
Abstract
Underground mine backfilling is a form of ground improvement that has to be carried out in the mine sites. The backfilling provides ground support and regional stability, thus facilitating ore removal from nearby regions. The large underground voids created by the ore removal are backfilled with the waste tailings in the form of paste fills, hydraulic fills, and others. The tailings are placed in the form of slurry that undergoes self-weight consolidation. A small dosage of binder is added to paste fill and cemented hydraulic fill to enhance strength. Considering the high cement cost, mines are using fly ash and slag to partially replace cement with blended cements. This paper gives a practical overview of underground mine backfilling in Australia using paste fills and hydraulic fills. The mining methods and different types of backfills are briefly discussed, with major focus on paste fills and hydraulic fills.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Mining is a multi-billion dollar industry in many countries around the world. Australia, Brazil, Canada, Chile, China, India, South Africa and United States are some of the countries that are at the forefront at the mining and exploration activities. Australia holds the world’s largest known economic resources of bauxite, lead, zinc, silver, uranium, industrial diamonds and mineral sands. Most of the mines in Australia are located in the states of Queensland, Western Australia, New South Wales and Northern Territory. Mining industry is the largest generator of solid wastes in Australia [1].
Open pit (Fig. 1a) and underground mining (Fig. 1b) are two different ways of mining to recover shallow and deep ore bodies, respectively. The discussions in this paper are limited to backfilling underground mines, which are located from hundreds to thousands of metres below the ground level that are accessed through ramps, shafts and tunnels. Sometimes, when the near surface ore is recovered through open pit mining, the deep mineral resources can be accessed through underground mining process. For example, Osborne mine in Queensland started its operation as an open pit mine, and later developed as an underground mine.

a Open pit mine, and b underground mine (modified from http://www.aureliametals.com/)
Millions of tonnes of ore are removed from the ground, to extract a very small fraction of valuable minerals, leaving the bulk of the waste materials at the ground level for disposal. In addition, the ore removal leaves very large underground voids. These voids have to be backfilled before proceeding with excavation of nearby orebodies. Backfilling the voids ensures regional stability, minimises ore dilution, provides a working floor, controls subsidence and facilitates subsequent excavation and ore removal nearby. In addition, there are environmental regulations requiring that the mine site is left in good condition on the completion of mining operation, with all underground voids backfilled, all waste materials disposed in a responsible manner, and the flora and fauna in the region are protected.
By sending the waste tailings to where they came from, the large underground voids are backfilled while the tailings are also disposed effectively in an environmentally friendly way.
The objective of this paper is to give an overview of the underground mine backfilling using paste fills and hydraulic fills, two of the most popular tailing types used in backfilling.
Underground Mining
When the parent rock of unit weight of 25–35 kN/m3 and very low porosity is crushed and the small fraction of the valuable minerals are removed, there is a substantial quantity of crushed rock that has to be disposed. The crushed rock waste can be present in a range of grain sizes, and the smaller fractions are known as tailings. When the parent rock is crushed, the porosity increases from insignificant levels to 40–45 % when it is placed underground in the form of tailings. With the dry unit weight of the waste tailings in the order of 15–20 kN/m3 and porosity of 40–45 %, only little more than 50 % of the tailings can be disposed underground. The rest of the tailings have to be disposed through tailing dams on the surface.
The ore is extracted through blasting, and excavation in large blocks known as “stopes,” that are in the form of rectangular prisms, with plan dimensions of 20–50 m and heights of about 50–200 m. There are horizontal tunnels known as access drives at different levels for transporting the ore (Fig. 2). The void left behind has to be backfilled before the nearby stopes can be excavated.

