
Abstract
Mine back filling is an integral part of overall mining operation. This paper highlights the progress of underground mine back filling practices in Sukinda region, Odisha. Initially underground stope backfilling started with sand based cemented hydraulic backfilling. Slowly, the transition to other backfill material has also being done. Mine overburden, bottom ash and slag are few of the options of alternate backfill materials that can be used for underground stope filling. This study elaborates the results of strength development and water drainage characteristics of cemented hydraulic backfill prepared with sand /bottom ash. This study also highlights a future roadmap towards application of modern day paste backfill technology in underground mines of Sukinda region, Odisha.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Mining is one of the core sectors, which plays a crucial role in the economic development of any nation (Mishra et al. 2022). It, directly and indirectly, contributes to the growth and economic progress of the country. In India, mining also significantly contributes to the overall development of the nation. Most of the metallic mineral deposits in India are distributed in the states of Jharkhand, Odisha, Chhattisgarh, Madhya Pradesh, Andhra Pradesh, Telangana, Madhya Pradesh, Goa, and Rajasthan (Behera et al. 2019b).
Sukinda is a town in Jaipur district, Odisha, India. Odisha accounts for about 98% of the total proved chromite (chromium ore) reserves of the country, of which about 97% occur in the Sukinda Valley. In September 2007. Sukinda is flanked by the Mahagiri range and the Daitari range, Sukinda Valley spreads over an area of 50 km2 from Kansa to Maruabil in Jaipur District. Sukinda has an abundance of chromite, around 97% of India's total deposits. The valley is abundant in the deposits of chromite and has the largest open cast chromite mines in the world (Naz et al. 2016). Around 11 mines operate in the area.
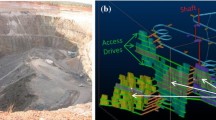
Out of these mines only one operational underground chromite mine in Sukinda is Mahagiri Mines of M/s Indian Metals and Ferro Alloys Ltd. is situated in the Sukinda Valley of Odisha. Opencast mining has already been exhausted and currently, underground mining is in progress. The ultimate pit limit of opencast mine is at + 185 mRL. Underground mining has been developed below the ultimate pit bottom to extract the ore after leaving a safe cap rock of about 50 m vertical thickness.
The extraction of minerals is done either by surface mining or underground mining methods. Shallow depth mineral deposits are extracted by surface mining methods, whereas the deep-seated mineral deposits are extracted by underground mining methods. At present most of the open cast mines in Sukinda have reached their ultimate pit limit. Exploration data reveals plenty of chromite deposit at higher depths below the open cast mines. It is essential to extract chromite through underground mining method. There are several methods of underground mining being practiced globally. The open stoping mining method is generally used in sublevel, long hole or blast hole stoping. Presently, most of the open stoping methods are used in conjunction with backfilling (Li 2014; Behera et al. 2019a; Singh et al. 2019).
Sublevel stoping is one of the simple mining/stoping methods, which is typically used for steep ore bodies, stable hang wall and foot wall, competent host rock and ore body, regular ore deposits (Himanshu et al. 2021; Behera et al. 2020a). The open stopes created after the extraction of ore in sublevel stoping are usually backfilled to allow maximum recovery from the stopes, provide stability to underground workings and prevent surface subsidence (Behera et al. 2023). Similarly, when the dip of a deposit is steep (greater than about 55°), ore and waste strong, ore boundaries regular, and the deposit relatively thick, Blasthole stoping is used. In this method, the miners create a vertical slot at one end of the stope and then work in the levels to drill a radial pattern of drill holes (Gonen and Kose 2011). From the drilling level, long, parallel blast holes are drilled, typically 100 to 150 mm in diameter. After charging a set of these blast holes with explosives, the blocks of ore body are blasted. After extraction of the stopes, the primary voids are backfilled with cemented backfill, and the secondary voids are backfilled with uncemented backfill.
Backfilling of the underground stopes serves the purpose of either support to the hang wall, ore recovery, as a working floor for the miner, artificial roof and as disposal of development waste rock and tailings (Villaescusa et al. 2019; Edraki et al. 2014; Grobler et al. 2019; Behera et al. 2020b; Behera et al. 2021). With progress of time backfilling in Sukinda have evolved from conventional cemented hydraulic filling using sand to present day cemented higher concentration hydraulic filling using coal ash. This article elaborates the transition of backfilling in underground mines in Sukinda, Odisha from sand based to coal ash. At the end of this article a note on future backfilling is presented.
2 Sand Based Backfill
Initially studies were conducted to investigate the feasibility of utilising Brahmani river sand in underground stope backfilling in an underground mine in Sukinda region, Odisha. Investigations were done for physical and chemical properties, water drainage characteristics and strength development of cemented sand based hydraulic backfill.
2.1 Physico-Chemical Properties
Physical Properties
The physical properties of backfill materials influence various parameters of backfill including, transportation, storage and disposal. Hence, physical properties of backfill materials were determined. The various physical properties of the sand sample are presented in Table 1.
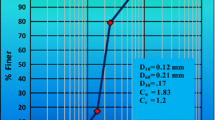
The result of the particle size analysis of sand is presented in Fig. 1.

