
Abstract
Corrosion is a serious problem in the oil and gas industry and corrosion of carbon steel contributes to tonnes of material wastage daily. It is believed that corrosion rate of carbon steel is affected by the carbon content and also any heat treatment carried out on the steels. To attest whether this statement is true, an investigation was conducted on carbon steels which were heat treated and contained varying amount of carbon content. This research aims to evaluate the effect of carbon content and heat treatment to the corrosion behaviour of carbon steels. The sample materials were selected from low, medium and high carbon steels. Three types of heat treatment were performed on all the steels, namely, annealing, quenching as well as quench and temper. The corrosion behaviour was determined by conducting immersion test on the non-heat-treated and heat-treated steel samples. The immersion test was done by immersing samples in 3.5% sodium chloride solution for duration of 1, 2, 4, 5 and 6 weeks. Corrosion rates were calculated using weight loss data according to ASTM G31-72 standard. Immersion test results show that steels with high carbon content and heat treated by quenching with martensitic structure display the highest corrosion resistance, while steels with lower carbon content and heat treated by annealing with large ferrite and pearlite structure display the lowest corrosion resistance. The overall results revealed that corrosion behaviour of the carbon steels was directly affected by the carbon content and heat treatment which altered the microstructures of the steels. In other words, corrosion performance of the carbon steels is very much dependent on the final microstructures formed after heat treatment.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Corrosion is a worldwide issue that emphatically has an effect on all natural and also industrial environments. Nowadays, this is typically known that the corrosion is interlinked dangerous processes considering the several contaminants that speed up the corrosion as well as corrosion products including rust and pollute water systems [1]. Due to corrosion, tonnes of materials are wasted. It is also costly to replace the structures and parts which are rendered dysfunctional due to the effect of corrosion. Carbon steel, which is one of the most widely used engineering materials since its excellent mechanical properties and low price [2], is greatly affected by corrosion because of its poor corrosion resistance. The corrosion rate of carbon steel is not only governed by the electrolyte conditions, but can also be influenced by its chemical composition and microstructures. According to Arteaga et al. [3], the driving force for corrosion in aqueous media is the difference in potential of small areas due to heterogeneities in the material. It is reported by Clover et al. [4] that many of these heterogeneities are controlled by the elemental composition, thermal and mechanical history of the material. Lately, the heat treatments have been widely used to obtain different microstructures and good mechanical properties and, it is an easy and economical to produce carbon steel with good mechanical and high corrosion resistance [4, 5]. The composition and microstructures of carbon steel can vary significantly between steels of the same grade but different manufacturers, and these variations can cause significant difference in the corrosion resistance of carbon steel. Microstructure can be changed by varying the modes of heat treatment [4,5,6,7] and chemical composition of the additives [5, 6]. One study [5] shows that the microstructure and chemical composition of carbon steel are important factors as they have a significant influence on the corrosion performance in the environment of the steel component [6]. Tatyana et al. [7] reported that the current in the passive region and breakdown potential appeared to be sensitive to both types of inclusions and steel microstructure after heat treatment. According to the previous study [7, 8], the corrosion behaviour was determined by the parameters in heat treatment, such as the temperature and cooling rate, inhomogeneous distribution of alloying elements, the internal stresses in non-equilibrium fragments of microstructure components, high dislocation density and less constant local composition at grain boundaries. Different thickness and composition of passive films formed also influence the corrosion resistance of the steels [7,8,9].
In this research study, three types of carbon steels with different chemical composition namely low, medium and high carbon were used to investigate their corrosion performance in 3.5 wt% NaCl solution. The effects of heat treatment namely, annealing, quenching as well as quench and temper which result in formation of different microstructures on the corrosion behaviour of the steels were investigated. It is expected that this study would be useful in the selection of microstructures of carbon steels that gives the best corrosion resistance when exposed in corrosive environment.
2 Experimental Detail
2.1 Materials and Sample Preparation
Three types of carbon steel were used in this study, which were low (< 0.3% C), medium (~ 0.4% C) and high (i.e. > 0.8% C) carbon steels. Different carbon content of steel was selected to investigate the effect of carbon content on the corrosion performance of the steels. The steel samples for heat treatment processes were cut into 25 mm diameter and 15 mm in length or thickness using EDM wire cutting machine and then followed by immersion test.
2.2 Heat Treatment Processes
The heat treatment processes that been selected to modify the microstructures of low, medium and high carbon steels are annealing, quenching and quench followed by tempering. The condition and corresponding particular parameters of each treatment are illustrated in Fig. 1.

