
Abstract
In this article, a method was investigated for elimination of the oxide layers and sand inclusion which have been created by turbulence in a kind of pressure plate part of the gray cast iron that is used in automotive industries. The pressure plate was produced by green sand Disamatic vertical molding line in a four cavities mold. In primary design of the gating system, the parts included some defects after production. After reviewing by optic microscopes and scanning electron microscope equipped to energy dispersive X-ray spectroscopy, it was realized that these defects are double oxide layers. The simulation results showed that the melt velocity was more than critical velocity just before entering into the cavity in the pressurized gating system (PGS). This agent was related to several factors such as size and thickness of the gate, choke position and type of connection ingate to the part at its model. This can lead to create double oxide layers. Reynolds number (Re) was used to show the turbulence or the non-turbulence of the fluid. Thus, a new version gating system (NVGS) was designed to decrease the melt velocity by changing the design of the pouring cup, vertical and horizontal runners, wells, chokes and ingates. The NVGS design was evaluated by the simulation software and compared with PGS design. The results showed that the melt in the ingate at the NVGS was smooth and non-turbulence. In addition, the Re was less than its critical value. Accordingly, parts produced by NVGS design were produced without any oxide layers and sand inclusion defect and final inspections were confirmed.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
General defects in gray cast iron often include pores, sand inclusions, oxide defects. Oxide defects in the microstructure of these alloys can be classified as follows:
-
(a)
Oxides caused by slag.
-
(b)
Oxides caused by molten turbulence.
These defects occur during filling of the mold cavity.
To produce castings without defects, correct gating design system is necessary. As Reilly et al.1 believes, if the melt has turbulence during filling of the mold, surface oxide film will be formed by the surface turbulence during pouring. The turbulence leads to the formation of oxide films and the imprisonment of the air at the interface between the oxide layers. These factors are the main sources of the formation of casting defects such as gas porosity and shrinkage.
Sometimes, the molten melt during filling of a green sand mold, contains sand or slag that can become inclusions in the casting. The problem of sand or slag in the metal stream can be made much worse by severe turbulence of the metal stream during pouring or poor gating system design.
A quotation from Campbell4 in the case of how to form the metal oxides in the molten metal according to the Ellingham diagram in Figure 1 explains that: When the iron is exposed to high temperature, 1550 °C, the Ellingham diagram indicates that CO is more stable oxide than silicon oxide (SiO2). Thus, in this situation, carbon is oxidized preferentially, and therefore, its lost rate is higher than silicon. At this high temperature, no film is present in the melt—any SiO2 would be immediately reduced to silicon metal, which would be dissolved in the melt, simultaneously forming CO, which would escape to atmosphere. By reducing the temperature to 1420 °C, the stability of the carbon and silicon oxides is reversed. The exact temperature of this inversion seems to be dependent on the composition of the iron. The temperature for pure Fe–C alloys is about 1500 °C, and for the composition of the iron it is in the range of 1410–1450 °C.2 Therefore, SiO2 appears on the surface as a dry and solid film with a grayish color at a temperature lower than 1400 °C. This film cannot be removed by wiping the surface.

Ellingham diagram for standard reactions of metals oxidation.
It is clear from the Ellingham diagram that, in alloys which contain some manganese, MnO is the least stable, SiO2 is intermediate, and CO is the most stable oxide at temperature about 1300 °C. Thus, in this condition, manganese is oxidized away preferentially, followed by silicon and finally by carbon. The contribution of MnO in the film at this stage may reduce the melting point of the film, causing it to become liquid. At temperature about 1200 °C, FeO is formed and that also further lowers the melting point at the ternary eutectic between FeO, MnO and SiO2.3
The molten metal surface of the gray cast iron is completely clean at 1420 °C. By decreasing temperature to 1390 °C, the solid grayish oxide films are formed on the molten metal surface. These oxide films grow to completely cover the surface at 1350 °C. The grayish film remained in place until about 1280 °C, at which temperature it started to break up by melting, finally becoming completely liquid at 1150 °C. When gray iron is exposed in an oxidizing environment, the falling temperature during the pour and the filling of the mold will ensure that the surface film will be liquid at this critical late stage. If it becomes entrained in the molten metal, it will quickly spheroidize into compact droplets. The oxide compounds have a much lower density than iron; thus, they will float toward the molten metal surface quickly. Hence, if these oxide films enter the casting, they will appear as a defect. This is in the case of gray cast iron that there would be a small amount of surface turbulence just inside the ingate of the gating system. It is not easy to reduce the velocity of the fluid below 0.4 ms−1. So, it can be considered as an internal defect.4 One of the oxide defects formation factors in part castings is caused by turbulence of the molten input in mold. Figure 2 shows the oxide formation morphology in the melt during solidification.

