
Abstract
CSIRO has been working on a dry granulation process, integrated with heat recovery, since 2002. It involves a rotary disc that atomizes molten slag to produce liquid droplets, which are rapidly quenched to become solid granules. The hot granules are fed to a counter-current moving packed bed heat exchanger, where they are further cooled and finally discharged at close to ambient temperature. Air is used in both units to recover the heat. Development has proceeded through proof-of-concept tests, a prototype and now a pilot plant, capable of processing 100 kg/min of slag. Extensive CFD modeling was used to predict disc and granulator performance as a function of design and operating parameters. Experimental results on the dry slag granulator pilot plant have demonstrated that the process can effectively produce glassy slag granules from molten iron blast furnace slag, and recover significant heat, and that the CFD model can be used to predict process performance. Work continues to scale-up the process and extend the operation to other metallurgical materials, such as non-ferrous slags and mattes.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Steel and cement are critical materials for our society and two of the highest volume materials produced. However, both are significant contributors to global CO2 emissions; together they accounted for 15% of global anthropogenic CO2 emissions in 2012 [1].
Slag is a byproduct of iron and steelmaking, with 250–300 kg of slag produced for every tonne of iron. This represents a major material waste if it is not used. As the slag is at ~1500 °C when produced, any of this heat that is dissipated to the environment also represents a major waste of energy.
If molten slag is cooled quickly then it can form solid slag granules suitable as supplementary cementitious material (SCM), suitable as an ingredient or replacement for Portland cement. The use of SCM avoids the production of ~0.8 tonnes of CO2 per tonne of cement, as the SCM replaces clinker in the cement [2]. Some iron and steelmaking slag is granulated using water to produce granules suitable for cement replacement. However, this requires significant volumes of water and does not allow any heat to be recovered from the slag. Dry granulation could convert molten slag to SCM and also recover a large fraction of the heat in molten slag.
Dry Slag Granulation
The concept of dry granulation is that molten slag is atomized under centrifugal forces on a spinning disc, and the liquid droplets generated are rapidly quenched and solidified using air to produce solid slag granules suitable for use as a SCM, as per water granulation. The hot air can be recovered and used in other process operations. Compared with water granulation, dry granulation enables production of slag granules without water and significant waste heat recovery.
Dry granulation of slags was first proposed more than 30 years ago and has been the subject of numerous studies [3,4,5,6,7]. In these studies, molten slag was first broken up into small droplets by a number of mechanical means such as air blasting, rotary drum(s), and spinning disc/cup. The slag droplets were then quenched and solidified using air. High-grade heat could be recovered by blowing air to extract heat from flying slag droplets or from solid granules to produce hot air. Some of these proposed processes were more extensively researched and tested, including air blast dry granulation trialed by Mitsubishi Heavy Industries in 1970–1980s [3, 6] single drum dry granulation process by IHI and Sumitomo Metal Industries in the 1980s [3], spinning disc/cup dry granulation process proposed by Sumitomo Metal Industries and IHI in 1982 [7] and British Steel and the University of Nottingham in 1985 [6] and later by VAI UK [4, 5].
Today, the air atomization technology has been adopted at industrial scale by Ecomaister Hatch [8], and there has been industrial scale demonstration of a spinning cup process by Primetals [9] and of quenching with steel spheres by Paul Wurth [10]. There are widespread efforts in dry granulation in China [11], including Chongqing University [12].
In comparison with other methods, dry granulation using a spinning disc/cup offers a more efficient process for slag granulation. It uses less air than blasting with air to break up the slag into droplets, and thus has the potential to produce a higher-grade heat source for subsequent utilization. However, the spinning disc/cup-based process has not as yet been commercialized due to some design difficulties, including appropriate disc design to avoid the formation of slag wool, and effective granulator design to handle hot slag droplets and granules while avoiding sticking and agglomeration of hot slag granules.
CSIRO Dry Slag Granulation Process
Overview
The CSIRO dry granulation process involves a two-step operation involving a granulator and a moving bed counter-current heat exchanger as shown in Fig. 1 [13]. The granulator receives and atomizes molten slag to produce liquid droplets, which are rapidly quenched to become solid granules. The hot granules are fed to a second unit, a counter-current moving packed bed heat exchanger, where they are further cooled and finally discharged at close to ambient temperature. Air is used in both units to recover the heat.

