
Abstract
Soluble salt cores have been successfully used for the die casting of aluminum and magnesium alloys. However, it has not been reported that the soluble salt cores were used for zinc alloy die casting. In this paper, a soluble salt core system of low melting salt A–potassium chloride-reinforcing particles was put forward for zinc alloy die casting in the sanitary industry. Reinforcing particles included layered material B, acicular material C and alpha-Al2O3 (α-Al2O3). The salt core system and the mixtures of salts and reinforcing particles were analyzed by scanning electron microscopy, differential thermal analysis, thermogravimetric analysis and X-ray diffraction. In addition, the “triplet” salt cores prepared by high pressure core-making were used for zinc alloy high pressure die casting (HPDC). “Triplet” articles were washed, dried, pretreated, electroplated and detected according to the die casting industry standards. The salt core system could be recycled and had no corrosion to casting articles. It was observed that the zinc alloy articles basically met the technical requirements of zinc alloy castings. In conclusion, the salt core system was suitable for a certain shape of zinc alloy castings by HPDC.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Metal parts with complicated structures could be directly made by casting.1 However, the core should have high strength, excellent collapsibility, high dimensional accuracy and thermal stability. Compared with low pressure casting and gravity casting, high pressure die casting (HPDC) has high productivity, good surface performance and low production cost. Meanwhile, the conventional sand cores were not suitable for HPDC because the sand cores easily collapsed under high pressure.2 The iron cores had high mechanical strength but were difficult to remove from complex castings. The soluble salt cores not only had high strength and good surface quality, but also could be removed quickly from castings by dissolution.3
Soluble salt cores, researched extensively in many developed countries, have been successfully applied to some precision castings in commercial productions.4 – 7 However, the salt cores were mainly used in the die casting of aluminum and magnesium alloys. It had not been reported that the salt cores were used for zinc alloy die casting. Zinc alloy could be used as a substitute for brass in low pressure casting, gravity casting or HPDC in the sanitary industry. Molten alloy was injected into the mold at high speed and greatly impacted the salt cores. The density of the zinc alloy was 2–2.6 times that of aluminum and magnesium alloys, so the salt cores for zinc alloy die casting need greater impact resistance. It may be one of the reasons why salt cores have not been used for zinc alloy die casting so far. In this paper, a salt core system with salt A with KCl-reinforcing particles is proposed for the die casting of zinc alloys. The “triplet” salt cores were made by high pressure core-making, and zinc alloy “triplet” parts were made by HPDC; then, the castings were immersed in hot water to remove salt cores. In addition, the salt cores and the mixtures of salts and reinforcing particles were analyzed by scanning electron microscopy (SEM), differential thermal analysis (DSC), thermogravimetric analysis (TG) and X-ray diffraction (XRD) so as to provide theoretical guidance for the processing of the molten salt, high pressure core-making, die casting, recycling of salt core materials, etc.
Experimental Procedure
Reagents and Instruments
Reagents
Lead chloride (PbCl2), calcium chloride (CaCl2), magnesium chloride (MgCl2) and barium chloride (BaCl2) were chemical reagents; low melting salt A, potassium chloride (KCl), sodium chloride (NaCl), sodium sulfate (Na2SO4), sodium carbonate (Na2CO3), layered material B, acicular material C and alpha-Al2O3 were of industrial grade.
Instruments
160T cold chamber machine, SWY-B hydraulic strength testing machine, SAR-II intelligent temperature control film coated sand making machine, SRJX-4-9D muffle furnace, Nova Nano SEM450, Mettler Toledo DSC1, X-ray diffractometer Ultima IV, TGA/SDTA851 thermogravimetric analyzer.
Preparation of Salt Cores
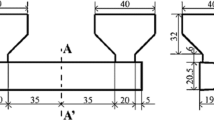
The salt core specimens used in the tensile strength tests were manufactured using a standard “dog-bone-shaped” mold with precoated sand. The salt core specimens used in the bending strength tests were manufactured using a standard mold with molding sand. These salt core specimens were prepared using a molten casting process which was referred to in the literature.8 The “triplet” salt cores for industrial trial production were manufactured by high pressure core-making in a 160T cold chamber die casting machine. Figure 1 shows a photograph of the “triplet” salt core.

Photographs of “triplet” salt core and “triplet” die casting blank.
Die Casting Test Procedure
The salt cores were placed into the die casting mold at 125–150 °C (257–302 °F). “Triplet” castings were prepared by injecting molten zinc alloy into a metal mold at high speed and high pressure (Figure 1). Castings were immersed in hot water for 4–5 h to remove salt cores. Cleaned castings were then washed, dried, pretreated and electroplated. Finally, the surface of the electroplating part was tested according to the die casting industry standards.9
Specimen Preparation for SEM, DSC, XRD and TG Analyses
The salt core specimens for the bending strength tests were cut, dry-polished with 1000# water-resistant emery paper and cleaned with acetone. Then, the specimens were observed using a SEM. The samples were ground and mixed uniformly with agate mortar and were analyzed by DSC, XRD and TG.