Results of particle size analysis of sand.
The particle size of sand varies in the ranges of 53 μm to 5 mm. The mean particle diameter of the sand is (D50 = 450 μm). Further, the sand investigated in this study hardly consists of any particle below 53 μm.
Chemical Properties
The behaviour of backfill after pouring into the mine voids is greatly influenced by the chemical and elemental compositions of the backfill materials. Therefore, it is imperative to study the chemical and elemental characteristics of the sand.
The elemental composition of sand was determined by the energy dispersive X-ray spectroscopy (EDS) technique focusing at the selected points on the SEM micrograph. The mean values of the elements obtained at different points during the EDS analysis were considered as the elemental composition of sand. The results show that the sand is mostly consisting of Si, Al and Na. The EDS spectra of sand is shown in Fig. 2. The elemental composition of sand is presented in Table 2.

EDS spectra of sand sample.
From the SEM image analysis (Fig. 3) it is observed that sand consist of irregular shaped, and sub rounded particles.

SEM image of sand sample.
2.2 UCS of Backfill Specimens
In order to find the strength development of backfill using sand experiments were conducted using a hydraulic backfill mix with 5wt% (solid 55%). The back fill mix was prepared by mixing dry sand and cement for about 3 min. After dry mixing, the mixture was thoroughly mixed by adding water for about 15 min. Immediately after preparation of the backfill mix the mix was poured into cylindrical moulds of 100 mm diameter and 200 mm height maintaining a length to diameter ratio (L/D) of 2 for determination of uniaxial compressive strength (UCS) and kept for curing.
For determining the UCS, a constant loading rate of 2 mm/min [ASTM C39/C39M − 17b (2017)] was applied throughout the loading process. Majority of the samples followed hour glass type failure with few samples showing multiple fractures (Fig. 4). The results of the UCS test are presented in Table 3.