Schematic diagram of the heat treatment process and their corresponding parameters
2.3 Hardness Test
The hardness of heat-treated and non-heat-treated samples was tested using Matsuzawa Vickers Hardness Test Machine (SN: DV5213). The load of 20 kg was applied to test the surface hardness for 30 s.
2.4 Corrosion Test by Immersion Test Method
Corrosion test by immersion test method was conducted in order to determine the effect of different carbon content and different heat treatment on the rate of corrosion of carbon steels. The immersion test set-up was designed based on ASTM G31-72 standard [10,11,12] as shown in Fig. 2a, b. The immersion liquid used was 3.5%NaCl simulated seawater solution. The main reason of using the NaCl as corrosive medium is due to its ability as a strong hygroscopicity to be one of the major solid deposits in the marine atmosphere. Furthermore, the conductivity of electrolyte will increase because of the presence of Cl−, thus promote the dissolution of the metal [7, 12]. The samples were immersed for duration of 1, 2, 4, 5 and 6 weeks. Before immersion, the initial weight of the samples which had been cleaned to remove any oxides was measured by using an electronic scale, and then recorded. The samples were taken out from the immersion medium according to the immersion duration and cleaned by using ethanol and non-metallic bristle brush to remove oxide layers that were formed on the samples. Macrographs of the samples before and after cleaning were taken to visually compare them with the samples surface afore the immersion process. After the cleaning process, the samples were reweighed on an electronic scale and their weights were recorded. The recorded weights were compared to the initial weight before the immersion test in order to calculate the weight loss as the result of corrosion. From the resulting weight loss data obtained, corrosion rates were obtained by using the corrosion rate formula specified in ASTM G31-72 standard [12];

Immersion test set-up a schematic drawing and b real experimental set-up
where K is a constant of 8.76 × 104, W is the mass loss per gram, A is the area exposed to corrosion per cm2, T is the time of exposure per hours and D is the density of low carbon steel per g/cm3. From the weight loss data obtained and corrosion rate values calculated, the graphs of weight loss and corrosion rate versus immersion time were plotted to observe the effect of carbon content and heat treatment on the corrosion behaviour of carbon steels.
3 Results and Discussion
3.1 Microstructure Analysis
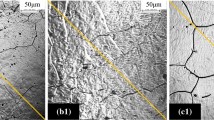
Figure 3 shows the optical micrographs of low, medium and high carbon steel under different heat treatments. It can be seen that the untreated low carbon steel is mainly consisting of ferrite, which is shown as the lighter region, whereas the dark region is lamellar structure known as pearlite [8], as shown in Fig. 3a. The grain size of low carbon steel was increased as the annealing treatment applied compared with the untreated steel, as was indicated in Fig. 3b. After the steel undergoes the quenching treatment, the microstructure was mainly containing needle-like structures that are not evenly distributed; dense at one-point while being sparse at another, as demonstrated in Fig. 3c, in which the needle-like structure is known as martensite [9]. The density of martensite was low due to the lower carbon content and tend to increase as the carbon increased, thus quenching process was unable to produce high density of martensite. The micrograph of quench and tempered low carbon steel is shown in Fig. 3d, whereby the martensite had transformed to a structure known as tempered martensite [5]. On the other hands, the untreated medium carbon steel (see in Fig. 3e), there are lamellar structures with alternating light and dark layers, whereas this structure is known as pearlite and the laminated mixture of ferrite as been characterized by a light colouration, while the cementite was represented by the dark colouration. After annealing treatment, the morphology of the ferrite was grown up and the cementite became more congregated, as shown in Fig. 3f. Moreover, the formation of martensite tends to be unevenly distributed with a higher volume fraction compared with the low carbon steel, as shown in Fig. 3g. However, Fig. 3h exhibited that the martensite turns to be a tempered martensite after the tempering treatment was employed. As the percentage of carbon increased, a new phase known as cementite (Fe3C) was formed and represented in a dark region in Fig. 3i. After high carbon steel was annealed in Fig. 3k, the lighter region grows bigger while the cementite diffused away and congregated with each other densely. The behaviour of the martensite in the high carbon steel has shown in same indication as in the low and medium carbon steel, as the volume fraction of martensite increased with quenching and turned to be tempered martensite and tempering treatment, as shown in Fig. 3l, m.

