
Abstract
Chemically bonded sand cores and molds are an important part of metal casting technology and their interaction with metal (mold–metal interface) is of great interest. Currently, the metal casting industry places a strong emphasis on near-net-shape and thin wall castings, while simultaneously maintaining increasingly stringent dimensional reproducibility requirements. To efficiently and cost effectively accomplish this task, it becomes crucial to ensure or “qualify” high-quality performance at the mold–metal interface. The thermal distortion test (TDT) was used in published American Foundry Society (AFS) studies as a laboratory technique to determine the presence of anomalies and for measuring distortions in chemically bonded sand binder systems. However, these laboratory tests focus purely on sand binder system behavior, without considering the effects of actual mold–metal interfaces. While the TDT provides valuable insight, it is unable to ensure castings will be free (or contain an acceptable amount) of specific defects. Therefore, to maximize casting quality and efficiency, it becomes imperative to incorporate casting trials into a foundry’s quality control system. This will allow the occurrence of potential casting defects to be observed at the mold–metal interface. This paper presents a casting trial technique that provides three specific benefits to foundry quality control systems. First, these trials will qualify sand binder systems against a specific casting surface defect(s), such as surface roughness, veins, penetration, cuts, washes, and erosion. Second, these casting trials are implemented under constant casting, mold, process, and design parameters. This allows the casting trial(s) to provide diagnostic information (i.e., if a specific defect occurs when using a qualified sand binder system, the cause cannot be related to the sand binder system). Third, the casting trial technique provides new opportunities for data analysis and deeper system understanding. Specifically, results in this paper identify the possibility of a potential relation between TDT data (e.g., anomalies and distortions) and actual casting trial data (e.g., defects).
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Precision sand molds and cores using chemical binders are the primary technology for the production of US automotive powertrains and certain aerospace components. Castings with defects produced from chemically bonded sand cores and molds are major issues for the casting industry. Quality losses from the use of chemically bonded sand systems arise from several sources. Firstly, variations occur in materials, such as grain size, grain shape, chemical composition, binder level, and additives. Secondly, variations occur within mold making processes including cold box, no-bake, hot-box, 3D printed, and injection molded. Finally, variations occur in casting process parameters, such as work-time, strip time, pouring temperature, and metallostatic pressure. With an ever increasing focus on delivering near-net-shaped castings, it is becoming crucial to develop advanced quality control approaches to compensate for these wide range of variation sources.
The incorporation of statistical process control (SPC) in the manufacturing industry has played a significant role in increasing process/product quality. However, for the casting industry, the employment of SPC tools has achieved little success. It was assumed that through diligent testing and monitoring of the mixed and cured sand, casting defects would be reduced or eliminated. Testing methods that provide information on core and mold quality is a basic requirement in foundry operations. This is commonly done by evaluating chemically bonded sand strength via the standard dog bone tensile, transverse tensile, and disk transverse strength tests. However, due to the large number of variation sources within casting, there exists a significantly large amount of inherent variability within these strength tests; even for systems using superior sands and binders. Therefore, SPC tools based upon strength become insensitive (i.e., useless) to actual sand binder system quality losses.
Background
Western Michigan University (WMU) has used a 50-mm-diameter, 8-mm-thick disk-shaped specimen as a supplementary foundry test specimen for twenty-five years. This specimen has a simple geometry, which is believed to be a key factor in reducing the inherent variability of sand binder system quality assessment metrics.1 Specifically, these specimens have been shown to reduce measurement variabilities across a wide range of quality metrics for chemically bonded sands, namely density, abrasion, impact, hot permeability, thermal distortion, and fast loss of ignition. The nonstandard tests that produce these quality metrics have proven useful in control of precision sand systems.1,2, – 3 Various casting trials that use the same disk-shaped specimen have been used to complement these nonstandard tests to establish a link between sand system quality metrics and defects, such as veining/penetration, gas, erosion or distortion at a specimen/metal interface.4 , 5 There have been other noteworthy casting trials used in the industry, but they are incapable of relating data to process monitoring.6 , 7 The proposed methodology overcomes this limitation because the disk-shaped specimen is incorporated in both the casting trial and laboratory tests. Furthermore, work continues at WMU to develop analytical tools for quality control and management of precision chemically bonded foundry sand binder systems through the use of nonstandard tests and casting trials.