Results and Discussion
Salt Core System Selection for Zinc Alloy Die Casting and Core-Making
Different kinds of salt cores were referred to in the industry literature.10 – 16 The tensile strengths of the different salt core specimens and the optimum proportions are shown in Table 1. The influence of partial salt cores on the electroplating surface of the zinc alloy castings is shown in Table 2.
As for the tensile strengths, salt A–KCl system was the highest, carbonate system and sulfate system followed, and the remaining salt core systems were the lowest (Table 1). The carbonate system and sulfate system, whose melting point was above 600 °C (1112 °F), were suitable for high melting point alloys (such as aluminum alloy and magnesium alloy). However, the melting temperature of the carbonate system and sulfate system was so high that the salt cores were brittle and difficult to handle and serious shrinkage and cracks easily occurred during solidification.14 The salt A–KCl system was suitable for zinc alloy die casting with a low die casting temperature. In high pressure core-making, three kinds of salt core system results showed that the sulfate system “triplet” cores were easy to crack; the carbonate system “triplet” cores had a complete structure but lower strength; the salt A–KCl system “triplet” cores had a complete structure and short opening mold time (90–150 s).
The solution from the carbonate system cores could corrode the zinc alloy castings, a small amount of foaming and pitting appeared on the surface of the electroplated castings (Table 2). The literature12 , 13 reported that hot dilute hydrochloric acid solution could accelerate the dissolution of carbonate system cores and neutralize the alkalinity of the salt core solution to eliminate the corrosion. However, it was difficult to control the pH of the solution during the dissolution of the salt cores. Meanwhile, the hydrochloric acid solution easily corroded the zinc alloy castings and was not conducive to the recycling of salt cores. The salt A–KCl system had no adverse effect on the surface of the zinc alloy castings in the dissolution of salt cores. In summary, the salt A–KCl system was suitable for zinc alloy die casting.
Compared with gravity casting core-making, high pressure core-making could eliminate the shrinkage and solidification defects of salt cores.14 High pressure core-making has many advantages including high surface strength, high surface dimensional accuracy and high core-making efficiency. Therefore, high pressure core-making was most conducive for industrial production.
Salt Core Reinforcing Particle Selection
The reinforcing particles could not only enhance the mechanical strength of salt cores but also reduce the deformation, shrinkage, cracks and other defects in the salt cores. The reinforcing particles for salt cores were mainly ceramic particles and whiskers: bauxite, mullite, aluminum borate, silicon nitride, silicon carbide, aluminum carbide, alumina, aluminum borate whisker, silicon carbide whisker, potassium titanate whisker and zinc oxide whisker.16 , 17 In addition to bauxite, mullite and alumina, most of the ceramic particles and whiskers had a higher cost. At the same time, almost all of above-mentioned ceramic particles and whiskers could not be dispersed evenly in salt cores due to the large density difference between them and the molten salt.
This paper selected three different reinforcing particles: the first one was layered material B, whose density was close to that of the molten salt; the second one was acicular material C, which was similar to whiskers with a large length diameter ratio; the third one was α-Al2O3 which is commonly used in salt cores. The effects of reinforcing particles on the bending strength of salt A–KCl system cores are shown in Table 3. The bending strength of salt cores was high when reinforcing particles consisted of 30 wt% of material B, or 15 wt% of material B and 15 wt% of material C (Table 3). The reinforcing particles could improve the surface accuracy of the salt cores and reduce the shrinkage of salt cores. The molten salt was easy to insert into the layered material B, which significantly improved the bending strengths of salt cores. The “triplet” salt cores with reinforcing particles matched well with the die casting mold without excessive repair (Figure 1).
Characterizations of Microstructures and Components of Salt Cores
Microstructures
The microstructures of salt A–KCl system cores are shown in Figure 2. A small amount of needle-shaped crystals embedded in the salt A–KCl core are shown in Figure 2a. Reinforcing particles could change the microstructures of the salt core. Molten salts easily inserted into the layer of material B and needle-shaped crystals disappeared in Figure 2c. Rigid material B was bonded by solidified salts, which greatly improved the strength and impact resistance of the salt cores. After adding material C to the salt cores, the microstructures of the salt cores did not change, but needle-shaped crystals, (material C), became angular and more regular in Figure 2d. When α-Al2O3 was added to the salt core, salt needle-shaped crystals disappeared in Figure 2e, and α-Al2O3 was embedded in the solidified bulk which improved the compactness and strength of salt core.

