
Abstract
Large amounts of copper slag are produced every year and major fractions of it are currently disposed, not withstanding the multiple ways the material can be used. Application of the slag is often limited by the presence of hazardous elements and their leaching behavior so they can potentially pollute soil, surface water and underground water. To remove such elements slag treatment is necessary. However, to implement such treatment industrially it also needs to fulfill requirements for economics and environmental friendliness. Thus, implementing technologies of slag treatment is a complex and challenging task. Within this paper, application options, the environmental behavior, and ways to treat copper slag in order to remove hazardous and recover valuable metals are critically reviewed. As a result, potential slag treatment routes including their benefits and drawbacks are proposed. Considering the recent progress in developing for utilization options of copper slag as well as in the development of metal recovery and removal from slag there is potential for application of increasing slag amounts.
Graphical Abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Annually more than 400 Mt of metallurgical slags are produced worldwide [1,2,3,4,5]. From the annual Cu concentrate smelter production capacity, which is equal to around 21 Mt of copper metal in 2021, it can be estimated that more than 45 Mt of CUS were produced from primary sources assuming a slag to copper ratio of 2.2 [3, 4]. Only 15% of the CUS worldwide was used as a product, where the rest was landfilled [4]. In order to minimize the amount of waste it is necessary to make more use of copper slag as a valuable resource of minerals, increasing the percentage of utilized copper slag. More than that, the slag contains a substantial amount of valuable metals, with the metal value around 60 times higher than the value of the slag as a product itself [3]. In modern times any treatment of the slag needs to avoid pollution and to follow a zero-waste approach, so that the entire utilization of all generated products from the process is a pre-condition.
Several reviews on the topics of characterization, utilization and also metal recovery of slag have been made. Bellemans et al. [6] summarized the current understanding on types and mechanisms of metal losses to slag. The topics of utilization and recovery of metals from slag were reviewed by Gorai et al. [7], Shen and Forssberg [8], Shi et al. [9] and Murari et al. [10]. Because since the release of these review papers several new studies were published an update seems to be required. Habib et al. [11] summarized processing techniques for various types of slags giving an excellent overview about the current state of the art. However, not as much detail is given in the context of copper slags. Piatak et al. gave a general overview of environmental aspects of slag such as the behavior of slag in interaction with aqueous solution [1]. The topics of slag mineralogy, leaching and weathering as well as some aspects of metal recovery and slag utilization from various slags are discussed in the book “Metallurgical Slags” [5]. The book ‘Sustainable Construction Materials—Copper Slag’ reviews application options of copper slag in concrete and cement production, geotechnical applications and road pavements [12]. Reijnders [13] reviewed the feasibility of a zero-waste copper production with a focus on the recovery of scarce companion elements but not going into details of slag processing and environmental behavior of CUS or CUS processing residues.
All of the aforementioned books and articles have in common that they do not deeply focus on up-to-date metallurgical processes to recover metal value from copper slag and from that link to further utilization potential of the slag with respect to environmental requirements. Tian et al. [14] reviewed the options for recycling of CUS. The authors did not discuss the different paths of slag application in as much detail, which is required to reach a conclusion on the preferred route for slag treatment. The authors focused on the slag treatment routes of leaching and pyrometallurgical routes, where they emphasize methods targeting the recovery of iron. However, there are many further possibilities which are listed and discussed in the present paper. To understand opportunities, challenges, and bottlenecks of different slag treatment strategies it is required to present the entire picture of slag production, chemical and mineralogical composition of slag, slag markets, product requirements and economic drivers. The present review article links information of the different fields to conclude on slag processing routes which appear to be suitable for merging economic and ecological requirements.
Characterization of Copper Slag
Metal Losses to the Slag in Smelting and Converting
80% of the copper produced from ores worldwide originates from sulfide ores. The copper concentrate which results from flotation of the ore is typically smelted and converted to blister copper [15]. During smelting S and Fe are oxidized, where SiO2 is added to form a liquid ferric or ferrous silicate slag. Also gangue minerals dissolve in the slag. During the first stage of converting the slag forming phase, FeS is removed from the matte where again iron silicate slag is produced, however, with a higher copper content than during the smelting step. An exception of this is the combined smelting and converting in a single stage. This type of operation is used to meet the demand of concentrates containing a relatively low iron concentration and the operation is sensitive to gangue components in the concentrate. This process is called Direct-to-Blister Smelting which is practiced much less often [16, 17]. The issue of solid crust formation in Direct-to-Blister Smelting and also in continuous converting processes lead to the development of calcium ferrite or ferrous calcium silicate slags which are used in due to the ability to dissolve Fe3+ [15, 16, 18, 19]. An extra corrosion of magnesia chromite, magnesia and olivine based refractory should be considered when selecting these slag types [20,21,22]. Metal losses to the slag occur due to the chemical dissolution and physical entrainment of metals in slag [6]. The solubility of copper in fayalite slag was already described in the 1960’s by several authors [23,24,25,26]. From that point many studies contributed to an improved understanding of metal distribution behavior in smelting and converting processes using fayalite and calcium ferrite slags [27,28,29,30]. Recently, existing data on thermodynamic properties of slags present in copper smelting and converting was critically evaluated and optimized [31,32,33,34,35,36,37].
Chemical dissolution of copper in slag can be described by the concept of oxidic and sulfidic copper, which is expressed by Eqs. (1–4) [38], where the sum of the concentration of both \({(\mathrm{\%Cu})}_{\mathrm{O}}+{(\mathrm{\%Cu})}_{\mathrm{S}}\) gives the content of total dissolved copper in slag \({(\mathrm{\%Cu})}_{\mathrm{d}}\), as described in Eq. (5). According to these equations solubility of oxidic copper increases with higher oxygen potential or Cu concentration in the matte where the solubility of sulfidic copper increases with higher sulfur potential and higher Cu concentration in matte.
In fact, this concept does not reflect the ionic nature of slag but serves as a simplified approach to explain the interrelation between solubility of copper and sulfur. Meanwhile, by the more complex Modified Quasichemical Formalism in the Quadruplet Approximation a superior model was developed which takes into account the ionic nature [39]. In smelting silica is added to achieve immiscibility between slag and matte avoiding the formation of a single oxysulfide liquid [15]. Accordingly, at low silica concentration in fayalite slag under smelting conditions, the solubility of sulfidic copper is increased [38]. When smelters operate at sufficient silica addition low matte grades are typical beneficial for low copper losses to the slag. There are several parameters in smelting and converting affecting metal losses to the slag. In Table 1 a qualitative overview of the impact of different parameters on the element concentration in slag and the slag/matte distribution is provided. It shows that there are several possibilities to reduce non-ferrous metals and metalloids contents in slag by adjusting the operation parameters of the smelting process. Still, adjustment of parameters to decrease the concentration of one element in the slag may increase the concentration of other elements and this type of adjustments cannot replace intensive cleaning of the slag.
Beside the thermodynamic aspect of metal dissolution, the physicochemical aspect of matte/metal entrainment plays a major role in metal losses to slag. The topic of metal entrainment in slag was comprehensively summarized by Bellemans et al. in a recent review [6]. Because of that the present paper focuses on discussing the main conclusions.
Settling of entrained particles can be described by Stoke’s equation. The equation is only valid for laminar flow conditions and rigid spheres. However, large droplets are not necessarily rigid and if the viscosity of copper droplets is much lower than the viscosity of slags, internal tension is created so that Stokes’ equation should be corrected by Hadamard-Rybczinski equation [6]:
It can be concluded from both equations that optimum settling of particles requires a large droplet size, high density difference between copper and slag and a low viscosity of the slag. Special importance is on the slag viscosity because this parameter can be actively adjusted in operations. To achieve low viscosity of copper smelting slag high temperature and low Fe2O3 concentration in are beneficial [49]. It can be also seen from the equation that low-grade mattes, which have lower densities than high grade mattes, settle at slower rates and metal will settle faster than matte [50]. Furthermore, viscosity of slag depends on the fraction of solid particles, which can be expressed by the Einstein Roscoe equation, where n = 2.5 can be assumed for spherical particles [6]:
The more the particle shape deviates from unit (sphere) the higher the viscosity will become, where highest viscosity is observed with rod-like particles followed by disk-like and ellipsoidal. The effect of other aspects like roughness might also have a non-negligible effect, where the aspect of particle size has not been fully understood in literature [51]. Understanding viscosity of silicate melts gets even more complex when considering the fact that non-Newtonian flow behaviors have been observed when more than 6–50 vol.% of particles was present [51].
Bellemans et al. summarize the main mechanism of droplet origination [6]:
-
Feeding of the furnace and tapping of the slag, which generates carryover of droplets from matte/metal to slag or vice versa. A modification of vessel design might help to tackle this issue.
-
Oxygen potential, concentration or temperature gradients which lead to metal/matte precipitation. The slag phase might be inhomogeneous so that in slag zones with lower copper solubility and hence precipitation of metal or matte can occur. Furthermore, wherever mass transfer occurs interfacial tension gradients and diffusion and stranding mechanism might lead to spreading and emulsification.
-
Gas crossing of the slag phase by SO2 bubbles formed during the reaction of sulfides with magnetite. When the gas bubble exits the matte/metal phase to the slag a jet occurring from filling the void causes entrainment of the underlying phase in slag. Additionally, the gas bubbles pick up droplets from the lower phase to the slag.
Attachment of metal/matte droplets to solid particles is a stabilization mechanism of complex nature. It is associated in many cases with the presence of spinel and especially magnetite. However, increasing magnetite content is also associated with increased Cu losses, due to other mechanisms like promotion of SO2 bubble formation when reacting with FeS, formation of copper ferrites, increase of the slag viscosity, disturbance of phase separation due to the mushy zone formed between slag and matte and association of presence of magnetite with higher oxygen partial pressure. Nevertheless, metal particles in slag can be often found in close vicinity to spinel particles [6].
Chemical Composition and Mineralogy of Copper Slag
Copper Slag is a general term which covers a variety of slags. Typically, there is smelting slag and converting slag, where converting slags are typically more oxidized and have a higher copper content. Floated slags are already cleaned by flotation. The chemical composition is similar to the original slag where elements contained in metal or matte particles, mainly copper, are removed. There are many other types of slags depending on the process where they originate. For instance, copper slag from smelting can also be treated in a settling furnace which will further lower its copper content [52]. A range of chemical compositions for different types of slags is shown in Table 2.
Slag can be slowly cooled or quenched in water or air, which gives granulated slag [52]. The understanding on the parameters affecting particle size generated in air blast granulation was improved recently [66, 67]. The main phases of CUS are fayalite, magnetite and amorphous glass phase, but there are also several minor phases present [52, 56, 68]. Magnetite is ferromagnetic other than fayalite and the amorphous substance [68]. The magnetite content in converter slags is significantly higher than in smelting slags [52]. Quenched slag shows a significantly higher fraction of glass and lower number of crystalline phases than slowly cooled slags [52, 69]. The cooling rate has a large impact on the size of copper bearing (e. g. metal or sulfide) particles also for different rates of slow cooling [64]. Applying faster cooling from 0.5 to 7 °C/min the average particle diameter of copper bearing particles can be reduced by more than 30%, from 5.5 to 3.5 µm. It was found that the particle size of droplets increased during slow cooling solidification with higher CaO concentration in the slag [70].
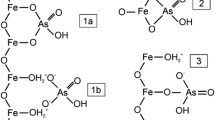
Highly oxidized slags of converting and/or direct to blister smelting processes contain copper in the form of iron and copper bearing oxide such as delafossite [61, 71]. The content of copper particles in converter slag is at > 2 vol.% and higher than in flash smelting (< 1.5 vol.%), where copper containing inclusions in converting slag mainly consist of high grade matte (~ 78 wt% Cu) and Cu metal (~ 97 wt% Cu) [52]. In flash smelting the composition of Cu bearing particles in slag is close to the matte composition in the furnace [52]. The particle size of entrained matte is 10–20 µm or even below [52, 68, 70]. In case the slag is granulated the size of the entrained metal/matte particles can be even much lower at around 1.5 µm [52]. The slag can also contain spinel phases like MgCr2O4 (magnesiochromite), FeCr2O4 and MgAl2O4, which might also contain Ni, Co and Zn. At elevated Zn content in converting slag also Zn-ferrite (ZnFe2O4) can be present [60]. Depending on the feed material of each plant lead sulfide, zinc sulfide or metallic lead may be present [52, 68], whereas the particle size of zinc and lead sulfide is around 10 and 5 µm respectively [68]. As crystallization of slag occurs during cooling Zn and Pb are re-distributed among several crystalline phases (silicates, oxides, sulfides or metals) and residual glass. Therefore, the glass phase is a main carrier of contaminants like Pb, Zn, Cu and As [72, 73]. Mikoda et al. described that Cu droplets can be found between spinel structures [73]. Zn can be found in mellilite, pyroxene, olivine, spinel or sulfides [72, 74, 75]. In arsenic rich slags also speiss phases (arsenide or antimonide mixed phases) may be observed, which as well contain Cu, Ni and Pb [72, 76]. Pb can also be present in melilite, as sulfide, metallic or even Pb sulfate [61, 72, 75]. Speiss, sulfide, metallic Pb and Cu structures do not only occur as single distinct particles but also accompanied and intergrown with each other [73]. Historical slags produced in earlier times of the twentieth century might show different mineralogical composition than slags form modern copper production [72]. An overview of mineralogical phases occurring in copper slag is provided in Table 3.
Leaching and Elution Properties of Copper Slag
Leaching and elution stability is important for the further application of the slag because release of hazardous elements to the environment should be avoided. Weathering of metals strongly depends on the conditions and the composition of the metal. Authors found significant difference between leaching under biotic and abiotic condition [79,80,81]. Typical secondary phases which can be found due to the weathering impact are oxides, hydroxides or sulfates and especially sulfate ions are present in the surrounding solution [5]. However, if soluble phases are enclosed by phases which are not mobilized, leaching will only occur as long as the phase is exposed to the surface [75].