Schematic diagram showing a primary-secondary stope extraction sequence and with access drives in an underground mine
The tailings are transported through pipelines and boreholes over long distances. For ease of transport, they are generally pumped through pipes and boreholes in the form of slurry. In an attempt to dispose as much tailings as possible, the mines tend to increase the solid content to the maximum possible value, which is currently as high as 75–80 % in the case of paste fills and slightly less for hydraulic fills (e.g., 65–75 %). Here, solid content is defined as the ratio of the mass of solids to the total mass, expressed in percentage. Increasing the solid content makes the flow through pipe difficult, leading to clogging. Therefore, it is necessary to arrive at the optimum solid content that will give satisfactory flow characteristics while maximising the tailing disposal. The flowability of the tailing slurry is generally quantified in terms of slump measured through a slump test or yield stress measured using a rheometer. With increasing solid content, slump decreases and yield stress increases. Figure 3 shows the paste fill tailing slurry pumped through a pipe. Pipe diameters of 5–25 cm have been reported in the literature [2].

Paste fill being deposited into a stope via a pipeline
The empty stopes are filled by the tailing slurry over several days. In the case of hydraulic fills, depending on the rate of production of the tailing slurry at the plant, 12 h fill followed by 12 h pause or similar filling schedules have been reported in the literature, with pour rate of 1000–5000 tonnes of dry tailings per day. When paste fill is poured into the stope, a plug consisting of paste fill with high cement content is formed at the base before the rest of the stope is filled often continuously. When the wet slurry of tailings is placed within the empty stope, it is necessary to barricade the access drives to isolate the rest of the working environment in the mine. Failure of the barricades can lead to inrush of tailings into the other areas of the mine, causing economic damage and sometimes fatalities. Figure 4a shows a barricade covering the drive of a paste fill stope, shotcreted prior to filling. Figure 4b shows a barricade being made of porous bricks to retain hydraulic fills.

Barricades. a Shotcreted barricade for a paste fill stope, b porous brick barricade for a hydraulic fill stope
Types of Backfills
Backfills can be uncemented or cemented geomaterials such as tailings, sands or waste rocks. The uncemented backfills include hydraulic fills, sand fills, aggregate fills and rock fills. The majority of the uncemented backfills are rock fills and hydraulic fills. Figure 5 shows the rock fills used in backfilling an underground mine in Queensland, Australia. The yellow marker in the figure is 350 mm in length. The rock fill consisted of gravel size to boulder size materials. The abundance of the rock fill material from the previous open pit operation dictated the selection of rock fills over any other type of fill. The most common cemented backfills are paste fills, cemented hydraulic fills and cemented rock fills.

Rock fills used in an underground mine in Queensland, Australia
To achieve maximum ore removal, the backfilled stopes may have one or more of the vertical walls exposed when the adjacent stopes or pillars are blasted and excavated. To ensure that the backfilled stopes remain stable during such exposures, a small dosage of binder is added to the tailings to enhance their strength. These cemented backfills include paste fill, cemented hydraulic fill, cemented aggregate fill and cemented rock fill. De Souza et al. [2] noted that a mining company can consume as much as 100,000 tonnes of cement per year. Therefore, there is good reason for any attempt to reduce the binder content even by 1 %.
In addition to the large carbon foot print associated with the cement production, due to the high transport cost to the mine site, cement adds significant cost to the backfills, even in such small dosages in the order of 3–6 %. The mines have been trying to replace cement with blended cements, which consist of cement mixed with fly ash and/or slag, with considerable success.
Figure 6 shows scanning electron micrographs of mine tailings that are present in paste fills and hydraulic fills. It can be seen that the hydraulic fill grains are very sharp and angular. This is not the case with the soil grains encountered in nature, which have undergone thousands of years weathering and tend to become more rounded, subrounded or subangular. The angularity is not obvious in the case of paste fills which contain significant clay fraction.

Scanning electron micrograph of mine tailings. a Paste fills, b hydraulic fills
Figure 7 shows the grain size distributions of paste fills, hydraulic fills, ordinary Portland cement (OPC), and dune sand. The three different zones of fine, medium, and coarse grained tailings are clearly indicated along with their suitability in paste fills and hydraulic fills.