SEM photographs of salt cores.
Dendritic crystal grains readily grew to form giant crystal grains, which presumably led to a decrease in strength.18 On the one hand, reinforcing particles increased the number of nuclei and inhibited the growth of columnar grains; on the other hand, the homogeneous distribution of reinforcing particles in molten salts was used as heterogeneous nuclei of internal equiaxed grains and improved the nucleation rate of equiaxed grains. The higher the amount of reinforcing particles, the smaller the equiaxed grains, and the larger the proportion of internal equiaxed grains. Therefore, reinforcing particles effectively refined the size of equiaxed grains, restrained the growth of columnar crystals and significantly increased the proportion of the axis crystal region.11
DSC Analysis
Salt cores and the mixture of salts and reinforcing particles were analyzed by DSC to illustrate the interactions among salts and reinforcing particles (Figure 3). The DSC curves for other salt cores are shown in Figure 4.

DSC heating and cooling curves of mixture of salts and reinforcing particles.

DSC heating and cooling curves of salt cores.
For the mixed salts, reinforcing particles had not much effect on the shape and position of the DSC heating curves, but had a larger effect on the DSC cooling curves. Multi peaks occurred and the position of the starting exothermic peak moved to the high temperature region in the DSC cooling curves. The DSC cooling curves for the mixtures of salts and reinforcing particles could reflect the solidification process of core-making in the die casting machine. The solidification temperature range was between 200 °C (392 °F) and 250 °C (482 °F) in the DSC cooling curves (Figure 3). Therefore, the mold preheating temperature should be below 200 °C (392 °F). When the optimal mold temperature was set at 125–150 °C (257–302 °F), the open mold time during core-making was shorter and the salt core did not burst. The DSC heating curves of the mixtures of salts and reinforcing particles could reflect the endothermic process of salt melting in core-making. There were two endothermic processes during core-making: One was ~136 °C (277 °F), and the other was ~313 °C (595 °F).
The endothermic peaks changed from a single peak to multi peaks in the DSC heating curves of salt cores when the salt cores had reinforcing particles (Figure 4). However, the shape and position of endothermic peaks were similar among the different reinforcing particles. The DSC cooling curves of the salt cores were almost the same as that of the mixtures of salts and reinforcing particles for the same compositions. It was shown that the same interaction occurred between the process of DSC analysis and that of core-making. The DSC heating curves of the salt cores reflected the heat resistance of salt cores in die casting. There were two endothermic peaks in the DSC heating curves of salt cores: One was ~125 °C (257 °F) without phase transition; the other was ~250 °C (482 °F) where the salt cores started melting. Reinforcing particles extended the range of endothermic peaks, which indicated that the heat resistance of salt cores was improved. Most of the heat was transferred toward the mold during die casting because of the poor thermal conductivity of salt cores. Therefore, small thermal deformations might occur only in the surface to a depth of 2–3 μm but not in the total shape of salt cores during HPDC.14
XRD Analysis of Salt Cores
The DSC cooling curves of salt cores with three different reinforcing particles were similar in shape, but α-Al2O3 was more single and stable. The salt core with α-Al2O3 was chosen for analysis by XRD to study the interactions among salts and reinforcing particles. The XRD curves of the salt core, the mixture of salts and reinforcing particles and recycling salt cores are shown in Figure 5.

XRD curves of different compositions.
The diffraction peaks of mixed salts and salt cores had great differences as shown in Figure 5. Two peaks of diffraction angles 2θ = 18° and 33° became very weak and another two peaks of diffraction angles 2θ = 36° and 37° basically disappeared in the XRD curves of mixed salts (these four peaks were characteristic peaks for salt A). At the same time, the peak of diffraction angles 2θ = 32° was the characteristic peak of KCl and became weak. Two new weak peaks appeared near the diffraction angles 2θ = 26° and 29° in the XRD curves of salt core. These new peaks could be the characteristic peaks of the eutectic mixture A·KCl which was generated in the process of core-making. In addition, the XRD curve for the recycled salt core was close to that of the salt core, but was different from that of the mixture of salt A and KCl, which meant that the eutectic mixture A·KCl was not dissociated in the recycling process of the salt core.
The diffraction peaks for the mixtures of salts and reinforcing particles are different from that of the same composition of salt core. The characteristic peaks for salt A (i.e., diffraction angles 2θ = 29.5° and 43°) became very weak, and the characteristic peaks of α-Al2O3 (i.e., diffraction angles 2θ = 25°, 38°, 52° and 58°) basically disappeared in the mixtures. It indicates that the interaction among salts and reinforcing particles might occur, which is consistent with the above conclusion of the DSC curves.