Micrographs of low, medium and high carbon steel a, e, i Untreated, b, f, k Annealed, c, g, l Quenched and d, h, m Quenched and tempered, respectively
3.2 Hardness Analysis
The hardness test results for all samples before immersion were obtained by using Vickers Hardness Test Machine. The hardness tests were taken at three different locations on the sample surface, and the average was then calculated from the three readings. Figure 4 shows the result of the hardness test before and after heat treatment. The hardness values in Fig. 4 indicate that quenched samples have the highest hardness due to the formation of hard martensite structure, followed by quench and temper treatment and annealed sample has the lowest hardness among all samples for all types of steels. This is due to the formation of softer structure of large ferrite and pearlite after annealing process. The hardness values of the untreated samples are 135.1 Hv, 226.4 Hv and 381.1 Hv for low, medium and high carbon steel, respectively. The hardness tends to increases significantly after quenching heat treatment with the values of 416.5 Hv, 786.3 Hv and 854.1 Hv for low, medium and high carbon steel, respectively. This increment is mainly attributed to formation of martensitic structure after the water rapid quenching [13]. The martensite structure is known to render high hardness as a result of the quenching, in which the face-centred cubic austenite transforms to the highly strained body-centred tetragonal form that led to supersaturated with carbon. On the other hands, the shear deformations that result to produce a large number of dislocations, which is a primary strengthening mechanism of steels, thus, the highest hardness was obtained in high carbon steel because martensite could easily form after quenching as carbon content increases accordingly. Similarly, the annealed sample shows the highest hardness for high carbon steel compared to low or medium carbon steels, whereby the increases in the amount of pearlite structure as carbon content increases [13]. In spite of this the ferrite content reduces hardness of the matrix along with increasing the ductility, therefore resulted on the elongation enhancement [13].

Vickers hardness test result for low, medium and high carbon steel samples
3.3 Immersion Test Results Analysis
The heat-treated and non-heat-treated samples of high carbon steel after immersion test were visually inspected to determine whether corrosion has taken place and the indicated results are shown in Fig. 5. The results revealed that the change in appearance from metallic colour to reddish brown is signifying the presence of rust on the steel surface.

Visual inspection of non-heat-treated and heat-treated high carbon steel samples after immersion test
The ethanol with non-metallic bristle brush was used to clean the samples and then followed by the reweighed to be compared with weight before immersion to obtain weight loss. Figure 6 shows weight loss of sample versus immersion time of low carbon steel, medium carbon steel and high carbon steel which underwent different heat treatment, in which it was indicated that the weight loss increases as the immersion time increases. With regardless to the type of heat treatment, the weight loss for the low > medium > high carbon steel is in the range of 0.007–0.153 g, 0.006–0.132 g and 0.004–0.129 g, respectively. It was recognized that the higher carbon content in carbon steel helps in deterring the weight loss due to corrosion. Figure 7 shows weight loss versus immersion time of samples which underwent no treatment and were heat treated with varying carbon content the carbon content of steel. It can be seen that the weight loss of the samples increases when the immersion time increases. From the graph, regardless of what carbon content the samples which had been annealed have the highest weight loss, ranging from 0.009 to 0.153 g. This is followed by untreated samples and quenched and tempered samples, ranging from 0.007 to 0.132 g and from 0.005 to 0.127 g, respectively. On the other hand, samples that underwent quenching have the lowest weight loss ranging from 0.004 to 0.119 g, in which can be perceived that the quenching process introduces martensite microstructure that helps in deterring the weight loss due to the accumulation of the corrosive layers. Whereby this observation agrees with previous studies [14,15,16] which shows increment in cumulative weight loss of the samples at constant temperature which also led to the corrosion rate increased at constant temperature with increasing exposure time, while the observed variation in the weight loss of the sample may be attributed to difference in the samples grain size [15,16,17,18].

Weight loss measurement after immersion test in 3.5 wt% NaCl medium for low, medium and high carbon steels undergoing different heat treatment a untreated, b annealed, c quenched and d quench and tempered

Weight loss measurement after immersion test in 3.5 wt% NaCl medium after different heat treatment, applied to three types of carbon steel a low carbon steel, b medium carbon steel and c high carbon steel
By using the weight loss values, corrosion rate of the samples can be determined by using the formula specified in ASTM G31-72 standard as stated in Eq. 1. Figure 8 shows corrosion rates versus immersion time of low carbon steel, medium carbon steel and high carbon steel which underwent different heat treatments. From the graph, regardless of what heat treatment was done to the samples, low carbon steel has the highest corrosion rate, ranging from 0.0215 to 0.0938 mm/year. This is followed by medium carbon steel which has the corrosion rate ranging from 0.0185 to 0.0807 mm/year. On the other hand, high carbon steel has the lowest corrosion rate, ranging from 0.0123 to 0.0784 mm/year. It can be seen that higher carbon content in carbon steel helps in slowing down the corrosion rate.