Conceptual process flowsheet for dry slag granulation and heat recovery [13] (Color figure online)
A water-cooled metal disc with optimized disc profile is used to spin slag off under centrifugal forces to form fine slag droplets, without forming slag wool. The disc is designed to form a solidified slag layer, to protect the disc from direct attack by slag and to better control the liquid film thickness.
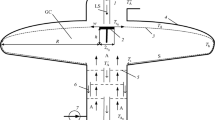
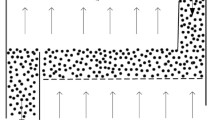
The flying slag droplets impact the water-cooled inclined roof of the granulator and are redirected to the torus at the periphery of the granulator (Fig. 2). A cyclonic airflow is employed to efficiently quench the droplets/granules. This makes it possible to significantly reduce the droplet flying distance, leading to a compact granulator design that can efficiently recover heat.

Schematic of dry slag granulation system (Color figure online)
Development History
The development history has been summarized previously [14, 15]. In 2008, a prototype dry slag granulator (DSG) with a spinning disc up to 70 mm in diameter and a 1.2-m-diameter granulator was designed and constructed to prove the concept at CSIRO in Melbourne. This could operate with slag tapping rates up to 10 kg/min. Considerable efforts were directed towards resolving operational issues relating to the movement and fast cooling of granules using relatively low flow rates of air inside the granulator, without sticking and agglomeration occurring. The trials demonstrated that efficient operation could be achieved using relatively low airflow rates. In an industrial scale granulator, these airflow rates would allow off-gas to be produced at temperatures > 500 °C.
An industrial scale DSG would need to operate at tapping rates of 1–2 t/min, more than two orders of magnitude higher than the prototype DSG. Although models of the disc and granulator operation had been developed, this degree of scale-up was considered too risky. So, in 2010, a DSG pilot plant with a spinning disc of up to 250 mm in diameter and a 3-m-diameter granulator was designed and constructed in the same CSIRO facility (Fig. 3 [13]). This could operate with slag tapping rates up to 100 kg/min. The primary purpose of the pilot plant was to validate the disc and granulator models at a larger scale and steady-state operation, to provide sufficient confidence to design an industrial scale plant.

DSG pilot plant [13] (Color figure online)
Design Considerations
The CSIRO dry granulation process involves melt flow, droplet formation, and solidification in a complex and dynamic process. These must be controlled through appropriate design and operation of slag delivery, atomization, air delivery, and mechanical design and fabrication of the granulator.
The slag delivery system must supply the slag to the spinning disc with sufficient control of the tapping rate, tapping temperature, and the location of impingement on the spinning disc. The system must be sufficiently simple to be incorporated into an industrial plant. The disc must be able to operate at high tapping rates and produce fine slag droplets without forming slag wool. Efficient and reliable cooling to protect the disc is critical.
It is necessary to minimize the air flow rate to maximize heat recovery. It is preferable to minimize the internal volume of DSG to achieve this, which allows higher air velocities to be maintained, which are critical to ensuring sufficient cooling and granule movement in the torus. Air must be delivered to the granulator efficiently and at low cost with a small footprint. Mechanical design and fabrication of the granulator is in general straightforward. However, the torus design can have a major impact on the behavior of air and granules, and there can be trade-offs between optimum design and ease of fabrication.
In this paper, we will give an overview of the design and operation of the DSG pilot plant, and outline the next stages of development and commercialization.
Disc Design
Introduction
The purpose of the disc is to produce fine droplets that can be solidified in the granulator. It is logical, and experimental results have shown, that the liquid film thickness at the disc edge heavily affects the droplet formation and size distribution. In particular, slag wool can be produced when either the slag temperature is too low or the disc spinning rate is too high. Thus the disc must maintain the liquid film thickness at the disc edge at the target range, over extended operation. This means the disc must not be damaged during operation, and must be able to cope with reasonable fluctuations in process conditions. Disc temperature is a measure of disc integrity, as an excessively high temperature is likely to damage the disc.
A steady-state, two-dimensional, multiphase CFD model was developed to predict the effect of disc design and operating parameters on liquid slag spreading, heat transfer, solid slag layer formation, breakup of the slag film, and formation of ligaments and droplets [16,17,18]. The effects of some of these parameter on liquid film thickness for a flat disc have been presented [16].
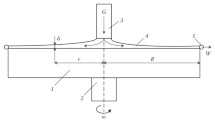
During the subsequent development programme, the disc design was modified to have a recess [19], as shown in Fig. 4. Here, we describe the predicted effect of design and operating parameters, and slag properties, on liquid film thickness and disc temperature for a recessed disc suitable for the DSG pilot plant.

