
Abstract
Cavitation is an important problem that occurs in any pump and contributes highly towards the deterioration in the performance of the pump. In industrial applications, it is vital to detect and decrease the effect of cavitation in pumps. In this study therefore, focus is on detecting and diagnosing the cavitation phenomenon within a centrifugal pump using vibration technique. The results obtained for vibration signal in time and frequency domains have been analysed in order to achieve a better understanding regarding detection of cavitation within a pump. The effect of different operating conditions, including various flow rates related to the cavitation have been investigated in this work using different statistical features in time domain analysis (TDA). Moreover, Fast Fourier Transform (FFT) technique for frequency domain analysis (FDA) has also been applied.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Condition monitoring has made more acceptable and helpful for many process industries. These monitoring systems can give useful information regarding different problems or faults that can occur in the damaged components of the pump. In addition, it helps to improve the performance of the pump or it can be recognised when the pump needs to be refurbished or replaced. In recent years, most industries have broadened their interest on condition monitoring systems. In order to decease the maintenance cost and increase the reliability of machines. According to the standard ISO 17359:2011, the condition monitoring process can be divided into five important sections as shown in Fig. 1.

Condition monitoring system process [1]
System Identification
The condition monitoring system process includes analysis of the function of the system, such as; identifying types of a failure in the system and selecting the components that have to be considered for condition monitoring. Furthermore, it consists of all information regarding to the research techniques and the existing historical data for the study.
Data Acquisition System
This includes collecting and saving useful data that was collected using suitable sensors. It is a very important section in condition monitoring system because it consists of several steps such as measuring and recording data, type of sensor, number and position of the sensor and type of signals that were collected.
Data Processing
This is the third significant section in the condition monitoring process; the first stage in this section is to remove any unwanted noises in the collected data from the environment. This can be achieved by using filter function to filter out most of the unwanted noise. This data can then be processed using the suitable technique to extract suitable features, which can be used to define the performance of the system. For instance, Fast Fourier Transform technique was widely used to convert data from time domain to the frequency domain.
Diagnosis
The purpose of diagnosis is to determine the location, severity of the damage and fault in the system. Different faults in the machine can be diagnosed by collecting data when the machine is working under different operating conditions. The general trend is to collect data when the machine is working under healthy and faulty conditions. This data (healthy and faulty) will be analysed to identify the variance. The level of the variance indicates the current condition of the system, which will help to make decision for the next step.
Decision Making
The diagnosis is to provide useful information regarding what happens in the system. The condition of the system and the required level of maintenance are defined based on the analysis of the features used for diagnostic purposes [1].
In the literature, many researchers have attempted experimentally to investigate and discuss the pump performance with and without cavitation using various conditioning monitoring methods. One of these studies carried out by Zhang et al. [2] where authors attempted to study the vibration features in the centrifugal pump that has a special slope in the volute. In their work, they proposed and analysed vibration characteristics in the pump with a special slope volute to decrease the vibration and offer a new technique to decrease vibration level in the pump. They collected vibration signals at various flow rates and compared the performance obtained between the slope volute and conventional spiral volute pump conditions. The results have shown that the vibration level of the slope volute pump was lower than the vibration level of the conventional pump under different frequencies. They have therefore found that using slope volute pump can efficiently decrease the vibration level in the centrifugal pump. Stopa et al. [3] detected incipient of cavitation in the centrifugal pump. They used a tool known as Load Torque Signature Analysis (LTSA). It uses electrical signals from the motor to compute the torque that the pump develops via its frequency spectrum information and determines the occurrence and intensity of the cavitation. Their results have revealed that the LTSA tool presents a response pattern close to those normally shown by vibration and pressure sensors when used in such an application. The LTSA tool can detect the cavitation using a single component impeller passing frequency. Chudina [4] used noise as an indicator in investigating cavitation phenomenon within the centrifugal pump. When cavitation occurs in the pump, it causes various undesirable effects such as drop in performance of the pump, erosion, pitting and damage to parts of the pump, as well as increase in the level of vibration which then results in increased noise. In his work, the author carried out analysis of the noise signal in frequency domain under different operating conditions. The results showed that the cavitation increases at high flow rate particularly at the high range of frequency. Cernetic et al. [5] detected and monitored of cavitation in the pump by using vibration and noise signals. They used two types of centrifugal pumps, the first one was closed impeller with six blades and made of metal alloy, the second one was semi-open impeller with six blades and made of plastic material. They detected cavitation in each pump separately and the results have shown that each pump has different vibration spectra and noise levels with various discrete frequencies. In addition, they found that the difference between vibration and noise under cavitation and non-cavitation conditions was between 10 to 15 dB. Albarik et al. [6] investigated and diagnosed centrifugal pump faults through the use of vibration approach. They used a closed impeller centrifugal pump in their investigation with some parameters of the pump considered in their design such as flow rate of 30 m3/h, head of 55 m and rotational speed of 2900 rpm. They predicted the relationship between the Net Positive Suction Head available and Net Positive Suction Head required by decreasing the discharge valve progressively with the suction valve fully opened according to ISO 3555. NPSHr for the system increased when flow rate increased. The results have shown that when the flow rate increases the level of vibration increases as well. Suhane [7] studied the effect of radial clearance on pressure pulsations by using vibration and noise signals in the centrifugal pump under different flow rates and radial clearances between impeller and diffuser of 1.5 mm, 3.7 mm, and 6.8 mm. The horizontal type pump has been used in their study together with diffuser. The impeller has been designed using eight blades while that of the diffuser composing of seven vanes. Results indicated that at low flow rate, both vibration and noise levels were low and are high when the flow rate is also high. Moreover, the vibration and noise levels were minimum at the maximum radial clearance between impeller and diffuser. In addition, from experimental outcomes the author observed that when the value of radial clearance increases, the lower pressure fluctuations occur. Farokhzad et al. [8] experimentally investigated the relationship between vibration signal and the type of fault within the centrifugal pump under different operating conditions using a condition monitoring system. They tested two different configurations; the first one has broken impeller and the second one was with faulty seal conditions. They collected vibration signals from the pump using the accelerometer which was positioned on the bearing of the shaft. The results have shown that an important change in the trend of vibration signal was occurred as a function of fault at various operating conditions. The value of RMS for healthy pump conditions was moderate and stable, but this increased in value due to the broken impeller and faulty seal.
Study and detection of cavitation experimentally has become a significant aspect in pumps to give better understanding and provide confident and reliable results. Moreover, the experimental results allow us to understand the relationships between the occurrences and development of cavitation with vibration signals. Therefore, this study is focused on investigating the performance and inception and development of cavitation in a centrifugal pump experimentally under different operation conditions based on vibration analysis technique. Vibration signals in the centrifugal pump were analysed in both time and frequency domains under different operation conditions.