Formation oxide layers at the inside melt in effect of turbulence during inward melt to the mold.5
The molten metals will be oxidized when exposed to air. For example, gray irons will be oxidized in the form of a liquid silicate skin, whereas aluminum and some other metals will be oxidized in the form of a dry oxide skin. The oxide layers are formed inside the parts when the melt input to the cavity is accompanied by turbulence, this leads to the imprisonment of air. In such cases, the entry rate of the melt into the mold is high and the oxide layers are continually stretching, rupturing and regrowing. The oxide layers are joined together and formed crack-like defects in the oxide layers interface that are in contact with each other. However, in the case of gray cast irons, the liquid silicate films can be joined together and be aggregated to form droplets which generally float out of the molten iron.5 But nevertheless, as a result of inappropriate design of the gating system, the melt entered into the mold along with turbulence and in this condition air trapped in the between oxide films leads to the formation of many defects such as blow holes and porosity in the part casting. Often, researchers have explored the case of high-temperature oxidation properties6 , 7 and oxidation of the molten metal in a constant state such as keeping the liquid inside the ladle.8
Information obtained from these studies is useful for understanding oxide films properties which are formed long-term. While in the casting process, molten metal is moved into the mold and oxide layer is constantly exposed to tensile forces caused by deformation in the solidification front. The film will be ruptured, and the new surface due to influence of oxygen atoms of the melt will be oxidized again. The oxide layer grows and becomes thicker.9
By changing the design of the gating system so that the melt enters the mold with minimum turbulence, it can be decreased or removed oxide layer caused by turbulence in the part casting. To determine the suitable gating system for the parts, the casting simulation was performed by simulator software before pouring. Simulation software can simulate the melt flow and solidification in three-dimensional mode, and then, it can analyze them. This is a useful tool for simulation of the molten metal which can offer useful information. The software shows a logical model to casting such as preterm solidification, entrapment air, liquid velocity distribution, pressure, cooling rate, defect position in part and also shows the effects of location and size riser, runners and ingate.10 , 11
In this study, we observed subsurface defects that lead to the rejection of many casting parts. We realized that these subsurface defects are caused by turbulence during filling of the mold by molten melt. The turbulence leads to formation the crack-like defects which were identified by Optical Microscopy (OM) and Scanning Electron Microscopy (SEM). For elimination of the oxide layers due to turbulence, we changed the gating system design. Then, the new gating system is simulated using simulation software.
Theory of Research
Most castings are made by pouring the liquid metal into the opening of the running system under the action of gravity. In this case, pouring temperature is about 1400 °C and carbon equivalent (CE) is 4.2 %. Thus we can use fluid dynamic equations.12 There is a parameter in fluid dynamic that is called the flow rate.
The flow rate (W) can be described as the weight of metal passing through a cross section of the gating system over a certain period of time (t). For a casting cavity, this would be the casting weight (G) divided by the time (t) needed to fill the metal into that cavity:
The same flow rate (W) can be described as the velocity of the metal through the ingate multiplied by the ingate cross-sectional (f) area multiplied by the density of the metal (ρ) and (v) is the velocity:
One of the important parameters effective on the turbulent flow is Pouring Flow Rate “Q” (m3/s). This parameter depends on velocity “V” (m/s) and cross-sectional area which the fluid passes through “A” (m2).
Increasing “Q,” increases turbulent flow and vice versa. Figure 3 points out variation flows.