Grain size distributions of paste fills and hydraulic fills
Paste Fills
The use of paste as an underground backfill started in 1979 when it was used at Preussag’s Bad Grund Mine in Germany. However, paste fill (PF) did not gain much widespread use until the mid-1990s when several plants were built in Canada and Australia. It is estimated that over 150 paste plants have now be built (some are not currently operating) with the industry having added approximately 5 paste plants a year since 2000 [3].
Paste is a high density slurry thickened until it is non-settling, which usually occurs at solid contents ranging from 70–80 % (Masssolids/Masstotal) depending on the constituent materials. Paste also generally uses the entire tailings stream (typically clayey silts or silty clays, with substantial fines including a significant clay fraction, and some fine sands). Figure 7 can be referred for comparison of the particle size distributions.
It is common practice to make cemented paste backfill (CPB) by adding a small dosage of binder, in the range of 2–10 % binder (Masscement/Masssolids), in order to enhance the CPB’s strength. This strength is dependent on the CPB’s application (type of exposure, size of exposure, etc.). Note that uncemented paste fill is not used in an UG mining operation due to liquefaction concerns. Historically most CPB was made with a binder containing 100 % OPC. However there is a recent trend to use blended cements for manufacturing CPB in mining operations. These blended cements contain other cementitious materials, such fly ash and/or slag, mixed with OPC in various proportions.
CPB is usually delivered to the UG void via a reticulation pipeline driven by either a pure or pump-assisted gravity system. However, given the thickened nature of the paste slurry it is critical to understand how the flow properties of paste slurry impact the design and successful operation of the reticulation system.
The flow of paste (both PF and CPB) closely conforms to the Bingham plastic flow model which is strongly non-Newtonian in its behaviour. Figure 8 shows Newtonian and non-Newtonian fluid models and plots the change in shear stress as a function of the shear rate. Water is the best example of a Newtonian fluid, exhibiting no shear strength at a shear rate of zero and linear increases in shear stress with increases in shear rate.

Comparison of Bingham plastic and Newtonian flow models
Bingham plastics in general, and paste in particular, exhibit a significant shear stress which must be overcome before movement (shearing) commences. This value of shear stress is commonly referred to as yield stress (τ y). Once shearing has commenced, the rate of rise of shear stress with shear rate is closely linear. The gradient of this line is the viscosity of the paste. Note that the linear Bingham model predicts a yield stress (τ y−B) that is higher than the actual yield stress of the material (τ y ). This means that actual paste generally exhibits a non-linear behaviour at low shear rates.
The flow characteristics (τ y and η p ) of the paste can be determined through the use of a shear-vane rheometer (laboratory-scale) or a pipe loop (field-scale) testing. Pipe loop testing generally gives better results but requires specialized equipment to complete. Mines typically operate at a yield stress around 250 Pa though operating yield stresses can range from 50 to 500 Pa depending on a particular mine’s CPB and reticulation system. For ease of use, paste plant operators typically use either a conical or cylindrical slump test to provide an indication of their CPB’s ability to flow (similar to the cement and concrete industries). The amount of slump varies for each mine site but is generally between 235 to 275 mm.
Increasing the density of a paste also increases its yield stress (and a decrease in its slump). In general, the cement content required is reduced as the density increases. Therefore the primary economic goal of a paste plant operator will always be to decrease the amount of cement added by maximising the CPB density. This is typically done by minimising the addition of water.
However, this means that the reticulation system will be operated in a narrow band of densities. Flow will only occur when the driving head exceeds the total pipeline wall shear stress. If the density of the CPB is too high, flow will not occur and the CPB will set in the borehole, which leads to pipeline blockages. Conversely, if the density is too low the CPB will be of lower strength, it may experience sediment settlement in low velocity areas, and it may cause excessive pipeline wear at high velocity areas. Nowadays, there are several chemical additives available commercially that can increase the slump, reduce the yield stress and enhance the flow without reducing the strength of the paste fill when it cures.
Once the CPB is deposited in the stope, the binder starts to hydrate and gain strength with cement curing age. The typical industry measure of backfill strength is the uniaxial compressive strength (UCS) tests. This testing is typically carried out on samples prepared in the laboratory or at the paste plant for quality control purposes. Mix design testing is conducted to determine the strength of a CPB mix proportion at different curing ages and appropriate mix proportions are selected based on the strength required (again, exposure type, exposure size etc.).
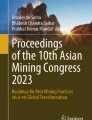
Figure 9 shows a strength gain curve for an Australian mine’s CPB recipe using 4 % OPC at approximately 76 % solids. Three sets of results are plotted. The first two are the mix design and the paste plant QC samples. The third set of data is the horizontal dashed line showing the average strength of four-month old in situ samples. The results show that the paste plant and in situ samples are higher than the mix design and that these results are more similar to each other than to the mix design. This trend has been observed at mining operations (though the reverse is also observed) but the amount of in situ samples obtained by mining operations is limited, making such comparisons difficult.