Corrosion rate after immersion test in 3.5 wt% NaCl medium for low, medium and high carbon steel undergoing different heat treatment a untreated, b annealed, c quenched and d quenched and tempered
Figure 9 shows corrosion rates versus immersion time of samples which underwent no treatment and heat treated by annealing, quenching, and quench and temper, differed by the carbon content of steel. From the graph, regardless of what carbon content the annealed samples have the highest corrosion rate, ranging from 0.028 to 0.094 mm/year. This is followed by untreated samples, quenched and tempered samples which have the corrosion rate ranging from 0.028 to 0.094 mm/year, and from 0.015 to 0.072 mm/year, respectively. On the other hand, samples that underwent quenching have the lowest corrosion rate, ranging from 0.012 to 0.060 mm/year. It has been revealed that quenching process led to form the martensite and thus reduce the corrosion rate.

Corrosion rate after immersion test in 3.5 wt% NaCl medium for different heat treatment, applied to three types of carbon steel a Low carbon steel, b Medium carbon steel and c High carbon steel
Based on Fig. 9, it can also be seen that the corrosion rate with regardless of heat treatment and carbon content, increased drastically during the first 4 weeks of immersion and then followed by reduced of corrosion rate after the fourth week. This trend is caused due to the formation of the iron oxide layer that results in passivity. The iron oxide layer became a protective film for the samples, which protect it from extensive corrosion. However, this protective film provided by iron oxide does not completely protect the sample from corrosion due to the porosity of the oxide layer, in which it allowed corrosion medium to continue attacking the sample with a lower corrosion rate. With the low carbon content, the influence of microstructure on corrosion resistance of steels was not obvious. With higher carbon content, the single phase bainitic steel exhibited higher corrosion resistance than that of multi-phase steel constituted by ferrite and cementite (pearlite). According to previous studies [19,20,21], the corrosion rate of carbon steel can be reduced by improving the homogeneity of its microstructure such as heat treatment. The main alloying elements such as (Si, Mn and C) differently affect the corrosion kinetics of carbon steel by varying the corrosion potential of Fe [19,20,21]. While the addition of carbon generally accelerates the electrochemical reaction between Fe atoms and the ions/atoms dissolved in solution. The results indicate that the increase in the concentration of carbon does not significantly change the corrosion rates of commercial mild and low alloy steels during early stages, but promotes the corrosion at a later stage after their immersion into a NaCl solution [21]. The schematic representation of these reactions with the steel phases acting as anode, cathode and conductor for the electrons is depicted in Fig. 2a [21]. However, the exact positions of the electrodes depend on many physical factors and are extremely difficult to be precisely predicted so that it is eligible for being rather a random variable [21, 22]. It was proven from the hardness test result that the ferrite grains are much more susceptible to the corrosion action than the pearlite phase [21,22,23,24].
3.4 Comparison of Corrosion Rate
Immersion test is one of the most reliable methods to test for corrosion rate. From the result of the immersion test, it can be concluded that the carbon content and heat treatment affect the corrosion behaviour of carbon steel. Based from the graphs of corrosion rate plotted in Fig. 10, the period of corrosion rate during the last sequence of exposure day namely sixth week of immersion. It is the graph of corrosion rate against heat treatment for different carbon steel during the fourth week of immersion.

Comparison of corrosion rate during week 6 of immersion test
From the graph in Fig. 10, it is clearly shown that the highest corrosion rate, peaking at 0.078 mm/year which is then followed by medium carbon steel which peaks at 0.061 mm/year. High carbon steel, however, have the lowest corrosion rate regardless of heat treatment underwent by the high carbon steel sample, peaking at 0.065 mm/year. Low carbon steel is mostly consisted of ferrite, a microstructure that is targeted by the corrosive agent, which in this experiment is 3.5% sodium chloride solution. The higher the carbon content of a carbon steel, the lesser the density of ferrite in the microstructure as the carbon will tend to form cementite, which is more stable and corrosion resistant compared to ferrite. Thus, it can be concluded that the higher carbon content in a carbon steel, the lower the corrosion rate of the carbon steel.
