
A bimetallic ‘low-alloy steel – high-chromium cast iron’ composite obtained by successive sand casting is studied and shown to have good cohesion on the interface and no casting defects. The hardness and the impact toughness of the bimetal increase simultaneously. The microstructure is more homogeneous after diffusion annealing at 1040°C, rapid cooling, and 3-h tempering at 270°C.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The demand for castings with high abrasive wear resistance, impact toughness at room and elevated temperatures, and stability of properties is growing progressively, especially in the crushing and mine engineering [1]. In many cases, high operating properties are required only on the working surface of the cast article. Casting of bimetals is often applied for depositing metallic coatings with special performance characteristics [2]. In this casting technique, both metals are in liquid state and are joined under the conditions of active mass transfer.
The working part of a bimetal has high wear resistance and hardness. The second backing-up part should be tougher and softer to absorb the impact energy. The interface of the two components is an important feature of the bimetal. This surface may contact liquid and solid metal, or both metals may contact each other in liquid state. In the latter case, the diffusion cohesion in the bimetallic casting may be strong [3].
A mold cavity method has been studied in [4]. The working plate was produced from steel X8Cr13 and the bearing part was high-chromium gray cast iron. The region of joining of the two materials was investigated by metallography [4]. A process of production of a bimetallic layered casting (alloy steel – gray iron) is described in [5]. The steel part was placed into a casting mold right before pouring the gray cast iron forming the bearing part. This process of enrichment of the surface of the casting with ferrous and nonferrous metals directly during casting is very economical [5]. The possibility of production of bimetals by continuous casting with direct contact of liquid metals has been studied in [6] for binary eutectic-type Al – Zn, Al – Sn, and Al – Pb mixtures. The diffusion zone of the contact of two metals had a thickness of 0.1 – 0.5 mm. The mechanical properties of a bimetal with stainless steel 316 as one of the components has been studied in [7]. Composite-cast hammers have been tested in several crushing applications in German limestone and dolomite quarries for the cement and lime industries, and their service life turned out to be 200% longer than that of monolithic hammers [8]. In [9], the service life of hammers produced from bimetallic composites is shown to be 140% longer than that of monolithic ones. The resistance to abrasive wear increased when the surface layer was made of a chromium- nickel steel or a sintered nickel-base alloy [10]. The use of bimetallic cast iron rolls with elevated hardness in rolling mills has raised their hardness in [11]. The properties of various bimetals have also been studied in [12,13,14].
The aim of the present work was to study a bimetal from a high-chromium cast iron and a low-alloy steel fabricated without stirring the melts in the casting process and to perform a comparative analysis of the microstructure, impact toughness and hardness of the components after heat treatment.
Methods of Study
The bimetal was produced from high-chromium white cast iron of grade G-X300CrMo27-2 (DIN EN 12513:2001) and low-alloy steel of grade S235JR (DIN EN 10025) using the method of casting into a horizontal sand mold (Fig. 1). The steel melt was poured into receiving hopper 1 at 1580°C. When the required temperature was attained, an activator (a solution of Na2B4A7 + B2O3) was immersed into the liquid metal in hopper 1 to prevent oxidation and provide good joining of the metals. Then the iron melt was poured into receiving hopper 2 at 1420°C. The temperature of the interface was measured using a platinum-platinum-rhodium thermocouple.

Scheme of casting of bimetal from low-alloy steel and high-chromium cast iron: 1) steel hopper; 2) cast iron hopper; 3) digital indicator; 4) thermocouples; 5) compensation conductors; 6) interface; 7) steel melt; 8) iron melt; 9) PID controller.
The Rockwell hardness of the bimetal was measured with the help of a SHIMADZU device in at least 20 points of the steel and of the iron and on their interface; the measured values were averaged. The chemical compositions of the iron and of the steel determined with the help of a BAIRD DVG spectrometer is presented in Table 1. The cast iron contained molybdenum carbides in addition to chromium carbides [15].
The structure of the bimetal was studied with the help of a ZEISS Smart SEM scanning electron microscope; the x-ray diffraction analysis was performed with the help of a QUANTAX diffractometer. The impact toughness before and after the heat treatment was determined in accordance with ASTM E23-02 [16] after testing five Charpy specimens per point.
The specimens of the bimetallic composite were subjected to annealing at 1040°C for 5 h [17, 18]. After the annealing, the specimens were cooled in a jet of compressed air to about 100°C in order to prevent degradation of the hardness and to raise the toughness. To raise the yield strength of the bimetal, it was subjected to 1-h tempering at 270°C after the annealing [19].
Results and Discussion
The studied bimetal was intended for the production of tools for crushing hard materials and had to possess high strength in combination with enough resistance to impact loads.
Table 2 presents the values of the Rockwell hardness of the components of the bimetal before and after the heat treatment.
The structure of the compound was the most homogeneous after annealing and tempering (Fig. 2).

Structure of cast iron) steel bimetal after annealing and tempering (scanning electron microscopy).
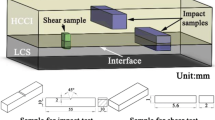
Figure 3 presents the appearance of impact specimens of the bimetal with notches on the side of the steel and on the side of the cast iron. The results of the determination of the impact energy are presented in Table 3.