Disc design with recess (Color figure online)
Design Parameters
Figure 5 shows the predicted effect of disc recess diameter. A larger diameter results in a significantly lower liquid film thickness and a lower disc temperature.

Predicted effect of disc recess diameter on liquid film thickness (left) and maximum disc temperature (right) (8 mm disc recess depth, cast iron disc, 50 kg/min tapping rate, slag tapping temperature 1450 °C, 800 RPM spinning speed) (Color figure online)
Figure 6 shows the predicted effect of disc recess depth. A deeper recess results in a slightly lower liquid film thickness and a lower disc temperature. The lower disc temperature for a deeper recess is because the distance between the disc surface and the water-cooled surface is reduced.

Predicted effect of disc recess depth on liquid film thickness (left) and maximum disc temperature (right) (200 mm disc diameter, cast iron disc, 30 kg/min tapping rate, slag tapping temperature 1470 °C, 700 RPM spinning speed) (Color figure online)
Figure 7 shows the predicted effect of disc material. The thermal conductivity of cast iron is much higher than stainless steel, which results in a much lower disc temperature for the cast iron disc. There is predicted to be a negligible effect on liquid film thickness.

Predicted effect of disc material on liquid film thickness (left) and maximum disc temperature (right) (200 mm disc diameter, 8 mm disc recess, 25 kg/min tapping rate, slag tapping temperature 1450 °C, 800 RPM spinning speed) (Color figure online)
Operating Parameters
Figure 8 shows the predicted effect of slag tapping rate. As expected, a higher tapping rate results in a higher slag film thickness. The effect is significant as experimental results have shown that the range of liquid film thicknesses predicted (0.55–1.1 mm) is much larger than the acceptable operating window.

Predicted effect of slag tapping rate on liquid film thickness (left) and maximum disc temperature (right) (200 mm disc diameter, 8 mm disc recess, cast iron disc, slag tapping temperature 1450 °C, 800 RPM spinning speed) (Color figure online)
A higher tapping rate results in a higher maximum disc temperature, to a point. It is likely that the solid slag layer prevents the disc temperature from reaching even higher temperatures at the highest tapping rate.
Figure 9 shows that slag tapping temperature is predicted to have a negligible effect on liquid film thickness and maximum disc temperature. This further illustrates the critical role played by the solid slag layer as an insulator to protect the disc.

Predicted effect of slag tapping temperature on liquid film thickness (left) and maximum disc temperature (right) (200 mm disc diameter, 8 mm disc recess, cast iron disc, 25 kg/min tapping rate, 800 RPM spinning speed) (Color figure online)
Figure 10 shows the predicted effect of disc spinning speed. As expected, a higher disc spinning rate results in a much lower liquid film thickness. In comparison, the spinning rate has only a limited effect on disc temperature; the slight increase is believed to be due to a higher heat transfer rate as a result of the faster slag motion.

Predicted effect of disc spinning speed on liquid film thickness (left) and maximum disc temperature (right) (200 mm disc diameter, 8 mm disc recess, cast iron disc, 25 kg/min tapping rate, slag tapping temperature 1450 °C) (Color figure online)
Slag Properties
Figure 11 shows that the liquid slag viscosity is predicted to have a negligible effect on both liquid film thickness and disc temperature.