Laminar, non-turbulent and turbulent flow in channel.
Laminar flow occurs when the fluid particles flow in layers in such a way that no transport of material takes place perpendicular to those layers. The turbulent flow takes place when fluid particles flow randomly between each other. Non-turbulent flow occurs when the fluid particles display flow patterns between laminar flow patterns and turbulent flow patterns. Foundry men would normally prefer the metal flow to be laminar or non-turbulent. Turbulence disturbs the metal film at the metal/mold interface. Since such turbulence gives rise to slag/oxide inclusions, gas inclusions, sand inclusions and metal erosion, it is obvious that this phenomenon is undesirable.
The aim is to control the gating system so that turbulent situations do not occur in vital parts. There is a practical control method of the turbulence and non-turbulence situation that to do this should be calculated velocities (V) and Reynold’s number (Re). They will be described in the following.
Maximum Velocities
Velocities (V) in a pressurized gating system are calculated according to the following formula:
The only way to regulate the velocities is by changing the values of at least one of the following:
-
1.
The loss factor (m) by changing directions of the metal stream, the geometry of the gating system and/or viscosity of the metal.
-
2.
The gravitational acceleration (g) is difficult to change here, although the centrifugal casting process utilizes acceleration.
-
3.
The metallostatic height (H), which can be changed within limits on the ingate positioning.
Maximum velocity at ingates in the gray cast iron is 1000 (mm/s) which is equivalent to 1 (m/s). For gray cast iron, a critical turbulent situation will occur in this mode.12
Reynold’s Number
The Reynolds number (Re) is defined as:
where (V) is the velocity of the metal in the actual flow channel in the gating system, (D) is the hydraulic diameter of the channel, (ρ) is the density of the metal and (μ) is the dynamic viscosity of the metal. The Re number has no dimension. The criteria for laminar, non-turbulent and turbulent flow are shown in Table 1.
Laminar Flow
The bulk laminar flow through a channel cross section is not likely to be found in a foundry gating system as the channel will have a large cross section. In that way, the gating system will be too expensive, and in practically all cases, bulk laminar flow is not necessary.
Non-turbulent Flow
The non-turbulent flow, which is a transition situation between laminar and turbulent flow. It will be accepted through channel of the cross-section when there is no disturbance of the above-mentioned interface.
Turbulent Flow
The bulk turbulent flow through a channel cross section is avoided because of the disturbance of the metal/mold and/or the metal/core interfaces.
To be on the safe side, Re = 6000 should be used for ingates and Re = 12,000 for the channel leading to the ingate. It is even seen that Re = 9000 has been used for ingates and Re = 18,000 without causing casting defects. It is noteworthy that these numbers are based on the experimental results and instructions. So, velocities and/or Reynold’s numbers can be calculated, but what can be done, if the values are too high and the castings are scrapped? The most practical possibility is, as mentioned among other possibilities above, is to change the geometry of the gating system.
Experimental
Materials and Samples Preparation
In this study, the studied sample was gray cast iron. The chemical composition was determined by ARL 2460 quantometer device which is presented in Table 2. The melt of gray iron was prepared by medium frequency melting and holding induction furnace with 12 tons capacity. Then, the melt was moved to the 8-tons pouring furnace by a 4-tons ladle. The sand molding process was performed by vertical molding line (DISA series of 240 B) with line length of 100 m. The sand molding compound includes return sand, new sand, bentonite, coal dust and water. Pressure plate pattern with dimension 600 × 775 mm was used for molding.
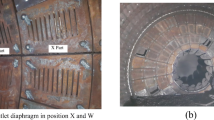
After the molding process, the molds were transferred to the pouring unit. The pouring temperature was 1385 °C. Inoculation was performed using stream method during filling of the mold. After casting and separating of the gating system and finishing on the parts, it is observed that the parts included substantial volume of the subsurface defects. The specimens after metallographic operations were studied by optical microscopy (OM) and scanning electron microscopy (SEM). Also, the Energy Dispersive Spectroscopy (EDS) analysis is used for chemical composition determination. Figure 4 shows the prepared specimens from location of the defect with respect to the formation location in the parts for initial plan of the gating system. It is noteworthy that the parts in the pre-cavity are faulty.

Place of the formation defect in parts and the location of the defect toward ingate in initial pattern of the gating system.
Gating System Design
In the initial pattern, one gating system was used for the pressurized model that after casting observed the defects such as oxide layers which had accompanied the sand inclusion in the parts. After the investigation, it was observed that the source of the defects was turbulence. Changes were made in the gating system pattern. So, a new version of the gating system was designed. Both models of the gating system will be described in the following sections. It should be noted that, for the pattern gating systems henceforth, initial and new are used for the abbreviations in accordance with Table 3.
Pressurized Gating System
The pressurized gating system (PGS) is characterized by ingate sizes. The horizontal and vertical runners which lead the metal to the ingates are typically increased 10–20 % in cross-sectional area each time they make a 90° change in direction from the ingates all the way up to the pouring cup. In this way, the metal pressure, which comes from the height of the metal, measured from the upper metal surface in the pouring cup to the ingates, is active at the ingates just after the gating system is filled up with metal. This occurs in 1–3 s after start of pouring. As can be seen in Figure 5a in this system, the smallest cross-sectional area (that is called choke) is the junction between ingate and cavity. This system is called PGS.