The WMU philosophy aims at reducing measurement system variability to enhance the ability to implement quality control with chemically bonded sand systems. While this approach has shown significant promise; relying purely on testing sand systems neglects crucial information regarding how sand binder systems truly behave at the mold–metal interface. Previous studies have shown a potential relationship between casting surface defects (veins and penetration) and TDT data (thermal distortion curves).4 , 5 This suggests that casting trial data can be integrated into a foundry’s quality control strategy to close the “information loop.”
Purpose
The overarching goal of this research area is the development of a new quality control framework that incorporates casting trials to “qualify” chemically bonded sand systems. A sand binder system is deemed qualified if a set of casting trials are free of (or contain an acceptable amount of) a specific defect. Once a chemically bonded sand system is qualified, SPC is implemented to detect shifts in the sand system via nonstandard tests. If a shift is detected, this would indicate the presence of a potentially unqualified sand system. An illustration of this proposed new quality control framework is shown in Figure 1.

Quality control framework based on qualification.
The proposed casting trials are not generic, but are designed with respect to a specific casting. For instance, the casting trial’s mold–metal interface occurs at a section thickness equal to the actual casting’s minimum section thickness. This is assumed to be the area with the greatest distortion, which allows the trial to reflect the actual casting’s quality at constant fill conditions. Furthermore, these trials are performed with process design parameters and melt and fill factors (e.g., alloy chemistry, fill temperature and head pressure) equal to that of the actual casting. Since these casting trials mimic a specific casting, not only can they be used to qualify sand systems but can also aid in diagnosis. For example, consider the scenario where an actual casting contains an unacceptable level of penetration defects while using a sand system that has been qualified against penetrations. When attempting to diagnosis the cause of these defects, the sand binder system can quickly be removed from the list of possible causes.
In addition to qualifying sand systems and providing diagnostic information, the proposed casting trial technique provides invaluable data to understand the relationships between TDT and casting trials. Following is an explanation of the technologies used to build these relationships.
Thermal Distortion Test
Directional heating of sand composites (mold and core media) generates anisotropic thermal gradients in materials. When shaped sand composites make contact with molten metal, heat transferred from the metal to the sand cause thermo-chemical reactions that result in distortion. Specifically, thermally induced reactions of the binder occur simultaneously along with sand expansion and/or plastic deformation leading to significant distortions in the sand core or mold.1 , 8 For certain chemically bonded systems such as organics, reactions generally include the release of volatile materials, possible core strengthening reactions from secondary curing, and core weakening from pyrolysis can occur. It is important to understand that distortions can be caused by the binder and/or aggregate when evaluating thermal distortion data.8
The thermal distortion test (TDT), using a disk-shaped specimen, is suitable for measuring thermo-mechanical behavior, specifically distortions, of chemically bonded sand systems. The temperature on the TDT apparatus is variable and can be set to mold–metal interfacial temperatures for a specific alloy, such as aluminum 700 °C (1292 °F) or cast iron 1200 °C (2192 °F). Similarly, different loading pressures can be applied to the specimen to simulate different metallostatic pressures on the core/mold material.
3D Measuring Macroscope
After thermal exposure, TDT test specimens often remain intact, allowing additional information to be gained. In the present work, dimensional data for the disk-shaped specimen and the casting trial sand–mold interface will be collected using new noncontact measurement technology. With conventional measurement equipment (e.g., profilometers, human visual inspection), significant time and skill are required to achieve repeatable and reproducible dimensional measurements for either the disk-shaped specimen or the resulting casting trial metal interface. In addition, it is challenging to obtain measurements of distortion, surface texture, and roughness measurements within difficult-to-reach areas, such as cracks.
In this research, dimensional data regarding surface roughness, cracks, sand binder losses, and volumetric changes will be collected using a one-shot, noncontact 3D Measuring Macroscope (3D-Macroscope) manufactured by Keyence (Model—VR 3100). This measurement system also allows the surface of the disk-shaped specimen to be captured (at ambient or elevated temperature).9 Through the use of the 3D-Macroscope and its accompanying software, high-speed, high-accuracy 3D measurement can be obtained. Example images collected by the 3D-Macroscope of a disk-shaped specimen and its resulting casting trial metal interface are shown in Figure 2.