Predicted effect of liquid slag viscosity on liquid film thickness (left) and maximum disc temperature (right) (250 mm disc diameter, 8 mm disc recess, cast iron disc, 100 kg/min tapping rate, slag tapping temperature 1450 °C, 1050 RPM spinning speed) (Color figure online)
Summary
The predicted effects of the various parameters are summarized in Table 1. A key difference between increasing the recess diameter and increasing the recess depth is that larger diameters increase centrifugal forces and velocity at the disc edge. This results in greater slag spreading and a greatly reduced slag film thickness at the disc edge. Based on these effects, an approach for designing and operating a disc has been developed:
-
1.
Design and/or determine the expected slag tapping rate.
-
2.
Design the disc material and geometry to control the maximum disc temperature, for the expected slag tapping rate.
-
3.
Control the disc spinning speed to control the liquid film thickness, for the given disc design and expected tapping rate.
Granulator Design
Introduction
After the slag droplets are generated from the edge of the spinning disc, they move at high speed towards the inclined roof. The purpose of the granulator is to cool these droplets into solid granules as rapidly as possible, to minimize the required size of the granulator. The granulator must enable the granules to be collected and hot air to be extracted.
Design Considerations
The granulator involves the introduction of air tangentially to produce cyclonic airflow. With only brief consideration, it is apparent that an enormous number of options are possible for introducing the air. For example:
-
Location of injection: from the inside and/or outside of the torus
-
Angle of injection:
-
Volumetric rate of injection
-
Velocity of injection
The minimum amount of air should be injected to minimize cost and maximize the temperature of the off-gas. But airflow must be sufficient to cool the droplets and granules, and maintain granule motion. The off-gas discharge system must minimize pressure drop. The granulator design must produce a consistent, minimal residence time of granules that is sufficient for granules to cool to the required temperature.
Modeling Approach
During granulation in the CSIRO DSG process, droplets are cooled both in-flight and during collisions with the walls, while the droplets freeze to become solid granules. Modeling of the prototype DSG demonstrated that the airflow was complex, with primary and secondary airflows. The CFD model was upgraded and extended to model the pilot plant DSG. Key features are described in the following sections. The term particle is used to describe both droplets and granules.
Particle Tracking
The motion of droplets and/or particles is solved using Lagrangian particle tracking. The numerical approach is the same for liquid drops and solid particles. The instantaneous location and velocity of particles suspended in a continuous fluid is determined by numerically integrating an equation of motion for each particle. A detailed summary is available from [20, 21].
Heat transfer to and from the droplet along the particle track is governed by the slag-specific heat, the instantaneous particle temperature, convective heat transfer with the air, radiation heat transfer, and interfacial heat transfer due to collision with a wall.
Particle–Wall Interactions
DSG operation involves collisions between liquid droplets and walls, and solid granules and walls. In the latter case, particles have point contact with the wall and then bounce off. Heat is transferred only between the particles and the surrounding air.
Droplet–wall interactions are more complex and the extent of heat transfer needs to be determined. The droplet–wall interaction model was developed from experimental observations from a series of droplet free-fall tests using a previously published approach [22]. Molten slag was forced through a taphole to form a spherical droplet that fell onto a flat (90° collision angle) or inclined (30° collision angle) metal plate. The droplet formed a ‘splat’ after falling onto the substrate and recoiled from the wall to form a sphere. A high-speed video camera was used to measure the droplet diameter just prior to impact, and the contact time. The spread (ratio of splat diameter to droplet diameter) showed good agreement with the model developed by Mao et al. [23]. There was a reasonably strong linear relationship between contact time and spread, hence Mao’s model could be used to predict contact time as a function of slag properties.
