EN 12513:2001), low alloyed steel (LCCS—DIN EN 10025, ASTM A27M) are selected for experimental approach (Tables 1 and 2).
Bimetals investigated in this study are used in the crushing industry and have to be tough and hard enough to resist and carry impact loads. HT and SCT have a positive effect to improve the mechanical properties such as toughness and impact resistance; so diffusion annealing, tempering, and SCT have been applied and then impact tests have been carried out. OM/SEM and EDS were conducted after impact tests.
Charpy impact tests have been applied to the samples at the interface (joint area) after HT and SCT according to the ASTM E23-02 “Standart Test Methods for Notched Bar Impact Testing of Metallic Materials”.36
The results have been compared before and after SCT.
The materials and method consists of five processes:
-
1.
Casting,
-
2.
HT/SCT,
-
3.
Charpy Impact Tests,
-
4.
OM/SEM/EDS Analysis,
-
5.
Hardness Measurement.
Chemical analysis is presented in Tables 1 and 2. OM analysis has been conducted with Nikon Eclipse LV 150, SEM/EDS analysis has been conducted with FEI/Quanta 450 FEG, chemical analysis with BAIRD-DVG spectrometer and X-Ray diffraction with QUANTAX-BRUKER. Hardness values have been measured as Vickers and Rockwell C according to ASTM E18-03 “Standard Test Methods for Rockwell Hardness and Rockwell Superficial Hardness of Metallic Materials”37 and ASTM E92 “Standard Test Method for Vicker Hardness of Metallic Materials”.38
Casting Process
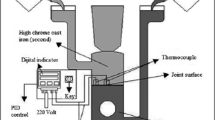
Gravity casting to the sand mold equipment for producing bimetallic parts (LCCS Metal 1, HCCI Metal 2) was designed and equipment for sand casting of bimetallic parts is schematically shown in Figure 1. The casting process is a liquid–liquid technique. Melts of metal 1 (LCCS) at 1580 °C were poured into metal receiver 1 (Figure 1). The interface temperature has been measured by using thermocouple Pt-PtRh13. After the appropriate temperature (1420 °C) has been obtained, an activatorFootnote 1 in powder form (a solution of Na2B4O7 + B2O3) was immersed into metal 1 (LCCS) melt to prevent oxidation and make a permanent joint between 2 metals approximately 65gr/0.3 m2; immediately after that melts of metal 2 (HCCI) at 1420 °C were poured into metal receiver 2.

A schematic view of bimetal casting process.28
HT/SCT Process
Diffusion Annealing
Bimetallic castings (single casting containing two layers, one of LCCS and other HCCI) were subjected to diffusion annealing at 1040 °C for 5 h. Diffusion annealing aims to eliminate, in so far as possible, inhomogeneities of the chemical composition, in particular liquation inhomogeneities, which appear during crystallization of alloys and to develop maximum hardness and wear resistance.39 The heat-treated microstructures typically consist of hard eutectic and secondary carbides in a matrix of martensite and retained austenite.40 The success of diffusion annealing largely depends on the iron and steel purity and liquation. Also, carbon diffusion to the low-carbon cast steel at the boundaries obtains a more stable and homogeneous microstructure.39
After diffusion annealing, one of the bimetal castings was subjected to quenching with pressurized air till approximately 100 °C, while the other one was subjected to SCT.
Tempering/SCT
The toughness of martensite may be enhanced, and these internal stresses relieved by tempering.39 The main purpose of tempering is to provide a disperse structure at a preset degree of cooling. The most disperse distribution of carbides and the most favorable properties are obtained after martensite and ledeburite tempering. The structure dispersion has the greatest effect on yield stress.41
One of the bimetallic castings was subjected to tempering at 270 °C for 3 h, the other one was subjected to sub-zero heat treatment at − 84 °C for 24 h and then tempered at 270 °C for 3 h.
SCT has been conducted in VT-408 VESTFROST Fridge (Figure 2.) The working temperature range of the fridge is − 60 °C to − 90 °C.

SCT process.
Charpy Impact Tests
Impact test has been carried out according to the ASTM E23-02.36 Samples have been taken from bimetallic castings and prepared after HT and SCT, respectively, as shown in Figure 3.