3D-Macroscope9 (top) used to collect 3D measurements and examples of these measurements for a disk-shaped specimen (bottom left) and a resulting cast surface made with a disk-shaped specimen (bottom right).
While the TDT and 3D-Macroscope collect distinct information, several opportunities exist to relate the two data sets together. Test specimens that remain intact after a TDT offer additional information. This information includes mass changes related to binder pyrolysis and the amount of loose unbonded sand generated at the mold–metal interface,3 both of which ultimately affect casting surface quality.
Methodology
The following procedures represent follow-ups to studies conducted and published in the AFS Transactions.4 , 5
The testing procedure consisted of four major steps:
-
1.
Preparing and characterization of disk-shaped specimens.
-
2.
Thermal distortion testing (TDT).
-
3.
Casting trial.
-
4.
Data collection, observations, and analysis of specimen/metal interface using a 3D-Macroscope.
(Note: All specimens were tested in laboratory conditions. Ambient conditions were controlled: temperature at 20 ± 1 °C and relative humidity at 50 ± 2%).
Disk-Shaped Specimens
In the present work, specimens of hot-box shell (SHLHB), phenolic urethane amine cold box (PUCB), 3D printed furan (FUR3D), and an injection-transfer molded ceramic sand with an inorganic binder (IOCS) were poured and studied at cast iron temperatures.
Specimens (50 mm in diameter by 8 mm thick) were provided by four different manufacturers. The manufacturers all used dissimilar specimen fabrication techniques, sands, binder levels, and chemistries. The chemical sand binder systems used were not optimized for the casting alloy, fill temperature, or head pressure. To ensure the proposed approach is valid across numerous materials and processes, testing will be performed over multiple sand binder systems.
SHLHB Specimens
SHLHB specimens were prepared using a hot-box core making technique used in industry when employing resin-coated sand systems.
Materials:
The sand was an Illinois round grain silica sand 60 GFN, 3 screen, roundness/sphericity (Krumbein) 0.7/0.7, pH 7.1, acid demand 0.8 and the total Phenolic-Novolac binder level was 1.3% B.O.S.
Procedure:
The hot-box cure temperature used for producing specimens was 250 °C for 40 s.
PUCB Specimens
The PUCB disk-specimens were prepared by blowing the specimens with a laboratory core blower into a core box.
Materials:
The sand was a washed and dried Wisconsin round grain silica sand 65 GFN, 3 screen, roundness/sphericity (Krumbein) 0.8/0.8, pH 7.1, acid demand 0.8 and the total polyurethane binder level was 0.9% B.O.S.
Procedure:
-
1.
Add weighed sample of sand to DeLonghi Mixer.
-
2.
Make two pockets in the sand.
-
3.
Add Part 1 component into one pocket and Part II to the other pocket.
-
4.
Mix for 1 min.
-
5.
“Flip” mixture and mix for 1 additional minute.
-
6.
Using laboratory core blower set at 0.379 MPa (55 psi) for 0.5 s and blow the mixed sand into the four cavities of the core box.
-
7.
Cure by gassing with TEA using a Luber gas generator. Gassing parameters: 1 s gassing with TEA, followed by an air purge for 6 s (gas pressure at 0.172 MPa (25 psi) and air purge pressure at 0.103 MPa (15 psi)).
FUR3D Specimens
These disk-specimens were 3D printed.
Materials:
The sand was a washed and dried round grain silica sand 80 GFN, 2 screen, roundness/sphericity (Krumbein) 0.8/0.8, pH 7.0, acid demand 0.8 and the total furan binder level was 1.4% B.O.S.
Procedure:
The FUR3D specimen was printed on an ExOne S Max #8. FUR3D printed disk-shaped specimens were produced within the same build-box. Processing parameters such as binder level, recoater angle, and print speed were controlled.
IOCS Specimens
The inorganic specimens were prepared by injection-transfer molding.
Materials:
Artificial ceramic sand made of alumina 73 GFN, 4 screen, roundness/sphericity (Krumbein) 1.0/1.0, pH 7.45, acid demand 1.4 and the total sodium silicate binder level was 2% B.O.S.
Procedure:
The IOCS ceramic binder specimens were injection-transfer molded into a die. The processing parameters remain confidential so curing temperature within the tool and curing time prior to ejection will not be specified.