Sand based backfill during UCS test.
2.3 Water Drainage Characteristics
A significant concern for any hydraulic backfill is the liquefaction potential of the backfill mass. Liquefaction occurs when the pore pressure increases dramatically, thus reducing the effect stress in the fill mass, to the point where the shear resistance of the fill mass is so low that the mass begins to flow like a liquid. If the fill mass liquefies, the backfill barricade pressure increases drastically and when the barricade pressure increases its designed strength, the backfill mass flows through the barricade. To prevent such events, hydraulic backfill is designed in such a manner that the water percolates through the barricade within a shorter period of time. Such drainage of water is achieved by percolation and decantation. Percolation of water occurs through the fill mass whereas decantation towers are used to dispose standing water over the fill mass. The presence of binder in backfill reduces the drainage behaviour. Generally a decrease in percolation rate is observed with increase in binder proportion in backfill mass.
Generally, a standard constant head permeameter is used for predicting the drainage behaviour of fill mass. A minimum of 10cm/hr percolation rate is required for hydraulic fill and is the only quality criterion ever broadly applied in determining hydraulic fill acceptability. The percolation results are well above the desired limit of 10 cm/hr (Table 4).
Sand based cemented hydraulic backfill was started for the first time in Sukinda, Odisha in the Mahagiri Mines of M/s IMFA Ltd in the year 2018. As of now more than 30 stopes have been extracted with cemented sand backfill.
3 Coal Ash Based Backfill
Sand being a scarce material now days, there is always a need of alternate backfill material to sand. Coal ash generated by thermal power plant can be a good substitute for sand as a mine backfilling material. It is fine grained, possesses pozzolanic properties, and requires less water and energy for its transportation. Hence it is high time to utilise coal ash for underground backfilling. Bottom ash and fly ash samples were collected from IMFA power plant (PP) which is situated at Choudwar in District of Cuttack, Odisha State. The samples were collected from three different power plants with capacity 1 x 50 MW, 1 x 30 MW and 2 x 60 MW.
3.1 Physical Properties
The physical characteristics of ash depend on the quality/rank of coal used, degree of pulverization, furnace temperature, its chemical composition etc. Storage, transportation, re-handling and reclaiming of ash found to be greatly influenced by physical characteristics viz., specific gravity, bulk density, porosity, permeability, compressibility, particle size distribution etc. Hence, the physical properties of IMFA bottom ash and fly ash samples were investigated. The results are summarized in Table 5.
The specific gravity (SG) of fill material is determined in the laboratory using a water pycnometer as per IS: 2386 (part III) (1963). The porosity of backfill samples were determined using Mercury Intrusion Porosimeter [Quantachrome (Anton Paar), Model (PoreMaster 60)] (Panwar et al. 2022).
The particle size analysis of bottom ash and fly ash are demonstrated in Table 6. The particle size distribution curves are plotted and analysed (Fig. 5) to investigate the size distribution of these backfill materials. The particle size of bottom ash and fly ash vary in the ranges of 0.1–850 and 0.1–120 μm, respectively. From the particle size analysis, the specific surface area of the fly ash is found to be 412 m2/kg. The mean particle diameter of the bottom ash (D50 = 228.45 μm) is found to be greater than the fly ash (D50 = 20.85μm). Hence, it is apparent that the bottom ash is coarser than the fly ash. The bottom ash used in this study consist of 3% fines (< 53 µm). This bottom ash may be a suitable material for hydraulic filling.

Particle size distribution curves of bottom ash and fly ash samples.
3.2 Chemical Properties
The behaviour of backfill after pouring into the mine voids is greatly influenced by the chemical and elemental compositions of the backfill materials. Therefore, it is imperative to study the chemical and elemental characteristics of the bottom ash and fly ash.
The elemental compositions of the bottom ash and fly ash were determined as mentioned in Sect. 2.2. The results show that the bottom ash sample is mostly consisting of O, Si, Mg, Ca, Fe, S and Al and the fly ash is composed of O, Si, Mg, Ca, Fe, Ti and Al. The EDS spectra of the bottom ash and fly ash are shown in Fig. 6 and Fig. 7 respectively. The elemental composition of bottom ash and fly ash samples are presented in Table 7.

EDS spectra of bottom ash sample.

EDS spectra of fly ash sample.
From the SEM image analysis (Fig. 8) it is observed that bottom ash consist of irregular shaped, rounded and sub rounded particles. Further, the SEM image of fly ash samples clearly show sub rounded and spherical shaped particles, which are called as cenospheres.

SEM image of bottom ash and fly ash samples.
3.3 UCS of Backfill Specimens
The targeted UCS after 28 days of curing for bulk fill and plug are 520 kPa and 1160 kPa respectively. In order to find the strength development with bottom ash and fly ash experiments were conducted using a hydraulic backfill mix with 55wt% solid (solid 55%). The back fill mix was prepared by mixing dry bottom ash, OPC and fly ash for about 3 min. The samples were prepared and tested UCS as mentioned in Sect. 2.3. Majority of the samples followed multiple fractures during failure (Fig. 9). The results of the UCS test are presented in Table 8 and Fig. 10. The targeted UCS for plug fill was achieved by backfill mixes 89%BA + 11% cement, 90%BA + 10% cement, 90%BA + 9% cement + 1% FA, 90%BA + 8% cement + 2% FA, 90%BA + 7% cement + 3% FA for all the ash samples. The bulk filling can be done with backfill with mix recipe 93%BA + 7% cement or 94%BA + 6% cement or 95%BA + 5% cement or 94%BA + 5% cement + 1% FA or 94%BA + 4% cement + 2% FA.

Bottom ash based backfill under UCS test.

UCS development of BA based backfill.
3.4 Water Drainage Characteristics
Predictions of the drainage behaviours for a given fill are made on the basis of laboratory tests using a standard constant head permeameter. A minimum of 10cm/hr percolation rate is required for hydraulic fill and is the only quality criterion ever broadly applied in determining hydraulic fill acceptability. A constant head permeameter, as shown in Fig. 11, was used for the percolation test.