Charpy impact test samples (5 samples for each) (a) Before SCT/After HT (notch side is LCCS) (b) Before SCT/After HT (notch side is HCCI) (c) After SCT (notch side is LCCS) (d) After SCT (notch side is HCCI).
The findings of the Charpy impact tests are presented in Tables 3 and 4.
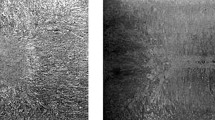
As seen in samples (Figure 4 and 5), brittle and ductile fracture surfaces have been observed. HCCI side fracture is brittle, and the LCCS side fracture is ductile.

Fracture types (after Charpy Impact Tests-5 samples for each) (a) Before SCT/After HT (notch side is LCCS) (b) Before SCT/After HT (notch side is HCCI).

Fracture types (after Charpy Impact Tests) (a) After SCT/Before HT (notch side is LCCS) (b) After SCT (notch side is HCCI).
Fracture proceeds at the notch sides of specimens. The higher impact energy values have been at HCCI notch sides. These values could be seen obviously in Tables 3 and 4. In the area of usage, HCCI part is the working part (harder) and LCCS is the backup part (tougher).
The SCT makes a significant impact on the increase in the toughness as presented in Tables 3 and 4.
Microstructure Before and After SCT (SEM, OM, and EDSs)
SEM/OM samples have been prepared with Struers Tegra Pol-21 polishing machine.
Nikon Eclipse LV 150 is used to obtain optic images of samples. Predominantly eutectic M7C3 and M23C6 carbides could be seen clearly both before and after SCT (Figure 6). The microstructure on LCCS side is composed of ferrite (lighter) and pearlite (darker); the HCCI side matrix is composed of eutectic carbides predominantly M7C3 and M23C6 (Figure 7).

OM Before SCT/After HT and After SCT.

SEM Before SCT/After HT and After SCT.
SEM/EDS analysis has been conducted by FEI/Quanta 450 FEG. M23C6 and M7C3 carbides could be seen clearly both before and after SCT (Figure 7), predominantly Cr is seen in EDSs (Figures 8 and 9).

Representative EDS spectra for (High Cr Side) and (Low-Carbon Cast Steel Side) Before SCT.

Representative EDS spectra for (High Cr Side) and (Low-Carbon Cast Steel Side) After SCT.
A more stable and homogeneous microstructure have been obtained before SCT/after HT and after SCT. The findings after SCT show that there is also a significant change in the microstructure (Figures 6 and 7). A stable distribution of M23C6 and M7C3 carbides could be seen before SCT/after HT and after SCT obviously. The findings (OMs, SEMs, EDSs, and X-ray dispersions) are presented through Figures 6, 7, 8, 9, 10, and 11. M7C3 carbides increases hardness and toughness as well because of chromium content, it is seen in the findings of impact test energy values (Tables 3 and 4). M23C6 carbides increases wear resistance and hardness of steels because of molybdenum content. The findings on this could be seen in hardness values before and after SCT (Table 5).

X-Ray Analysis/Diffraction of bimetallic casting28.