Thermal Distortion Testing (TDT)
Materials:
Disk-shaped specimens from the four different sand binder systems.
Equipment: WMU Thermal Distortion Tester (TDT).
Procedure:
Same as documented in the AFS Transactions.1,2,3,4, – 5
The temperature of the TDT was set to 1200 ± 5 °C. This temperature is equal to the cast iron/sand mold interfacial temperature that will occur in subsequent casting trials. The temperature was controlled using a K-type thermocouple at the hot surface.
The load on the TDT was set to 3.5 N. This load produces an equivalent head pressure (pressure of molten metal against mold surface) that will occur in subsequent casting trials. Specifically, the 3.5 N load represents a 150 mm (6 in.) cast iron head height. This is calculated by multiplying the contact area of the TDT hot surface by the casting trial’s designed head pressure. This particular head height was used to represent a head pressure typical with small to medium size iron castings.
The disk-shaped specimens were inserted into the pivoting holder (gimbal) designed for holding the disk-shaped specimen. The specimen is automatically raised until direct symmetrical contact is made with the 200-mm-diameter hot surface. Raising the gimbal simultaneously engages the linear voltage displacement transducer (LVDT) and a laser for measuring the distortion longitudinally (specimen thickness). The data acquisition system automatically logs and plots the distortion/temperature versus time curves. The duration of the TDT is 90 s.
During the test, the predetermined load presses on the gimbal, which is in contact with the circumference of the specimen, pressing the top of the specimen against the 20-mm-diameter hot surface. Any downward movement of the gimbal is recorded as expansion. Any upward movement of the gimbal, due to the specimen becoming plastic and distorting is recorded as plastic distortion. When the gimbal movement is plotted, the positive direction represents expansion of the specimen and the negative direction represents plastic distortion of the specimen.
Casting Trials
A casting trial was developed to evaluate the specimen/metal interface for different chemically bonded sand binder specimens. A green sand mold was produced with a pouring sleeve and filter for constant head pressure and fill velocity. The mold contained four cavities with core prints. This approach allowed possible variation in casting quality to be assigned to only disk-shaped core specimens.
The casting trial procedure consisted of the following steps:
-
1.
Temper the green sand to the desired compactability level in a muller.
-
2.
Squeeze the sand within the flasks against the matchplates to produce molds.
-
3.
Pour molds.
-
4.
Shake and inspect casting.
Note: All molds were prepared and tested at WMU Metal Casting Laboratory. Ambient conditions were temperature controlled at 20 ± 1 °C, and relative humidity was controlled at 50 ± 2%.
Preparation of Green Sand
It was important to keep the bonding formulation simple to reduce potential errors in preparing the green sand batch and simplifying the analysis. Apart from sand, clay, and water, no additives were introduced to the green sand systems used in this study. Compactability was monitored continuously, while water additions were raised or lowered to produce the 35% target compactability. The sand was not discharged until the compactability was on target. Thus, the green sand systems used in this study were tempered to a desired compactability and tested for other green sand properties.
The silica base aggregate (lake sand, 62 GFN, 4 screen) used in the study came from Michigan. The green sand system used in the study was mulled (200 kg Simpson Sand Muller) at WMU Metal Casting Laboratory. The green sand system used a clay bond preblend made up of 20% Southern Bentonite/80% Western Bentonite where total clay added was 8.0% BOS (methylene blue clay was 7.45%), and water added to produce the desired compactability.
Surface Defect Casting Trial
One of the casting trials at WMU investigates surface anomalies and finish at a specimen/metal interface. The so-called surface defect casting trial was used to compare casting surfaces for the four chemically bonded disk-shaped specimens. Veining and penetration are among the most common metal casting surface defects. Therefore, the proposed casting trial aims to qualify against these two surface defects. Ramrattan et al.4 , 5 identified one important mechanism for veining. The postulation is that one mechanism for veining is stress cracking in the sand binder system where metal can penetrate. The aim was to wet the surfaces of the disk-shaped specimens while being poured into a 200-mm (8 in.) cast iron head. The purpose of this work is to link anomalies that occur during TDTs to casting defects. Specifically, common surface defects, such as penetrations and veining on the surface, can be related to thermal–mechanical issues measured by TDTs. The CAD representation of this surface defect casting trial for multiple specimens under the same metallostatic pressure is shown in Figure 3.