The Experimental Setup of the Centrifugal Pump
The main aims of this present study are to determine the pump performance and detect cavitation in the centrifugal pump experimentally. The detection of cavitation has been achieved by using different techniques such as vibration through the use of accelerometer sensor and pressure using two pressure transducers at suction and discharge of the pump under the different range of operation conditions. To achieve these aims, it was essential to construct and design an appropriate experimental setup for the centrifugal pump, where the designing of this experimental setup would be discussed in more details in the next section.
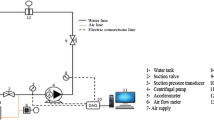
Figure 2 depicts the different parts for the flow loop of experimental setup. The centrifugal pump can supply water to the tank with a maximum pressure about 10 bar. The selected flow loop system was re-circulatory and included a plastic water tank, PVC clear pipe and PVC connections components. The tank capacity has been based on the maximum flow rate. The inlet pipe diameter of the pump is 2 in.. Also, the outlet pipe diameter of the pump used is 1.25 in.. Thus, a reducing coupling of 1.25 to 1.5 in. has been used to connect the outlet pipe to the water flow meter line because the diameter of water flow meter is 1.5 in.. The tank is made from plastic with dimensions of 95 × 90 × 110 cm. The entire section pipes are a transparent pipe the reason behind that is to permit observation when the cavitation occurs. There are several reasons behind selecting the latter type of pipe. Firstly, the clear pipes are easier to install. Secondly, they are easy to connect them and thirdly they are low cost as compared to the stainless-steel pipes. Furthermore, the PVC pipes do not necessarily allow for complicated tools to be used in connecting the different pipes together, as the entire connections between pipes are made using a solvent welding type (solvent cement and cleaning fluid) However, the PVC clear pipes have some disadvantages such as lack of rigidity. The connections of the flow loop of the centrifugal pump and the water tank are made through use of various sizes of PVC pipes.

Experimental setup components and flow loop system
Vibration Sensor
Commonly, vibration is the greatest widely utilised parameter in the condition monitoring of rotating systems such as pumps, turbines and compressors.
The cavitation process in centrifugal pumps includes the start formation and collapse of huge bubbles. As a result, the bubbles collapsing generate vibration in the pump. Therefore, the vibration within the pump provides a strong indicator of the occurrence of cavitation. Consequently, cavitation could be predicted and diagnosed by monitoring vibration signals through the use of an appropriate sensor such as accelerometers. In this current study has been used the accelerometer sensor type IEPE (small size, high sensitivity) model CA-YD-1182 position at the outlet volute near tongue region as depicted in Fig. 3. The accelerometer range of frequency in the experimental setup is between 0 Hz to 15KHz and the operation temperatures range − 40 and + 120 °C. Table 1 summarises the accelerometer sensor specifications.

The accelerometer and its location on the centrifugal pump
At volute, the tongue region which is the smallest clearance that exists between the impeller and the pump volute casing. Where at this region the pressure fluctuations in the centrifugal pump reaches the highest values; therefore, the accelerometer is located at this position on the volute to gain the best signals of vibration as it shown in Fig. 3. Through the current experimental study, the position of the accelerometer is attempted in various places in the volute. Thus, it found that position near the tongue region is the most appropriate place for gaining the best vibration signals.
Conventional Statistical Measures from the Time Domain Analysis
The study will use conventional statistical measures to analyse signal that were obtained from time domain by using the statistical features below:
Analysis of Data using the Peak Value of the Signal
It is an important statistical parameter and is used to calculate the peak value of the signal [9].
Analysis of Data using Root Mean Square (RMS) Value
The RMS value of the signal is employed widely in condition monitoring for machines in order to indicate the energy level of the signal. Further, this statistical feature is used to evaluate the effect of signal fluctuations in any machine and it can be defined by using the equation given below [9]:
Where, xi and N are represented the element signal and the total number of elements.
Analysis of Data using the Peak-to-Peak Value of the Signal
This is an important statistical parameter and represents the distance from the minimum peak to maximum peak of the signal.
Analysis of Data using Variance Value
The fourth statistical parameter that was used in this study is to measure and analyse signals that are obtained from time domain variance value and it can be given as below [9]:
Where, xi, N, and \( \overline{x} \) are represented the set of elements, the total of elements, and the mean value of elements respectively.
Frequency Domain Analysis
The Fast Fourier transform technique is extensively used to transform the signal from time domain into the frequency domain on the assumption that the frequency elements of the signal are always directly related to the mechanical condition of the machine components. The Fourier transform produces a frequency spectrum, which is the average of the signal over the sampling period [9]. The outcome of the Fast Fourier transforms offers the amplitude of the signal with frequency. The Fourier transforms and its inverse for continuous signals mathematically can be defined as below [9]:
The inverse of FFT can be written as:
Where, X(t) and F(ω) are the time and frequency signals, and \( j=\sqrt{-1} \)
Where, ω represents angular frequency, and f = 1/T, T represents time in second.
ej2πft= cos2πft + sin 2πft (6).
Conventional Statistical Measures from the Frequency Domain Analysis
For further analysis, this work was used different conventional statistical information to analyse signals that were obtained from frequency domain by using below statistical values:
Analysis of Data using the Mean Value of the Signal
The mean value of a signal is denoted by the Greek symbol μ, it represents the average value and can be calculated by using equation (7) [10].
Analysis of Data using Root Mean Square (RMS) Value
The RMS can be calculated from frequency domain (spectrum), representing the value from zero to 70.7% of the maximum (peak) amplitude for the spectrum [11].
Calculate Total Head of the Centrifugal Pump
In this experimental study, the total head of the centrifugal pump can be calculated under different operational conditions as following:
Velocity at the Suction Side of the Pump
This velocity at the suction side of the pump can be calculated by using below equation:
Where, Q, V1, and d1are represented the flow rate (l/min), water velocity in suction pipe (m/s), and suction pipe diameter (m) respectively.
Velocity at the Discharge Side of the Pump
This type of velocity can be calculated using equation (9):
Where, V2, and d2 are denoted the water velocity in discharge pipe (m/s) and discharge pipe diameter (m).
Friction Head (Hf)
This type of friction head can be calculated using the below equation:
Where, f, L, and D are defined the Darcy friction factor, pipe length (m), and pipe diameter (m).
Static Suction Head (Hs)
This head represents the vertical distance from the centre line of the pump to the free water level in the tank.
Head at the Suction Side
To calculate the total head at the suction side the following equation can be used:
Head at the Discharge Side
The total head at the discharge side can be calculated by equation (12):
Total Head in the Centrifugal Pump
Total head in the pump can be calculated as follow:
Where, Htout and Htin are represented the total head at the inlet and outlet of the pump.