Strength gain curve for a 4 % (OPC) CPB at 76 % solids
If one assumes that the required backfill strength is 400 kPa, this chart indicates that a curing age over approximately 25 days would give the required strength whereas a required strength of 300 kPa would be achieved just before a 20 day cure.
Unlike hydraulic fills (discussed in the next section), excess water is not a problem in paste fills. The water in the slurry is partly used in the hydration and the rest stays within the clay matrix, without any excess water obvious to the naked eye. The main advantages of the paste fills are that the mining operations can be quicker due to the better support achieved in the stope in a shorter time, reduced excess water problems, and more tailings being disposed underground, leaving less for the surface tailing disposal facilities.
Hydraulic Fills
Hydraulic fills are deslimed tailings, also known as classified tailings, where the clay fraction is removed by sending the total tailings through hydrocyclones. Removal of fines improves the drainage characteristics and makes the tailings consolidate faster. Without the clay fractions and being non-plastic, they can be classified as silty sands or sandy silts, with the USCS symbol of SM or ML. Figure 7 shows the grain size distributions of the hydraulic fills used in Australian mines in comparison to some paste fill tailings.
The geotechnical characteristics of Australian hydraulic fills have been studied extensively by Rankine et al. [4] and Sivakugan et al. [5]. In the absence of any fine clay fraction and cement binder to absorb the water, there will be substantial excess water present when the slurry settles within the mine stope. The horizontal drives are blocked by barricades prior to filling the stope with slurry. To allow the excess water to drain, the barricades are constructed using specially made porous barricade bricks. Sivakugan et al. [6] measured the permeability of these special bricks and found them to be 100–1500 times larger than those of the hydraulic fills. Therefore, the barricade can be assumed to be free draining in any numerical modelling work on the drainage through hydraulic fills. Sometimes, the wall is made impervious with provisions for ancillary drainage including pipes.
Based on laboratory tests on hydraulic fills from several mines, Rankine et al. [4] and Sivakugan et al. [5] showed that the when the hydraulic fill slurries undergo self-weight consolidation, they settle to a porosity of about 40 % and relative densities in the range of 40–70 %. Pettibone and Kealy [7] reported relative densities in the range of 44–66 % at four different mines in the United States.
In 2000, a barricade at Bronzewing mine in Western Australia failed and 18,000 m3 of hydraulic fill flowed into the mine working, claiming three lives. Barricade failures in the hydraulic fill mines have been reported in the literature, and mines are doing their best to ensure maximum safety within the mines. The major step in improving mine safety is to understand the loadings on the barricades during and after the filling operation. There has been substantial research during the past two decades, aimed at understanding the stress developments within the mine stopes, with very little work on the stresses within the drives and on the barricades. Within the drives, the horizontal stresses decline very steeply from the stope edge to the barricade. This has been confirmed through laboratory model studies and numerical modelling work carried out using FLAC [8]. Duffield et al. [9] suggested possible failure mechanisms of the barricade wall, based on the structural behaviour of a concrete slab, fixed around the perimeter.