Thermal Stability of Mixed Salts and Aging Resistance of Salt Cores
Thermal stability of the mixed salts was analyzed by thermogravimetric analysis (TG), and the result is shown in Figure 6. Salt cores (salt A–KCl-reinforcing particles) should have aging resistance, and the strengths of the salt cores manufactured with recycling salt cores should not be decreased.

Thermogravimetric analysis of mixed salts.
When the temperature was lower than 600 °C (1112 °F), the weight of the mixed salts (salt A and KCl) did not greatly decrease along with an increase in melting temperature in Figure 6. The mixed salts have excellent thermal stability when the melting temperature was less than 600 °C (1112 °F). Therefore, the crucible temperature of melting salts should be less than 600 °C (1112 °F) and could be set about 400–500 °C (752–932 °F).
We used the recycling salt core to make the core again and found that the bending strength of the salt core was related to the number of cycles. The strength of salt core decreased but not seriously along with the increasing of cycle number in Table 4. Therefore, the salt core system had good aging resistance and could be recycled.
Conclusions
(1) The optimal composition of salt core was a mixture of 70 wt% mixed salts and 30 wt% reinforcing particles. Mixed salts included 92 wt% of salt A and 8 wt% of KCl. The optimum reinforcing particles were material B alone or a mixture of material B and material C (the weight ratio of material B to material C was between 2:1 and 1:1). The salt core system of salt A–KCl-reinforcing particles was suitable for a certain shape of zinc alloy die casting.
(2) The optimal mold temperature was set at 125–150 °C (257–302 °F). The crucible temperature of salt core should be set at 400–500 °C (752–932 °F) in core-making. The salt core had excellent thermal stability below 550 °C (1022 °F) and had good aging resistance.
(3) The eutectic mixtures A·KCl was generated by interactions between salt A and KCl. The recycling salt core was different from the mixture of salts and reinforcing particles but similar to the salt core composition.
(4) The reinforcing particles increased the solidification temperature, shortened the opening mold time and improved the heat resistance of the salt core, and the rigid reinforcing particles bonded together by the solidified salts improving the impact resistance of the salt cores.
References
A.C. Robin, U.S. Patent No. 5803151, 8 Sept 1998
T. Sakoda, T. Suzuki. U.S. Patent No. 3963818, 15 June 1976
M. Shuang-fen, L. Hong, Study and application of the water-soluble ceramic cores for the aluminum alloy casting. Spec. Cast. Nonferr. Alloys 4, 3–7 (1989)
X. Liu, Y. Li, Tan Huao, Development of dissolvable cores and their application. Modern Cast Iron 71, 15–17 (1998)
D.E. Grebe, M.P. Potratz, U.S. Patent No. 7013948B1, 21 April 2006
R. Moschini, U.S. Patent No. 6468297B2, 1 Oct 2002
Qi Pi-xiang, Qi Lin, progress in technologies for optimizing casting quality in squeezing cast. Spec. Cast. Nonferr. Alloys 4, 12–15 (2004)
Fang Xiang-yang, Tang Qi, Manufacture of aluminum piston salt core. Int. Combust. Engine Parts 6, 14–15 (2005)
GB/T 9798-2005/ISO 1458:2002, Metallic Coatings-Electrodeposited Coatings of Nickel, China Standard Press, April 2006
Y. Yamada, Shizuoka, U.S. Patent No. 0062624A1, 17 April 2011
H. Zhen, “Research on the water-soluble Salt core used by High-pressure Casting,” South China university of Technology, May 2010
Koichi Anzai, Katsunari Oikawa, Youji Yamada, EP Patent No. 2425910A1, 7 March 2012
J. Yaokawa, K. Anzai, Y. Yamada, U.S. Patent No. 0205801A1, 20 Aug 2009
K. Hirokawa, Gumma, U.S. Patent No. 6755238B1, 29 June 2004
J. Luo, The research and application of high pressure resistant dissolvable core. Foundry 51, 92–95 (2002)
J. Yaokawa, D. Miura, K. Anzai et al., Strength of salt Core composed of alkali carbonate and alkali chloride mixtures made by casting technique. Mater. Trans. 48, 1034–1041 (2007)
P. Xu, “Research on high strength and water-soluble halides Salt-core,” Huazhong University of Science and Technology, May 2007
Y. Yamada, Shizuoka, U.S. Patent No. 0062624A1, 17 March 2011
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Huang, R., Zhang, B. Study on the Composition and Properties of Salt Cores for Zinc Alloy Die Casting. Inter Metalcast 11, 440–447 (2017). https://doi.org/10.1007/s40962-016-0086-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-016-0086-7