Potysz et al. [82] investigated historical copper slags where they found pH dependent behavior of weathering of the phases. At inorganic acidic conditions the weathering susceptibility sequence is ranked as follows: Cu-bearing phases > crystalline phase (leucite, plagioclase, wollastonite, pyroxene) > glass. Under alkaline conditions this shifts to Cu-bearing phases (sulfidic > metallic) > glass > crystalline phases. It needs to be mentioned that the type of crystalline phases is very different from modern slags. In terms of modern slag consisting of fayalite, glass and sulfides Potysz et al. [79] identified that ARE, as occurring in soil, increase weathering compared to demineralized water. At pH 3.5 under ARE conditions weathering occurs by the order fayalite > glass > sulfides and with demineralized water the order is sulfides > silicate > glass. Under neutral conditions glass becomes more stable than silicate. This highlights that stability of phases is strongly dependent on the conditions. Spinel type of phases resist weathering over long term where almost no metal is released [72]. Ettler et al. [75] report leaching of glass phase due to weathering leaves behind a skeleton of mainly crystalline olivine, so that contaminants contained in the glass phase are mobilized. The study shows that crystalline oxides and silicates are very stable. In fact, no weathering of silicates was observed. However, this type of investigation was a post-mortem analysis, where the conditions such as pH or biotic/abiotic environment during the weathering process were not controlled or logged [75]. Ettler et al. observed an increased leaching of Pb from metal and sulfides. Weathering depends most importantly on the type of sulfide but also on the size, texture and presence of trace elements. They are mostly leached by oxidizing reactions leading to acid generation [5].
There are several studies investigating elution behavior of the elements contained in the slag. Takebe et al. found that Pb and As are dissolved ten times more from a water quenched amorphous slag compared to a slow cooled crystalline slag at acidic conditions using HCl aqueous solution [69]. Increased leaching of Pb from CUS from pH 8 to pH 3 was observed by Kemper and Lim et al. under abiotic conditions [83, 84]. Schmukat [81] carried out leaching tests at static pH where additional to CUS also river sediment was placed in the flask in which the elution test was conducted. Significantly more Pb was leached at pH 10 compared to pH 4–7. According to the author this is due to the organic matter contained in the sediment which affects the elution behavior.
It should be considered that leaching of Pb can be minimized by formation of carbonates, sulfates or oxides due to their limited solubility in water [72, 85]. Kawahara et al. [86, 87] found that with increasing silica content of CUS elution of Pb and As is reduced. They also found that As leaching increased with increasing the lime content of slag. Authors conclude that this can be attributed to the network structure of silica. The concentration of As is strongly depended on the pH where it is minimum at pH 4–8. Significant increase of As leaching can be found below pH 4 and slight increase of the elution concentration occurs from pH 10 [86, 87]. Amphoteric behavior of As was also confirmed by Kemper [83] and Schmukat [81] who found minimum As elution at pH 7–8 using static pH during the elution test, where in the latter study organic matter was present in the test.
Shanmuganathan et al. [88] investigated leaching of granulated CUS from an ISASMELT process after slag cleaning in a holding furnace using the TCLP, the multiple extraction and the sulfuric acid leaching test. It was found that leaching of Cu, Fe and Zn increases towards lower pH in a pH range of 7 to 5. Increasing concentrations of Cu and Zn with decreasing pH in static elution test of CUS was also found by Kemper [83] and Lim et al. [84], where at pH > 7 minimum elution of both elements occurred. Schmukat [81] found similar behavior of Zn when organic matter was present in the system but different behavior of Cu. Significantly more Cu was leached at pH 10 compared to pH 4–7.
In studies of Kemper [83], Schmukat [81] and Lim [84] also the behavior of Ni during elution of CUS was investigated, where all studies found increased leaching at acidic conditions from pH 8 to pH 3. Different behavior was found for Mo which is released at alkaline conditions of pH ≥ 8 [83].
In [74] the impact of alumina on elution of copper-zinc slag was studied. It is reported that with increasing alumina addition (up to 15 wt%) larger undercooling before solidification of the slag occurs, which causes formation of more metastable phases. It was found that the spinel concentration could be doubled and that cations which may occupy octahedral or tetrahedral sites like Fe, Zn and Cu are immobilized. However, elements which tend to be concentrated in metastable phases become more reactive such as Pb, As and Cr [74].
Potysz et al. [80] investigated leaching of slag under biotic and abiotic conditions. During abiotic trials the conditions were acidic to neutral with pH 5.6–7.6 where during biotic experiments pH ranged from 7.8 to 9.2, so that there were overlapping effects of biotic/abiotic conditions and variation in pH. At biotic conditions for both slags more Fe, Si Cu, Zn and Pb was leached compared to abiotic conditions [80]. Considering the pH in these tests this behavior is in contrast to experiments conducted by other authors at abiotic conditions where increased leaching of Cu, Zn and Pb would be expected at pH ≤ 7 [83, 84, 86, 87]. Similar to the work of Schmukat [81] and Potysz [79] it was identified that when organic matter is present pH is not the predominant parameter controlling the elution behavior.
Piatek et al. [1] compared leaching results of various authors with different types of non-ferrous slags and different leaching tests. They identified that the concentrations in the leachate correlate with the bulk slag for trace elements especially at large bulk concentration difference. This means highest amounts of Cu leached could be found for Cu slag, highest amount of Pb for Pb slag and highest amount Co and Cd for Cu and Zn slags. However, they also found for samples within a given study and the same type of slag the concentration of the element in the slag and in the eluate did not correlate. The authors conclude that especially for low concentrations of some elements in the leachate the elements are hosted by phases which are relatively insoluble.
Morrison et al. [89] showed how the accessibility of non-ferrous metals containing phases depends on the particle size in an iron silicate slag. The authors defined that phases were liberated when > 90%, accessible when > 9% and locked when < 9% of the reaction surface were exposed. Where in the investigated slag with a particle size of > 500 µm more than 90% of Pb containing particles were locked or accessible, 40–90% of the Pb containing phases were liberated or accessible at a grain size below 250 µm.
An interesting aspect for the further utilization of the residue from slag leaching is that it shows significantly decreased solubilization of most elements [90]. However, washing and filtration of the material are required to remove residual leach solution [71].
In literature also leaching of inorganic polymers is described which is important for this special type of application of copper slag. It was found that there is no dependence of the leaching behavior of As, Cu, Pb and Ni on the curing temperature of the inorganic polymer mortar [78]. However, for Cr an elevated release was observed at higher curing temperature [78].
Application of Copper Slag
The properties of copper slag make it an interesting material for different applications. A concern of the utilization of copper slag is that hazardous metal concentrations of the slag will be released to the environment. The large number of research papers on the use of copper slag in cement and concrete production indicate a large interest to increase the use of copper slag in this application. There is limited number of research work done on other applications such as blasting abrasives and geotechnical applications. This does not indicate limited interest to use the material in this type of application. However, there might be limited research interest in already well-established fields of application and potentially also if there is a smaller market especially in terms of abrasives.
Construction of Roads and Pavements
Copper Slag can be used for construction of the top layer, base course and substructure of roads where it can be used as soil or aggregate, unbound, bituminous or hydraulically bound. Technical reports in the United States reviewed the use of copper slag unbound, base aggregate and bituminous bound applications, where technical suitability was confirmed but also environmental concerns were expressed [12]. Results of concrete mixtures tested for the purpose of use in pavements indicate constant or increasing compressive and flexural strength with higher copper slag content. Abrasion resistance is an important parameter for top layers of roads, as car tires polish the surface which will lead to a slippery surface. Available results on abrasion resistance tests indicate that concrete mixtures with higher content of copper slag are worn more easily. The Marshall Stability test is used to determine plastic flow of a bituminous bound specimen containing aggregate under traffic conditions. With higher content of copper slag in the mixture the stability of the mixture decreases, which is surprising as the angular shape of copper slag provides a good particle interlocking effect [12]. Lidelöw et al. [91] investigated the environmental behavior of fayalite slag originating from copper-zinc production in Sweden used for road construction over several years. The authors found that elevated concentration of Cu, Zn and Ni can be found in the first five years. By time elution of non-ferrous elements decreases. Authors concluded that after 9–10 years leaching a geochemical equilibrium was approached.
In the 90’s it was reported that CUS aggregates were used in hot mix asphalt for construction of pavements in the USA. However, it is reported as a rare use of CUS [7]. It is described that non-ferrous slag was used for construction of highways in Germany such as A1 near Hamburg, A7, A14, A10, A24 and also at the airport of Hamburg [92], which confirms the use of copper slag in this application in a large scale. It is further reported that slags from copper smelters at Hamburg and Huelva are used for granular layers in construction [93, 94].
Blasting Abrasive
Granulated CUS is suitable for sandblasting, due to their high hardness which is around 6–7 on Mohs scale and the angular grain shape [10, 88]. Not much information on the use of copper slag on research level but several applications of granulated CUS as blasting material are reported indicating large amounts of slag are already used in this field. Slags from Boliden, from Aurubis’ secondary copper production at Beerse, Belgium and primary copper production at Hamburg, Germany as well as from primary copper production of Atlantic Copper at Huelva, Spain are certified marketed for the use as blasting abrasive, where the technical requirements are regulated by standards such as ISO 11126-3 and DGUV Regel 100–500 in Germany [92,93,94,95]. According to these a certain range of particle size is required. The particles should have limited water absorption and the density should be between 3.3 and 3.9 kg/dm3, the Mohs hardness should be minimum 7. Furthermore, there are requirements on the conductivity of the aqueous extract and water soluble chlorides [96].
Concrete and Cement
Clinker is mainly produced from milled clay minerals and limestone which are sintered at < 1400 °C. The raw materials for clinker production should contain mainly CaO and SiO2 and minor amounts of Fe2O3 and Al2O3. The clinker is milled to get cement where also milling additives (supplementary cementitious materials) like slag, fly ash or gypsum might be added. Concrete is a synthetic rock which is produced by mixing minimum three components: cement, water and aggregate. The difference between mortar and concrete is that the maximum grain size of aggregate which is 4 mm in case of mortar and can be larger for concrete [97]. The use of CUS in concrete on the research level is widely reported in literature. In a review paper by Gorai et al. [7] it is summarized that slag was used as an admixture in concrete and mortars in several studies, where the impact of CUS had a positive impact on the compressive strength. Shi et al. [9] summarize well the utilization possibilities of CUS in cement and concrete production based on numerous studies. It is shown that by addition of CUS to concrete as a replacement of Portland cement similar or even higher strength can be achieved, which is important because production of Portland Cement requires a large amount of energy (~ 5000 MJ per ton of cement) and has a high CO2 footprint [9]. Even more, CUS can be utilized by using it as a fine or coarse aggregate in concrete. In clinker production CUS can be used for adjusting the iron content, where it can replace iron powder [9]. Thereby, it also reduces the amount of required mineralizer [9]. In most of the studies the copper slag tested as a supplementary cementitious material is a highly amorphous which has a potential of taking part in pozzolanic reactions [98,99,100]. Thereby, the glassy network in copper slag can be decomposed in alkaline environment and release silica species which reacts with calcium hydroxide to form calcium silicate hydrates. The alkaline environment and calcium hydroxide can be produced by cement hydration. Hydration is the chemical reaction of water with cement where also calcium silicate hydrates are formed where the ratio of calcium/silicate is higher than the one produced during pozzolanic reaction. Both types contribute to the strength development [100]. In a review paper by Dhanesh et al. [98] several experimental studies on the use of CUS replacing sand, fine aggregate or cement are summarized. The authors conclude that the replacement with CUS is technically feasible and can be even beneficial on the properties of the concrete. Low sorptivity and high density of the mixtures make it suitable to be used in the marine environment [98].
In the following section several studies on cement and concrete are discussed in more detail. The compressive, tensile and flexural strength determined in the studies is summarized in Fig. 1. More detailed information on the mixtures and conditions used in the experiments are provided in Table 4. Trixier et al. [101] found that replacing OPC by copper slag in blended cement increases the total porosity but decreases the capillary porosity (pores < 500 nm). This means that the microstructure is densified which contributes to increasing the compressive strength [101]. Milling increases the specific surface area of the CUS and increases the pozzolanic activity. The fracture of particles increases the number of ionic bonds on freshly exposed surfaces which gradually increases with the milling duration [100]. Because of that increasing the slag fineness allows increasing the slag proportion while keeping the strength equal [99, 100]. Pavez et al. [102] investigated the use of CUS in mortars as a replacement of cement using CUSs from different dumps at Chile. Their tests indicated that flexural strength of the mortar can be increased by CUS addition where at 5% cement replacement by CUS optimal compressive strength values are achieved. Compressive strength was found to decrease slightly by CUS addition. Hallet et al. investigated the effect of CUS as a replacement of OPC in cement pastes and the effect of slag fineness [99]. They found that compressive strength after 28 days of curing decreased. Alp et al. used CUS in clinker production in fractions of 2.5–6% at a cement plant in Turkey. They found the iron ore can be replaced with no impact on mechanical properties of the clinker [103]. Reddy et al. [104] investigated different mixtures of cement and CUS in the mortar, where sand was replaced by slag. They found that with 40% CUS in the mixture best compressive and split tensile strength are achieved after 28 and 90 days of curing. The authors also investigated the acid and alkalinity resistance and found that presence of CUS increases the acid but decreases the alkalinity resistance. Bhoi et al. reported that the highest compressive strength, split tensile strength and flexural strength were achieved when 60% of the sand was replaced by CUS [105]. Rise in workability, lower water demand and increasing density with increasing CUS fraction were observed [105, 106]. Figure 1a and b show the results of compressive, split tensile and flexural strength depending on % Copper Slag in the mixture, where data from Pavez et al. [102], Feng et al. [100], and Hallet et al. [99] describe replacement of OPC by CUS, Alp et al. [103] describe replacement of Fe ore by CUS. In all other studies replacement of sand by CUS was investigated. It can be seen that when sand is replaced the strength increases with a higher proportion of copper slag up to levels of 60–100% replacement. When cement is replaced a different behavior occurs. In none of the studies the 28 d compressive strength increases, most of researchers observe a decrease of the compressive strength. However, Trixier et al. also investigated replacement of OPC by CUS testing compressive strength after 7 days of curing and found an increase in strength [101]. The strength activity index can be used to understand whether CUS can contribute to the strength development of the mixture when replacing OPC. It is defined as the ratio of the compressive strength of the blended cement over the compressive strength of the reference OPC mortars. In Fig. 1c the strength activity index is shown over the %OPC in the mixture. Active strengths contribution of CUS is indicated in case the activity index is larger than %OPC in the mixture. This can be seen from the figure when the data points are above the 1:1 line. When the data is equal or below the 1:1 line CUS acts as an inert filler. According to the diagram it can be stated that in some cases active strength contribution of CUS can be found. Overall, it can be summarized from this chapter that CUS can potentially have a positive impact on strength development of cement mortar replacing binder or sand depending on the type of CUS, the proportion that it is added to the mixture, and the grain size of CUS.