Spectrum Acquisition of bimetallic casting sample.
A fine interface between HCCI and LCCS has been obtained after HT and SCT as presented in Figures 6, 7, and 10.
Hardness
The hardness values were taken from at least 20 different points (metal 1, metal 2, and joint interface) after the casting process as Rockwell C and Vickers, and average values were taken.
The hardness progression before SCT/after HT and after SCT is shown in Table 5. The hardness values were taken at different points (metal 1, metal 2, and joint interface) before and after SCT, respectively.36 Progress in hardness after SCT is remarkable.
Comparison of Classical High-Mn (Hadfield Steel) and Bimetal Casting In Use
Intended use of bimetals is hammers used for breaking and grinding hard metals such as cement industry breaker hammers, crusher breaker hammers, basalt, quartz, and stream stone. They have two- to four-fold longer life compared to the manganese breaking hammers. They provide effectiveness, less wear, economy, labor, and time saving.4,5,6
Cast bimetallic wear resistant products are castings corresponding to mono-alloys by their strength. As for the functional characteristics, they combine positive features of different alloys; both the abrasion wear resistance of doped cast iron (with hardness up to 65 HRC) which is used for producing wear working parts and the impact resistance of low carbon steel which is the material for rotor fixture areas.42
Such combination of alloys makes it possible to extend a life time of a product 3-6 times in respect to standard products made of doped mono-alloys (Hadfield Steel) depending on moisture and granulometry of crushed materials4,42 and bimetallic casting hardness degree is 63 HRC, while Hadfield Steel is approximately 48 HRC.43
Bimetal crushers are 2-4 times longer lasting compared to manganese hammer crushers. It benefits economy, labor and time while increasing efficiency.44
Results and Discussion
The bimetallic casting composite component (HCCI + LCCS (Tables 1 and 2) was produced with gravity casting to the sand process as one piece successfully. The activator (sodium and boron powders) has prevented oxidation, enabled a perfect joint and no oxidation was observed. This could be seen in OM, SEM, and X-Ray pictures (Figures 6, 7, and 10) obviously.
After the heat treatment, the hardness and the impact toughness of the bimetal grow simultaneously. This seems to be explainable by the uniform distribution of the eutectic carbides (Figures 6, 7, and 10) and the absence of casting flaws near the interface of the components of the bimetal.
Cr(Fe) eutectic carbides (M7C3) explicitly enhance the toughness of HCCI as seen at Tables 3 and 4, Charpy impact tests reveals the influence of Cr(Fe) eutectic carbides (M7C3) carbides on the toughness. The hardness increases as well after the SCT in both HCCI side and LCCS side as presented at Table 5.
Carbon diffusion by annealing increases the hardness values as well as toughness. M23C6 and esp. Eutectic M7C3 carbides (Figures 6 and 7) ensure high wear resistant and hardness. Hardness values before and after SCT is presented in Table 5. It is interesting to see that hardness values increases and no casting defects have been observed. This could be explained by the effect of carbon diffusion and the precipitation of carbides. A stable, clear interface, and homogeneous microstructure have been obtained after SCT (Figures 6 and 7). High quality of both materials joint in this type of bimetallic casting composite component casting provides the diffuse nature, which illustrates the phenomenon of penetration especially in the joint area.
In practice, there is a contradiction. In general, hard materials are resistant to abrasion. These materials are, at the same time, not resistant to impacts. This problem is overcome by bimetallic casting; the base part is tough enough to absorb impacts and the working layer is hard and also tough to resist wear and abrasion. This result is obtained by eutectic carbides esp. M7C3 and M23C6 in HCCI microstructure (Figures 6 and 7).
The deviation between the 5 impact test samples tests results are insignificant (Tables 3 and 4). This indicates the success of impact tests.
Conclusions
The current study revealed the following results for the bimetallic castings based on HCCI and LCCS in terms of HT and SCT:
-
1.
A perfect joint and interface have been obtained especially after SCT.
-
2.
A homogeneous and compact combination of two metals have been achieved.
-
3.
It could be seen obviously that microstructure is stable and free from casting defects both after HT and SCT.
-
4.