A mathematical model was developed to estimate the heat transfer between the droplet and the wall during a collision. This used the analytical solution given in [24], where heat transfer is a function of the contact time and the temperatures, thermal conductivities, and thermal diffusivities of the droplet and wall.
The effect of a collision on the resulting velocity of a droplet also needs to be understood. Data from droplet free-fall tests on to a horizontal substrate were used to form the basis of the rebound model. It was found that increasing droplet size resulted in decreased rebound height and increased restitution coefficient (ratio of final velocity to initial velocity). However, the importance of gravity in the free-fall tests meant that the impact velocity was also larger for the larger droplets, which is not the case for the DSG, where the droplets are traveling horizontally at high velocity.
Modeling of the resulting velocity after a droplet collides with a wall at an angle was more difficult. Free-fall tests were conducted with a collision angle of 30°, but individual effects could not be quantified. Instead a CFD model was used to predict the parallel restitution coefficient as a function of droplet size. Furthermore, on the prototype DSG, it was observed that on some occasions droplets stuck to a wall for a much longer period of time, implying a very small restitution coefficient.
Agglomeration
Agglomeration of granules occurs when hot granules, after being deflected from the inclined roof, collide and stick to those granules already moving inside the torus. The resulting agglomerates are significantly larger than ‘fresh’ granules produced from single droplets and thus will move quite differently in the torus. They will be less dependent on airflow and more dominated by collisions and gravity. Furthermore, agglomerates can decelerate the local airflow due to gas–solid momentum transfer. Agglomerates also cool more slowly than single droplets, affecting the local air temperature.
In modeling agglomeration, the factors to be considered include:
-
The probability of collision;
-
Whether agglomeration occurs as a result of a particular collision; and
-
The nature of an agglomerate, e.g., do droplets coalesce to form a sphere, or do they form a loose network of droplets held in place by weak bonds.
This is a complex phenomenon to model and the capability to do so was only introduced into the CFD code a few years ago.
Agglomeration is more probable where there is high local droplet concentrations, which is more likely at the outer regions of the torus. Agglomeration is also more probable at higher temperatures, and particularly unlikely below the glass transition temperature.
Results
The modeling results demonstrated that the generated airflow is highly dependent on the design of the air injection. Typically, the primary airflow is in a horizontal plane. The airflow accelerates as it spirals inwards and upwards to the off-gas discharge, as a result of conservation of angular momentum, reaching velocities up to 45 m/s. The predicted residence time for the air varies from 1 to 8 s.
The tracks of many particles were predicted. Typically, the flight time of a droplet from the edge of the disc to the roof is very short (e.g., 0.1 s), so only limited cooling (~ 100 °C) occurs in this period. Droplets bounce off the roof down to the torus, where the airflow produces very rapid cooling of the droplets (over 500 °C/s), far exceeding the rate required to convert the slag into a glassy material (~ 60 °C/s) [25, 26].
It is predicted that airflow has less influence on granule motion at higher slag tapping rates. This is because the higher amount of granules increases the drag on the airflow, reducing the airflow velocity. Lower airflow velocity means that the inertia of granules has more effect.
Similarly to the airflow, it is predicted that the granules will have a residence time from 1 to 8 s. The temperature of the discharged granules is predicted to be 400–900 °C.
Figure 12 shows the predicted effect of slag tapping rate on the mean temperatures of the off-gas and discharged granules. The trends are as expected, and significant. A four-fold increase in slag tapping rate is predicted to more than double the off-gas temperature, from 240 °C to 580 °C, and produce a similarly large increase in discharged granule temperature, from 520 °C to 860 °C. Note that the large distribution of discharged granule temperature means that mean values must be interpreted with care.