In order to calculate the NPSH in this study the experimental data for Net Positive Suction Head required (H-NPSHR) curve of the centrifugal pump that was provided by its manufacturer (Pedrollo company pump model F32/200H) and the NPSHA can be calculated under several operational conditions as follows:
Diagnosis of Cavitation within the Centrifugal Pump Using Vibration Analysis Technique
In this current study, various experimental measurements techniques such as vibration and pressure based on different pump operation conditions have been used in order to simultaneously find the relationship between vibration and detecting cavitation within the centrifugal pump. Sources of vibration in the centrifugal pump during different operational conditions have been evaluated and then the revealing of how the incipience and development of cavitation influences the pump vibration level. Furthermore, it presents and discusses the experimental outcomes of using vibration technique for monitoring cavitation within the centrifugal pump on the experimental setup. Also, the work would provide the analysis on the vibration signals in time domain using time wave form analysis (TWFA) and then using various statistical features such as peak, RMS, peak-to-peak and variance values in order to predict and diagnose the cavitation under various operation conditions. For further analysis on the characteristic of the cavitation phenomenon inside the centrifugal pump, the vibration signal in time domain is converted to frequency domain analysis (FDA) through the use of (FFT) technique which can be suitable in predicting and diagnosing cavitation in the pump. This study further focuses on analysing the vibration signal in frequency domain based on different range of frequencies. Furthermore, analysis on the vibration amplitude in frequency domain by using different features such as mean and RMS on the vibration amplitude values. This analysis is essential in order to obtain a better understanding and also more information regarding the detection of the occurrence of cavitation within a pump for various frequency ranges and hence, finding the sensitive frequency range for predicting cavitation.
Vibration Sources in the Centrifugal Pump
The origin of vibration in centrifugal pumps might occur from various types of sources. Comprising of hydraulic and mechanical excitation forces leading to an increase in the levels of vibration that might decrease the performance of the pump and hence lead to causing damage in the pump parts such as the impeller, volute and also leads to decrease in pumps bearing life and the seal failures [12, 13]. The measurements of vibration in the centrifugal pump can be utilised for several applications including quality control and condition monitoring (CM) investigations and also for research development, where each of the listed application has their peculiar analysis and measurement procedures. Thus, this study provides and discusses the usage of vibration technique for predicting cavitation in the pump. Vibration in pumps has two central sources, the first one is hydraulic and the second one is mechanical sources. The next section will explain these type of vibration source [13].
The Vibration Occurrence from Hydraulic Sources in the Centrifugal Pump
This type of vibration in centrifugal pumps occur as a result from several problems including problems of flow distribution which include high velocity, and also interaction between the rotating part such as impeller, and the stationary part such as the volute through the rotation of the impeller in the pump particularly at volute tongue region. Furthermore, hydraulic sources of vibration in a centrifugal pump includes blades passing forces, hydraulic imbalance, recirculation flow, cavitation, system instabilities, water hammer and so on [12].
The Vibration Occurrence from Mechanical Sources in the Centrifugal Pump
The pumping system comprises of several parts. This pumping system include the centrifugal pump, an electrical motor and its related flow loop piping system such as pipes, elbows, fittings, and valves. Even through regular operation conditions, various kinds of physical processes create vibration such as hydraulic interaction with the piping system, improper installation or maintenance, application for the pump, and manufacturing designs and different types of faults [14]. Typically, the mechanical vibration sources in the pump includes several sources such as pressure fluctuations created in the fluid [15], unbalance, misalignment between shafts connections, and damaged bearings [16]. Moreover, other mechanical sources include the mechanical forces, improper usage of the pump as provided in the installation manual and the conditions emerging from the pumps’ incorrect assembly and also from wear [12].
Cavitation as another Important Source of Vibration in the Centrifugal Pump
When cavitation occurs in the different types of machines (e.g. propellers, turbines, and various kinds of pumps), it leads to drop in pressure particularly at the eye of impeller below the water vapour pressure. As a result, leading to increase in the level of noise and vibration due to unstable flow which causes increase in the pressure fluctuations within a pump [12]. When cavitation starts to occur within the pump, the first formations of bubbles are very small leading to the bubble collapse inside the pump. As cavitation continuous inside the pump, the bubbles collapse then occurs close to the surface of the impeller, which eventually erodes the impeller and hence, causes pitting on the surface of the impeller and volute. Because the formation and collapse of bubbles happen randomly, the incipience and development of cavitation can cause high noise and vibrations within the pump [12].
Over the last decade, there have been increasing interests in using condition monitoring (CM) methods for detecting cavitation. There are several reasons behind this method as it decreases the costs of machines maintenance and hence, enhance productivity and safety in the industry. In this study, various analyses techniques have been used to predict cavitation phenomenon in the centrifugal pump. The vibration signal will be analysed, as it is one important technique in the condition monitoring for the centrifugal pump in order to predict early and diagnose the inception and development of cavitation occurrence within the pump. Also in this research, the vibration signals would be collected through the use of an accelerometer (vibration sensor) that has been positioned close to the volute tongue region of the centrifugal pump. The reason behind selecting this position is because this is a part in the pump that has high effect due to the high interaction between the rotating part (impeller) and stationary part (volute). To study the wide range of operation conditions, flow rate has been changed by throttling the ball valve at the discharge pump side and then keeping the suction valve open at 100%. Furthermore, the analysis of vibration signals under different above operation conditions using time domain analysis (TDA) and frequency domain analysis (FDA) are performed using MATLAB code in the next sections.
Effect of Various Flow Rates to Predict the Performance and Cavitation within a Centrifugal Pump
Vibration technique has been used in order to predict cavitation. For analysis purpose, effect of various flow rates on the performance of the pump and predict cavitation within a pump have been investigated in this section. The centrifugal pump has been operated experimentally at different flow rates (three stages of flow rates). The first stage was at low flow rate, and the second stage was at design flow rate and the last stage was at high flow rate as summarised in Table 2. Keeping pump rotational speed N = 2755 rpm constant. The next section presents the results of the pump performance and predicting cavitation that have been obtained from experimental calculation based on the different flow rates.
Table 2: Summarises wide range of flow rates that have been used in this case under investigation in order to predict the performance and cavitation.
Performance Output of the Centrifugal Pump
One key aim in this experimental study, is to calculate the pump head. Therefore, several experimental measurements have been conducted to find the pump performance under various operation conditions. Furthermore, the suction and discharge pressures signals of the pump can be obtained through the use of two pressure transducers at suction and discharge sides of the centrifugal pump. The data includes pressure signals and calculated head are processed through use of MATLAB code as shown that in next section.