Hardness and toughness increase as well as wear properties of bimetallic casting after SCT.
-
5.
Charpy impact tests indicate both hardness and toughness values increase after SCT.
-
6.
There is a great difference in hardness and toughness/impact energy values (more stable and homogeneous) before and after SCT.
-
7.
M23C6 and esp. eutectic M7C3 [Cr(Fe)] carbides are more clear and homogeneous as seen in OM/SEM analysis. Carbides enhance the hardness and toughness positively. Impact test and hardness values confirm this, especially after SCT.
-
8.
As a future study of bimetallic castings, deep cryogenic treatment can be evaluated.
-
9.
Eutectic Cr(Fe) carbides have a great influence on toughness and hardness of HCCI.
-
10.
The possibility of cryogenic treatment of bimetallic castings has been integrated and as a result increased toughness and hardness values are achieved as presented by impact tests and hardness measurements.
Notes
Because of the being a trade secret of casting company, not so many details could be given about the activator.
References
T. Wróbel, Characterization of bimetallic castings with an austenitic working surface layer and an unalloyed cast steel base. J. Mater. Eng. Perform. 23, 1711–1717 (2014)
S. Zic, I. Dzambas, M. Ikonic, Possibilities of implementing bimetallic hammer castings in crushing industries. Metalurgija 48(1), 51–54 (2009)
X. Xiaofeng, Y. Shengping, Z. Xiaoguang, X. Qiong, High Cr white cast iron/carbon steel bimetal liner by lost foam casting with liquid–liquid composite process. China Foundry 9(2), 136–142 (2012)
X. Xiao-Feng, Y. Sheng-Ping, Y. Wei-Xin, X. Qiong, HCWCI/Carbon steel bimetal liner by liquid-liquid compound lost foam casting. J. Iron. Steel Res. Int. 19, 13–19 (2012)
E. Marukovich, A. Branovitsky, Y. Na, J. Lee, K. Choi, Study on the possibility of continuous-casting of bimetallic components in condition of direct connection of metals in a liquid state. Mater. Des. 27(10), 1016–1026 (2006)
T. Heijkoop, I. Sare, Cast-bonding—a new process for manufacturing composite wear products. Cast Metals 2(3), 160–168 (1989)
T. Wrobel, Ni and Cr base layers in bimetallic castings. In: METAL 2011: 20th Anniversary International Conference on Metallurgy and Materials, May 18–20, (Brno, Czech Republic), Tanger, 2011, pp. 758–764. (2011)
B. Xiong, C. Cai, B. Lu, Effect of volume ratio of liquid to solid on the interfacial microstructure and mechanical properties of high chromium cast iron and medium carbon steel bimetal. J. Alloy. Compd. 509(23), 6700–6704 (2011)
ASM Handbook Volume 4, Heat Treating ASM Handbook, Volume 4A, Steel Heat Treating Fundamentals and Processes. ASM International. pp. 382–386. ISBN 978-1-62708-011-8. (2013)
K. Kamei, A.G. William, L.S. Koveile, N. Ahmad, A. Chakravorty, R. Davis, An experimental study of the effect of thermal treatments & charpy ımpact test parameters on ımpact toughness of EN31 steel. J. Mech. Civil Eng. 11(3), 17–22 (2014)
I. Reddy, Y.S. Rao, A.S.P. Seshank, V. Inturi, Characterization and performance evaluation of HSS cutting tools under deep cryogenic treatment. Int. J. Eng. Sci. 5(10), 13–19 (2015)
E. Demir, İ. Toktaş, The effects of deep cryogenic treatment ın various holding times on surface roughness of AISI D2 Steel. In: 2nd Int.Symposium On Innovative Tech.In Eng.Sci., pp. 2038–2049, (2014)
Z. Zurecki, Cryogenic quenching of steel revisited. Air Products and Chemicals, Inc., Pub. No. 330-05-019-GLB, (2005)
K. Prudhvi, V.V. Lakshmi, Cryogenic tool treatment. Imperial J. Interdisciplin. Res. 2(9), 1204–1211 (2016)
T. Yugandhar, P. K. Krishnan, C. V. B. Rao and R. Kalidas, Cryogenic treatment and ıt’s effect on tool steel. In: 6th International Tooling Conference, Vol 2, pp. 672–683, (2002)
T. Kıvak, U. Eker, Effect of cryogenic treatment applied to M42 HSS drills on the machinability of Ti-6Al-4 V alloy. Mater. Tehnol. Mater. Technol. 49(6), 949–956 (2015)
D. L. Smith (2009) The effect of cryogenic treatment on the fatigue life of chrome silicon steel compression springs. Ph.D.Dissertation, Marquette University, USA, (2009)
K. Amini, M. Negahbani, H. Ghayour, The effect of deep cryogenic treatment on hardness and wear behavior of the h13 tool steel. La Metallurgia Italiana, Vol. 3, pp. 53–58, (2015)
V. Matteo, P. Karen, S. Marcel, Sub-zero austenite to martensite transformation in a Fe-Ni-0.6 wt% C alloy. In: IFHTSE 19th Congress, (2011)
N. Poulose, M.P. Kumar, Performance parameter of cryogenically treated and detonation coated HSS. Int. J. Eng. Trends Technol. 17(8), 395–405 (2014)
H. Singh, E.B.S. Ubhi, E.H. Lal, Improvement ın the corrosion rate and mechanical properties of low carbon steel through deep cryogenic treatment. Int. J. Sci. Technol. Res. 2(6), 20–24 (2013)