Predicted effect of slag tapping rate on mean temperatures of off-gas and discharged granules (Color figure online)
The challenge is to maximize the off-gas temperature for heat recovery, while minimizing agglomeration, both in the granulator and in the second-stage heat exchanger. Figure 13 shows the predicted effect of slag tapping rate on redistribution of the slag heat in the form of relative heat losses from the granulator. A higher tapping rate increases the percentage of heat retained in the slag granules, with an approximate corresponding decrease in the percentage of heat transferred to the off-gas. This is because the mass loading is higher at a higher slag tapping rate, leading to insufficient cooling of the granules. About 10% of the heat is lost out of the structure of the granulator (walls, roof, etc.), and this is relatively independent of slag tapping rate.

Predicted effect of slag tapping rate on relative heat losses from the granulator (Color figure online)
Experimental
DSG Pilot Plant
The DSG pilot plant comprises the following main components:
-
Slag melting and tapping An induction furnace (300 kW) for melting of up to 500 kg of slag, and an induction-heated tundish furnace (100 kW) for receiving the molten slag poured from the melting furnace and tapping the slag onto the spinning disc.
-
Granulator A spinning disc at the center to atomize molten slag and produce fine droplets, which were then rapidly cooled and solidified in a fully enclosed torus of 3 m diameter.
-
Air delivery system Two centrifugal blowers to deliver air at up to 10,000 Nm3/h through an air distributor and a number of air inlets. The hot air is ducted off from the top.
-
Slag collection Drums to collect granules discharged from the granulator through openings at the bottom of the torus.
The geometrical profile and dimensions of the granulator were optimized using CFD modeling. The schematic design was generated using CAD and converted to detailed engineering design drawings, including structural and granulator assembly. The fabrication of the granulator involved a large number of metal sheets that were laser cut, rolled to required shape, welded, and installed/assembled in position. Sensors were installed to measure and record temperature and flow conditions during the tests. A number of video cameras were installed to capture process images inside the granulator. The DSG pilot plant was commissioned in 2010.
During 2010–2014, the pilot plant was run over 50 times, with typically several taps per run. All of these were with remelted ironmaking blast furnace slag. Tapping times were typically 30–120 s, with the longest being about 5 min, being limited by the 500 kg slag capacity of the furnace. Variables investigated included disc design, slag temperature, slag tapping rate, airflow, and disc spinning speed. The range of values investigated for some of these parameters is shown in Table 2.
Results
Granules
Granule samples were collected from a total of 32 taps from 11 runs. An initial sample was typically 10–20 kg. Firstly, the entire sample was passed through a 3-mm sieve to remove any agglomerated granules. The percentage of granules > 3mm varied from 0.1 to 31%, with a median of 6%. The samples were manually riffled to a sample size of 200–250 g. Any slag wool was also removed at this step, which was typically a very low amount. The 200–250 g sample was passed through a set of ten sieves of 208–2362 μm, with mechanical agitation to assist with separating the size fractions.
The mean, minimum, and maximum weight fraction for each granule size over the set of 32 samples is shown in Fig. 14. This illustrates that the particle size distributions are relatively similar, despite the variation in design and process conditions.

Mean, minimum, and maximum size fractions of granules collected from 32 taps over 11 runs on DSG pilot plant
The mass mean diameter of each 200–250 g sample was calculated. The effect of slag tapping rate and disc spinning speed on mass mean diameter is shown in Fig. 15. This is for 22 taps over 7 runs with the 200-mm-diameter disc. Over all taps, the mass mean diameter was 1.2–1.6 mm and was slightly lower for higher disc spinning speeds. This is as expected, given that a higher disc spinning speed should produce a thinner liquid film, and thus presumably smaller droplets that subsequently solidify to smaller granules. The mass mean diameter was perhaps slightly higher for high slag tapping rates, but the effect was very small.

Effect of tapping rate and disc spinning speed on mean mass diameter of granules collected from 22 taps over 7 runs on DSG pilot plant (disc diameter 200 mm) (Color figure online)
Six samples were analyzed using XRD to measure glass content. All the granulated products were highly glassy materials with good cementitious properties, consistent with the granules produced on the prototype DSG [27].
Off-Gas Temperature
Some typical results are shown in Fig. 16, where the measured off-gas temperature is plotted as a function of time for three taps. The predicted off-gas temperature is also shown, which is discussed in a later section. The process conditions were not identical in these taps, so the difference in the maximum off-gas temperature achieved for each tap is not unexpected. In all taps, the off-gas temperature increased rapidly from room temperature for about 30s, and then continued to increase at a slower rate, possibly reaching a plateau after 2–3 min. The precipitous decrease in off-gas temperature for each tap is when slag tapping and introduction of air were halted.

Measured and predicted off-gas temperature for three taps on DSG pilot plant (Color figure online)
The effect of slag tapping rate on measured off-gas temperature is shown in Fig. 17. These data are from 23 taps over 8 runs, where other conditions such as disc spinning speed and airflow were varied. The measured off-gas temperature 30 s after the commencement of tapping was used, as there were sufficient data for many taps at this time interval, even though this was not the maximum off-gas temperature achieved. There is a remarkably strong positive correlation, despite the differences in the other process parameters.

Off-gas temperature 30 s after commencement of tapping as a function of slag tapping rate for 23 taps over 8 runs on DSG pilot plant (Color figure online)
Comparison of Experimental Results and Model Predictions
Disc Performance
The key performance parameters for the disc are liquid film thickness and disc temperature, for which CFD predictions have been described in previous sections. However, the liquid film thickness cannot be directly measured during experiments. Measuring the temperature of a spinning disc is also highly challenging, and was not performed on the DSG pilot plant.
However, one would expect a positive correlation between the predicted liquid film thickness and the measured mass mean diameter of the granules. A parametric equation was developed to predict liquid film thickness as a function of disc recess diameter, slag temperature, slag viscosity, slag tapping rate, and disc spinning speed, using results from a series of CFD simulations. This parametric equation can be used to predict the liquid film for any combination of the design and process parameters, which is much quicker than using the CFD model on each occasion. Figure 18 shows a comparison of the measured mass mean diameter of granules and the predicted liquid film thickness for 31 taps over 11 runs on the DSG pilot plant. There is a strong positive correlation, providing confidence that the predictions of liquid film thickness are meaningful for DSG operation.