Constant head permeameter.
Table 9 reflects the results of percolation experiments. The percolation results are well above the desired limit of 10 cm/hr.
Bottom ash based cemented hydraulic backfill was started in the year 2022. Few stopes have been extracted with Bottom ash based cemented hydraulic backfill.
4 Future Backfill Materials
Based on the exploration of potential backfill materials in Sukinda region, Odisha, slag, overburden and chromite tailings might be few such alternate backfill materials that might replace sand.
4.1 Slag
Approximately, six companies operates nearby of Sukinda region that manufacture charged chrome, Ferro chrome and steel. For instance, the charge chrome plant of M/s IMFA Ltd. Produces approximately 54000 tone/annum of Granulated slag and Jigged slag of approximately 24000 tons per annum. Granulated slag is produced during tapping from the molten material of Electric arc furnace. When molten slag is dropped in bath, the molten slag changes to nodules and granules of slag. During this process granular, glassy coarse and fine aggregate type material (Fig. 12). Such granular glassy material is termed as granulated slag. Disposal of these slags is challenging. One source for utilisation of granulated slag might be underground stope backfilling.

Granulated slag produced by a charge chrome plant.
4.2 Chromite Tailings
Chromite tailings as shown in Fig. 13 is generated during the process of beneficiation of chromite ore. Though at the present scenario the generation of chromite tailings is on the lower side, in future with decreasing grade of chromite, the chromite ore has to undergo further processing. Hence, in the process of beneficiation tailings generation would increase. Surface disposal of such tailings need vast surface land and pollute air, water and soil. Hence, it’s better to utilise these chromite tailings for stope backfilling.