A CAD representation for the surface defect casting trial showing doughnut-shaped casting with disk-shaped specimens.
Procedure:
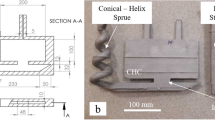
Green sand cope and drag mold halves were fabricated according to an experimental matchplate pattern, shown in Figure 4. The four chemically bonded disk-shaped specimens set on core prints in the drag mold are pictured in Figure 5. The gating was a central 200 mm sprue pouring sleeve fitted with an appropriate filter prior to the gate for wetting specimen surfaces.

Matchplate pattern for the surface defect casting trial.

Disk-shaped specimens placed on the core prints in the drag half of the mold for the surface defect casting trial.
Melting and Pouring
The mold was poured where the chemically bonded disk-shaped specimens were placed randomly. The sand-to-metal weight ratio for all molds was 2:1. The mold was manually poured (15 s fill, temperature at pour ladle was 1427 °C (2600 °F), CE = 4.16, C = 3.405, Si = 1.90, and chill = 0.53 mm (0.021 in.)) and gray cast iron was delivered through a direct pouring sleeve fitted with a foam filter. The mold was poured to a 200 mm (8 in.) head height. The metal chemistry is shown in Table 1.
The mold was prepared and poured at WMU Metal Casting Laboratory. The casting was allowed to solidify by air-cooling prior to shakeout and sectioned near the specimen/metal interfaces.
Data Collection and Observation
Prior to elevated temperature exposure for both the TDT and casting trials, each specimen was weighed and dimensionally characterized with the 3D-Macroscope. Following elevated temperature exposure in TDT, the surface of the specimen was once again measured by the 3D-Macroscope and blown with 0.03 MPa (5 psi) air pressure to remove any loose sand grains. The specimens were then again weighed, and the percent change in mass was recorded. Next, the specimens were examined with the 3D-Macroscope for signs of thermo-mechanically induced distortion, cracking of the surface, loss of sand where contact was made with the hot surface, and any discolorations.9
Disk-shaped specimens used in casting trials were destroyed or damaged, so no direct observations could be made from those surfaces. Observations from the surface defect casting trial were made after the castings were solidified, shaken-out, and sectioned at the specimen/metal interface. Data were then collected using the 3D-Macroscope.9
Figure 6 shows the fixture used to hold the disk-shaped specimen level in the 3D-Macroscope. Three dependent measures were obtained with the 3D-Macroscope, including:

Disk-shaped specimens are placed in this fixture for all measurements done on the 3D-Macroscope.
-
1.
Surface roughness, Ra µm of the disk-shaped specimen and as-cast metal interface.
-
2.
Interfacial surface area affected on the as-cast metal interface.
-
3.
Volumetric differences from the heat-affected side of the disk-shaped specimen.
Best Fit Method
The volumetric difference calculations were done on the 3D-Macroscope using the best fit method. It should be noted that three dots (Figure 6) were placed on the specimen to ensure consistent alignment on the 3D-Macroscope fixture, before and after TDT. In this paper, a reference surface that was generated by fitting a ring to the top surface perimeter of the specimen (Figure 7) using the 3D-Macroscope software. A ring was chosen so that the resulting reference surface would not be influenced by the specimen’s heat-affected zone. The volume beneath this reference surface that is void of material is determined for the disk-shaped specimen before and after the TDT (but before blow-off) as shown in Figure 8. The difference in volume is related to the amount of displacement via bending that occurs due to the TDT.

Illustration of the best fit method.

Before and after volume measurement for a disk-shaped specimen from the 3D-Macroscope.
Results and Discussion
This section relates the findings from elevated temperature testing for both TDT and casting trial. Results are shown in Tables 2, 3 and Figures 9, 10, 11.

Longitudinal TDC for all systems tested.

Radial TDC for all systems tested.

Temperature of specimen back side for all systems tested.
Thermal Distortion Test
Thermal distortion is the expansion, contraction, and degradation experienced by a mold or core under extreme heat and liquid pressure of the molten metal.1,2,3,4, – 5 TDT mimics the thermal and mechanical stress of molten metal as it contacts a mold/core interface. This disruption is sometimes revealed on a casting as a surface defect.