Calculate the Head and NPSH of the Centrifugal Pump under Various Flow Rates
Figure 4 depicts the head of the pump under various flow rates measurements which has also been summarised in Table 2 with a pump rotational speed of N = 2755 rpm. From this figure, it can be clearly seen that the changes in pumps’ flow structure as flow rate increased from lower to the higher value and the interesting point is here to notice the change of head in the pump. It can be observed that the trend of head gradually decreases when flow rate increases. Moreover, from this figure, it can be seen that the head is changing in a periodic manner as the pressure changes in the pump. Due to three main possible reasons, the first one is due to the high interaction between the impeller and tongue volute region which generated by the impeller rotational speed. The second reason is related to the non-uniform distribution of pressure distribution in the volute due to the asymmetrical cross-section area of the volute, and finally, the important reason is the occurrence of inception and development of cavitation within the pump. Moreover, it can be seen also from this figure that when the pump operates under high flow rate, it leads to decrease in the head within the pump and then also lead to reduction in the pressure at the inlet eye of the impeller below the water vapour pressure. Hence, that leads to cause cavitation, and it will develop in the pump when the flow rate is increased. Further investigation also shows that the head rapidly decreases when the pump operates at flow rate higher than 350(l/min). The reason is because of the occurrence and development of cavitation.

Head of the centrifugal pump under pump rotational speed 2755 rpm
The effect of cavitation on the output performance of the centrifugal pump under different operation conditions would be discussed. Such conditions would include various flow rates, different pump rotational speeds, various suction valve openings and using air injection by using vibration technique. It is essential to first investigate and then calculate the Net Positive Suction Head NPSHa of the centrifugal pump so that the relationship with the different flow rates can be described, as well as also establishing a general knowledge of the pumps’ performance. In this experimental study, the centrifugal pump has been tested under different measurements of flow rates corresponding to normal operation conditions (without cavitation conditions) and with cavitation conditions. The cavitation characteristics of the centrifugal pump that are monitored as important part of this study are plotted in Fig. 5. This figure depicts the Net Positive Suction Head available, and Net Positive Suction Head required against different flow rates based on inception and development of cavitation in the pump [17]. For this purpose, the pumps’ flow rate can be changed through progressively throttling the discharge valve and then keeping the suction valve open at100% and keeping the pump rotational speed constant at 2755 rpm. The experimental data for the H-NPSHr curve for the centrifugal pump has been provided by the manufacturers (Pedrollo company pump model F32/200H).

The cavitation characteristics of the centrifugal pump under different flow rates
From this figure, the different regions of cavitation are quite apparent. The first one was when the pump works under low flow rate making no cavitation to occur in this region. At this point, the NPSHa is higher than the NPSHr. For the second region, the flow rate is higher than 350(l/min) and at this region, cavitation begins to occur in the pump where the intersection between the two curves for NPSHa and NPSHr already occurred. That means the development of cavitation starts at this point. The third important region is when cavitation within the centrifugal pump starts to increase as the flow rate increases more than 350(l/min) due to decrease in the pressure at the eye of the impeller below the water vapour pressure and hence, at this point, the NPSHa becomes smaller than the NPSHr. Also, it is clear that the signs of cavitation include deteriorating of the performance of the pump. Additionally, during the experimental measurements for the centrifugal pump, inception of cavitation rapidly deteriorated at the flow rate higher than design flow rate as shown that in Fig. 5. Also, it can be seen from this figure that cavitation has occurred at flow rate between higher design flow rate range of 300(l/min) and 350(l/min). It can be clearly seen that the level of cavitation was increased with the flow rate increased. Furthermore, based on the above results regarding the relationship between the NPSHa and NPSHr with the pumps’ flow rate, it can be seen that the value of NPSHa and NPSHr have a high effect on the performance of the pump.
Investigations and discussions regarding the performance of the centrifugal pump under cavitation conditions have been carried out using vibration technique in details in the following sub section.
Predicting Cavitation within a Centrifugal Pump Using Vibration Technique under Various Flow Rates
In this research, an attempt has been made to investigate the pump behaviour under the effect of normal operating and cavitation conditions, through the application of vibration technique. This technique necessitates particular sensors such as an accelerometer sensor and accurate signal evaluation processing technique in order to analyse the vibration signal related to the cavitation condition within a pump under different operating conditions. Results corresponding to the vibration signal under various flow rates, through calculations and analysis of the signal amplitude in time and frequency domains within the pump, have been presented to predict and diagnose cavitation. Simultaneous evaluation of the different experimental measurements based on normal operation (without cavitation) and cavitation conditions have been performed using MATLAB code. In this study and through the experimental tests, the vibration signals are collected using an accelerometer sensor as mentioned earlier. The performance of the centrifugal pump parameters such as discharge flow rate, inlet and outlet pressure are measured through the use of various types of sensors including water flow meter, two pressure transducers at suction and discharge sides of the centrifugal pump. The various types of signals from all the above sensors are sampled, collected and saved through the use of dynamic data acquisition and analysis system model YE7600 from Global Sensor Technology (GST) made by SNOCERA PIEZOTRONICS. In this experiment, the pump was in operation for each test under the different flow rates.
During each experimental test, for the vibration signal sampling process, the pump rotation speed was kept constant at the different flow rates. In these experimental measurements, each experimental test has been repeated at least 3 times. In order to obtain and provide more reliable consistent data sets, collecting and repeating each operation test helps to comprehend the characteristics of the vibration signals and hence, acquire more dependable diagnostic features for predicting cavitation within the pump. This study collects and then analyses the vibration signals under various flow rates as summarised in Table 2. These signals were obtained and collected through the use of the sensor such as an accelerometer type CA-YD-1182. At the input, the voltage signal obtained from the accelerometer has been collected then sampled at 96 kHz in the data acquisition system. Furthermore, the numbers of data points in each of these experimental measurements were equal to 2,880,000 points and the averaging time was 30 s. In order to measure vibration in the system, an accelerometer has been used as the most appropriate vibration sensor [18]. There are several reasons behind using this type of sensor. Firstly, it can be used for wider ranges of frequency. Secondly, it is easy to install on the machine. Thirdly, it is reliable for vibration measurement and finally, it can be used effectively to predict various conditions such as healthy or faulty equipment [19].
Currently, there are many applications associated with pumps in industry. Therefore, condition monitoring in pumps has become a significant application as it can allow the extension of the life of the pump as well also decrease the cost of maintenance. In this research, a methodology has been proposed for detecting the inception and development of cavitation within the centrifugal pump. Figure 6 depicts the flow chart used for the analysis of the vibration data. The methodology used in this research consists of different stages and the brief details of these experimental stages are as follows:
The first stage includes collecting the experimental raw vibration signals from the centrifugal pump under the different ranges of operating conditions using accelerometer sensor.