a Compressive strength and b split tensile strength and flexural strength of cement depending on % copper slag in the mixture; c shows the strength activity index (the ratio of the compressive strength of the blended over the compressive strength of the reference OPC mortars) depending on % OPC in the mixture. Detailed conditions are provided in Table 4
Vacuum mixing of concrete was investigated by Edwin et al. [107]. The authors were able to increase the compressive strength of the reactive powder concrete slightly. This is mainly due to decreasing the porosity when using vacuum mixing and the angular shape of the copper slag which leads to better cohesion of the matrix. Brindha and Nagan [108] tested the corrosion of rebar in CUS containing concrete according to the Galvano static weight loss method in 3.5% NaCl solution where constant electric power with 12 V was supplied for 15 days. Concrete specimens with embedded steel were connected as anode and coper plates were used as cathode. They found that using CUS containing concrete, either replacing sand or cement, corrosion occurs faster, so they propose that a protection of concrete should be used in corrosive environment.
Figure 2 presents an overview of compressive strength of concrete depending on the percentage of copper slag in the mixture where details on the mixture and conditions are provided in Table 5. Also, in concrete production a beneficial impact of Cu slag can be observed when replacing between 10 and 20% in the mixture and fine aggregate up to 50%. However, the beneficial effect was not observed consistently throughout all of the studies.

Compressive strength of concrete depending on % copper slag in the mixture. Detailed conditions are provided in Table 5
Some authors [90, 112] already considered the use of cleaned copper slag which underwent a leaching process for cement or concrete application. Muhlare and Groot [112] state that there might be the potential to use the residue from sulfuric acid leaching of slag, due to the high content of silica and glass of 48–58 wt%. Kinnunen et al. [90] tested a residue from CUS bioleaching as supplementary cementitious material using up to 2.1 wt% in the mortar as a partial replacement for calcium aluminate cement. It was shown that the addition of the residue increased the flexural and compressive strength of the mixture in comparison to the reference after 28 days but performed worse than mortars where 2.1 wt% silica was added instead of the leaching residue.
Alkali Activated Cementitious Material (Inorganic Polymers)
In contrast to conventional cement for this type of material the reaction occurs due to alkali activation. No binder needs to be used, which allows the application of larger amounts of slag and sand. Typical activators are NaOH, KOH, Na2SO4 or Na2SiO3 [78, 113,114,115,116,117,118]. If the focus is especially on fire resistance, potassium will be used as an activator instead of sodium, due to the formation of crystalline phases with higher liquidus temperature [115]. The reactive component of copper slag is the amorphous phase, where the crystalline components remain mainly undissolved being exposed to the alkaline environment [78]. This indicates that a high amorphous fraction of the slag in the precursor is important for the mechanical properties of an inorganic polymer. Mahendran et al. [113] investigated the substitution of sand by CUS in a concrete mixture containing fly ash and coarse aggregate. The compressive strength of the concrete can be increased from 39 to 59 N/mm2 by a 100% replacement of fine aggregate by CUS. Zhang et al. [114] investigated cementitious material prepared from a mixture of GGBFS and Copper/Nickel slag where Na2SiO3 showed the best effect on achieving a high compressive strength (84 MPa after 28 days curing), glass phase dissolution characteristics and the lowest pore diameter in the hydration product. Na2SO4 leads to the lowest dissolution of the glass phase [114]. Also high grinding times of the slag were found to be beneficial for obtaining a small particle size [114]. Iacobescu et al. found that increasing relative humidity in the atmosphere during curing leads to a higher strength of the material prepared from a mixture of CUS, sand and NaSiO3 and NaOH as activator [78]. Liu and Guo [119] investigated the impact of cooling conditions of the CUS on the hydration heat and compressive strength of alkali activated cementitious material prepared from CUS and sand. They found that with a fast cooled slag a significantly higher compressive strength can be achieved. Furthermore, they found that an increase of the silica modulus of the water glass (ratio of SiO2/Na2O in the mixture) from 0.5 to 2 also has a positive impact on the compressive strengths [119]. Several authors investigated the possibility to produce inorganic polymer foams from CUS [115,116,117,118]. The foam was generated by addition of Al to the mixture, where H2 is generated forming pores. Surfactant can be added to improve foam structure and stability [116, 117]. After curing at room temperature, the material needs to be heated. Temperatures of > 200 °C are required to form crystalline sodium alumosilicates, Fe3+ doped analcime and calcium silicate hydrates [116]. At > 700 °C liquid formation and precipitation of new crystalline phases was demonstrated [118]. The material has similar strength as low density concrete but a lower density [118]. With increase of the Al powder fraction the strength of the porous inorganic polymer is decreased due to its higher porosity as low density aggregate vermiculite can be used as part of porous inorganic polymer [115]. A summary of investigations on strength development of inorganic polymer cement and concrete is provided in Table 6.
Geotechnical Applications
Copper slag is generally of non-plastic nature which implies that it can be used as replacement for sand. The material reduces the liquid limit and plasticity index of soil, where both decrease linearly with increased copper slag addition. This indicates that copper slag can be used to reduce the plasticity of high plasticity soils, reducing the use of stabilizers like lime or cement. When water is added during compaction of soil, the density increases until a certain point where dry density decreases due to an excess of water. The corresponding water content and dry density are called optimum water content and maximum dry density. Copper slag has a higher maximum dry density and optimum water content than sand or different types of clay. In mixtures with soil it was found that maximum dry density increases, and optimum moisture water decreases with the addition of copper slag, which means that the effort for compaction (amount of mechanical energy applied to the soil mass) is reduced when copper slag is added [12]. For some engineering applications permeability of copper slag might be crucial. The permeability of copper slag is similar to natural sand and the copper slag addition just marginally decreases permeability of soil. Different to compaction the term consolidation describes the volume reduction of soil over a long-term due to the drainage of water. The main parameters affecting compaction are compressibility, which is the volumetric response under compression. In terms of compressibility literature results are not consistent. However, as it is affected by particle size and shape it can be assumed that the angularity of copper slag makes it more compressible compared to rounded sand particles at same particle size distribution. The friction angle is a shear strength parameter of soils. It is reported that friction angles of CUs range from 19° to 51°, where 19° would be similar to silt and fine or sized sand and 51° is close to well graded sand or gravel. Due to the angular shape of copper slag compared to most natural sands it can be expected that CUS has a beneficial impact on stability of slopes or embankments [12]. The use of copper slag in sand compaction piles in Japan, its use in road and highway embankments in India was reported [12]. It is also known that in Hamburg harbor 3 million tons of iron silicate slag were used as lumpy material for construction of river embankments within the last 25 years. In Germany every year 200.000 tons of slag from copper industry are used for construction of river embankments. The main advantage compared to natural rock for this application is the high density of the material [92].
Other Applications
In a study by Sarfo et al. CUS was reduced and the composition was adjusted to reach preferentially low density with high hardness for the material to be attractive for the ceramics industry [121]. They found that the hardness stays almost constant when more Al2O3 and CaO flux is added but the density decreases with the increase of the flux amount [121]. The use of CUS in the manufacturing of abrasive tools is reported by Gorai et al. [7]. It was found that CUS could be used as a binder in grinding wheels instead of ceramics binder. In comparison to alundum an improved machining ability was found. The use of CUS in the production of tiles, facing tiles and floor tiles was reported. CUS was either directly casted and cooled to give tiles or used in cold mixtures with clay and sand materials before they were sintered [7]. Another option of applying CUS is in the manufacturing of colored glass. With increasing concentration of Fe2O3 in the glass the color changes from light green to yellow green to brown green and black green [7]. After reduction of CUS to remove oxygen from the slag and form Fe metal it could be used as a catalyst for hydrogenation of CO to CH4. Hereby Fe0 is the active phase where Fe oxides are inactive [53].
Slag Cleaning Operations
Different strategies can be applied to recover valuable metals from slag and remove elements which can be considered as harmful to the environment. For selection of a process, it is important to consider relevant criteria for further utilization of the slag, minimization of waste, availability of reactants, economics of the process and metal recovery. The slag can be treated in pyrometallurgical and hydrometallurgical processes, flotation, sorting and combinations of the aforementioned. In this section the different treatment options are discussed. From the World Copper Smelter Survey 2004 it can be estimated that at that time 37% of the smelters used electric furnaces for slag cleaning, 26% used flotation, 6% did not perform additional slag cleaning, 5% used other technologies and for 26% of the smelters no information was available [122].
Pyrometallurgical Treatment
Principles of Pyrometallurgical Slag Reduction
The kinetics of reduction of liquid copper slag to recover non-ferrous elements such as Cu, Pb or Zn was investigated by various authors with different reactants. During reaction of slag with solid carbon authors found higher rate of copper oxide reduction with increasing temperature [123]. A first order behavior was found using carbon, CO–CO2 gas or CO–CH4 gas as a reductant down to a certain level of Cu (~ 0.4%) in slag [123,124,125,126]. Below that level of Cu according to Klaffenbach et al. [127] it is likely that the main reaction is the formation of iron from FeO and therefore the rate of Cu2O reduction is decreased. Several authors conclude that the rate of reducing fayalite slag is controlled by the Boudouard reaction [123, 125]. Because of that it seems reasonable that authors found that the rate of the reaction is depending on the partial pressure of CO in the system [128]. This explains also that at elevated contents of magnetite in slag the overall rate of slag reduction increases because at higher CO2 in the atmosphere the Boudouard reaction proceeds faster [124, 129].
Barati et al. [130] found that increasing CaO/SiO2 from 0.3 to 2 decreases the activation energy from 197 to 146 kJ/mol.
When Cu or Cu2O is present the Boudouard reaction is catalyzed [123, 124]. Chen and Coley [124] found that this occurs due to the presence of Cu droplets which provide a surface of different nature. The total rate constant of the reaction can be given as:
The equation shows that total rate constant increases due to the reaction on the copper surface, with significant impact of higher volume and low particle size of Cu droplets. The activation energy was found to be decreased from 196 to 122 kJ/mol [124].
Using mixed CH4–CO to reduce CUS it was found that the reduction by CH4 is much faster than that by CO [126]. Mass transfer between liquid and solid phases described by a penetration model could be identified as rate controlling [126].
Nagasaka et al. [131] summarize that reduction of pure iron oxide using hydrogen is faster compared to carbon and CO gas.
Several authors investigated the reduction of FeOx in slag. They observed that the reaction rate increases from 20 wt% FeOx up to 100 wt% FeOx [129, 130]. Barati et al. [130] give that the rate law can be described as follows:
where α is given according to following equations:
for 30 wt%FeO
The parameter \({a}_{O}\) is defined by the equilibrium CO2/CO ratio. Zhang et al. [132] investigated the distinct reduction reaction of magnetite (Fe3O4) by carbon which is relevant to allow settlement of matte by decreasing slag viscosity and entrained matte. They found a second order reaction where the reaction rate is limited by the Boudouard reaction. The activation energy was 610 kJ/mol, their observed activation energy is significantly higher than the activation energy of Boudouard reaction observed by other authors [123,124,125], so the reaction might be inhibited. It needs to be remarked that the system was rich in sulfur. It is described by several authors [124, 129, 133] that as oxygen also sulfur is a surface-active element which segregates on the surface affecting reactions by reducing the surface tension of slag decreasing the reactive reaction area and blocking the reaction sites of oxygen. An overview of different reactions relevant to slag reduction, their activation energies and rate determining steps is provided in Table 7.
It does not seem that there is conformity on the rate determining step of FeO reduction to Fe with carbon in slag, which is typically investigated in the CaO–SiO2–(Al2O3)–FeOx system. Some authors claim that at < 10 wt% FeO in the slag the reaction rate is determined by mass transfer and the Boudouard reaction, while at > 10 wt% FeO it is determined by the Boudouard reaction or the reaction of FeO and CO at the bubble/slag interface [136]. Others explain that a sequence of different chemical reactions and mass transfer in different species is rate determining [137], some found that under conditions of slag foaming the reaction is mass transfer controlled [138] and in a further study mass transfer controlled reaction was found due to a presence of sulfur [133].
Assuming mass transfer as the rate determining step Heo et al. [139] found that the mass transfer coefficient is actively promoted by increased foaming of the slag. The authors assumed that the increase of the foaming index is directly proportional to the viscosity increase of a base slag when increasing its solids concentration. The disadvantage is that iron cannot be effectively separated from the slag at increased viscosity. The foaming index can be assumed as equal to the traveling time of the gas and is defined as follows:
Thus, higher viscosity, e. g. caused by presence of solids according to Eq. (7), lower density and lower surface tension of the slag increase the foaming index [139].
Iron oxide plays an important role for the reduction of PbO and ZnO by CO where the apparent first order rate constant increases from iron oxide contents of 0.2 wt% up to 28 wt% in slag. This indicates a coupling with redox reactions [140]:
It is highlighted by van Gemert et al. [141] that two mechanisms might be involved for fuming of Zn with carbon which are the formation of Zn via reaction with CO at the slag-gas interface and the reduction of Zn2+ to Zn by Fe2+ which is oxidized to Fe3+.
Significant slag foaming can occur when reducing with carbon which can create difficulties in kinetic experiments keeping constant surface area. Slag foaming also might create issues in industrial processes [142].