Specimens of the bimetal for Charpy impact tests: a) notch on the side of the steel; b) notch on the side of the cast iron.
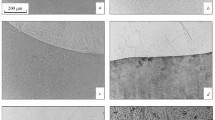
The data of Fig. 4 show that the fracture is brittle on the side of the high-chromium cast iron and ductile on the side of the low-alloy steel.

Fracture surfaces of bimetal specimens after Charpy impact tests before (a, b) and after (c, d) heat treatment: a, c) notch on the side of the steel; b, d) notch on the side of the cast iron; DF) ductile fracture; BF) brittle fracture.
The distribution of chromium and molybdenum carbides by the data of the x-ray diffraction analysis is presented in Fig. 5a . It can be seen that the formation of the bimetal is accompanied by diffusion transfer of carbon from the cast iron to the steel. Due to the use of the activator during pouring of the bimetal, the interface is free of oxides (Fig. 5b ). After the heat treatment the hardness and the impact toughness of the bimetal grow simultaneously. This seems to be explainable by the uniform distribution of the carbides and absence of casting flaws near the interface of the components of the bimetal.

Fracture surface of the bimetal after heat treatment and impact testing according to the data of x-ray diffraction spectrum analysis (a) and scanning electron microscopy (b).
In all the cases the bimetal started to fracture on the side of the notch, and the impact energy was higher if the notch was on the side of the high-chromium component (cast iron). Therefore, when the bimetal is used for making a tool, the harder cast iron component should serve its working part and the steel component should be the bearing part.
Conclusions
-
1.
Successive pouring of low-alloy steel and high-chromium cast iron into a sand mold has given a flawless bimetal with good cohesion on the interface and homogeneous structure.
-
2.
After diffusion annealing and low tempering the microstructure of the ‘steel – cast iron’ bimetal becomes more homogeneous, and the hardness and the impact toughness of its components grow simultaneously.
References
N. Marinovic, Electrotechnology in Mining, Elsevier Science Publishers (1990).
T. Wröbel, “Characterization of bimetallic castings with an austenitic working surface and an unalloyed cast steel base,” J. Mater. Eng. Perform., 23(5), 1711 – 1717 (2014).
C. Wiesner, Bimetallic Basics, http:www.technical-articles.hooverandstrong.com/wordpress/bi-metal-basics/ (1998).
M. Chelewa, T. Wrobel, and S. Tenerowicz, “Bimetallic layer castings,” J. Achiev. Mater. Manuf. Eng., 43(1), 385 – 392 (2010).
T.Wröbel, “Bimetallic layer castings alloy steel grey cast iron,” Arch. Mater. Sci. Eng., 48(2), 1180125 (2011).
E. I. Marukovich, A. M. Baranovitsky, Na Young-Sang, et al., “Study on the possibility of continuous-casting of bimetallic components in condition of direct condition of meals in a liquid state,” Mater. Design, 27, 1016 – 1026 (2006).
L. Kumruoğlu, O. Çakir, G. Çacir, and A. Özer, “An investigation on stainless steel reinforced bimetals and casting process,” J. Cumhuriyet Univ. (2005).
Hardtop, Bimetallic Wear Castings Parts, http://www.hardtop-gmbh.de (2000).
S. Zic, I. Dzambas, and M. Ikonic, “Possibilities of implementing bimetal hammer castings in crushing industry,” Metalurgija, 48(1), 51 – 54 (2009).
T.Wröbel, “Ni and Cr base layers in bimetallic castings,” Metal, 5, 18 – 20 (2011), (Brno, Czech Republic, EU).
I. Kiss and S. Maksay, “Bimetallic cast iron rolls — some approaches to assure the exploitation properties,” Tehnièki Vjesnik, 17(2), 173 – 178 (2010).
E. Çalikoðlu and M. Çetin, “Examination of the production and service properties of bi-metal materials,” in: Int. Advanced Technologic Symposium, Elazig, Turkey (2011).
S. Xiuling, Computer Aided Optimization of an Investment Bimetal Casting Process, Author’s Abstract of Doctoral’s Thesis, University of Cincinnati, Mechanical Engineering Department (2001).
Z. Xinyu, Computer Simulation and Low Cost Optimization of an Investment Bi-Metal Casting Process, Author’s Abstract of Doctoral’s Thesis, University of Cincinnati, Mechanical Engineering Department, Cincinnati (2005).
R. V. Kahn and P. Haasen, Physical Metallurgy, North Holland (1996), 784 p.
ASTM E23-02, Standard Test Methods for Notched Bar Impact Testing of Metallic Materials (1982).
A. Studnicki, J. Kilarski, M. Przybyl, et al., “Wear resistance of chromium cast iron—research and application,” J. Achiev. Mater. Manuf. Eng., 16(1), 63 – 73 (2006).
H. T. George, Steel Heat Treatment Metallurgy and Technologies, State University of Portland, Portland (2006), pp. 148 – 150.
W. Callister, Materials Science and Engineering, University of Utah, Utah (2006), pp. 195 – 196.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 12, pp. 42 – 45, December, 2016.
Rights and permissions
About this article

Cite this article
Özdemir, Z. Effect of Heat Treatment on the Impact Toughness of ‘High-Chromium Cast Iron – Low Alloy Steel’ Bimetal Components. Met Sci Heat Treat 58, 738–741 (2017). https://doi.org/10.1007/s11041-017-0088-y
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-017-0088-y