Comparison of measured mass mean diameter of granules and predicted liquid film thickness, for 31 taps over 11 runs on DSG pilot plant (Color figure online)
An obvious difference between the model and the experimental results is that the two-dimensional CFD model predicts a single liquid film thickness, while the experimental results showed a distribution of granule sizes. Some work has been done to extend the disc model to three dimensions, where the liquid film thickness is used as an input to predict droplet formation and the range of droplet sizes [18].
There was no degradation of disc performance due to high temperatures, also providing confidence that the CFD predictions of disc temperature are representative. This will be more fully evaluated over extended operation.
Granulator Performance
The measured and predicted off-gas temperatures are shown in Fig. 16. A direct comparison is difficult because the CFD results are for a steady-state condition, whereas the experimental temperatures are increasing over time. However, the experimental and predicted results are similar, and show a corresponding trend, i.e., for both the measured and predicted off-gas temperature, run 3 is the highest and run 1 is the lowest.
Concluding Remarks
The CFD predictions and experimental results on the DSG pilot plant have provided significant insights into DSG design and operation. There are opportunities to optimize a number of parameters, such as disc design, airflow injection, and granule collection. Longer run times under steady-state operation are required to effectively investigate these parameters. The results on the DSG pilot plant provided sufficient confidence to design and construct a larger DSG demonstration plant.
CSIRO has partnered with Beijing MCC Equipment Research & Design Corporation (MCCE) to scale-up and commercialize the DSG process. A demonstration plant has been constructed and is about to be commissioned in China, which comprises a 5-m-diameter granulator capable of processing 300–500 kg/min of slag.
CFD modeling and experimental studies have also been conducted on various non-ferrous slags and mattes, using the prototype DSG and the DSG pilot plant. Even with the differences in parameters such as tapping temperature and material viscosity, the CFD modeling and experimental experience has allowed the design and operating conditions for effectively granulating these materials to be rapidly optimized.
References
van Ruijven BJ, van Vuuren DP, Boskaljon W, Neelis ML, Saygin D, Patel MK (2016) Long-term model-based projections of energy use and CO2 emissions from the global steel and cement industries. Resour Conserv Recycl 112:15–36. https://doi.org/10.1016/j.resconrec.2016.04.016
Huntzinger DN, Eatmon TD (2009) A life-cycle assessment of Portland cement manufacturing: comparing the traditional process with alternative technologies. J Cleaner Prod 17:668–675. https://doi.org/10.1016/j.jclepro.2008.04.007
Ando J, Nakahara T, Onous H, Ichimura S, Kondo M (1985) Development of slag blast granulation plant characterised by innovation of the slag treatment method, heat recovery and recovery of slag as resources. Mitsubishi Heavy Ind Tech Rev 22(2):136–142
Featherstone WB (1998) Slag treatment improvement by dry granulation. Iron and Steel Engineer, July:42
Macauley D (1996) Slag treatment—time for an improvement. Steel Times International: S15–16
Pickering SJ, Hay N, Roylance TF, Thomas GH (1985) New process for dry granulation and heat recovery from molten blast furnace slag. Ironmak Steelmak 12(1):14–21
Yoshinaga M, Fujii K, Shigematsu T, Nakata T (1982) Dry granulation and solidification of molten blast furnace slag. Trans Iron Steel Inst Jpn 22(11):823–829
Faucher S, Mostaghe S, So LC, Oh SY (2016) Recent developments in dry slag granulation: a path to improving safety and sustainability of the metallurgical sector. In: Proceedings of ABM Annual Congress, 27−29 September 2016, Rio de Janeiro, Brazil, pp 202–213
Smith MP (2017) Blast furnace ironmaking – a view on future developments. Procedia Eng 174:19–28. https://doi.org/10.1016/j.proeng.2017.01.133