S. Jagtar, S.L. Pal, K. Ankur, Enhancing wear resistance of en45 spring steel using cryogenic treatment. Frict. Wear Res. 1(2), 22–27 (2013)
H.B. Patil, P.B. Chavan, S.H. Kazı, Effects of cryogenic on tool steels-a review. Int. J. Mech. Prod. Eng. 1(1), 31–36 (2013)
S. Akincioğlu, H. Gökkaya, İ. Uygur, A review of cryogenic treatment on cutting tools. Int. J. Adv. Manuf. Technol. 78, 1609–1627 (2015)
Y. Chang, G. Wang, J.H. Horng, L.M. Chu, Y.C. Hwang, Effects of deep cryogenic treatment on wear mechanisms and microthermal expansion for the material of drive elements. Hindawi Publ. Corp. Adv. Mater. Sci. Eng. (2013). https://doi.org/10.1155/2013/945657
J. Sobotova, M. Ku-Gik, S. Krum, J. Lacza, Effect of sub-zero treatment on the wear resistance of P/M tool steels. J. Appl. Mech. Eng. (2016). https://doi.org/10.4172/2168-9873.1000243
X.H. Lu, W. Li, C.L. Wang, H.S. Zhou, X.J. Jin, Effects of sub-zero celsius treatment and tempering on the stability of retained austenite in bearing steel. Acta Metall. Sin. (Engl. Lett.) (2015). https://doi.org/10.1007/s40195-015-0264-228(6)
Z. Özdemir, Effect of heat treatment on the ımpact toughness of ‘high-chromıum cast ıron—low-carbon cast steel’ bi-metal components. Metal Sci. Heat Treat. 58, 738–741 (2017)
H. Li, L. Zhang, B. Zhang, Q. Zhang, Effect of heat treatment on the microstructure and corrosion resistance of stainless/carbon steel bi-metal plate. Hindawi Adv. Mater. Sci. Eng. (2020). https://doi.org/10.1155/2020/1280761
M.A. Guitar, U.P. Nayak, D. Britz et al. The effect of thermal processing and chemical composition on secondary carbide precipitation and hardness in high-chromium cast irons. Int. J. Metalcast. 14, 755–765 (2020). https://doi.org/10.1007/s40962-020-00407-4
S. Inthidech, Y. Matsubara, Effects of carbon balance and heat treatment on hardness and volume fraction of retained austenite of semi-multi-alloyed white cast ıron. Int. J. Metalcast. 14, 132–143 (2020). https://doi.org/10.1007/s40962-019-00343-y
S. Inthidech, P. Sricharoenchai, Y. Matsubara, Effect of sub-critical heat treat parameters on hardness and retained austenite in mo-containing high chromium cast ırons. Int. J. Metalcast 6, 25–34 (2012). https://doi.org/10.1007/BF03355536
D. Li, C. Sloss, Heat treatment of heat-resistant ferrous cast alloys. Int. J. Metalcast. 9, 7–20 (2015)
R. V. Kahn, P. Haasen, Physical Metallurgy, 4th Edition, North Holland, (1996)
B. Decaudin, C. Djega-Mariadassou, and G. Cizeron, Structural study of M50 steel carbides. Laboratoire de Structure des Matdriaux M ~ talliques, UPS XI, Centre d’Orsay, 91405 Orsay Cgdex, France, (1995)
ASTM E23-02, Standart test methods for notched bar ımpact testing of metallic materials (1982)
ASTM E18-02, Standard test methods for rockwell hardness and rockwell superficial hardness of metallic materials (2004)
ASTM E92-82, Standard test method for Vicker hardness of metallic materials (2004)
H.T. George, Steel Heat Treatment Metallurgy and Technologies, 2nd edn. (Portland State University, Portland, 2006), pp. 148–150
A. Studnicki, J. Kilarski, M. Przybyl, J. Suchon, D. Bartocha, Wear Resistance of Chromium Cast Iron—Research and Application. J. Achiev. Mater. Manuf. Eng. 16(1), 63–73 (2006)
W. Callister, Material Science and Engineering, 2nd edn. (University Of Utah, Utah, 2006), pp. 195–196
http://www.praxis-rus.com/description-of-bimetallic-wear-resistant-products/#:~:text=As%20for %20the%20functional%20characteristics,material%20for%20rotor%20fixture%20areas
Acknowledgements
I am very grateful to the Ti-Hi Textile Co. (Babaeski/Turkey) esp. Chief Eng. Emre ÖZKAN for helping and guiding us at conducting HT and SCT and make time for measuring hardness values, Cemre Casting Diyarbakır/Turkey for helping and guiding us at manufacturing test samples and conducting heat treatments esp. Chief Eng. İsmail AVCU, Duduoğlu Casting Çorum/Turkey for conducting OMs, Hitit University Eğitim Araştırma Hitit University Science and Technology Research Center (Çorum/Turkey) for helping and guiding us at conducting SEM and EDS analysis and Trakya University Technological Research Center (Edirne/Turkey) for helping and guiding us at conducting X-Ray and charpy impact tests.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Özdemir, Z. Shallow Cryogenic Treatment (SCT) Effects on the Mechanical Properties of High Cr Cast Iron: Low-Carbon Cast Steel Bimetallic Casting. Inter Metalcast 15, 952–961 (2021). https://doi.org/10.1007/s40962-020-00532-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-020-00532-0