Poor drainage of the hydraulic fills results in decant water above the fill and leads to high pore water pressures which increase potential for liquefaction and the higher loading on the barricades. It is generally expected that the hydraulic fill has good drainage characteristics to ensure that the excess water is drained from the stope quickly through the barricades. One of rules-of-thumb currently practiced to achieve good drainage is to ensure that the effective grain size D 10 is greater than 10 μm [10, 11]. Herget and deKorompay [12] suggested that the hydraulic conductivity should be greater than 100 mm/hour to ensure good drainage. Rankine et al. [4] studied 24 different hydraulic fill samples that were sedimented in the laboratory and reported hydraulic conductivity values in the range of 1–40 mm/hour, very much less than the threshold suggested by Herget and de Korompay [12]. All these mines operated satisfactorily, with no serious drainage problems reported.
During the filling operations, the hydraulic fill is saturated, and Darcy’s law can be used to compute the flow rate for determining the phreatic head at the different times. Once the filling is completed, the phreatic surface drops, and the fill above the phreatic surface becomes unsaturated. Even after months, there is still a residual moisture content due to some water remaining within the voids.
Cemented hydraulic fills are hydraulic fills with a very small dosage (e.g., 3 %) of cement for enhancing strength. They still allow drainage of the excess water.
Summary
Mining is a major economic activity in Australia and many other countries. When the shallow orebodies have been exhausted, it is necessary to go deeper into the ground, to depths in excess of 1000 m, through underground mining. The large voids created in the process of mining are backfilled using the crushed waste rock which comes in range of grain sizes. Paste fills and hydraulic fills are two of the major backfill types used in mining. The objective of this paper is to give a practical overview of the backfilling operations in the underground mines with emphasis on paste fills and hydraulic fills, the two popular back fill types.
References
Boger DV (1998) Environmental rheology and the mining industry. In: Proceedings of the 7th international symposium on mining with backfill: minefill’ 98, Australia, pp 15–17
De Souza E, Archibald JF, Dirige APE (2003) Economics and perspectives of underground backfill practices in Canadian mines. In: 105th annual general meeting of the Canadian Institute of Mining, Metallurgy and Petroleum, Montreal, CIM15
Stone D (2014) The evolution of paste for backfill. In: Proceedings of the 11th international symposium on mining with backfill: mine fill 2014, Australia, pp 31–38
Rankine KJ, Sivakugan N, Cowling R (2006) Emplaced geotechnical characteristics of hydraulic fills in a number of Australian mines. Geotech Geol Eng 24:1–14
Sivakugan N, Rankine RM, Rankine KJ, Rankine KS (2006) Geotechnical considerations in mine backfilling in Australia. J Clean Prod 14:1168–1175
Sivakugan N, Rankine KJ, Rankine RM (2006) Permeability of hydraulic fills and barricade bricks. Geotech Geol Eng 24:661–673
Pettibone HC, Kealy CD (1970) Engineering properties of mine tailings. J Soil Mech Found Div ASCE 97(SM9):1207–1225
Widisinghe S, Sivakugan N, Wang VZ (2014) Loads on barricades in hydraulically backfilled underground mine stopes. In: Minefill 2014: 11th international symposium on mining with backfill, Perth WA, Australian Centre for Geomechanics, pp 123–134
Duffield C, Gad E, Bamford W (2003) Investigation into the structural behaviour of mine brick barricades. AusIMM Bulletin 2(2):44–50
Bloss MB, Chen J (1998) Drainage research at Mount Isa Mines Limited 1992–1997. In: Proceedings of minefill 98, AusIMM, Brisbane
Grice AG (1998). Underground mining with backfill. In: Proceedings of the 2nd annual summit—mine tailings disposal systems, Brisbane, Australia, pp 234–239
Herget G, de Korompay V (1978). In situ drainage properties of hydraulic backfills. In: Proceedings of mining with backfill, research and innovations, CIM Special vol 19, pp 117–123
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sivakugan, N., Veenstra, R. & Naguleswaran, N. Underground Mine Backfilling in Australia Using Paste Fills and Hydraulic Fills. Int. J. of Geosynth. and Ground Eng. 1, 18 (2015). https://doi.org/10.1007/s40891-015-0020-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40891-015-0020-8