Michels D, Kappes H (2015) Dry slag granulation with energy recovery: operation of full scale pilot plant. Miner Process Extractive Metall 124(2):67–75. https://doi.org/10.1179/1743285514Y.0000000082
Li G, Guo M (2014) Current development of slag valorisation in China. Waste Biomass Valoriz 5:317–325. https://doi.org/10.1007/s12649-014-9294-7
Tan Y, Zhu X, Wang H, He XY, Ding B, Liao Q (2018) Centrifugal granulation characteristics of molten blast furnace slag and performance of the granulated particles. Appl Therm Eng 142:683–694. https://doi.org/10.1016/j.applthermaleng.2018.07.023
Jahanshahi S, Xie D, Pan Y, Ridgeway P, Mathieson J (2011) Dry slag granulation with integrated heat recovery. In: 1st international conference on energy efficiency and CO2 reduction in the steel industry, 27 June–1 July 2011, Dusseldorf, Germany, p 7
Jahanshahi S, Mathieson JG, Somerville MA, Haque N, Norgate TE, Deev A, Pan Y, Xie D, Ridgeway P, Zulli P (2015) Development of low-emission integrated steelmaking process. J Sustain Metall 1:94–114. https://doi.org/10.1007/s40831-015-0008-6
Jahanshahi S, Deev A, Haque N, Lu L, Mathieson JG, Norgate TE, Pan Y, Ridgeway P, Rogers H, Somerville MA, Xie D, Zulli P (2014) Current status and future direction of low emission integrated steelmaking process. In: Celebrating the Megascale: an EPD Symposium in Honor of David G. C. Robertson, TMS, pp 303–316
Pan Y, Witt PJ, Kuan B, Xie D (2014) CFD modelling of the effects of operating parameters on the spreading of liquids on a spinning disc. J Comput Multiph Flows 6(1):49–64. https://doi.org/10.1260/1757-482X.6.1.49
Pan Y, Witt PJ, Xie D (2010) CFD simulation of free surface flow and heat transfer of liquid slag on a spinning disc for a novel dry slag granulation process. Prog Comput Fluid Dyn 10(5–6):292–299
Pan Y, Witt PJ, Kuan B, Xie D (2011) CFD simulation of slag droplet formation by a spinning disc in dry slag granulation processes. In: 8th international conference on CFD in oil & gas, metallurgical and process industries, 21–23 June 2011, Trondheim, Norway, p 8
Xie D, Washington B, Sanetis S (2018) Rotary atomiser for atomising molten material, US9409235
ANSYS, Inc., 2010, ANSYS CFX User Manual, Release 13.0
Kuan B, Yang W, Schwarz MP (2007) Dilute gas-solid two-phase flows in a curved 90 duct bend: CFD simulation with experimental validation. Chem Eng Sci 62:2068–2088. https://doi.org/10.1016/j.ces.2006.12.054
Jahanshahi S, Pan Y, Xie D (2012) Some fundamental aspects of the dry slag granulation process. In: 9th International Conference on Molten Slags, Fluxes and Salts (MOLTEN12); 27-30 May 2012; Beijing, China. Chinese Society for Metals; 2012. 12p
Mao T, Kuhn DCS, Tran H (1997) Spread and rebound of liquid droplets upon impact on flat surfaces. AIChE J 43(9):2169–2179. https://doi.org/10.1002/aic.690430903
Eckert ERG, Drake JR (1972) Analysis of heat and mass transfer. McGraw-Hill Book Company, New York.
Purwanto H, Mizuochi T, Akiyama T (2005) Prediction of granulated slag properties produced from spinning disk atomizer by mathematical model. Mater Trans Jpn Inst Metals 46(6):1324–1330
Sakakibara M (1990) Development of the technology on heat recovery from molten slag of blast furnace. Tetsu Hagane 76:1587–1596
Jahanshahi S, Xie D (2012) Current status and future directions of CSIRO’s dry slag granulation process with waste heat recovery. In: 5th International Congress on the Science and Technology of Steelmaking, 1–3 Oct 2012. Dresden, Germany, p 9
Acknowledgements
The authors gratefully acknowledge contributions to the project by Sharif Jahanshahi, Dongsheng Xie, Peter Witt, Jason Donnelly, Steve Sanetsis, Bernie Washington, Michael Somerville, and Dylan Marley.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
The contributing editor for this article was S. Kitamura.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Cooksey, M., Guiraud, A., Kuan, B. et al. Design and Operation of Dry Slag Granulation Pilot Plant. J. Sustain. Metall. 5, 181–194 (2019). https://doi.org/10.1007/s40831-019-00214-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40831-019-00214-0