All of the aforementioned articles describe the reduction of liquid slag. In contrast to that reduction of slag occurs in solid/gas system. Kinetics of reduction of copper slag by gaseous reductant was investigated by Zhang et al. [143]. The authors produced pellets of 8–16 mm diameter from CUS, CaO, coal and bentonite. The pellets were dried before the reduction experiment. It was found that at 1050 °C the reaction is controlled by carbon gasification and interfacial reaction, when temperature is increased the rate controlling mechanism switches to the diffusion of the gas in the pellet [143].
Minimizing Copper Losses in Smelting and Converting
A widely used and simple method to recover copper from converter slag is to recycle slag into an earlier stage of the copper smelting and refining process [58, 144]. Especially when the smelting furnace has a calm settling zone like reverberatory or flash furnaces returning converting slag is useful. Oxidized converting slag will enter a reaction zone with lower oxygen potential. Because of that Cu from converter slag is reduced and can be recovered. Comparing 3–5 wt% Cu in converting slag to 1 wt% Cu in smelting slag indicates the potential Cu recovery [58]. However, a good quality of the converter slag, such as a low magnetite or solids concentration is critical to avoid problems in the smelting furnace [58]. Typically, there is a subsequent slag cleaning process.
Slag/Matte Separation by Settling
The matte separation by settling of the slag is widely used in industry [58, 122, 132, 144, 145]. The settling is mainly conducted in an electric furnace, teniente slag cleaning furnace (HLE) or other drum type furnaces or ladles [58, 144]. The HLE has a cylindrical vessel similar to a Peirce-Smith-Converter. Coke or oil together with air is injected to perform the reduction [58, 145]. After that the injection is stopped to allow settling. 5 wt% of Fe3O4 is targeted to get below 1 wt% of Cu in the slag. The same can be achieved with electric furnaces, which can be operated at lower operational expenditure depending on energy prices [58]. The key of using only ladles for settling is the use of large ladles so that the temperature can be maintained for a long time [58]. Isaksson et al. investigated the impact of different parameters on the Cu recovery in an electric settling furnace [76]. The authors showed that with varying condition a Cu recovery of 56% can be achieved at an input Cu content of 1.25 wt%. They found that Cu recovery decreases with increasing temperature of the slag, due to higher Cu solubility in slag, where the Cu recovery decreases from more than 50–20% from 1200 to 1280 °C [76]. However, increasing the settling time does not necessarily lead to higher Cu recovery [76]. The same authors also showed that attachment of Cu rich droplets to gas bubbles or spinel particles has a negative impact on separation of Cu droplets from the slag [76]. Therefore, minimizing the bottom build up, which is formed of a solid solution that is part of the spinel group (containing Fe, Zn Cr, Mn and O), is important to increase the Cu recovery [76]. Thermodynamic calculations show that controlling the Cr content of the buildup has major impact to control the liquidus and therefore its formation [146]. It was shown that there is not only a build up at the bottom but also an interaction layer mainly consisting of magnetite that forms between slag and matte phase in which FeS reacts with Fe3O4 to form FeO [147]. The layer hinders matte droplets moving downwards to merge with the matte phase at the bottom [147]. Electric furnaces show the feature that temperature at the electrodes is 100–300 °C hotter than the temperature in the bulk of the melt, and the temperature at the coke surface is lower due to endothermic reactions during slag reduction. Volatilization of As is strongly temperature dependent. It was found that at 1250 °C around 50% of As is distributed to the matte and 20% to the dust, where the rest stays in the slag. At higher temperatures distribution of As to the gas phase would increase significantly [148]. Table 8 shows final Cu contents in industrial slag cleaning operations where the average content is around 0.9 wt% and the lowest achievable concentration is 0.6 wt%. At Rönnskär smelter operated by Boliden copper concentrates are smelted in an electric furnace. The resulting slag is treated in a fuming furnace. The slag after fuming is then treated in a settling furnace. During fuming and settling processed, Zn, Cu and precious metals are removed [74, 91].
Deep Reduction to Produce Cu Rich Alloy
A low iron content of the Cu rich alloy is desired to achieve a low liquidus temperature of the metal. In a temperature range of 1200–1300 °C the solubility of Fe in Cu is around 4–8 wt% [127, 150]. The liquidus temperature of the alloy can be decreased with addition of arsenic which might also be removed from the slag during the reduction process [127]. Mori et al. [151] reported tests of converter slag reduction with pulverized coal in a Peirce-Smith-Converter in commercial scale. The coal was injected with air. Final copper levels were minimized at air/coal ratio of 3, where the reductant efficiency was around 60%. More than 90% of Cu, Sn, As and Pb could be removed from the slag and entered in the metal and dust phase. It is proposed to re-use the dust in the Zn or Pb smelting process where the metal should be sulfurized, the volatile elements are removed by vacuum treatment, and the residual white metal can be treated in the copper converting process. It is reported that from reduction of DTBS, an alloy with low iron content can be achieved, while more than 90% of Cu was recovered from the slag. [152, 153]. Anthracite, coke dust and coal flotoconcentrate were reported as reductants [153]. Another way of DTBS reduction is reported by An et al. who used top submerged lance injection of a mixture of methane and air in laboratory scale [154]. Different mixtures of air and methane were tested before the melt was allowed to settle. Higher methane/air ratios led to higher Cu recovery and only the highest ratio of 0.8:1 was suitable to effectively recover Co but also led to the highest Fe content of the alloy [154]. The influence of temperature on the Cu recovery was not found between 1300 and 1400 °C [154]. Klaffenbach et al. showed based on equilibrium calculations that Cu concentration in the slag after slag reduction at Cu-Fe saturated conditions can be decreased by 0.15 wt% by adding 16 g CaO per 100 g iron silicate slag [127]. Hellstén et al. found that the distribution coefficient can be affected by the SiO2 concentration in the slag, where higher distribution of gold to the metal is achieved at lower silica concentration [150]. Highest silver distribution to the metal can be found at 20 wt% SiO2 in the slag [150]. In Table 9 an overview of reduction processes with Cu rich Cu–Fe alloy is provided indicating lowest Cu levels in slag of around 0.4 wt% are achievable. Depending on slag composition and temperature it was shown that approximately 0.15 wt% to 0.35 wt% Cu can be dissolved in slag without forming solid alloy [127]. Hovestadt et al. investigated reduction of EF slag using H2 where the input gas contained between 33 and 100 vol.% of H2. The authors identified the possibility to recover major fractions of Cu, Zn, Pb and Mo from slag [155].
Deep Reduction to Obtain Fe–Cu Alloy
When Fe is reduced from slag it needs to be replaced in some way to avoid precipitation of solid phases like tridymite. The idea of replacing iron with calcium is discussed by several authors [143, 156,157,158,159]. As result of the process a Fe–Cu–C alloy or pig iron is produced containing most of the valuable metals, such as molybdenum. The inert calcium silicate slag should be used in cement or ceramics production [121, 156,157,158,159]. Zn can be fumed to the gas phase [157]. High process temperatures of 1400–1600 °C are required in case the reduction process is conducted in a liquid state [156, 157]. The idea of the process is to produce zero waste. The practical issue of the idea is that copper and other non-ferrous elements are diluted in the iron phase, so these the mass of the metal phase would be rather large and effort for iron separation would be high. The process is also very intensive in reductant and energy requirement. The suitability of the new type of low iron slag for use as cement constituent needs to be proven. This indicates that it is difficult to shape the process in an economically efficient way. Yücel et al. [160] mainly focused on metal recovery and paid minor attention to the slag application. Temperatures of 1250–1470 °C were tested where highest Co recovery was achieved at highest temperature. Cu recovery was higher at lower temperatures but the reduction was slower [160]. The discussed processes are summarized in Table 10. A fundamentally different approach to all other studies was tested by Holland et al. [65]. They propose a pre-reduction process at low temperatures of 600–900 °C where a mixture of methane and hydrogen is used as reductant. The pre-reduction should be followed by a smelting process. This approach is a way to remove volatile elements from tailings. However, as smelting would be required to recover further valuable metals that would lead to a new equilibrium and different Cu recovery than reported in the pre-reduction stage. The Literature study shows significant efforts in understanding reduction of Cu slag. However, it is remarkable that there is very limited work on utilization of hydrogen for Cu reduction process as a potential alternative fuel for de-carbonizing of the industry.
Deep Reduction to Obtain Fe–Cu Alloy Followed by Magnetic Separation
An alternative route to reduction of slag in liquid state, the reduction process can be also conducted in solid state of the slag [143, 162, 163]. Copper slag, carbon and additives like CaO are blended as an input material, where pellets can be produced [143, 162, 163]. Temperatures above 1100 °C were found suitable for a high Fe recovery where 1300 °C was found as an optimum temperature [143, 163]. Carbon is added in excess. However, if too much is added Fe recovery decreases because carbon particles in the pellet prevent Fe grains from aggregating and growing [143, 162, 163]. Carbon amounts of up to 25% of the slag’s weight are required [162]. By adding CaO the recovery of Fe can be increased. For an optimum recovery the Ca/Si ratio needs to be adjusted. However, the effect of CaO on increasing the recovery is little [163]. Also grinding fineness has an impact on the Fe recovery. At a certain fineness an optimum Fe recovery can be achieved. When grinding the material longer than required for optimum recovery there is no improvement or even slight decrease in the Fe recovery [163]. It was found that a certain magnetic field density is required to achieve separation of most of the iron (approximately 20–60 kA/m). Only a slight increase of the Fe recovery is achieved when further increasing the field density [162, 163]. The roasted product is crushed and ground before beneficiation by magnetic separation is carried out [143]. Results of different authors are summarized in Table 11. The alloys contain between 0.2 and 1 wt% Cu. Zn and Pb could be significantly removed to 0.03 wt% or lower in the Fe product.
Sulfurizing Reduction to Produce Matte
Sulfurizing treatment of slag at high temperature can be done using pyrite as a sulfurizing agent to produce a matte phase in which the valuable metals are recovered [59]. It uses the effect of decreasing Cu solubility in slag at equilibrium with low-grade matte [38]. Additionally, a reductant like coke and CaO as slag modifier can be added [59]. In the temperature range from 1200 to 1400 °C larger Cu and Co recovery was found with higher temperature [59]. Up to a certain level of pyrite addition Cu and Co recovery can be increased, where beyond that only recovery of Fe further increases [59]. Addition of reductant needs to be adjusted carefully. Initially, increase of reductant will increase metal recovery but excess will lead to reduction of iron which dilutes the matte phase and reduces recovery of Cu and Co [59]. Addition of CaO mainly increased the recovery of Fe but had only little impact on recovery of Cu and Co [59]. The method of sulfurizing smelting is efficient in terms of Cu recovery. However, it produces high volumes of additional matte with low valuable metal content which has to be treated within a smelter. This means additional amounts of sulfur have to be removed and captured. Also, high amounts of Fe are reduced from the slag which was already oxidized in earlier smelting stages and have to be treated again. A process tested in a pilot scale of treating converter slag was the Kennecott slag cleaning process [164]. It was a two-stage process including a rapid reduction step to minimize the magnetite content and achieve a copper concentration of the slag below 1.2 wt%. In the second step pyrite was added to form a low-grade matte and minimize the Cu concentration further. Final copper levels of 0.3 wt% in the slag could be achieved [164]. The tests were carried out in an electric furnace equipped with mechanic stirrers [164]. Details on the conditions and metal recoveries of the processes are summarized in Table 12.
Hydrometallurgical Treatment
Chemical and Bacterial Leaching
Leaching is another method for extraction of metals from slag, which was studied various times by different authors. However, this process is not widely applied in industry. The leach solutions tested in different literatures are sulfuric acid, hydrochloric acid, nitric acid, ferric chloride, ammonia, cyanide, oxalic acid and citric acid [8, 60, 71, 90, 112, 165,166,167]. Cyanide was reported to lead to environmental problems but is selective for dissolution of Ag and Au [8, 168]. Another option is to conduct bacterial leaching where S and Fe oxidizing microorganisms are applied [90, 165, 169]. Typically, because the S content of slag is low, sulfur is added [56, 90, 165, 170]. By addition of H2O2 or by pressure leaching the recovery of valuable metals can be further increased [8, 55, 166, 171]. Prior to leaching, the slag is ground to < 80 µm [8, 60, 90]. Chromate e. g. in the form of K2Cr2O7 can be added to suppress leaching of Fe and Zn due to the selective adsorption of dichromate ions on the surface of the minerals containing Fe and Zn where leaching of Fe can be reduced to 5%. Suppressing the leaching of Fe can be also achieved by increasing the concentration of Fe3+ in the solution [60, 63, 71]. The leaching residue can be further treated for Zn recovery [60].
By leaching with sulfuric acid, recoveries of 70–100% of Cu and 95% of Co and Ni were reported from converter slag bringing only 0.8% of Fe into solution, which is likely due to the presence of insoluble hematite in highly oxidized converting slag [8, 71, 165]. Sulfuric leach solutions from leaching of converter slag contained around 45 g/l Cu but also 10 g/l Fe. The leach solution could be treated with electrowinning electrolysis, where presence of Fe would increase the energy requirement of the electrolysis. Therefore, ion exchange, solvent extraction or neutralization might be necessary prior to electrolysis. An alternative to electrowinning could be crystallization to produce copper sulfate pentahydrate [71]. Using H2SO4 for leaching of slag Pb will remain in the residue as PbSO4 [71]. Increase of acid concentration improves the metal yield [71, 90, 165, 166]. In some papers acid concentrations of 2 M seem to be the optimum [71, 165], but some researchers observed that higher acid concentrations are required for the maximum extraction [61, 90, 166]. For H2SO4, citric acid and oxalic acid leaching, pulp density of 1% was reported to give optimum Cu and Zn extraction where at higher pulp densities extraction decreased [165]. Others observed maximum Cu extraction at 10% pulp density using citric acid [169]. By increasing the temperature higher Cu and Zn yields can be achieved in shorter time [63, 71]. Decreasing particle size results in an increase of the Cu extraction or decreased leaching time [55, 71, 166]. y using only H2SO4 for leaching of smelting slag with no additive there is a poor selectivity between Cu and Fe [55, 60, 71]. Compared to converter slag smelting slag contains much more Fe2+, which is recovered during leaching. Up to 60% of Fe, 24% Ni and 24–60% Zn are leached as well. An issue of using H2SO4 is the formation of gelatinous phase, due to formation of orthosilicic acid (H4SiO4) which prevents good stirring and solid/liquid separation [56, 90]. It occurs according to the reactions (14 and 15) [172].