Layout of: (a) PGS and (b) NVGS.
New Version Gating System
Figure 5b shows a new version of the gating system (NVGS) design. In this model, one of the sections is a melt flow controller (choke) in the up-cavities which is located at the interface between runner and well that is determined by arrow mark in Figure 5b. And the order of sectional area of the melt flow controller (choke) in down-cavities is a horizontal runner that is specified in Figure 5b. The purpose of the choke is the formation of smallest cross section in the gating system, and it is also used for control of the molten flow.
Simulation
Simulation software was used for verification of turbulence. The used parameters in simulation are based on the specifications of the DISA 240 B vertical green sand molding machine, and in both (initial gating system and new gating system) cases the results were compared. The results of the two conditions compared with each other and with real casting.
Results and Discussion
Result of Simulation in PGS Design
Figure 6 shows the flow rate of melt in the mold just before entering into the cavity in the PGS design. For a good comparison of the simulation results, cavities (No. 2) and (No. 4) of the gating system were selected. As can be seen, the absolute velocity (m/s) measures the movement rate of the melt in different places of the ingate just before the entering to cavities.

Comparison flow rate of input melt in mold just before entering to the cavity by simulation with absolute velocity parameter in MAGMAsoft for the PGS design. (a) Cavity (No. 2) located on the bottom of the gating system, and (b) cavity (No. 4) is located top of the gating system.
As was explained in relation to Reynolds number in Sect. 2.2, here also it should be known that the type of the melt input flow into the cavity is achieved based on R e calculation. According to the formula (5), for the calculation R e in relation to gray cast iron there are two constant parameters (ρ and μ) and two variable parameters (D e and V). Amounts of ρ (the density of gray cast iron) and μ (viscosity of gray cast iron) are equal to 7125 kg/m3 and 0.0024 kg/m s, respectively. Amount of D e (equivalent diameter) should be calculated, and amount V (absolute velocity) is obtained using the simulation software. So, according to Figure 6a and the following parameters, the Reynolds number for cavity (No. 2) is equal to:
And also the Reynolds number for cavity (No. 4) is equal to:
According to Table 1, it can be seen that the Reynolds number of the up- and down-cavities of the PGS design is more than 13,800. Therefore, it can be concluded that the type of melt flow in cavities is the turbulence flow type. The turbulence flow causes the formation of double oxide layers and air trapping in the interface of the oxide layer. The turbulence flow can be a source for formation of defects such as blowhole, sand inclusion and slag inclusion in the part cast. In following this study, according to the microscopic images of the defects were confirmed by the presence of the oxide layers caused by turbulence.
OM, SEM and EDS Analysis Results
Figure 7 shows OM image of the defect. According to the figure, it is clear that the defect is a type of oxide and SEM–EDS analysis was used in order to confirm this defect, (Figure 8). The EDS analysis showed a considerable amount of oxygen; thus, defect of the oxide films caused by turbulence was confirmed.

Macro- and microstructure from the according defect in the PGS design. (a) Left side gate in cavity (No. 2). 200 X. (b) Right side gate in cavity (No. 2). 200 X and (c) Gate inlet in cavity (No. 4). 500 X.