Veins and penetration (burn-in/burn-on) are common surface defects that have been related to thermo-mechanical stress, metal chemistry and surface tension. Logic would suggest that veining and penetration may occur simultaneously. For surface defects to occur there must be a stress on the core/mold surface forming a crack that allows molten metal to penetrate.4 , 5 The stress caused by metal head pressure and fluxing of the sand binder system can be approximated in the TDT. However, since this test is conducted on a disk-shaped specimen and does not involve molten metal, the contribution due to metal chemistry and surface tension is not represented.
In the TDT, the heat-affected zone of silica sand with organic binders reveals white unbonded sand where the binder had been completely pyrolyzed but remains intact because here the specimen was in compression against the hot surface. Small fractures are evident after blowing away the loose grains of sand at the heat-affected zone. Small fractures may occur even after TDT and were not considered the cause of surface anomalies. Surface fractures that were greater than 0.05 mm were identified as crack propagations in Table 2.
Thermal distortion data are presented in Table 2 for all tested sand binder systems. All specimens were tested at 1200 °C (2192 °F). The TDCs for all systems tested showed undulations that indicate thermo-mechanical and thermo-chemical changes in the binder system at elevated temperature. The organic systems (SHLHB, PUCB and FUR3D) have longitudinal distortion curves that show an initial expansion; however, only PUCB showed vivid plastic deformation after ~30 s of testing. In contrast, the inorganic IOCS system showed plastic deformation as shown in Figure 9. Figure 10 shows the radial displacement among the systems where the IOCS system was the most thermally stable. The specimen, SHLHB cracked at ~35 s of testing as indicated by an inflection in the curve resulting in greater radial distortion. The distortional differences among these specimens were due to differences in their sand binder system. A comparison of all four tested sand binder systems is shown in Tables 2 and 3.
The movement of heat from the hot surface to the back side of the disk-shaped specimen can be measured on the TDT as an indicator of heat transfer. The heat transfer rate or heat flow per unit time is shown in Figure 11 where the IOCS system provided more chill.
Observations from the 3D-Macroscope showed results for volumetric differences (Table 3). The volumetric difference of the FUR3D specimen was the lowest among all specimens tested. According to the longitudinal TDC, the FUR3D specimen demonstrated a strictly upward movement. Typically, it has been assumed that his upward movement is primarily dominated by expansion. Consequently, the volumetric difference for the SHLHB specimen was the highest among all specimens tested. This may be related to the crack that was detected. It should be noted that volumetric differences of the disk-shaped specimens are measured by the 3D-Macroscope once they reach room temperature. In contrast, TDT related data are obtained at elevated temperatures. It is important to point out that 3D-Macroscope data considers the additional contractions and elastic/plastic recovery that occurs during cool down.
Casting Trials
It is important to reiterate that disk-shaped specimens used for casting were poured at 1427°C (2600°F) to 200 mm (8 in.) cast iron head height while TDT was conducted at 1200°C (2192 °F) using a 150 mm (6 in.) head. The difference in temperature was due to the fact that the maximum TDT temperature is 1200°C (2192 °F). However, the difference in head was due to over pouring. All disk-shaped specimens remained intact during the casting trial but easily collapsed in shakeout, so observations had to be made from the core/metal interface.
Each specimen showed different outcomes with respect to surface roughness and casting defect shown in Table 3. More specifically, SHLHB, PUCB, and FUR3D specimens had significant penetration on their resulting as-cast surfaces. The surface roughness as evidenced by the 3D-Macroscope revealed as-cast finishes was superior to the disk-shaped specimens regardless of sand binder system, shown in Table 3. The IOCS system produced the best as-cast finish. The casting trial findings from Table 3 relate losses and distortion from the TDT, shown in Table 2.
The surface defects, such as penetration at the specimen/metal interface, are quantified in Table 3.
The casting trial images in Table 3 do not support the presence of cracks despite their presences in TDT. The authors suggest a couple of explanations. Firstly, cracking of the sand binder composite may occur after the metal interface has solidified. Secondly, post-TDT images in Table 3 represent internal fractures beneath pyrolyzed sand.