The formation of orthosilicic acid is likely to occur at pH < 1.5, whereas at pH > 2 jarosite is formed [56].
By leaching smelting slag with H2SO4 up to 68% of Cu could be recovered [55, 60]. Comparison between HNO3 and H2SO4 leaching for the same type of smelting or converting slag showed that by using HNO3 higher metal recoveries can be achieved [90, 165]. However, also Fe was extracted from slag up to 100% and mainly stayed in the form of Fe2+ [55, 90].
Leaching of flotation tailings leads to low recovery of Cu (26%) and also a high fraction of iron (up to 50%) is extracted using H2SO4 [55]. Applying ammonium acetate direct to blister slag more than 80% of Cu and around 35% of Pb could be extracted [61]. Leaching with HCl shows similar Cu and Zn yield as with H2SO4 [165]. Metal yields with citric acid leaching of the converting slag are slightly below that [165]. However, for the smelting slag citric acid was not effective for Cu extraction, but it proved to be very effective for leaching of Co, Ni and Fe at leaching times up to 15 h [169]. Oxalic acid shows very low efficiency in leaching Cu and Zn from converting slag where below 10% were extracted in tests [165, 169].
By leaching of smelting slag with NaOCl and HCl giving Cl− and Cl2, 75–80% Cu could be recovered where also 5% of Fe were extracted [8]. There is just a few papers reporting metal concentrations in the leach residue, final Cu concentrations of around 0.1 wt% with sulfuric acid leaching were reported [112, 169].
Typical bacterial cultures used for bacterial leaching are A. thiooxidans, A. ferrooxidans and L. ferriphilus, [172, 173]. Bacteria are oxidizing S0 to \({\mathrm{SO}}_{4}^{2-}\) which leads to decreasing pH of the solution when elemental sulfur is added according to Eq. (16) [172].
Ferrous iron is oxidized to ferric iron which is shown in Eq. (17) [172].
Some studies show that metal recovery when applying bacterial leaching is lower than the chemical leaching using identical slags [90, 165]. However, there are also studies in which the observation is opposite [170, 173]. In addition, the leaching time for chemical leaching was significantly lower than for bacterial leaching [90, 165, 170, 173]. But clearly the recovery is also depending on the conditions such as pH, pulp density, particle size and time no matter if chemical or biotic leaching is applied. Extractions of up to 70% Cu and 80% Zn can be reached from converter and smelting slag and also significant extraction of V, Mo, Co and REE is reported in literature [90, 165, 172, 173]. At laboratory conditions bacterial leaching appears as a very expensive method compared to the turnover that can be generated by recovery of metals [173]. Similar to abiotic leaching with H2SO4 the viscosity of the solution can increase using bacterial leaching which is a concern [172]. It was found that the sulfides in slags are relatively resistant to dissolution by direct assimilation of sulfur in sulfides due to bacteria [172]. Biogenic Fe ions and H2SO4 may lead to major dissolution of sulfide minerals and enhance the acid generation [80]. A main advantage of bacterial leaching is the decrease in chemicals required, where at static pH only 20% of sulfuric acid was required [90]. Conditions and results of the different studies are shown in Table 13. Due to leaching the mineralogy of slag changes significantly. It was observed that fayalite disappears in many cases. The residue mainly contains crystalline phases such as magnetite (Fe3O4), NiFe2O4, MgFe2O4, ZnFe2O4 CaSO4, CaMgSi2O6, MgAl2O4, Al2SiO5, PbSO4, Fe2SiO4 and others [60, 71, 90, 112].
Roasting Combined with Leaching
By roasting the slag prior to leaching soluble metal compounds can be formed which can be eventually recovered by leaching. Shen and Forssberg [8] summarized several studies where sulfurizing or sulfating roasting is applied. Sulfurizing can be conducted with H2S where in a first stage sulfides are formed. The sulfating roasting is conducted in the temperature range of 200 to 700 °C, where Cu, Ni and Co are converted to soluble sulfates either by oxidizing the previously formed sulfides or by roasting with H2SO4, (NH4)2SO4 or Fe2(SO4)3. The soluble phases can be separated from the slag by dissolving them in water [8, 64]. Wan et al. [176] proposed to use SO2 containing smelting or converting off-gas for sulfation roasting of slag, where the leach solution can be recycled. The sulfation roasting process is able to release metals from the metal sulfides in the first step, where matte inclusions are oxidized to metal oxides. In a second step spinels are broken up, where metal oxides are released and converted to sulfates [176]. They added oxygen and Na2SO4 during roasting to adjust the oxygen potential and increase the metal recovery during water leaching [176]. The reaction mechanism of Na2SO4 leading to eutectic compound of sulfate mixtures is shown in equation(s) (18) to(s) (20):
Temperatures above 650–700 °C should be avoided due to formation of a Fe–Ni-oxide phase which harms the leaching of Ni and ferric oxide becomes the predominant phase instead of metal sulfates [176]. A sulfation time of 30 min is required where longer sulfation times up to 240 min gradually increase the metal yield during leaching. Na2SO4 addition of 20–30 wt% especially increases the Co and Ni extraction from ~ 50% to 65% up to > 90%. The process is highly selective against co-leaching of Fe, indicating that Fe is mainly present as magnetite or hematite [176]. Nevertheless, the addition of 20–30 wt% Na2SO4 indicates that a significant amount of chemicals is required which will have a considerable impact on the cost associated to the process. Hematization of Fe indeed is a special purpose of the hot pre-treatment to convert the Fe2+ into Fe3+ which is insoluble in the leaching solution, where the oxidation state of Fe is temperature dependent [64, 176]. In a further study authors found that at temperatures where hematization was efficient base metals solubility decreased and only Zn remained sufficiently soluble as Zn sulfate, potentially due to an excess of H2SO4 during hot pre-treatment [64].
In Table 14 conditions and recoveries from different studies are shown where copper recovery was found to be between 80 and 99%.
Flotation
Flotation is a successful method to produce copper concentrate from slag, which is widely used in industrial practice [8, 58]. It is reported that concentrates with copper contents of 42–44% Cu can be produced from converter slag [8], where the copper recovery ranges from 82% to 96%. However, due to fast cooling copper sulfide is present in low particle size (< 38 µm) and there is also a high content of copper oxide, the Cu recovery can go down to 40% [55, 62]. Copper content in the concentrate produced from smelting slag was found to be around 5–15%. Size of the particles in flotation process has a significant influence on the recovery. It was observed that slower cooling in pits compared to pots leads to 0.22–0.35 wt% Cu in the tailings compared to 0.5–0.9 wt% Cu using pots [62]. Only sulfidic and metallic copper can be floated effectively, so that oxidic copper mainly ends up in the tailings [8]. Reagents and conditions used in different investigations can be seen in Table 15. Typical reagents used are collector (in some cases also secondary collector), frother, sulfurizing agent and magnetite suppressant [8, 77, 178]. The secondary collector improves the recovery of coarse particles where Cu phases are interlocked with copper bearing fayalite particles. However, the amount of fayalite in the concentrate increases. Roy et al. [178] found that using SIPX fine particles can be collected and using DTP as secondary collector Cu recovery can be increased by floating coarser particles [178]. Adsorption of collectors on the sulfide minerals was found to occur within a few seconds [178]. The optimum concentration for collector dosage has to be identified because overdosing increases hydrophobicity of copper [178]. Sibanda et al. [77] found highest Cu recoveries from converter and TSL/Reverberatory smelting slags were achieved using Na2S in comparison to (NH4)2S or a combination of NaHS and (NH4)2SO4 as sulfidation agents. Collector PAX in combination with FC7245 and FC4146 as secondary collectors showed the highest recovery of Cu [77]. Fan et al. concluded that BX is the collector leading to the highest Cu recovery followed by IX and EX. Shamsi [179] found a higher Cu recovery when using A65 as a frother compared to MIBC. Regrinding and additional floating of tailings was shown to increase the yield of Cu by up to 16% [77]. In all the investigations Co and Ni were reported in the tailings [8]. Prior to flotation the slag has to be ground to below 100 µm [8, 55, 77], where finer grinding leads to higher copper recovery [57, 179]. A reductive sulfurizing treatment of slag prior to flotation is proposed by Guo et al. with the purpose to get larger matte particles [180]. The test was done in industrial scale. During slag removal from the bath the slag was brought into contact with a powder containing Fe, S and C. After that the slag was allowed to cool in a ladle. It was shown that by that method the proportion of Cu2O and Fe3O4 in slag could be reduced. The copper recovery in flotation increased from 69 to 73% and the grade of the concentrate was elevated from 20.2 to 21.7%.
Currently in many cases slag after flotation is dumped. The material can be blown away if care is not taken [58]. A disadvantage of flotation is that the smelter capacity needs to be increased to smelt the additional slag concentrate which is recycled to the smelter [58].
Discussion
Considering the large amounts of yearly disposed copper slag, which is more than 38 Mt/y, the amount of waste generated, and valuable metals dumped are enormous. In light of declining ore grades in most regions of the world [181] the proportion of gangue minerals and minor elements in the raw materials might increase which leading to larger slag amounts and higher concentration of by-elements in the slag. Issues with increased concentrations of minor elements can be tackled before the concentrate reaches the copper smelting process. For example, in case of high arsenic concentrations in the concentrate roasting or leaching of concentrates prior to smelting can be conducted to reduce the As concentration [182,183,184]. Additionally, the options to recover and remove metals from slag and further use the slag or components of it are diverse.
Proven markets for slag can be found in construction of roads and pavements, blasting abrasive, cement and concrete as well as river and road embankments. Significant progress has been made with respect to the potential use of copper slag in concrete, cement and inorganic polymers in the recent years. However, in European standardization of CEM I–CEM V copper slag is not foreseen as a cement constituent which shows that there are still hurdles on the way to implement copper slag and further acceptance in the society needs to be built [185]. The different applications require different aggregate and size of copper slag particles. Where for abrasives and binder or fine aggregate in cement glassy slag granulate is used as starting product, while river embankments or coarse aggregate in concrete requires lumpy material which are achieved with slow cooling of slag.
Weathering and elution of slag is affected by external parameters such as pH and presence of microbes in the solution so that these phenomena cannot be controlled by adjusting the slag composition and mineralogy. These larger slag particles are not available for weathering. Because metals and sulfides are considered to be the most reactive phases at close to neutral conditions an entire removal of these components should be targeted in the utilization of the slag as a technical mineral. As glassy slag used in cement or inorganic polymer passes through complex reactions where stable crystal structures are formed, it can be assumed that this increases the resistance against weathering, but more research work on that topic is required.
Research results in recent years have understood better copper losses and the behavior of minor elements in smelting processes. Based on this knowledge processes can be optimized to minimize the content of elements like Cu, As, Pb, Ni, Zn, Sn and Co in the slag. But still there are thermodynamic and physical limitations so that entrainment of alloy and sulfide particles cannot be avoided, and certain fractions of metals are dissolved in the glass phase or precipitate as part of spinel. To recover these valuable metals to a larger extent further treatment is required. Flotation, pyrometallurgical and hydrometallurgical processes in combination with mechanical separation such as magnetic separation are promising to solve the problems. A summarized overview of the different processing routes is proposed in Fig. 3.

Overview of copper slag processing routes
During flotation entrained sulfides and metals can be almost completely recovered, whereas elements contained in glass and oxidic phases will stay in the slag, which is an important drawback. Therefore, a large degree of crystallization and fine grinding are preconditions of flotation. A main issue associated with that is that on one hand no slag lumps can be produced and on the other hand the slag is not sufficiently reactive for cement production, so that there is limited use for the material.
Pyrometallurgical processes can be conducted at different levels of oxygen partial pressure for slag settling under reducing atmosphere to thoroughly recover metallic iron. By settling a large fraction of entrained sulfides and metal, still less can be recovered than with flotation. Dissolved components mainly remain in the slag. By applying more reduction, the dissolved components in the slag can be recovered to a large fraction and collected in a copper rich polymetallic alloy where the mineralogical composition of the slag remains nearly the same. The formation of an alloy instead of matte also leads to an improved physical separation of the metal from slag due to the higher density. Because major fractions of entrained sulfides, metals and dissolved non-ferrous elements can be removed less amounts of these elements will be released during weathering of the slag.
If the oxygen potential is further lowered an alloy mainly containing metallic iron is produced. Many non-ferrous elements are collected in the Fe alloy which will be used for iron and steel production. This will harm the economics because elements like Cu, Ni, Sn and Co cannot be recovered. Furthermore, these elements will be considered as impurities for most types of iron and steel. This type of deep reduction will give a clean mineral with similar composition as blast furnace slag. However, this requires large amounts of CaO, which is typical taken from the natural resource limestone (CaCO3) and will release CO2 during smelting. In case the process is done in liquid state higher process temperatures are required, which will lead to large refractory consumption and increased energy requirement.
The sulfurizing treatment has the disadvantage that Fe and S removed in copper smelting and converting are added to the process. This will lead to additional matte generation which needs to be treated again under formation of SO2. The advantage of all pyrometallurgical methods conducted in liquid state is that the cooling can be designed in flexible manner so that glassy granulate or crystalline slag lumps can be produced.
Leaching potentially provides the highest metal recoveries of all treatment options. The material needs to be ground to low particle size in order to ensure high metal yields. Problems with gel formation using H2SO4 can be overcome by adjustment of pH or utilization of other leach solutions. Bacterial leaching decreases the requirement in chemicals but increases the leaching time. The suitability of the residue for the different application options is uncertain and only few studies are available. A large advantage is that the release of hazardous elements is expected to be very low when the material is exposed to the environment. A major drawback is that the residue is a fine powder of mainly crystalline material, so that similar restrictions occur as for slag treated in flotation.