SEM image and EDS analysis from defect of gray cast iron with PGS design in cavity (No. 2). (a) Oxide layers caused by turbulence and (b) turbulence combined with sand inclusion.
Figure 8a shows the oxide layer caused by turbulence in the specimen in which elements such as O, Si and Fe were identified using EDS analysis. According to Figure 1, silicon (Si) reacts with oxygen faster than Fe; thus, silicon oxide is formed. But according to the present high amount of Fe in the oxide layer, it can be concluded that high amount of iron oxide is formed. So in the oxide layer surface, there are spinels of Fe and Si oxides. Si oxide and other elements react with Fe vacancy in the oxide layer and produce spinel structure.
The oxide films on the melt surface and entered into the mold by turbulence during pouring and filling.13 It is clear that the volume of air trapped in the between bent layers is a function of the thickness of the layer. Thick layers have more folding due to the low flexibility and therefore more air volume. The folded microscopic films have the ability to imprison the air and gas in between their layers, and they are sources of forming defects in the casting parts.
When the mold is filled with turbulent flow of molten metal, so it may be formed the isolation droplets of molten metal. So these droplets will form in the shape of oxide layer. So, by placing a layer on the other that has same film folding surface, air and/or gas is trapped in between the folds.14 , 15 According to the EDS analysis in Figure 8b, the amount of the oxygen and Si was high, but the amount of Fe was negligible. Thus, according to defect appearance in Figure 8b and obtained results of the EDS analysis, sand inclusion defect in the defect formation region is confirmed. In casting parts, often the oxide layer defect which is caused by turbulence is accompanied by blowholes. Also, sometimes, depending on the type of gating system design, it is possible to be associated with sand or slag inclusion.
As shown in Figure 9, a high amount of Fe and oxygen suggested the formation of iron oxide. There is a point in Figure 9 which the amount of oxygen (Figure 9a) is much less than Figure 9b. Both samples confirm the presence of Fe oxide. According to the Tables which are shown in Figure 9, it can be concluded when the atomic percent of oxygen (at.%) is low, the oxide is formed when the pouring is completed. On the other hand, when the oxygen (at.%) is high, the agent shows that the oxide is formed at longer time and it is the way that is able to absorb more oxygen.

SEM–EDS image from defect in the gray cast iron with PGS design inside cavity (No. 4) of pressure plate. (a) Turbulence combined with blowhole and (b) turbulence combined with slag inclusion.
Thus, it can be stated that Fe-oxide formation in Figure 9a is due to molten turbulence while inside to the cavity the oxide layers are created next to a blowhole. On the other hand, Fe-oxide formation in Figure 9b is slag oxide, in which the oxide in the pouring stage from the melting of the inside ladle entered in the mold and formed slag inclusion. In addition, next to the slag inclusion, oxide layers which were caused by turbulence can be observed.
Compare Gating System Components in PGS and NVGS Design
In order to improve the oxide layer defect caused by turbulence, design changes of gating system were created. Figure 10 compares various components of the gating system in the PGS design and the NVGS design. Figure 11 shows the components of the gating system individually and shows overlap between connected components.

Comparison and introduction of gating system components in (a) PGS design and (b) NVGS design.