Analysing the vibration signal based on time domain (TD). Firstly, to compare the various raw vibration signals under the different operation conditions using the graph of the time wave form analysis (TWFA). Second is to analyse the vibration signal by using different statistical features such as peak, RMS, peak-to-peak and variance values.
Detect various levels of cavitation (no cavitation, inception, development and full development of cavitation) within a pump by using the above features.
Compare between the above mentioned features to find the sensitive feature in order to detect different levels of cavitation.
Analyse the vibration signals based on frequency domain (FD) using FFT technique. Firstly, analyse the raw vibration signal based on various frequency ranges (low and high-frequency ranges).
Analysing the amplitude of the vibration signals under different frequency ranges and wide range of operating conditions based on frequency domain (FD) analysis using different statistical features such as mean and RMS vibration amplitudes.
Detect different levels of cavitation (no cavitation, inception, development and full development of cavitation) within a pump by using the above features.

Flow chart analysis of vibration data processing
The details of analysing the vibration data in time and frequency domains under different range of operation conditions and frequency ranges using above methodology, are presented and discussed in the next sections.
The Vibration Signal Analysis Based on Time Domain (Waveform) under Various Flow Rates
In the time waveform analysis (TWFA) of vibration acceleration signal has been compared under normal and cavitation operating conditions. The experimental results have been depicted and grouped based on different flow rates. Different vibration waveforms signals collected by accelerometer that is mounted on the centrifugal pump casing are illustrated in Fig. 7. This figure depicts the relation between the amplitude and time for the vibration waveform signals under various flow rates for different operation conditions were considered which are normal operation conditions without cavitation and abnormal operation conditions with cavitation are listed in Table 2, and pump rotational speed of 2755 rpm. It can be seen from this figure there are different levels of vibration amplitudes according to the change in the flow rate. For example, when the pump works under the low range of flow rate such as, between 152 and 302(l/min) the levels of vibration amplitudes are almost the same. It is also worth noticing that at a low range of flow rate the levels of vibration amplitudes are lower than that when the pump operates under high flow rate. However, at the high range of flow rate for example, from 331 to 352 (l/min) the vibration levels begun to increase. Obviously, at the range of flow rate from 362 to 378(l/min) the values of vibration amplitudes rapidly increase, the results depict that the vibration amplitude signal increases with flow rate increases. Two possible reasons can be considered behind this phenomenon. The first one is due to the high interaction between the impeller and volute tongue region such interaction occurs particularly in this region due to two important reasons. The first one when the trailing edge blades of the impeller are near and then they crossed the tongue region during rotation of the impeller, and the second reason when the tongue area was in between two trailing edge blades of the impeller. The second main reason to increase the vibration amplitude is mostly due to the incipient cavitation phenomenon taking place at the high flow rate, and it will develop when the flow rate is increased [20,21,22]. In this case, the trend for the vibration amplitude was more random with high peaks when compared with normal operating conditions. The reason behind this is that when cavitation occurs in the pump, it generates very small bubbles and these small bubbles collapse and hence, leads to changes in the shape and amplitude of the vibration signals. Furthermore, it can be seen that the occurrence of cavitation is one key reason that causes instability in the flow within a pump. By comparing between figures (a) and (p), it can be concluded that vibration signals are sensitive to predicting cavitation within a pump.

Analysis of the vibration signal in TWFA under various flow rates at N = 2755 rpm
As it is evident in above figure, the change in the level of vibration amplitude varies according to flow rate changes. However, such variances have revealed that the useful evidence concerning information regarding for detecting cavitation phenomenon within a pump using time wave form analysis (TWFA).
For extraction of useful raw data features, statistical analysis is used in condition monitoring (CM) method, which depends strongly on the kind of signal under investigation. In order to obtain further information with regard to analysing the vibration signals, this section has analysed the vibration signal in time domain through the use of various types of statistical features such as peak, RMS, peak-to-peak and variance values. In order to obtain clear idea regarding how the vibration amplitude is changed under different flow rates, and hence to predict and diagnose the cavitation. Furthermore, the analyses above features are performed using MATLAB code. The level of vibration stability of a pump is associated with the pump flow rate. For this study, the design of experimental setup for the centrifugal pump loop system can operate under different operation conditions.
Analysing the Vibration Signal Using Peak and RMS Values in Time Domain
As mentioned earlier, to analyse the sample of vibration signals under various operation conditions, different statistical features of vibration signals have been used in time domain analysis (TDA) including peak and RMS values. The peak and Root Mean Square (RMS) value function in the vibration signal has been a useful function for monitoring condition systems. These statistical features are widely used in condition monitoring in referring to the signal energy content. The raw vibration data are obtained from experimental setup and then processed in time domain. Figure 8 depict the analysis of vibration signal for a centrifugal pump using above statistical values. In order to detect the inception and development of cavitation conditions, various types of operation conditions of flow rates such as at low flow rate from 100 to 250(l/min), design flow rate at 300(l/min) and high flow rate from 320 to 378(l/min) has to be conducted with the pump rotational speed kept constant at 2755 rpm. It can be seen that from these figures there is a small indication of the variance in vibration level at flow rates below 350(l/min). Though, at a flow rate above 350(l/min), the vibration level witnesses a significant increase. However, the results from the experimental measurements have showed that the same trend occur for all the statistical features on the vibration signals under the different flow rates. All of these statistical parameter trends, rapidly increases, when the centrifugal pump operates under flow rate of 350(l/min). One of the main reasons is because of the occurrence of cavitation at this particular flow rate. The second reason is due to the interactions between the impeller and volute tongue region which then results to the pressure fluctuations reaching the highest peak inside the pump occurring very close to this tongue region. However, the values and levels of the pressure fluctuations inside the pump increase or decrease in magnitude as the trailing edge blades of impeller is near or far away from the volute tongue region. It can be noticed that the rapidly starting value increase was earlier for the peak feature as compared to the RMS feature. The results depict that using peak and RMS features in time domain analysis (TDA) have the capability in order to predict cavitation in the centrifugal pump under high flow rates. Due to the characteristics of cavitation in centrifugal pumps, as illustrated in earlier sections in Fig. 5, it was obvious that when the flow rate was higher than design flow rate, it led to inception of cavitation of the pump. On this basis and from above findings it can be concluded that cavitation was the central problem behind the increase in the level of vibration in the centrifugal pump. Hence, the vibration signal analysis in the time domain can be considered as an indication to first determine the pump’s condition, in addition to when cavitation has occurred in the pump. Additionally, the peak feature value was more sensitive as compared to RMS feature for detecting occurrence of cavitation.