Chromite ore tailings.
4.3 Overburden
Due to existing open cast mines in Sukinda region, there are plenty of tall standing overburden (OB) dumps. The huge volume of these OB material available in the 11 mines of Sukinda region can be a major component of cemented backfill for future underground mines. These OB dumps are mainly consisting of weathered limonite, top soil and serpentinite material. Studies have resulted in poor strength development of these OB materials. Further, investigations are required to improve strength characteristics of backfill prepared using OB. Moreover, future backfill technologies need to optimised so that such huge quantity of OB can be utilised for underground backfilling.
5 Future Backfill Technology in Sukinda
Considering the changing scenario of underground hard rock mining in Sukinda region and demand of backfilling, there is always a search for better backfill material. The conventional cemented hydraulic slurry backfilling (CHSB) by adding a suitable binder is being practiced in underground mine of Sukinda region. The efficiency of this backfilling method depends on how freely numerous mining operations can take place without interfering with one another. However, the disadvantages of this method include the requirement of pump for rehandling additional water, chances of ponding, segregation of materials, accumulation of fines may impose hydrostatic pressure, increased hydrostatic pressure resulting in barricade failure, and the inrush of cemented slurry into the underground workings. Moreover, it may lead to ore dilution during the blasting and ore handling process.
High concentration filling (HCF) is an advanced version of the CHSB, which uses cemented hydraulic backfill with a solid content varying between 60 to 70 wt%. The high density of backfill minimises the water drainage. The target backfill slurry density is a function of solid wt% and particle specific gravity. It balances the requirements of transporting the slurry without plugging the pipeline and excess drainage of water. HCF is placed in underground either by gravity or using pumps depending on the site requirement. The excess ponded water inside the stopes is drained out through decantation pipes or suitable drainage system. Though the HCF is an improved version of CHSB, still the drawbacks of hydraulic fill persists up to some extent.
Hence an advanced version of backfilling technology is required to overcome all the demerits of hydraulic backfilling. One form of cemented backfilling used in underground mines is paste backfilling. The mine paste backfill is prepared by suitably mixing mill tailings or other solid waste with a specific amount of binder (OPC, OPC-fly ash, OPC-slag, OPC-lime, etc.). The paste backfill composed of an optimum water proportion so that it is flowable. As compared to other backfilling techniques, paste backfilling consists of a higher solid concentration (70–80 wt%). Potvin et al. (2005) defined “paste as a mixture of material, which akin to toothpaste, comprising 75% to 85% solid by weight and 1 wt% to 12 wt% binder, containing at least 15 wt% solid fraction less than 20 µm, when poured into voids the backfill does not bleed water, does not settle in the pipeline, and has a slump less than 250 mm”. Paste backfilling is widely applied throughout the globe because of its techno-economic advantages and higher volume of industrial waste utilisation as compared to other backfilling techniques.
Paste backfilling is being practiced in different countries worldwide after its inception in 1957 by Falconbridge Nickel Mines Ltd. at the Hardy mine in Sudbury, Canada and Bad Grund Mine in Germany in the late 1970s (Tariq and Yanful, 2013). The application of mine paste backfill was later followed by the USA, South Africa, China, and Australia. India witnessed its first paste fill plant in 2015 in Sindesar Khurd (SK) Mine of Hindusthan Zinc Limited (HZL), Rajasthan. The success of paste backfill technology is witnessed in the form of increased demand over the last 40 years. In India, presently, there are four operating mines adopting paste backfill technology in Rajasthan state of Hindustan Zinc Limited (HZL). Whereas globally, more than 100 underground metalliferous mines use paste backfill technology. There is ample scope of applying paste backfilling in many underground mines in India (Behera et al. 2022).
Considering the material availability in Sukinda region for paste backfilling, few of the probable paste backfill materials are; chromite tailings, processed overburden and waste rock and fly ash. If these materials can be augmented in such manner that optimum pastes fill is prepared which have sufficient strength and at the same it is economically viable. Considering the increased demand of production from underground, high filling rate and engineered backfill material is the need of the hour.
6 Conclusions
This article highlighted about various lab based studies conducted for utilising sand and bottom ash as a backfill material for a hard rock mine. The key findings of this study are summarised below.
-
Sand being the traditional backfill material and possess all favourable properties for a backfill material.
-
With scarcity of sand bottom ash can be an alternate backfill material that can replace sand completely for underground stope filling. Bottom ash possesses both favourable drainage and geotechnical properties. Further, bottom possesses better strength development as compared to sand based backfill.
-
Overburden use as cemented hydraulic backfill material possesses couple of challenges in terms of strength development and drainage characteristics. Hence, it is essential to search for alternate backfilling methodology so that huge volume of overburden can be used.
-
The probable future backfill materials could be chromite tailings, ferro chrome slag and overburden. The field application of these materials is yet to be done.