Certain specimens showed fractures at the TDT heat-affected zone when loose pyrolyzed sand was blow from the hot surface interface. These fractures were beneath sand at the interface and would be unavailable to be wet by molten metal in casting. Cracks as detected with the TDT were surface openings at the hot surface specimen interface but become less prominent at ambient. Still a potential trend exists between TDT total distortion and the affected surface area on specimen/metal interface.
Limitations
The work in this paper represents the data for four chemically bonded sand systems at cast iron temperatures and a pressure representative of a medium size casting. There are numerous other sand binder systems from which additional data could be gathered to learn more about their thermo-mechanical properties.
Conclusion and Recommendation
The casting trial was able to identify differences at the specimen/metal interface for the chemically bonded sand systems studied. This study reinforces that thermo-mechanical stresses on the core or mold interface is one mechanism by which the breakdown of the surface can occur resulting in penetration. The surface defect casting trial can be used to confirm a sand binder’s thermo-mechanical stability relative to defects. TDT data are supported by data obtained via 3D-Macroscope analysis of test specimens and as-cast metal interface. These results suggest that TDT is a safe, quick, and cost effective technique for monitoring chemically bonded sand systems. More importantly, the relationship between a process monitoring technique and as-cast results establishes an opportunity for qualification protocol.
Previous studies have recognized that sand additives can aid in the reduction and/or elimination of certain interfacial anomalies on castings.10,11, – 12 Apart from the variables such as sand type, size, distribution, binder chemistry, and level; other sources of variations such as mixes of blended sands, external additives like refractory coatings and internal additives such as anti-veining compounds can be investigated using a similar qualification protocol. Additional work could be done at different head heights, alloy temperatures and pressures representative of larger or smaller castings.
To achieve process control in precision sand foundries, a more comprehensive data analytic approach will be required. It is recommended that new studies be conducted in a precision sand casting foundry using the identified quality control framework (Figure 1). This approach will utilize nonstandardized testing for process monitoring. Furthermore, disk-shaped specimens must be made in production of chemically bonded sand molds/cores where historic and production data are available.
References
S.A. Ramrattan, M. Khoshgoftar, M. Konkel, J. Muniza, A. Pike, Improvements to disc-shaped specimens for control of PUCB sand systems, in AFS Transactions, No. 14-061 (2014)
R. Iyer, S. Ramrattan, J. Lannutti, W. Li, Thermo-mechanical properties of chemically bonded sands. AFS Trans. 109, 1–9 (2001)
A.J. Oman, S.N. Ramrattan, M.J. Keil, Next generation thermal distortion tester, in AFS Transactions, 13-1454 (2013)
S. Ramrattan, S. Derrick, K. Nagarajan, R. Iyer, Comparing casting evaluation to thermal distortion testing for various chemically bonded sand systems using image analysis, in AFS Transactions 11-033 (2011)
S. Derrick, A. Oman, S. Ramrattan, Casting trials measuring thermo-mechanical defects in various chemically bonded sand systems, in AFS Transactions 12-107 (2012)
W.L. Tordoff, R.D. Tenaglia, Test casting evaluation of chemical binder systems, in AFS Transaction (1980)
S.R. Giese, J. Thiel, Numeric ranking of step cone test castings, in AFS Transaction (2007)
W.D. Scott, Atmosphere at the Mold–Metal Interface, American Foundry Society Special Report (2001)
Keyence, One-shot 3D Measuring Macroscope, VR-3100, www.keyence.com
S. Harmon, L. Horvath, E. Lawson, R. Showman, J. Wedell, A systematic approach to veining control, Paper 11-005 AFS Proceedings (2011)
R.W. Monroe, Use of iron oxide in mold and core mixtures for ferrous castings, in AFS Transactions (1988)
S.G. Baker, J.M. Werling, Expansion control method for sand cores, in AFS Transaction (2003)
Acknowledgements
This paper would not be possible without support and input from AFS 4F Research Committee. The authors gratefully acknowledge Glenn Hall, Peter Thannhauser and Michael Konkel from Western Michigan University, for their technical support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ramrattan, S., Wells, L., Patel, P. et al. Qualification of Chemically Bonded Sand Systems Using a Casting Trial for Quantifying Interfacial Defects. Inter Metalcast 12, 214–223 (2018). https://doi.org/10.1007/s40962-017-0166-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-017-0166-3