Trends of peak and RMS features with NPSH of the vibration signal within the centrifugal pump at 2755 rpm
From these figures, the different regions of cavitation are apparent. The first one was when the pump works under low flow rate making no cavitation to occur in this region. At this point, the NPSHa is higher than the NPSHr. For the second region, the flow rate is higher than 350(l/min) and at this region, cavitation begins to occur in the pump. That means the development of cavitation starts at this point. The third important region is when cavitation within the centrifugal pump starts to increase as the flow rate increases due to decrease in the pressure at the eye of the impeller below the water vapour pressure. The cavitation process in centrifugal pumps includes the start formation and collapse of more bubbles. it generates very small bubbles and these small bubbles collapse and hence, leads to changes in the shape and amplitude of the vibration signals. As a result, the bubbles collapsing generate more vibration in the pump. Consequently, the vibration within the pump provides a good indicator for cavitation occurrence. In addition, during the experimental measurements for the centrifugal pump, inception of cavitation rapidly deteriorated at the flow rate higher than design flow rate as shown that in Fig. 5.
The investigation of vibration signals through the use of peak and RMS values offer useful information regarding a centrifugal pump condition. Hence, analysis of the trend of vibration amplitude, together with the flow rates could provide a good indicator for detecting cavitation. Consequently, different statistical parameters to monitor the trend of vibration amplitude such as peak-to-peak and variance values can be used to predict cavitation as we would see in next section.
Analysis of the Peak-to-Peak and Variance Values Based on Time Domain (TD)
The relationship between the vibration level and various flow rates within a centrifugal pump can provide more information regarding the detection of cavitation through the use of other different types of statistical features trends such as peak-to-peak and variance values. For further analysis, the vibration signals in time domain for the centrifugal pump in Fig. 9 depicts the peak-to-peak and variance values, under various flow rates as summarised in Table 2, under a pump rotational speed of 2755 rpm. It can be clearly seen that from these figures that the values of peak-to-peak and variance have approximately the same trend as compared to the trends of peak and RMS values as shown in Fig. 8 above. It can be observed that there is no significant change in peak-to-peak and variance values when the centrifugal pump operates under low flow rate from 100 to 300(l/min). Also, as seen at a flow rate beyond 350(l/min), the vibration amplitudes witnessed a fast increase as shown in these figures. For comparison between different flow rates, the level of vibration amplitude has been rapidly changed with the increase of the flow rate value particularly in the flow rate from 350 to 378(l/min). When the centrifugal pump operates at low flow rate, while the pump rotation speed is kept constant at 2755 rpm, it can be observed that no cavitation occurred. While at the same rotational speed but under high flow rate, inception of cavitation then begins to occur at the pump and as the flow rate increases continuously, cavitation then also increases leading to the pump working under a fully developed cavitation. In other words, it can be seen that when the NPSHa is smaller than the NPSHr, that leads to cavitation occurrence as shown that in Fig. 5. Furthermore, it can also be observed that the peak-to-peak value increase rapidly when compared to the variance value. From the above finding, it can be concluded that the peak-to-peak value was more sensitive as compared with variance value. Also, the result shows that the use of statistical features such as peak-to-peak and variance values in order to analyse the vibration data in time domain acquired from experimental measurements can be a suitable technique to identify the inception and development of cavitation in the pump under different operation conditions. Based on the above results, it can be observed that the occurrence of cavitation within a pump was the important reason to increase the level of vibration amplitude.

Trends of peak-to-peak and variance feature with NPSH of the vibration signal within the centrifugal pump at 2755 rpm
From these figures, it can be clearly seen that the same different regions of cavitation are apparent as shown in the previous figures for peak and RMS vibration signals. The first one was when the pump works under low flow rate making no cavitation to occur in this region. For the second region, the flow rate is higher than 350(l/min) and at this region, cavitation begins to occur in the pump. That means the development of cavitation starts at this point. The third important region is when cavitation within the centrifugal pump starts to increase as the flow rate increases due to decrease in the pressure at the eye of the impeller below the water vapour pressure as mentioned in the above. Also, during the experimental measurements for the centrifugal pump, inception of cavitation rapidly deteriorated at the flow rate higher than design flow rate as shown that in Fig. 5.
The Analysis of Vibration Signals Based on Frequency Domain (FD) under Various Flow Rates
As mentioned in the previous section, the level of vibration signal amplitude highly depends on the operating conditions of flow rate inside the pump. The results from time domain analysis have revealed that when the pump is being operated under low flow rate that is less than the design flow rate, a minimum level of vibration will occur. However, when the pump is working under condition that is higher than the design flow rate, more vibration and noise occurs. This is attributed to several reasons but one reason is mostly because of the interactions between the impeller blades and part of the volute tongue, close to the tongue region. Another reason can be due to increase in turbulent flow within the pump. The most important reason is due to the cavitation phenomenon that has occurred at high flow rate. The vibration signals have been collected through the use of an accelerometer sensor. The cavitation in the pump can be identified by finding the variation in vibration signal amplitudes as would be discussed in details in the next section.
Predict the Cavitation within a Pump at Frequency Range from 0 Hz to 2 kHz
Figure 10(a) and (b) depict the three-dimensional figure of vibration signals in the frequency domain based on the different range of frequencies. The first one is at low range frequency from (0 Hz to 1 kHz) and the second one is at range of frequency between (1 kHz and 2 kHz) under various measurements of flow rates as shown in Table 2 and the rotational impeller speed of 2755 rpm. It can be seen that from both figures, there are small variances in the level of vibration amplitude within the centrifugal pump when the pump is operating less than 300(l/min). However, it can be clearly observed that there is a significant increase in the level of vibration amplitude that occurred, when the pump is operated under flow rate higher than 350(l/min). It can be noticed that this increase in the level of vibration amplitude occurs for both range frequencies from (0 Hz to 1 kHz) and (1 kHz to 2 kHz) respectively. The reason behind that is due to the high interaction between water and the blades of the impeller, as well as the interaction between the impeller and volute. Moreover, one important reason is due to the occurrence of cavitation within the pump.

Vibration frequency under various flow rates and the vibration frequency range from 0 Hz to 2 kHz at 2755 rpm
Also from this figure, it is worth observing that under flow rate higher than 350(l/min), the development of cavitation has already occurred. This is due to the smaller vapour bubbles generated in and around the impeller passages and hence, the bubbles impeding the flow rate being pumped. As a result, these bubbles cause increase in the level of vibration and noise inside the pump which then results in a decrease in performance of the pump. Therefore, a decrease in the pump performance is a reliable indication of cavitation has occurred in the pump. Also, the dominated frequencies for both frequency ranges are associated with the shaft rotating frequency (Rf), blade passing frequency (BPF) and their harmonics. Furthermore, as mentioned in this section, it can be observed that the level of the vibrations was closely related to the occurrence of cavitation in the pump.