Based on Fig. 10, it is clearly shown that heat treatment process affects the corrosion behaviour of carbon steel. This is due to the change in microstructure that is caused by heat treatment process which will make carbon steel to have improved or declined corrosion performance. It is shown that annealed carbon steel has the highest corrosion rate of 0.078 mm/year. Annealing process increasing the grain size of the carbon steel, congregates the carbon in the steel into grain boundary, which increased the surface area of the attacking site, ferrite. This caused the ferrite to be easily corroded by 3.5% sodium chloride solution, and thus increase the corrosion rate. The second highest corrosion rate occurs when the carbon steel was untreated, in which seen that the basic microstructure which can be easily attacked by corrosion agents, which is especially true to low carbon steels that have ferrite as the main microstructure with the corrosion rate of 0.068 mm/year.
According to Shekhar et al. [25], the higher corrosion resistance of the quenched samples because of the presence of the retained austenite phase in the carbon-enriched state plays a positive role in improving the corrosion resistance of carbon steel [25, 26]. The reason for martensite and retained austenite has good corrosion resistance is that both structures are believed to have similar chemical composition (martensite consist of carbon atoms trapped in BCT iron, whereas austenite carbon in FCC iron) and therefore the potential difference between these two structures is small which may not easily create anode–cathode areas. As for ferrite-pearlite structure, they have significant potential difference because ferrite phase is considered to be iron-rich and pearlite consists of iron carbide-ferrite. Both structures may create anode–cathode microgalvanic effect that leads to corrosion. The heat treatment that reduced the corrosion behaviour of carbon steel significantly was quenching, with maximum corrosion rate at only 0.068 mm/year. Carbon steel that underwent quenching have the microstructure changed to martensite, which is a carbon dense needle-like microstructure. Martensite has high resistance to general corrosion. Tempered martensite, which was a product from quench and temper treatment have slightly higher corrosion rate compared to the untempered martensite, peaking at 0.066 mm/year. This is caused by the release of carbon from the unstable martensite structure and leaving behind ferrite structure, which exposed more ferrite areas towards corrosion in 3.5% sodium chloride solution. Thus, from the results that were obtained in the immersion test, it can be concluded that heat treatment process affects the corrosion behaviour of carbon steel, which is caused by change in the microstructures [27, 28]. Introduction of martensite structure also helps in reducing general corrosion rate of carbon steel.
4 Conclusions
The following conclusion can be drawn from this research:
-
1.
In 3.5% sodium chloride solution, high carbon steel samples, regardless of heat treatment display the lowest corrosion rate ranging from 0.012 to 0.078 mm/year, which is followed by medium carbon steel and low carbon steel samples. Low carbon steel samples have the highest corrosion rate ranging from 0.022 to 0.094 mm/year. Therefore, it is concluded that lower carbon content in carbon steel increases the corrosion rate of carbon steel due to higher amount of the ferrite phase.
-
2.
In 3.5% sodium chloride solution, quenched samples, regardless of carbon content display the lowest corrosion rate ranging from 0.012 to 0.060 mm/year. This is followed by quenched and tempered samples and untreated samples, ranging from 0.015 to 0.072 mm/year and from 0.028 to 0.094 mm/year, respectively. Annealed samples have the highest corrosion rate, ranging from 0.028 to 0.094 mm/year. Therefore, it is concluded that formation of martensite reduces the general corrosion rate for carbon steel, while the increment of grain size through annealing increases the corrosion rate of carbon steel.