-
Considering the drawbacks of cemented hydraulic filling, paste filling is a far better option; hence, the future of underground backfilling looks forward to implement paste filling in many future underground mines in Sukinda as well as throughout India.
7 Data Availability Statement
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
ASTM C39/C39M − 17b. Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM 2017. https://doi.org/10.1520/C0039_C0039M-17B
Behera, S.K., et al.: Characterization of lead–zinc mill tailings, fly ash and their mixtures for paste backfilling in underground metalliferous mines. Environ. Earth Sci. 78, 394 (2019a).https://doi.org/10.1007/s12665-019-8395-9
Behera, S.K., et al.: Strength development and microstructural investigation of lead-zinc mill tailings based paste backfill with fly ash as alternative binder. Cement Concr. Compos. 109, 103553 (2020a). https://doi.org/10.1016/j.cemconcomp.2020.103553
Behera, S.K., et al.: Utilisation of lead–zinc mill tailings and slag as paste backfill materials. Environ. Earth Sci. 79(16),389 (2020b). https://doi.org/10.1007/s12665-020-09132-x
Behera, S.K., et al.: Utilization of mill tailings, fly ash and slag as mine paste backfill material: Review and future perspective. Constr. Build. Mater. 309, 125120 (2021). https://doi.org/10.1016/j.conbuildmat.2021.125120
Behera, S.K., et al.: Slump test: Laboratory and numerical simulation based approach for consistency of mill tailings paste. Curr. Sci. 117(2), 235–241 (2019b)
Behera, S.K., et al.: Tensile strength of cemented paste backfill for lead–zinc mill tailings: Lab and in situ scenarios. Arab. J. Geosci. 16, 451 (2023). https://doi.org/10.1007/s12517-023-11536-5
Gonen, A., Kose, H.: Stability analysis of open stopes and backfill in longhole stoping method for Asikoy underground copper mine. Arch. Min. Sci. 56(3), 375–387 (2011)
Himanshu, V.K., Mishra, A.K., Roy, M.P., Vishwakarma, A.K., Singh, P.K.: Numerical simulation based approach for assessment of blast induced deformation pattern in slot raise excavation. Int. J. Rock Mech. Min. Sci. 144, 104816 (2021). https://doi.org/10.1016/j.ijrmms.2021.104816
IS:2386–III: Indian standards: Methods of test for aggregates for concrete, Part III, Specific Gravity, New Delhi, India (1963)
Li, L.: Generalized solution for mining backfill design. Int. J. Geomech. 14(3), 04014006-1:11 (2014). https://doi.org/10.1061/(ASCE)GM.1943-5622.0000329
Mishra, K., Paul, P.S., Ghosh, C.N., Singh, P., Behera, S.K., Mandal, P.K.: Predicting and optimising the strength of cemented paste fills through Bayesian network model. Mining Metallurgy Explorat. 39, 2095–2120 (2022). https://doi.org/10.1007/s42461-022-00650-9
Naz, A., Chowdhury, A., Mishra, B.K., Gupta, S.K.: Metal pollution in water environment and the associated human health risk from drinking water: A case study of Sukinda chromite mine, India. Hum. Ecol. Risk Assess. Int. J. 22(7), 1433–1455 (2016)
Panwar, N., et al.: Integration of SIP and MIP methods for pore-size distribution in carbonate rocks. In: Second International Meeting for Applied Geoscience & Energy, Society of Exploration Geophysicists and the American Association of Petroleum Geologists, pp. 2198–2202 (2022). https://doi.org/10.1190/image2022-3751698.1
Potvin, Y., Thomas, E., Fourie, A.B.: Handbook on Mine Fill. Australian Centre for Geomechanics, Perth, Australia (2005)
Behera, S.K., et al.: Paste backfilling in underground mines Present scenario in India and future perspective. In: 9th Asian Mining Congress, 4–7, Kolkata, India, pp. 301–310 (2022)
Singh, P., et al.: Optimisation of binder alternative for cemented paste fills in underground metal mines. Arab. J. Geosci. 12(15), 462 (2019). https://doi.org/10.1007/s12517-019-4623-6
Tariq, A., Yanful, E.: A review of binders used in cemented paste tailings for underground and surface disposal practices. J. Environ. Manage. 131, 138–149 (2013). https://doi.org/10.1016/j.jenvman.2013.09.039
Villaescusa, E., Thompson, A., Windsor, C.: Probabilistic estimate of rock mass static and dynamic demands for underground excavation stabilisation. J. Rock Mech. Geotechn. Eng. 11(3), 481–493 (2019). https://doi.org/10.1016/j.jrmge.2018.08.009
Edraki, M., Baumgartl, T., Manlapig, E., Bradshaw, D., Franks, D.M., Moran, C.J.: Designing mine tailings for better environmental, social and economic outcomes: A review of alternative approaches. J. Clean. Prod. 84, 411–420 (2014). https://doi.org/10.1016/j.jclepro.2014.04.079
Grobler, H., Chatziefstratiou, V., Mousli, O., Yumlu, M.: Design of high-strength backfill for a drift-and-fill mining method at olympias mine, Greece. In: Proceedings of the 22nd International Conference on Paste, Thickened and Filtered Tailings, Australian Centre for Geomechanics, Perth, Australia, pp. 401–410 (2019)
Acknowledgements
The authors thankfully acknowledge Indian Metals & Ferro Alloys Limited (IMFA) management for sponsoring this study and providing necessary facilities and materials. The authors would also like to acknowledge the Director, CSIR-CIMFR, Dhanbad for his continuous guidance and support.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Ethics declarations
Conflict of Interests
The authors declare no conflict of interest.
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Behera, S.K., Singh, P., Mishra, K., Mandal, P.K., Mandal, S.K., Kumar, R. (2023). Underground Mine Backfilling Transition in Sukinda, Odisha: Present and Future. In: Sinha, A., Sarkar, B.C., Mandal, P.K. (eds) Proceedings of the 10th Asian Mining Congress 2023. AMC 2023. Springer Proceedings in Earth and Environmental Sciences. Springer, Cham. https://doi.org/10.1007/978-3-031-46966-4_22
Download citation
DOI: https://doi.org/10.1007/978-3-031-46966-4_22
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-46965-7
Online ISBN: 978-3-031-46966-4
eBook Packages: Earth and Environmental ScienceEarth and Environmental Science (R0)