Predict the Cavitation within a Pump at Frequency Range from 2 Hz to 15 kHz
Figure 11(a) and (b) depict the three-dimension vibration signal in frequency domain analysis (FDA) and the frequency range is from 2 Hz to10 kHz and 10 Hz to 15 kHz under various flow rates and the pump rotational speed of 2755 rpm. It can be seen that these range of frequencies have the same trends as compared to previous figures for level of vibration amplitude in frequency domain under flow rate less than 350(l/min). However, the trend of vibration amplitude increases with flow rate increases; it is also worth observing that the vibration amplitudes under high flow rates have much higher intensities as compares to the low flow rate due to the occurrence of the inception of cavitation at the flow rate lower than 350(l/min). After the inception of cavitation has occurred, variations in the level of vibration amplitude increases as flow rate increases. When the cavitation increases continuously, it means the pump is operating under the conditions that cavitation has developed fully, leading to the level of increased amplitudes in the vibration signal, particularly under higher flow rate. Because of the occurrence of cavitation in the pump, bubbles begin to form and collapse within the pump which directly affect the level of the vibration amplitude. Furthermore, it can be observed that high-frequency range was more sensitive for detecting cavitation particularly at high flow rate as compared to low-frequency range.

Vibration frequency under various flow rates and the vibration frequency range from 2 Hz to 15 kHz
It can be found that from above findings, the vibration amplitude when the pump works under inception and fully developed cavitation was higher than without cavitation condition (at the low flow rate) under the different range of frequencies as shown that in previous figures. The explanation for an increase in the level of vibration amplitude can be clearly noticed in the high flow rate, is due to the inception and development of cavitation process within a centrifugal pump at that time. Whereas, the occurrence of cavitation is due to decrease the inlet pressure at the eye of impeller under the water vapour pressure, causing the formation of bubbles in this region. During the decrease in the inlet pressure, these bubbles begins to grow in size due to the increasing flow rate that then leads to increase in the velocity of flow, which causes further decrease in the inlet pressure in this area. When cavitation start occurs, it increases the vapour bubbles thereby causing the level of vibration to increase due to the flow at inlet eye of an impeller becoming more turbulent. This is mostly due to the implosions of the bubbles surrounding the surface of the impeller. Furthermore, this process of collapsing and formation of bubbles could cause damage to the parts of pump particularly on the blades of impeller and hence, causes significant decrease in the performance of the pump.
Analysis of Vibration Amplitude in Frequency Domain Using Different Statistical Features
As shown in the previous section, 3-D figures are used in order to analyse the level of vibration amplitude based on different range of frequencies. It can provide more knowledge regarding the inception and development of cavitation in the pump. However, during this experimental work, analysis of the vibration signal based on the frequency domain also helps to detect cavitation within a pump. Moreover, comparing the vibration amplitude under various operation conditions helps to match the variations in the level of vibration amplitude with the different characteristics of cavitation of the pump. This section has analysed the vibration amplitude signal in frequency domain, by using different statistical features such as mean and RMS vibration amplitude values. Furthermore, the analyses of these features are performed using MATLAB code. In this section, in order to obtain more details regarding the analysis of vibration signal, different range of broadband frequencies have been used due to the accelerometer sensor having also, a wide range of frequency band and hence, can be used to measure the different range of frequencies in the centrifugal pump. For comparison purpose in this study, the vibration under different range of frequencies will be analysed and discussed during the investigation in order to find the sensitive range of frequency to detect the occurrence of cavitation within a pump.
Analysis of Vibration Frequency Using Mean Vibration Amplitude Value
Figure 12 depicts the analysis of vibration signal using mean vibration amplitude value for various range of frequencies namely (a) 0 Hz–1 kHz, (b) 1 kHz–2 kHz, (c) 2 kHz–10 kHz, and (d) 10 kHz–15 kHz, under operation conditions including flow rate as summarised in Table 2, and pump rotation speed of 2755 rpm. The same trend can be seen in the vibration amplitude under both low and high range of frequencies. The minimum vibration amplitude for the low flow rate is less than the design flow rate of 300(l/min), and no significant change in the level of vibration amplitude at this operation conditions. However, the results have showed that a rapid increase in the level of vibration amplitude for the high flow rate which is higher than design flow rate in excess of 350(l/min). It then means that this increase signifies that cavitation has occurred and has starts to increase within the pump which was due to the fact that NPSHr was higher when compared to the NPSHa. These results show a strong agreement with the result obtained from the previous section. It can therefore be concluded that the level of vibration amplitude provides a good indication to predict and diagnose cavitation in the pump. Moreover, it was further noticed from above analysis of the level of vibration amplitude that the result is not limited to any particular range of broadband frequencies. However, it can be achieved through the use of various ranges of broadband frequency.

Mean vibration amplitude value of the frequency range from 0 Hz to 15 kHz and NPSH at 2755 rpm
From these figures, it can be clearly seen that the same different regions of cavitation are apparent as shown in the previous figures for time domain analysis. The first one was when the pump works under low flow rate making no cavitation to occur in this region. For the second region, the flow rate is higher than 350(l/min) and at this region, cavitation begins to occur in the pump where the intersection between the two curves for NPSH and mean vibration amplitude signals already occurred. That means the development of cavitation starts at this point.
Analysis of Vibration Frequency Using RMS Vibration Amplitude Value
For further analysis of the vibration signal in frequency domain. Figure 13 depicts the analysis of vibration signal using RMS vibration amplitude value for different range of broadband frequencies namely (a) 0 Hz–1 kHz, (b) 1 kHz–2 kHz, (c) 2 kHz–10 kHz, and (d) 10 kHz–15 kHz, under operation conditions including different flow rates as shown in Table 2 and pump rotation speed of 2755 rpm. It can be clearly seen that the RMS value has the same trend of the vibration amplitude in the mean value, but different values of the vibration amplitudes. During the experimental measurements, it can be seen that there is no significant change in the vibration amplitude between 100 and 350(l/min). That means at this point, the pump operated under cavitation conditions due to NPSHr being higher than NPSHa.

RMS vibration amplitude value of the frequency range from 0 Hz to 15 kHz and NPSH at 2755 rpm
It can be seen that the same different regions of cavitation are apparent as shown in the previous figures using mean vibration amplitude signals. The first one was no cavitation. For the second region, the flow rate is higher than 350(l/min. That means the development of cavitation starts at this point.
Conclusions
Based on above results in this section, several flowing conclusions has been drawn regarding the effect of different flow rates and pump rotational speeds on the vibration signal and performance of the centrifugal pump.