References
Groysman (2010) Corrosion for everybody. Springer, Dordrecht
Fry T, Willis AM (2015) Steel: a design, cultural, and ecological history. Bloomsbury Publishing, London
Arteaga MR, Rodriguez JG, Campillo B, Tiburcio CG, Patiño GD, Lezama L, Nava JGC, Flores MA, Villafañe AM (2010) An electrochemical study of the corrosion behavior of a dual phase steel in 0.5M H2SO4. Int J Electrochem Sci 5:1786–1798
Clover D, Kinsella B, Pejcic B, Marco RDE (2005) The influence of microstructure on the corrosion rate of various carbon steels. J Appl Electrochem 35:139–149
Boyer HE, Kubbs JJ, ASM Metals Park (1982) Heat treaters guide: standard practice and procedure for steel. P.M.Unterweiser, Ohio
Lim YS, Kim JS, Ahn SJ, Kwon HS, Katada Y (2001) The influences of microstructure and nitrogen alloying on pitting corrosion of type 316L and 20wt.% Mn-substituted type 316L stainless steels. Corros Sci 43:53–68
Shibaeva TV, Laurinavichyute VK, Tsirlina GA, Arsenkin AM, Grigorovich KV (2014) The effect of microstructure and non-metallic inclusions on corrosion behavior of low carbon steel in chloride containing solutions. Corros Sci 80:299–308
Al-rubaiey SI, Anoon EA, Hanoon MM (2013) The influence of microstructure on the corrosion rate of carbon steels. J Eng Technol 31:1825–1836
Institution of Metallurgists (Great Britain) (1963) Heat treatment of Metals. Iliffe, London
Wright J, Colling A, Open University (2007) Seawater: its composition, properties, and behaviour. Oxford: Butterworth Heinemann
ASTM 1-03 (2004) Standard practice for laboratory immersion corrosion testing of metals. ASTM International, West Conshohocken
ASTM G31-72 (2004) Standard practice for preparing, cleaning and evaluating corrosion test of specimens. ASTM International, West Conshohocken
Gonzaga RA (2013) Influence of ferrite and pearlite content on mechanical properties of ductile cast irons. Mater Sci Eng A 567:1–8
Seikh AH (2013) Influence of heat treatment on the corrosion of microalloyed steel in sodium chloride solution. J Chem 2013:7
Jia G, Shan Wu Y, Cheng Jia S (2008) Effect of carbon content and microstructure on corrosion resistance of low alloy steels. Chin J Iron Steel 43(9):50–58
Li S, Xiao M, Ye G, Zhao K, Yang M (2018) Effects of deep cryogenic treatment on microstructural evolution and alloy phases precipitation of a new low carbon martensitic stainless bearing steel during aging. Mater Sci Eng A 732:167–177
Valasamudram V, Selvamani ST, Vigneshwar M, Balasubramanian V, Tensile (2018) Impact, wear and corrosion behavior on conventionally melted nitrogen alloyed martensitic stainless steel in hot forged, hardened and tempered conditions. Mater Today Proc 5:8338–8347
Lyon SB (2010) Corrosion of carbon and low alloy steels. Elsevier, Amsterdam
Ismail A, Adan NH (2014) Effect of oxygen concentration on corrosion rate of carbon steel in seawater. Am J Eng Res (AJER) 3:64–67
Peixoto LC, Garcia LR, Garcia A, Oso WR (2009) Electrochemical corrosion response of a low carbon heat treated steel in a NaCl solution. Mater. Corros. 60:804–812
Yang J, Lu Y, Guo Z, Gu J, Gu C (2018) Corrosion behaviour of a quenched and partitioned medium carbon steel in 3.5 wt% NaCl solution. Corros Sci 130:64–75
Song Y, Cui J, Rong L (2016) Microstructure and mechanical properties of 06Cr13Ni4Mo steel treated by quenching–tempering–partitioning process. J Mater Sci Technol 32:189–193
Wei J, Dong J, Zhou Y, He X et al (2018) Influence of the secondary phase on micro galvanic corrosion of low carbon bainitic steel in NaCl solution. Mater Charact 139:401–410
Scheuer CJ, Fraga RA, Cardoso RP, Brunatto SF (2014) Effects of heat treatment conditions on microstructure and mechanical properties of AISI 420 steel 2014. J Alloy Compd 509:5857–5867
Rai PK, Shekhar S, Mondal K (2018) Development of gradient microstructure in mild steel and grain size dependence of its electrochemical response. Corros Sci 138:85–95
Opiela M, Grajcar A, Krukiewicz W (2009) Corrosion behaviour of Fe-Mn-Si-Al austenitic steel in chloride solution. J Achiev Mater Manufact Eng 33(2):159–165
Melchers RE (2003) Effect on marine immersion corrosion of carbon content of low alloy steels. Corros Sci 45:2609–2625
Chen YY, Tzeng HJ, Wei LI, Wang LH et al (2005) Corrosion resistance and mechanical properties of low-alloy steels under atmospheric conditions. Corros Sci 47:1001–1021
Acknowledgements
The authors would like to thank Universiti Teknologi Malaysia (UTM) for providing the financial support under Research University Grant (No. Q.J130000.2524.18H99), School of Mechanical Engineering (SME), Faculty of Engineering, Universiti Teknologi Malaysia for the research facilities.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Mohd Fauzi, M.A., Saud, S.N., Hamzah, E. et al. In Vitro Microstructure, Mechanical Properties and Corrosion Behaviour of Low, Medium and High Carbon Steel Under Different Heat Treatments. J Bio Tribo Corros 5, 37 (2019). https://doi.org/10.1007/s40735-019-0230-z
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-019-0230-z