Components of the gating system individually. (a) PGS design and (b) NVGS design.
Figures 10 and 11 compare both of the gating systems (PGS and NVGS).
Pouring Cup
The increase in size of the pouring cup in NVGS design in comparison with PGS design leads to increase molding ratio and efficiency. Moreover, the filling is slow, so the melt is entered into the cavity with a minimum of turbulence. This is essential to keep filling pouring cup and full filling of the mold. On the other hand, when the pouring cup size is small, It is possible that the filling of the mold is not handled properly.
Well
The well design is important in the gating system. A suitable well should be prohibited from entering slag and sand inclusions to the cavity. Both of the designs, PGS and NVGS, embedded four wells. There are wells with various sizes and forms. To compare PGS and NVGS together, there are wells with bulkier and rectangular section. Increase in cross-sectional area in which the melt is moving leads to an increase in the flow rate of melt input to the cavity. Therefore, it can lead to filling with more speed, and so, turbulence is increased. By changing the size of the well, the flow rate of the melt entered into the cavity was decreased. The PGS’s well design with rectangular shape was changed to polygons in the NVGS design.
Vertical Runner
Generally, the task of the runner is to carry the melt into the cavities. Runners must be designed such to prevent turbulence, input oxide, sand inclusion and air entrapment. The vertical runners navigate the melt flow to the horizontal runners. The size of the vertical runners also is affected by the flow rate of melt input to the cavity. Thickness of the vertical runners in NVGS design is lower than PGS design, but there is more width in the PGS design. This causes the melt flow to become more uniform and move in the long run until it reaches the horizontal runner, and so in this situation, the turbulence is lower.
Horizontal Runner
The duty of horizontal runners is to carry the melt into the cavity. Same as the vertical runners, horizontal runner also must be designed properly. The horizontal runner has an important role in moving the melt toward mold. In the NVGS design, the horizontal runners have lower thickness and higher length than PGS design. Also by creating a slope in the opposite direction of gravity, the melting speed into the mold is reduced. In addition, the slope horizontal runner is barrier to enter sand or slag inclusion into the part casting. At down-cavities, horizontal runner in the PGS design is sloping, but the length of the runner from the well to part is low and the operating result creates turbulence while entering the cavity. By increasing the horizontal runner length in NVGS design and creating a curvature in the form, slow motion and no turbulence in the melt flow are generated.
Choke
The choke is the smallest cross-sectional area in which the melt passes through. The choke will result in a laminar flow. As can be seen in Figure 11, in the PGS design, chokes are mounted at the junction of the ingate into the cavity. According to the formation of oxide layers due to turbulence and sand inclusion defects, the choke design should be appropriate. The pressure and velocity of the melt are high. When the fluid with a high pressure from the thickness section suddenly entered the thin section, this parameter is causing turbulence which causes the sand particles to be separated from the mold and then these are entered into the casting parts. As can be observed, by changing the gating system, location the choke in top cavities of the NVGS design is at the junction between the well and horizontal runner, and at down-cavities the horizontal runner is choke. This pattern provides a good conditions and appropriate opportunity for fluid and also leads to a smooth flow before entering into the cavity.
Ingate
The ingate thickness could vary from 25 to 100 % of the maximum casting modulus. Less than 25 % would affect liquid shrinkage because the ingate freezes before the casting is cooled down to solidification temperature. This is the most important factor for castings without feeder in all metals. More than 100 % would create a local hot spot in the casting in front of the ingate; a local shrinkage would be formed. Thickness less than 1 mm would hardly be used due to the risk of mis-run.
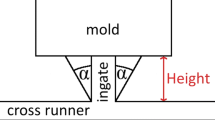
Ingates at the PGS design overlap between horizontal runner and part casting which called lap gate, but ingate at runner and part casting which is called lap gate, but the NVGS ingate sticks to outside ring of the casting part. As can be seen, Figure 12 shows junction types of the ingate to the casting part for two different designs, PGS and NVGS. The lap gate in PGS design causes the sudden change of the melt flow. Under these conditions, given that there is high pressure behind the melt, this can lead to turbulence. But in the straight gate in NVGS design, there is no sudden change in the melt flow during filling and melt with the same straight flow entered the cavity. Another method for reducing the turbulence is using the filter in the gating system that it can control the flow rate.16 , 17

(a) PGS design with lap gate and (b) NVGS design with straight gate.
Results of Simulation in NVGS Design
After the change in the gating system design, the simulation by simulation software was performed again, and for obtaining the absolute velocity, the Reynolds number was calculated. Figure 13 shows the flow rate of melt in the mold just before entering the cavity in the NVGS design. As can be seen, the absolute velocity (m/s) is measuring the movement rate of the melt in different place of the ingate just before the entering the cavities.