- 1.
The trend for the head of the centrifugal pump gradually decreases when flow rate was increased due to the hydraulic and mechanical losses as well as different levels of cavitation occurrence within a pump
- 2.
When the pump operates under low flow rate, no cavitation occurs due to NPSHa being higher than the NPSHr. But at flow rate greater than 350(l/min), cavitation occurs in the pump
- 3.
The results have shown that when the pump works under unstable flow rate, it leads to change in the dynamic characteristics within a centrifugal pump and hence, leads to changes in the vibration signal properties. Therefore, the analysis on the vibration signal has been an efficient technique in order to detect the unstable operating conditions
- 4.
The level of cavitation within a centrifugal pump has been directly linked with the pump flow rate and as the flow rate increases, cavitation level also increases
- 5.
Under cavitation process, the vapour bubbles increase due to decrease of the fluid pressure, lower than the vapour pressure. Moreover, they have high effects on the flow within a pump. The inception of cavitation process mostly occurred at the eye of the impeller around or closed to the impeller blades leading edges. The levels of cavitation extend increasingly on the impeller passages as the flow rate increases. Hence, at the occurrence of a fully developed cavitation, strong turbulent flow patterns also occur at the impeller blade passages which is the main reason why unstable flow occurs, which then increases the pressure fluctuation at the inlet of the pump and in turn, leads to increase in the level of vibration and noise
- 6.
The vibration signal analysis in time domain, using different statistical features such as peak, RMS, peak-to-peak and variance values can be considered as a first indication to determine when cavitation has occurred in the pump
- 7.
The peak and peak-to-peak feature values were the most sensitive to detect cavitation within a pump when compared to RMS and variance features
- 8.
Frequency domain analysis technique to investigate the vibration amplitude has been a satisfactory technique to predict the inception and development of cavitation within a pump
- 9.
The pump has generated two main dominant frequencies. The first one was associated with the shaft rotating frequency (Rf) and the second one was the blade passing frequency (BPF) and their harmonics under different flow rates and various pump rotational speeds
- 10.
The use of features such as mean and RMS vibration amplitude values to analyse the vibration signal in frequency domain provides more information regarding the prediction of cavitation within a centrifugal pump
References
Al-Obaidi A (2018) Experimental and numerical investigations on the cavitation phenomenon in a centrifugal pump (Doctoral dissertation, University of Huddersfield)
Zhang N, Yang M, Gao B, Li Z (2015) Investigation on vibration characteristics in a centrifugal pump with special slope volute. Advances in Mechanical Engineering 7(2):936218
Stopa MM, Cardoso Filho BJ, Martinez CB (2012) Detection of incipient cavitation phenomenon in a centrifugal pump. In: 2012 IEEE Industry Applications Society Annual Meeting
Chudina M (2003) Noise as an Indicator of cavitation in a centrifugal pump. Acoust Phys 49(4):463–474
Černetič J, Prezelj J, Čudina M (2008) Use of noise and vibration signal for detection and monitoring of cavitation in kinetic pumps. The Journal of the Acoustical Society of America 123(5):3316–3316
Albraik A, et al (2012) Diagnosis of centrifugal pump faults using vibration methods. In Journal of Physics: Conference Series. IOP Publishing
Suhane A (2012) Experimental study on centrifugal pump to determine the effect of radial clearance on pressure pulsations, vibrations and noise. Int J Eng Res Appl 2(4):1823–1829
Farokhzad S, Bakhtyari N, Ahmadi H (2013) Vibration Signals Analysis and Condition Monitoring of Centrifugal Pump. Tech J Eng Appl Sci 4:1081–1085
Kamiel BP (2015) Vibration-based multi-fault diagnosis for centrifugal pumps. (Doctoral dissertation, Curtin University)
Al-Obaidi AR (2019) Effects of different turbulence models on three-dimensional unsteady cavitating flows in the centrifugal pump and performance prediction. International Journal of Nonlinear Sciences and Numerical Simulation 20(3–4):487–509
Peters J (2015) Beginning Vibration Analysis with Basic Fundamentals. USA Vibration Analysis Hardware
Al-Obaidi AR (2019) Experimental investigation of the effect of suction valve opening on the performance and detection of cavitation in the centrifugal pump based on acoustic Analysis technique. Archives of Acoustics 44(1):59–69
Karassik IJ (1998) Centrifugal pumps. second edition ed
Al-Obaidi AR (2019) Investigation of effect of pump rotational speed on performance and detection of cavitation within a centrifugal pump using vibration analysis. Heliyon 5(6):e01910
Al-Obaidi, A. R. (2019). Numerical investigation of flow field behaviour and pressure fluctuations within an axial flow pump under transient flow pattern based on CFD Analysis method. In Journal of Physics: Conference Series (Vol. 1279, no. 1, p. 012069). IOP publishing
Hernandez-Solis A (2006) Diagnosis of Centrifugal Pumps. Skolan för elektro-och systemteknik, Kungliga Tekniska högskolan
Al-Obaidi AR (2019) Investigation of fluid field analysis, characteristics of pressure drop and improvement of heat transfer in three-dimensional circular corrugated pipes. Journal of Energy Storage 26:101012
Alfayez L, Mba D, Dyson G (2005) The application of acoustic emission for detecting incipient cavitation and the best efficiency point of a 60kW centrifugal pump: case study. NDT and E International Independent Nondestructive Testing and Evaluation 38(5):354–358
Al-Obaidi AR, Towsyfyan H (2019) An experimental study on vibration signatures for detecting incipient cavitation in centrifugal pumps based on envelope Spectrum Analysis. Journal of Applied Fluid Mechanics 12(6):2057–2067
Tuzson J (2000) Centrifugal pump design. John Wiley & Sons
Goyal D, Pabla B (2016) The vibration monitoring methods and signal processing techniques for structural health monitoring: a review. Archives of Computational Methods in Engineering 23(4):585–594
Al-Obaidi AR (2019) Monitoring the performance of centrifugal pump under single-phase and cavitation condition: a CFD analysis of the number of impeller blades. J Appl Fluid Mech 12(2):445–459
Acknowledgments
The author would like to thank Mustansiriyah University (www.uomustansiriyah.edu.iq) Baghdad – Iraq for its support in the present work. The author also would like to gratefully acknowledge the University of Huddersfield (UK) due to the model geometry and numerical data were carried out when the author was studied his PhD degree in this University.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Al-Obaidi, A. Detection of Cavitation Phenomenon within a Centrifugal Pump Based on Vibration Analysis Technique in both Time and Frequency Domains. Exp Tech 44, 329–347 (2020). https://doi.org/10.1007/s40799-020-00362-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40799-020-00362-z