Conclusion
Copper slag treatment and utilization is a widely discussed topic in literature. Significant progress has been made during the recent years on the utilization of the material in several fields and on the process development of recovering valuable and removing harmful elements from the slag. Nevertheless, currently only small fractions of the copper slag produced worldwide are further used. Conventional processes like slag settling or flotation clearly show limitations in terms of metal recovery and in flotation a mainly crystalline slag powder is produced which is difficult to use further. However, literature does not report industrial implementation of slag leaching or deep slag reduction processes which are able to recover a wide range of different elements with a large proportion. This might have different reasons. Firstly, the utilization of products from the treatment process can be mentioned. Current regulations in some areas like cement production do not foresee the use of copper slag, even if the slag is very well cleaned. The iron produced in deep reduction processes can likely not be used by its entire amount due to their content of non-ferrous metals. Less experience is available on the use of residues from copper slag leaching. Another reason is that there are still some further issues associated to these processes such as the large requirements of reactants like acids, limestone or reductant from fossil resources. Increased effort is needed to investigate the use of hydrogen as a potentially environmentally friendly alternative reductant. The industry might also see the risk of large capital expenditure as long as there is no pioneer demonstrating the industrial feasibility. However, considering the multiple options for application of copper slag, proven examples of copper slag being in use today and wide possibilities of slag cleaning, there is no doubt that recycling and utilization of copper slag worldwide can be increased, if politics, society, industry and science pull together.
Abbreviations
- (%M):
-
Element concentration in slag in wt%
- [%M]:
-
Element concentration in matte in wt%
- a:
-
Inverse maximum fraction of solid particles
- A65 :
-
Poly propylene glycol (A65)
- AERO 3477:
-
Isobutyl sodium phosphorodithioate
- ARE:
-
Artificial root exudate
- BX:
-
Butyl xanthate
- c:
-
Empirical foaming constant
- CMC:
-
Carboxy methyl cellulose
- CS:
-
Converting slag
- CUS:
-
Copper slag (slag from copper industry)
- CSFT:
-
Converter slag flotation tailings
- DTBS:
-
Direct to blister slag
- DTP:
-
Sodium diethyldithiophosphate
- EF:
-
Electric furnace
- EX:
-
Ethyl xanthate
- \(\mathrm{F}\) :
-
Fraction of solid particles in the melt
- FC 4146:
-
Modified thionocarbocarbamate, methyl isobutyl, carbinol (FC 4146)
- FC 7245:
-
Sodium alkyl dithiophosphate, mercaptobenzothiazole (FC 7245)
- FS:
-
Floated slag
- FT:
-
Flotation tailings
- g:
-
Gravity constant in
- GGBFS:
-
Ground granulated blast furnace slag
- HEC:
-
Hydroxy ethyl cellulose
- HLE:
-
Teniente slag cleaning furnace
- HSPC:
-
High strength Portland cement
- \({k}_{a}\) :
-
First order rate constant for CO2 dissociation
- k:
-
Rate constant
- K:
-
Equilibrium constant
- MIBC:
-
Methyl isobutyl carbonyl
- MS:
-
Silica modulus of water glass (sodium silicate)
- n:
-
Constant relating to particle shape
- OPC:
-
Ordinary Portland cement
- f:
-
Fraction of surface area occupied by the phase
- PAX:
-
Potassium amyl xanthate
- r:
-
Radius of the droplet in m
- RH:
-
Relative humidity
- SBX:
-
Sec-Butyl Xanthate
- SIPX:
-
Sodium iso-propyl xanthate
- SSL:
-
Smelting slag
- u:
-
Settling rate in
- v:
-
Reaction rate
- \({a}_{O}\) :
-
Activity of oxygen in the slag
- \({\rho }_{f}\) :
-
Density of the droplet
- \({\rho }_{s}\) :
-
Density of the surrounding phase (e. g. slag)
- ∑:
-
Foaming index
- µ:
-
Viscosity of the liquid in Pa · s
- \(\upeta \) :
-
Viscosity of the liquid with solid particles
References
Piatak NM, Parsons MB, Seal RR (2015) Characteristics and environmental aspects of slag: a review. Appl Geochem 57:236–266. https://doi.org/10.1016/j.apgeochem.2014.04.009
Curry KC (2020) U.S. Geological Survey, Mineral Commodity Summaries, January 2020, https://pubs.usgs.gov/periodicals/mcs2020/mcs2020-iron-steel-slag.pdf. Acessed 3 May 2022
ISCG (2018) ICSG directory of copper mines and plants up to 2021—1st half 2018.
Soezen K (2017) The future of non-ferrous slag market forecast to 2027. Smithers Apex, Akron
Piatak NM, Ettler V (2021) Metallurgical slags: environmental geochemistry and resource potential. Royal Society of Chemistry, Cambridge
Bellemans I, De Wilde E, Moelans N et al (2017) Metal losses in pyrometallurgical operations—a review. Adv Colloid Interface Sci. https://doi.org/10.1016/j.cis.2017.08.001
Gorai B, Jana RK, Premchand (2003) Characteristics and utilisation of copper slag—a review. Resour Conserv Recycl 39:299–313
Shen H, Forssberg E (2003) An overview of recovery of metals from slags. Waste Manag 23(10):933–949. https://doi.org/10.1016/s0956-053x(02)00164-2
Shi C, Meyer C, Behnood A (2008) Utilization of copper slag in cement and concrete. Resour Conserv Recycl 52:1115–1120
Murari K, Siddique R, Jain KK (2014) Use of waste copper slag, a sustainable material. J Mater Cycles Waste Manage 17:13–26. https://doi.org/10.1007/s10163-014-0254-x
Habib A, Bhatti HN, Iqbal M (2020) Metallurgical processing strategies for metals recovery from industrial slags. Z Phys Chem 234(2):201–231. https://doi.org/10.1515/zpch-2019-0001
Dhir R, Brito J, Mangabhai R et al (2016) Sustainable construction materials: copper slag. Elsevier, Amsterdam
Reijnders L (2021) Is near-zero waste production of copper and its geochemically scarce companion elements feasible? Miner Process Extractive Metall Rev. https://doi.org/10.1080/08827508.2021.1986706
Tian H, Guo Z, Pan J et al (2021) Comprehensive review on metallurgical recycling and cleaning of copper slag. Resour Conserv Recycl 168:105366. https://doi.org/10.1016/j.resconrec.2020.105366
Schlesinger ME, King MJ, Sole KC et al (2011) Extractive metallurgy of copper. Elsevier, Amsterdam
Voigt P, Burrows A, Somerville M et al (2017) Direct-to-blister copper smelting with the ISASMELT™ Process In: Proceedings of the 8th International Symposium on High-Temperature Metallurgical Processing, Cham, pp 261–267.
Taskinen P, Kojo I (2009) Fluxing options in the direct-to-blister copper smelting In: Proceedings of the VIII International Conference on Molten Slags, Fluxes and Salts, Santiago, Chile, pp.
Kongoli F, McBow I, Yazawa A et al (2008) Liquidus relationships of calcium ferrite and ferrous calcium silicate slag in continuous copper converting. Trans Inst Min Metall Sect C 117(2):67–76
Mwanza T, Eggert M, Chirwa W et al (2022) Kansanshi copper smelter ISACONVERT furnace tapping system design, operation, and improvements. Proc Furnace Tapping 2022:233–244
Taskinen P (2011) Direct-to-blister smelting of copper concentrates: the slag fluxing chemistry. Miner Process Extractive Metall 120(4):240–246. https://doi.org/10.1179/1743285511Y.0000000013
Malfliet A, Lotfian S, Scheunis L et al (2014) Degradation mechanisms and use of refractory linings in copper production processes: a critical review. J Eur Ceram Soc 34(3):849–876
Kaur RR, Swinbourne DR, Wadsley MW et al (2011) Comparison of ferrous calcium silicate slag and calcium ferrite slag interactions with magnesia-chrome refractories. Metall Mater Trans B 42(3):451–459. https://doi.org/10.1007/s11663-011-9499-0
Spira P, Themelis N (1969) Solubility of copper in slags. J Metals 21(4):35–42
Toguri JM, Santander NH (1969) Solubility of copper in fayalite slags at 1300°. Can Metall Q 8(2):167–171
Wiese W (1963) Über die Löslichkeit von Sulfiden in Schlacken. Zeitschrift für Erzbergbau und Metallhüttenwesen 16(8):377–386
Yazawa A, Kameda M (1954) Copper smelting. II. Solubilities of constituents of matte in slag. Technol Rep Tohoku Univ 19(1):1–22
Nagamori M, Mackey PJ (1978) Thermodynamics of copper matte converting. Part II. Distribution of gold, silver, lead, zinc, nickel, selenium, tellurium, bismuth, antimony and arsenic. Metall Trans B 9B(4):567–579
Yazawa A, Oida M, Nishikawa Y (1982) Distribution equilibria for Ni Co, As, Sb and Cu between matte and slag. J Min Metall Inst Jap 98(1135):963–968
Takeda Y, Ishiwata S, Yazawa A (1983) Distribution equilibria of minor elements between liquid copper and calcium ferrite slag. JIM 24(7):518–528
Sinha SN, Sohn HY, Nagamori M (1984) Distribution of lead between copper and matte and the activity of lead sulfide in copper-saturated mattes. Metall Trans B 15B(3):441–449
Shevchenko M, Jak E (2020) Thermodynamic optimization of the binary PbO-“Cu2O”, “Cu2O”-SiO2 and ternary PbO-“Cu2O”-SiO2 systems. Calphad 69:101774. https://doi.org/10.1016/j.calphad.2020.101774
Shevchenko M, Jak E (2020) Thermodynamic optimization of the ZnO–FeO–Fe2O3–SiO2 system. Calphad 68:101735. https://doi.org/10.1016/j.calphad.2019.101735
Shishin D, Hidayat T, Fallah-Mehrjardi A et al (2019) Integrated experimental and thermodynamic modeling study of the effects of Al2O3, CaO, and MgO on slag–matte equilibria in the Cu-Fe-O-S-Si-(Al, Ca, Mg) system. J Phase Equil Diffusion. https://doi.org/10.1007/s11669-019-00716-0
Shevchenko M, Jak E (2020) Thermodynamic optimization of the binary PbO–CaO and ternary PbO–CaO–SiO2 systems. Calphad 70:101807. https://doi.org/10.1016/j.calphad.2020.101807
J Chen, C Allen, P Hayes et al (2016) Experimental study of slag/matte/metal/tridymite four phase equilibria and minor elements distribution in “Cu–Fe–Si–S–O” system by quantitative microanalysis techniques In: Proceedings of the Molten 2016, 10th International Conference on Molten Slags, Fluxes and Salts, Seattle, Washington, USA, pp.
Hidayat T, Shishin D, Decterov SA et al (2017) Critical assessment and thermodynamic modeling of the Cu–Fe–O–Si system. Calphad 58:101–114. https://doi.org/10.1016/j.calphad.2017.06.003
Shishin D, Shevchenko M, Jak E (2021) Experimental study and thermodynamic calculations in the CaO–Cu2O–FeO–Fe2O3–SiO2 system for applications in novel copper-based processes. J Sustain Metall 7(1):300–313. https://doi.org/10.1007/s40831-021-00341-7
Yamaguchi K, Ueda S, Takeda Y (2005) Phase equilibrium and thermodynamic properties of SiO2–CaO–FeOx slags for copper smelting-research achievements of professor Yoichi Takeda. Scand J Metall 34(2):164–174. https://doi.org/10.1111/j.1600-0692.2005.00737.x
Shishin D, Jak E, Decterov S (2018) Thermodynamic assessment of slag–matte–metal equilibria in the Cu–Fe–O–S–Si system. J Phase Equilibria Diffus. https://doi.org/10.1007/s11669-018-0661-0
Klaffenbach E, Mostaghel S, Guo M et al (2021) Thermodynamic analysis of copper smelting, considering the impact of minor elements behavior on slag application options and Cu-recovery. J Sustain Metall 7(2):664–683. https://doi.org/10.1007/s40831-021-00354-2
Tan P, Zhang C (1998) Thermodynamic analysis of copper smelting process. In: Processing of metals and advanced materials: modeling, design and properties
Surapunt S, Hasegawa N (2003) Distribution behavior of arsenic, antimony and bismuth in the smelting stage of the Mitsubishi process. Metall Mater Process Princ Technol Yazawa Int Symp 1:375–381
Sridhar R, Toguri JM, Simeonov S (1997) Copper losses and thermodynamic considerations in copper smelting. Metall Mater Trans B 28B(2):191–200
Kim HG, Sohn HY (1996) Thermodynamic modeling of minor-element behavior in in-bath copper smelting and converting with calcium ferrite slag. Trans Inst Min Metall Sect C 105(Sept–Dec):151–163
Shishin D, Hidayat T, Jak E et al (2016) Thermodynamic database for pyrometallurgical copper extraction In: Proceedings of the Copper'2016, Kobe, Japan, pp.
Chen C, Zhang L, Jahanshahi S (2010) Thermodynamic modeling of arsenic in copper smelting processes. Metall Mater Trans B 41(6):1175–1185. https://doi.org/10.1007/s11663-010-9431-z
Roghani G, Takeda Y, Itagaki K (2000) Phase equilibrium and minor element distribution between FeOx-SiO2-MgO-based slag and Cu2S-FeS matte at 1573 K under high partial pressures of SO2. Metall Mater Trans B 31B(4):705–712
Tan P (2004) Cu model—a thermodynamic model and computer program of copper smelting and converting processes and its industrial applications In: Proceedings of the EPD Congress 2004, Charlotte, NC, United States, pp 411–422.