Comparison of flow rate of input melt in mold just before entering to the cavity by simulation with absolute velocity parameter in MAGMAsoft for the NVGS design. (a) Cavity (No. 2) located on the down of the gating system, and (b) cavity (No. 4) is located top of the gating system.
According to Figure 13a and the following parameters, the Reynolds number for cavity (No. 2) is equal to:
Also in Figure 13b, the Reynolds number for cavity (No. 4) is equal to:
According to Table 1, it can be seen that the Reynolds number for the up- and down-cavities of the NVGS design is between 2300 and 13,800. Therefore, the melt flow in cavities is in the form of non-turbulence flow type. Actual results obtained from NVGS design revealed that production parts are without any defect and turbulence. In fact, the results confirmed the observation obtained through the simulation.
Conclusion
Considering the importance of the gating system design in production of casting parts, inappropriate design of gating system can lead to turbulence during filling of the mold, and subsequently, air imprisonment and oxidation of casting parts occurred. And it intensifies the formation of defects such as blow hole, shrinkage porosity and sand inclusion.
The results of SEM–EDS from the defect generated at the casting part (pressure plate) confirmed the oxide layers caused by turbulence due to high flow rate of melt entering the mold. The Reynolds number obtained in the PGS design for the top and down-cavities was more than 13,800. In this case, the flow is turbulent. By changing the gating system design and manufacturing of the NVGS design, the Reynolds number was obtained between 2300 and 13,800. This showed that the melt flow is non-turbulence.
It is noted that some of these changes such as thickness in runners, lengths, slope are not visible in the pictures. Science the sizes in these changes are depending on some parameters in casting parts such as size, module, shape and also other parameters such as type of casting line, dimension of the model plate and very other parameters, therefore, in this study did not consider quantities. The only evidence that has led to improved turbulence is investigated.
As mentioned in section results and discussion, in NVGS design by increasing the pouring cup area, behind melt pressure was decreased. By reducing the thickness runners and increasing the length of them and also by sloping them, unlike the gravity, the flow rate of the melt into the gating system was reduced. With changing the form and dimensions of the wells, the focus of the melt was more and therefore less turbulence in the region. Changing the ingate connecting type to the part from lap gate to straight gate is avoided to sudden change of the melt direction during filling of the mold. Consequently in this condition, the flow was non-turbulence.
It was observed by changing the location of the choke in NVGS design improved the melt flow significantly and prevented from entering sand inclusion into the casting part. The results of the simulation and also the results of the casting parts in a factory production line showed that the NVGS design is a suitable gating system for preventing the formation of defects such as sand inclusion and oxide layers caused by turbulence.
References
C. Reilly, N.R. Green, M.R. Jolly, J.C. Gebelin, The modeling of oxide film entrainment in casting systems using computational modeling. Appl. Math. Model. 37, 8451–8466 (2013)
F. Najafzadeh, R. Raeiszadeh, Healing of double-oxide film defects in commercial purity aluminum melt. Metall. Mater. Trans. B 42, 331–340 (2011)
M. Masoumi, H. Hu, Effect of gating design on mold filling. AFS Trans. 02, 05–152 (2005)
J. Campbell, Castings, 2nd edn. (Elsevier, Oxford, 2003)
J. Campbell, R.A. Harding, The Filling of Castings, Basic Level (European Aluminum Association, Bruxelles, 1994)
F. Fernandes, A. Cavaleiro, A. Loureiro, Oxidation behavior of Ni-based coatings deposited by PTA on gray cast iron. Surf. Coat. Technol. 207, 196–203 (2012)
Y.C. Liu, J.M. Schissler, T.G. Mathia, The influence of surface oxidation on the wear resistance of cast iron. Tribol. Int. 28, 433–438 (1995)
R. Elliott, Cast Iron Technology (Elsevier, Manchester, 1988)
M. Jolly, J. Campbell, Ten rules form making reliable castings. Mod. Cast. 94, 36–39 (2005)
P. Cleary, J. Ha, V. Alguine, T. Nguyen, Flow modeling in casting processes. Appl. Math. Model. 26, 171–190 (2002)
C.M. Choudhari, B.E. Narkhede, S.K. Mahajan, Casting design and simulation of cover plate using AutoCAST-X software for defect minimization with experimental validation. Procedia Mater. Sci. 6, 786–797 (2014)
A. Modaresi, R.S.H. Mirzaei, Optimization of well designing in vertical casting gating systems by MAGMA software and its effect on casting defect reduction. Tech. Sess. Comput. Appl. II 11, 188–191 (2011)
C. Reilly, N.R. Green, M.R. Jolly, The present state of modeling entrainment defects in the shape casting process. Appl. Math. Model. 37, 611–628 (2013)
W. Abdul-Karem, N. Green, K.F. Al-Raheem, H.A. Hasan, Effect of vibration after filling on mechanical reliability in thin wall investment casting with fillability filling regime—part 1. Int. J. Adv. Manuf. Technol. 67, 2075–2082 (2013)
J.J. Runyoro, S.M.A. Boutarabi, J. Campbell, Critical gate velocity for film-forming casting alloys: a basic for process specification. AFS Trans. 104, 645–654 (1999)
A. Kermanpur, S.H. Mahmoudi, A. Hajipour, Numerical simulation of metal flow and solidification in the multi-cavity casting molds of automotive components. J. Mater. Process. Technol. 206, 62–68 (2008)
B. Vijaya Ramnath, C. Elanchezhian, V. Chandrasekhar, A. Arun Kumar, S.M. Asif et al., Analysis and optimization of gating system for commutator end bracket. Procedia Mater. Sci. 6, 1312–1328 (2014)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Modaresi, A., Safikhani, A., Noohi, A.M.S. et al. Gating System Design and Simulation of Gray Iron Casting to Eliminate Oxide Layers Caused by Turbulence. Inter Metalcast 11, 328–339 (2017). https://doi.org/10.1007/s40962-016-0061-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-016-0061-3