Wang B, Yang H, Jin Z et al (2022) Effect of Fe/SiO2 ratio and Fe2O3 on the viscosity and slag structure of copper-smelting slags. Metals 12(1):18
Fagerlund KO, Jalkanen H (1999) Some aspects on matte settling in copper smelting. Copper 99 Cobre 99:539–551
Liu Z, Pandelaers L, Blanpain B et al (2018) Viscosity of heterogeneous silicate melts: a review. Metall Mater Trans B. https://doi.org/10.1007/s11663-018-1374-9
Fernández-Caliani J, Ríos G, Martinez J et al (2012) Occurrence and speciation of copper in slags obtained during the pyrometallurgical processing of chalcopyrite concentrates at the Huelva smelter (Spain). J Min Metall Sect B 48:161–171. https://doi.org/10.2298/JMMB111111027F
Fuentes I, Ulloa C, Jiménez R et al (2020) The reduction of Fe-bearing copper slag for its use as a catalyst in carbon oxide hydrogenation to methane. A contribution to sustainable catalysis. J Hazard Mater 387:121693. https://doi.org/10.1016/j.jhazmat.2019.121693
Chew SH, Bharati SK (2010) Use of recycled copper slag in cement-treated Singapore marine clay In: Proceedings of, Berlin, Heidelberg, pp 705–710.
Urosevic DM, Dimitrijevic MD, Jankovic ZD et al (2015) Recovery of copper from the copper slag and copper slag flotation tailings by oxidative leaching. Physicochem Problems Mineral Processing 51(1):73–82
Ilyas S, Lee JC, Shin DY et al (2013) Bio-hydrometallurgical processing of non-ferrous metals from copper smelting slag. Adv Mater Res 825:250–253. https://doi.org/10.4028/www.scientific.net/AMR.825.250
Fan J, Li H, Wei L et al (2017) The recovery of copper from smelting slag by flotation process In: Proceedings of the Applications of Process Engineering Principles in Materials Processing, Energy and Environmental Technologies, Cham, pp 231–237.
Demetrio S, Ahumada SAJ, Durán MÁ et al (2000) Slag cleaning: the Chilean copper smelter experience. JOM 52(8):20–25. https://doi.org/10.1007/s11837-000-0168-z
Li Y, Yang SH, Tang CB et al (2017) Reductive-sulfurizing smelting treatment of smelter slag for copper and cobalt recovery. J Min Metall Sect B 54:73–79. https://doi.org/10.2298/JMMB160315049L
Nadirov RK, Musssapyrova LA (2019) Copper smelter slag leaching by using H2SO4 in the presence of dichromate. J Chem Technol Metall 54(3):657–662
Gargul K (2020) Ammonia leaching of slag from direct-to-blister copper smelting technology. AIMS Mater Sci 7:565–580. https://doi.org/10.3934/matersci.2020.5.565
Mihajlović A, Kamberović Ž, Korac M et al (2015) The effect of primary copper slag cooling rate on the copper valorization in the flotation process. Metall Mater Eng 21:127–141. https://doi.org/10.30544/102
Muravyov M, Fomchenko N, Usoltsev A et al (2012) Leaching of copper and zinc from copper converter slag flotation tailings using H2SO4 and biologically generated Fe2(SO4)3. Hydrometallurgy 119–120:40–46. https://doi.org/10.1016/j.hydromet.2012.03.001
Kart EU, Yazgan ZH, Gümüssoy A (2021) Investigation of iron selectivity behavior of copper smelter slag flotation tailing with hematization baking and base metals leaching methods. Physicochem Probl Miner Process 57(5):164–175. https://doi.org/10.37190/ppmp/141947
Holland K, Eric RH, Taskinen P et al (2019) Ugrading copper slag cleaning tailings for re-use. Miner Eng 133:35–42
Vadillo A, Mostaghel S, Barati M (2019) Air-blast cross-flow atomization of cold fluids. J Sustain Metall 5:172–180
Meratian M, Asgarian A, Vadillo A et al (2021) A mathematical model for air atomization of molten slag based on integral conservation equations. Metall and Mater Trans B 52:4197–4205. https://doi.org/10.1007/s11663-021-02339-8
Chun T, Ning C, Long H et al (2016) Mineralogical characterization of copper slag from tongling nonferrous metals group China. JOM 68(9):2332–2340. https://doi.org/10.1007/s11837-015-1752-6
Takebe H, Tomita S, Saitoh A et al (2017) Effect of crystallization on microstructure and elution properties in copper slag. J Sustain Metall 3(3):543–550. https://doi.org/10.1007/s40831-017-0130-8
Gao X, Chen Z, Shi J et al (2020) Effect of cooling rate and slag modification on the copper matte in smelting slag. Mining Metall Explor 37(5):1593–1601. https://doi.org/10.1007/s42461-020-00274-x
Khalid MK, Hamuyuni J, Agarwal V et al (2019) Sulfuric acid leaching for capturing value from copper rich converter slag. J Clean Prod 215:1005–1013
Ettler V, Johan Z, Kíbek B et al (2009) Mineralogy and environmental stability of slags from the Tsumeb smelter, Namibia. Appl Geochem 24:1–15
Mikoda B, Kucha H, Potysz A et al (2019) Corrigendum to “Metallurgical slags from Cu production and Pb recovery in Poland - their environmental stability and resource potential”. Appl Geochem 101:62–74. https://doi.org/10.1016/j.apgeochem.2018.11.017
Mostaghel S, Samuelsson C, Björkman B (2013) Influence of alumina on mineralogy and environmental properties of zinc-copper smelting slags. Int J Miner Metall Mater 20(3):234–245. https://doi.org/10.1007/s12613-013-0718-3
Ettler V, Legendre O, Bodenan F et al (2001) Primary phases and natural weathering of old lead-zinc pyrometallurgical slag from Príbram, Czech Republic. Can Mineral 39:873–888. https://doi.org/10.2113/gscanmin.39.3.873
Isaksson J, Vikström T, Lennartsson A et al (2021) Influence of process parameters on copper content in reduced iron silicate slag in a settling furnace. Metals 11(6):992
Sibanda V, Sipunga E, Danha G et al (2020) Enhancing the flotation recovery of copper minerals in smelter slags from Namibia prior to disposal. Heliyon 6(1):e03135. https://doi.org/10.1016/j.heliyon.2019.e03135
Iacobescu R, Cappuyns V, Geens T et al (2017) The influence of curing conditions on the mechanical properties and leaching of inorganic polymers made of fayalitic slag. Front Chem Sci Eng. https://doi.org/10.1007/s11705-017-1622-6
Potysz A, Kierczak J, Grybos M et al (2018) Weathering of historical copper slags in dynamic experimental system with rhizosphere-like organic acids. J Environ Manage 222:325–337. https://doi.org/10.1016/j.jenvman.2018.05.071
Potysz A, Grybos M, Kierczak J et al (2016) Bacterially-mediated weathering of crystalline and amorphous Cu-slags. Appl Geochem 64:92–106. https://doi.org/10.1016/j.apgeochem.2015.07.011
Schmukat A (2016) Key mechanisms for the realease of metal(loid)s from a construction material in hydraulic engineering, Universität Koblenz-Landau.
Potysz A, Kierczak J, Pietranik A et al (2018) Mineralogical, geochemical, and leaching study of historical Cu-slags issued from processing of the Zechstein formation (Old Copper Basin, Southwestern Poland). Appl Geochem. https://doi.org/10.1016/j.apgeochem.2018.08.027
Kemper C (2016) Charakterisierung und Elutionsmechanismus umweltrelevanter Elemente von Kupferschlacke und Einfluss diverser Abkühlraten sowie der Zugabe von Additiven auf die Mobilisierung, RWTH Aachen.
Lim T, Chu J (2006) Assessment of the use of spent copper slag for land reclamation. Waste Manage Res: J Int Solid Wastes Public Cleansing Association ISWA 24:67–73. https://doi.org/10.1177/0734242X06061769
Seignez N, Gauthier A, Bulteel D et al (2008) Leaching of lead metallurgical slags and pollutant mobility far from equilibrium conditions. Appl Geochem 23(12):3699–3711. https://doi.org/10.1016/j.apgeochem.2008.09.009
Kawahara M, Katoh M (2009) Elution property of lead from copper slag and the application to incinerated fly ash. J MMIJ 125(9):496–501. https://doi.org/10.2473/journalofmmij.125.496
Kawahara M, Komori S (2013) Elution property of heavy metals from copper slag. J MMIJ 129:192–196
Shanmuganathan P, Lakshmipathiraj P, Srikanth S et al (2008) Toxicity characterization and long-term stability studies on copper slag from the ISASMELT process. Resour Conserv Recycl 52(4):601–611. https://doi.org/10.1016/j.resconrec.2007.08.001
Morrison AL, Swierczek Z, Gulson BL (2016) Visualisation and quantification of heavy metal accessibility in smelter slags: the influence of morphology on availability. Environ Pollut 210:271–281. https://doi.org/10.1016/j.envpol.2015.11.030
Kinnunen P, Mäkinen J, Salo M et al (2020) Efficiency of chemical and biological leaching of copper slag for the recovery of metals and valorisation of the leach residue as raw material in cement production. Minerals 10(8):654
Lidelöw S, Mácsik J, Carabante I et al (2017) Leaching behaviour of copper slag, construction and demolition waste and crushed rock used in a full-scale road construction. J Environ Manage 204(Pt 1):695–703. https://doi.org/10.1016/j.jenvman.2017.09.032
Merkel T (2021) Metallhüttenschlacken. Sekundärrohstoff für nachhaltiges Wirtschaften, https://www.aurubis.com/dam/jcr:92e69c61-b485-4ad5-9ce4-d0b3a95a3820/Broschuere_MHS.pdf. Acessed 7 Nov 2021
Atlantic Copper products, https://www.atlantic-copper.es/en/production-process/products. Acessed 7 Nov 2021
Lieferprogramm Eisensilikat-Gestein, https://aurubis.com/dam/jcr:ee098a23-a658-4e99-8fd5-58da3fb073c8/Lieferprogramm_Gestein_d.pdf. Acessed 7 Nov 2021
(2021) Iron Sand, https://www.boliden.com/globalassets/operations/products/by-products/jarnsand_produktblad_en3.pdf. Acessed 7 Nov 2021
(2018) ISO 11126–3:2018 Preparation of steel substrates before application of paints and related products — Specifications for non-metallic blast-cleaning abrasives—Part 3: Copper refinery slag.
(2008) Zement-Taschenbuch. Verlag Bau+Technik GmbH
Danesh P, Amit R, Pitroda J (2019) Sustainable construction material—copper slag: a review. Int J Eng Res 8(4):10–15
Hallet V, De Belie N, Pontikes Y (2020) The impact of slag fineness on the reactivity of blended cements with high-volume non-ferrous metallurgy slag. Constr Build Mater 257:119400. https://doi.org/10.1016/j.conbuildmat.2020.119400
Feng Y, Kero J, Yang Q et al (2019) Mechanical activation of granulated copper slag and its influence on hydration heat and compressive strength of blended cement. Materials (Basel) 12(5):772. https://doi.org/10.3390/ma12050772
Tixier R, Devaguptapu R, Mobasher B (1997) The effect of copper slag on the hydration and mechanical properties of cementitious mixtures. Cem Concr Res 27:1569–1580
Pavez O, Nazer A, Rivera O et al (2019) Copper slag from different dumps in the Atacama Region used in mortars as partial replacement of cement. Matéria (Rio de Janeiro). https://doi.org/10.1590/s1517-707620190002.0664
Alp I, Deveci H, Süngün H (2008) Utilization of flotation wastes of copper slag as raw material in cement production. J Hazard Mater 159(2–3):390–395. https://doi.org/10.1016/j.jhazmat.2008.02.056
Reddy KBP, Tanuja K, Naidu NVd (2016) Use of copper slag in concrete and cement mortar as replacement of sand. Int Res J Eng Technol (IRJET) 3(9):254–260
Bhoi AM, Patil YD, Patil HS et al (2018) Feasibility assessment of incorporating copper slag as a sand substitute to attain sustainable production perspective in concrete. Adv Mater Sci Eng 2018:6502890. https://doi.org/10.1155/2018/6502890
Anbarasan UB (2016) Replacing river sand with granulated copper slag in cement. Int J Sci Eng Res 7(5):1415–1423
Edwin RS, Gruyaert E, Dils J et al (2016) Influence of intensive vacuum mixing on the compressive strength of RPC containing secondary slag as cementitious material. Fourth Int Conf Sustain Const Mater Technol. https://doi.org/10.18552/2016/SCMT4S120
Brindha D, Nagan S (2011) Durability studies on copper slag admixed concrete. Asian J Civil Eng 12(5):563–578
Edwin RS, Gruyaert E, de Belie N (2017) Influence of intensive vacuum mixing and heat treatment on compressive strength and microstructure of reactive powder concrete incorporating secondary copper slag as supplementary cementitious material. Constr Build Mater 155:400–412. https://doi.org/10.1016/j.conbuildmat.2017.08.036
Edwin RS, Balany F, Putri TS et al (2019) The use of granulated copper slag as cement replacement in high-performance concrete. Int J Mater Sci Eng. https://doi.org/10.17706/ijmse.2019.7.1.20-25
Kumar MP, Mahesh Y (2015) The behaviour of concrete by partial replacement of fine aggregate with copper slag and cement with GGBS - An Experimental Study. IOSR J Mech Civ Eng 12(5):51–56
Muhlare TA, Groot D (2015) Recovery of copper from reverberatory copper slag and production of a leach residue used as a Portland cement additive. Copper Cobalt Africa, incorporating the 8th Sothern African Base Metals Conference, pp 247–256
Mahendran K, Arunachelam N (2016) Performance of fly ash and copper slag based geopolymer concrete. Indian J Sci Technol. https://doi.org/10.17485/ijst/2016/v9i2/86359
Zhang T, Zhi S, Li T et al (2020) Alkali activation of copper and nickel slag composite cementitious materials. Materials 13(5):1155
Miltiadis SK, Giannopoulou I, Tahir MFM et al (2020) Upgrading copper slags to added value fire resistant geopolymers. Waste Biomass Valoriz 11(7):3811–3820. https://doi.org/10.1007/s12649-019-00666-1
Murillo Alarcón R, Hertel T, François E et al (2022) Forming zeolites and calcium silicate hydrates in Fe-rich, slag-based, porous inorganic polymers. Cement Concrete Res 153:106655. https://doi.org/10.1016/j.cemconres.2021.106655
Denissen J, Kriskova L, Pontikes Y (2017) On the foaming kinetics for the synthesis of porous inorganic polymers In: Proceedings of the 5th International Slag Valorisation Symposium, Leuven, pp 441–444.
Marangoni M, Arnout L, Machiels L et al (2016) Porous, sintered glass-ceramics from inorganic polymers based on fayalite slag. J Am Ceram Soc 99:1985–1991. https://doi.org/10.1111/jace.14224
Liu J, Guo R (2020) Hydration properties of alkali-activated quick cooled copper slag and slow cooled copper slag. J Thermal Anal Calorim 139:3383
Nazer A, Payá J, Borrachero MV et al (2016) Use of ancient copper slags in Portland cement and alkali activated cement matrices. J Environ Manage 167:115–123. https://doi.org/10.1016/j.jenvman.2015.11.024
Sarfo P, Das A, Wyss G et al (2017) Recovery of metal values from copper slag and reuse of residual secondary slag. Waste Manag 70:272–281. https://doi.org/10.1016/j.wasman.2017.09.024
Kapusta JPT (2004) JOM world nonferrous smelters survey, part I: copper. JOM 7:21–27
Reddy RG, Prabhu VL, Mantha D (2003) Kinetics of reduction of copper oxide from liquid slag using carbon. High Temp Mater Processes (London) 22(1):25–34. https://doi.org/10.1515/HTMP.2003.22.1.25
Chen E, Coley K (2006) Gas slag reaction kinetics in slag cleaning of copper slags. Can Metall Q 45:167–174. https://doi.org/10.1179/000844306794408878
Warczok A, Utigard TA (1998) Fayalite slag reduction by solid graphite. Can Metall Q 37:27–39
Huaiwei Z, Xioaoyan S, Zhan B et al (2014) Reduction of molten copper slags with mixed CO–CH4–Ar gas. Metall Mater Trans B 45:582–589
Klaffenbach E, Mostaghel S, Guo M et al (2019) Evaluation of copper slag cleaning potentials. In: Proceedings of the 10th Annual Conference of Metallurgists (COM) Hosting the 10th International Copper Conference 2019.
Utigard T, Sanchez G, Manriquez J et al (1997) Reduction kinetics of liquid iron oxide-containing slags by carbon monoxide. Metall Mater Trans B 28(5):821–826. https://doi.org/10.1007/s11663-997-0009-3
Li Y, Ratchev IP (2002) Rate of interfacial reaction between molten CaO–SiO2–Al2O3–FexO and CO–CO2. Metall Mater Trans B 33B(5):651–660
Barati M, Coley K (2005) Kinetics of CO-CO2 reaction with CaO-SiO2-FeOx melts. Metall Mater Trans B 36:169–178
Nagasaka T, Hino M, Ban-Ya S (2000) Interfacial kinetics of hydrogen with liquid slag containing iron oxide. Metall Mater Trans B 31(5):945–955. https://doi.org/10.1007/s11663-000-0071-6
Zhang H, Li B, Wei Y et al (2020) Reduction of magnetite from copper smelting slag in the presence of a graphite rod. Metall Mater Trans B 51:2663–2672. https://doi.org/10.1007/s11663-020-01963-0
Hong L, Hirasawa M, Yamada S et al (1996) Reduction of iron oxide in sulfur bearing slag by graphite. ISIJ Int 36(10):1237–1244. https://doi.org/10.2355/isijinternational.36.1237
Ergun S (1956) Kinetics of the reaction of carbon with carbon dioxide. J Phys Chem 60(4):480–485. https://doi.org/10.1021/j150538a022
Kashiwaya Y, Watanabe M (2012) Kinetic analysis of the decomposition reaction of CH4 injecting into molten slag. ISIJ Int 52(8):1394–1403. https://doi.org/10.2355/isijinternational.52.1394
Min DJ, Han JW, Chung WS (1999) A study of the reduction rate of FeO in slag by solid carbon. Metall Mater Trans B 30(2):215–221. https://doi.org/10.1007/s11663-999-0050-5
Seo K, Fruehan RJ (2000) Reduction of FeO in slag with coal char. ISIJ Int 40:7–15
Bafghi MS, Kurimoto H, Sano M (1992) Effect of slag foaming on the reduction of iron oxide in molten slag by graphite. ISIJ Int 32(10):1084–1090. https://doi.org/10.2355/isijinternational.32.1084
Heo J, Kim B-S (2013) Effect of CaO addition on iron recovery from copper smelting slags by solid carbon. Metall Mater Trans B. https://doi.org/10.1007/s11663-013-9908-7
Sun S, Jahanshahi S (2000) Redox equilibria and kinetics of gas-slag reactions. Metall Mater Trans B 31:937–943. https://doi.org/10.1007/s11663-000-0070-7
Van Gemert WH, Waladan M, Rankin WJ (1994) The mechanism and kinetics of carbothermic reduction of zinc from Slag. In: 6th AusIMM Extractive Metallurgy Conference, Brisbane.
Kucharski M, Sak T, Madej P et al (2013) A study on the copper recovery from the slag of the Outokumpu direct-to-copper process. Metall Mater Trans B 45:211. https://doi.org/10.1007/s11663-013-9961-2
Zhang H, Hu C, Gao W et al (2020) Recovery of iron from copper slag using coal-based direct reduction: reduction characteristics and kinetics. Minerals 10(11):973
Cusano G, Gonzalo MR, Farell F et al (2017) Best Available Techniques (BAT) reference document for the non-ferrous metals industries—industrial emissions directive 2010/75/EU (Integrated Pollution Prevention and Control).
Warczok A, Riveros G, Diaz C (2000) Mathematical modeling of the El Teniente slag cleaning process. In: Fundamentals of metallurgical processing: Proceedings of James M. Toguri Symposium.
Lennartsson A, Engstrom F, Björkman B et al (2018) Understanding the bottom buildup in an electric copper smelting furnace by thermodynamic calculations. Can Metall Q 58:1–7. https://doi.org/10.1080/00084433.2018.1518804
Qu G, Wei Y, Li B et al (2020) Distribution of copper and iron components with hydrogen reduction of copper slag. J Alloys Compounds 824:153910. https://doi.org/10.1016/j.jallcom.2020.153910
Font J, Warczok A, et al (2007) Thermodynamic assesment of arsenic in the slag cleaning electric furnace. In: Proceedings of the Copper-Cobre 2007: The Carlos Diaz Symposium on Pyrometallurgy, pp 327–340.
Cardona N (2011) Contribucion al analisis fiscoquimico de las peridadas de cobre en escorias. Universidad de Concepcion.
Hellstén N, Klemettinen L, Sukhomlinov D et al (2019) Slag cleaning equilibria in iron silicate slag-copper systems. J Sustain Metall 5(4):463–473. https://doi.org/10.1007/s40831-019-00237-7
Mori Y, Kimura T (1986) Cleaning of copper converter slag by coal injection. Metall Rev MMIJ 3(3):141–154
Siwiec G, Sozanska M, Blacha L et al (2015) Behavior of iron during reduction of slag obtained from copper flash smelting. Metalurgija 54(1):113–115
Blacha L, Labaj J, Jodkowski M et al (2020) Research on the reduction of copper slag using an alternative coal range. METABK 59(3):329–332
An X, Li N, Grimsey EJ (1998) Recovery of copper and cobalt from industrial slag by top submerged injection of gaseous reductants In: Mishra B (ed) EPD Congress 1998, Warrendale PA, USA
Hovestadt G, Friedrich B (2022) Hydrogen reduction of entrapped metal oxides from fayalitic copper slags In: Proceedings of the Copper International Conference - The Igor Wilkomirsky Symposium on Pyrometallurgy
González C, Parra R, Klenovcanova A et al (2005) Reduction of Chilean copper slags: a case of waste management project. Scand J Metall 34:143–149. https://doi.org/10.1111/j.1600-0692.2005.00740.x
Wang JP, Erdenebold U (2020) A study on reduction of copper smelting slag by carbon for recycling into metal values and cement raw material. Sustainability 12:1421. https://doi.org/10.3390/su12041421
Liao Y, Chai C, Li J et al (2012) Study on recovering iron from smelting slag by carbothermic reduction. Adv Mater Res 382:422–426. https://doi.org/10.40278/www.scientific.net/AMR.382.422
Sanchez M, Sudbury M (2013) Physicochemical characterization of copper slag and alternatives of friendly environmental management. J Min Metall Sect B-Metall 49(2):161–168
Yücel O, Sahin FC, Sirin B et al (1999) A reduction study of copper slag in a DC arc furnace. Scand J Metall 28(3):93–99
Sanchez M, Sudbury M (2013) Reutilisation of primary metallurgical wastes: Copper slag as a resource of copper, molybdenum, and iron - Brief review of test work and the proposed way forward In: Proceedings of the Proceedings of the 3rd international Slag Valorisation Symposium 2014, pp 135–146.
Kim BS, Jo SK, Shin D et al (2013) A physico–chemical separation process for upgrading iron from waste copper slag. Int J Miner Process 124:124–127
Li KQ, Ping S, Wang HY et al (2013) Recovery of iron from copper slag by deep reduction and magnetic beneficiation. Int J Miner Metall Mater 20(11):1035–1041. https://doi.org/10.1007/s12613-013-0831-3
Ammann PR, Kim JJ, Crimes PB et al (1977) The Kennecott slag cleaning process. TMS-AIME, New York
Potysz A, Pędziwiatr A, Hedwig S et al (2020) Bioleaching and toxicity of metallurgical wastes. J Environ Chem Eng 8:104450. https://doi.org/10.1016/j.jece.2020.104450
Mahdi BS, Hasan AF (2018) Recovery of copper from copper slag by hydrometallurgy method, from Iraqi factories waste. J Univ Babylon 26:179–199
Nadirov R, Syzdykova L, Zhussupova A (2017) Copper smelter slag treatment by ammonia solution: leaching process optimization. J Central South Univ 24(12):2799–2804
Vargas L, Rojas N, Estupinan E (2017) Characterization of copper smelter slag and recovery of residual metals from these residues. Revista Facultad de Ingeniería 26:59. https://doi.org/10.19053/01211129.v26.n44.2017.5772
Meshram P, Bhagat L, Prakash U et al (2017) Organic acid leaching of base metals from copper granulated slag and evaluation of mechanism. Can Metall Q 56:168–178. https://doi.org/10.1080/00084433.2017.1293900
Kaksonen A, Särkijärvi S, Puhakka J et al (2016) Chemical and bacterial leaching of metals from a smelter slag in acid solutions. Hydrometallurgy 159:46–53. https://doi.org/10.1016/j.hydromet.2015.10.032
Dimitrijevic M, Urosevic D, Milić S et al (2017) Dissolution of copper from smelting slag by leaching in chloride media. J Min Metall Sect B 53:16–16. https://doi.org/10.2298/JMMB170425016D
Kaksonen AH, Särkijärvi S, Puhakka JA et al (2017) Solid phase changes in chemically and biologically leached copper smelter slag. Miner Eng 106:97–101. https://doi.org/10.1016/j.mineng.2016.08.029
Mikoda B, Potysz A, Kmiecik E (2019) Bacterial leaching of critical metal values from Polish copper metallurgical slags using Acidithiobacillus thiooxidans. J Environ Manage 236:436–445. https://doi.org/10.1016/j.jenvman.2019.02.032
Carranza F, Iglesias N, Mazuelos Rojas A et al (2009) Ferric leaching of copper slag flotation tailings. Miner Eng 22:107–110. https://doi.org/10.1016/j.mineng.2008.04.010
Bulut G (2006) Recovery of copper and cobalt from ancient slag. Waste Manage Res 24(2):118–124. https://doi.org/10.1177/0734242x06063350
Wan X, Taskinen P, Shi J et al (2021) A potential industrial waste-waste co-treatment process of utilizing waste SO2 gas and residue heat to recover Co, Ni, and Cu from copper smelting slag. J Hazard Mater 414:125541. https://doi.org/10.1016/j.jhazmat.2021.125541
Yuksel U, Teğin I, Ziyadanogullari R (2017) Recovery of copper and cobalt from copper slags as selective. J Environ Sci Eng A. https://doi.org/10.17265/2162-5298/2017.08.002
Roy S, Datta A, Rehani S (2015) Flotation of copper sulphide from copper smelter slag using multiple collectors and their mixtures. Int J Miner Process 143:43–49. https://doi.org/10.1016/j.minpro.2015.08.008
Shamsi M, Noparast M, Shafaie SZ et al (2015) Effect of grinding time on flotation recovery of copper smelting slags in Bardaskan district. J Mining Environ 6(2):237–249. https://doi.org/10.22044/jme.2015.474
Guo Z, Zhu D, Pan J et al (2018) Industrial tests to modify molten copper slag for improvement of copper recovery. JOM J Miner Metals Mater Soc 70:533. https://doi.org/10.1007/s11837-017-2671-5
Mudd GM, Weng Z, Jowitt SM (2013) A detailed assessment of global Cu resource trends and endowments. Econ Geol 108(5):1163–1183. https://doi.org/10.2113/econgeo.108.5.1163
Wilkomirsky I, Parra R, Parada F et al (2020) Partial roasting of high-arsenic copper concentrates. Metall Mater Trans B 51(5):2030–2038. https://doi.org/10.1007/s11663-020-01893-x
Li T, Zhang Y, Zhang B et al (2018) Selective leaching of arsenic from enargite concentrate using alkaline leaching in the presence of pyrite. Hydrometallurgy 181:143–147. https://doi.org/10.1016/j.hydromet.2018.09.010
Adham K, Lee C, Francey S et al (2019) A comparison of roasting technologies for arsenic removal from copper concentrates. In: Proceedings of the 10th Annual Conference of Metallurgists (COM) Hosting the 10th International Copper Conference 2019
(2011) DIN EN 197–1:2011–11 Zement Teil 1: Zusammensetzung, Anofrderungen und Konformitätskriterien von Normalzement; Deutsche Fassung EN 197–1:2011.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
The contributing editor for this article was Kazuki Morita.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Klaffenbach, E., Montenegro, V., Guo, M. et al. Sustainable and Comprehensive Utilization of Copper Slag: A Review and Critical Analysis. J. Sustain. Metall. 9, 468–496 (2023). https://doi.org/10.1007/s40831-023-00683-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40831-023-00683-4