
Abstract
Springback is a geometrical defect that occurs due to the removal of the bending force acting on the component the end of the forming process. In the present study, springback behavior of Ti-Grade 2 sheets is studied by finite element method and experimentation. The process parameters considered are punch radius, die opening and sheet thickness. Based on Taguchi (L9) Orthogonal array, the simulation and experiments were conducted. Simulated springback values were found to be in good agreement with experimental values. Signal-to-noise (S/N) ratio is used to determine the optimal combination of parameters that minimizes springback. Analysis of variance is employed to study the influence of process parameter on springback.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Titanium Grade 2 is commonly specified as Ti-Grade 2 as per American Society for Testing and Materials (ASTM) standard. Ti-Grade 2 has a wide range of applications in the industries such as orthopedic implants, airframe skin, condenser tubing and automotive parts. The physical properties such as high specific strength and low weight are marked as important characteristics of the material that has led to the replacement of the ferrous base materials in real-time applications. Cold working of Ti-Grade 2 sheet results in excessive springback. Bending is one of the most common cold working processes in which elastic recovery of the material at some point in unloading results in springback. V-bending is carried out by straining the material around a straight line; a punch moves down and forces the sheet into a V-die as shown in Fig. 1. In this initial phase, the edges of the die with which the work piece is in contact are rounded at radius (Rk). The radius of the punch (Ri) chosen is smaller than the bend radius of the part where (Lk) is the die opening and T is the sheet thickness. Design of Experiments (DoE) is a powerful statistical tool to determine the effect of multiple factors on the output of the process. Finite Element Analysis (FEA) is a computer-based process that generates a series of solution to the complex problems faced in science and engineering disciplines. DoE using Taguchi method has a unique advantage over classical DoE methods that is irrespective of the variation among the input factors the output characteristic is improved. The trial-and-error development process in sheet metal industry could be shortened with FE-simulations of the bending process for minimizing springback. Thipprakamas and Rojananan [1] identified that amount of spring forward decreased as the angular punch radius increased and amount of springback decreased as the angular punch radius decreased in the V-bending process. Bakhshi et al. [2] experimentally showed that increase in sheet thickness decreases springback in V-bending of CK67 steel sheet. Panthi et al. [3] developed a FEM simulation software incorporating total-elastic–incremental-plastic (TEIP) algorithm and determined that friction has minimal effect on springback Thipprakmas and Wiriyakorn [4] employed Taguchi and Analysis of Variance (ANOVA) technique to study the effect of bending angle, material thickness and punch radius on springback and spring-go in V-bending process. Eggertsen and Mattiasson [5] studied the material behavior at unloading and established a relationship between unloading modulus and plastic strain. Farsi et al. [6] studied the influence of holes, die angles, die widths and punch radius on the value of springback and bending force in V-bending process. Adamus et al. [7] simulated the springback of Ti6Al4V titanium alloy bar based on finite element method and identified that springback depends on the size of the middle material zone which remains in the elastic state in bending process. Dilipak et al. [8] conducted experiments in the bending of S235JR material and results showed that tempering the material reduces spring-go and normalizing process increased spring-go compared to non-heat-treated material. Patel [9] investigated springback effect in bi-layer material made of stainless steel in V-die bending and the experimental results showed that springback of sheet metal laminate is affected by relative position of strong/weak layers and thickness ratio of each layer. Zong et al. [10] studied the V-bending of Ti–6Al–4V titanium alloy sheet from room temperature to 850 °C and identified the influence of punch radius and holding time on springback. Leu and Zhuang [11] developed a model by considering thickness ratio, normal anisotropy, and the strain-hardening exponent to estimate the springback in V-bending process and numerical simulation showed that the springback ratio increases as normal anisotropy increases or as the strain-hardening exponent decreases. In the bending process, there are different process parameters which may determine the springback behavior of the material. Although numerous research works have been conducted, the selection of process parameters for controlling the springback in the V-bending of titanium (Grade 2) material has not been researched yet. In this work, the Taguchi and analysis of variance (ANOVA) were used to identify the importance of process parameters like punch radius, sheet thickness and die opening on springback. The ANSYS software was used to carry out the analysis and predict the springback values. The experiments were performed using Taguchi (L9) orthogonal array to validate the FE-simulation results.

Schematic representation of V-bending operation
1.1 Material composition and mechanical properties
A specimen of 50 × 50 × 0.5 mm was subjected to chemical analysis using optical emission spectrophotometer (OES), and the test results shown in Table 1. The mechanical properties of the Ti-Grade 2 sheet are shown in Table 2.
2 Methodology
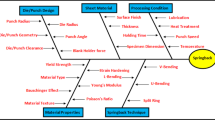
A flowchart shown in Fig. 2 was proposed to reduce the springback in the V-bending of Ti-Grade 2 sheet. The process parameters and levels are chosen at the process parameters design stage of V-bending experiment. The suitable orthogonal array for conducting experiments is selected as per the process parameters and levels chosen at the previous stage of methodology. The FEA and experiments are conducted based on the selected orthogonal array and the springback values are compared. If deviation observed between FEA and experimental springback values the particular combination of process parameters with respect to FEA is repeated until the good agreement is achieved. The optimal process parameters combination is selected based on smaller the better signal-to-noise ratio. The best combination of process parameters found to minimize springback is validated by FEA and experiments. The final outcomes and results are provided at the conclusion stage of the work.

Methodology flowchart to minimize springback
3 Process parameter design
A three level of parameters was selected for design of experiments. Dimensions of samples were 80 × 30 mm. The punch radius, die opening and sheet thickness of the material values are shown in Table 3. The experimental design for three parameters and three levels was obtained using L9 orthogonal array in Taguchi method shown in Table 4.
The signal-to-noise (S/N) ratio, which indicates the effect of each process variable on springback, is calculated using the smaller the better criteria. The equation for the calculation of S/N ratio is given in Eq. (1)
where n is the number of tests in a trial and yi is the response at the ith repetition.
4 Finite element simulation
The punch, sheet and die were modeled in two dimension (2D) using ANSYS 12.0 software. Figure 3 shows the finite element meshed model. The meshing was completed using the solid plane quadrilateral 8 node 183. Plane 183 has quadratic displacement behavior and is preferred for irregular meshes.

FEM meshed model
The element is defined by 8 nodes having two degrees of freedom at each node: translations in the nodal x and y directions. Surface-to-surface contact between punch and top surface of sheet (non-frictional contact) and bottom surface of sheet and die (frictional contact) was established as shown in Fig. 4.

Schematic representation of contacts
The application of the load was accomplished in two steps—punch loaded to the bottom of die (load step 1) and the punch unloaded until it reaches its initial position (load step 2). The loads were represented in terms of displacement. Load step 1 boundary conditions are:
-
a)
Die fixed in all degrees of freedom
-
b)
Punch arrested for displacement along x direction
-
c)
Punch load (displacement in negative y direction)
-
d)
Sheet metal symmetry
-
e)
Sheet metal center nodes arrested for displacement along x axis.
For load step 2, punch was displaced in positive y direction and rest of the boundary conditions were maintained constant. Springback was obtained by tracking two nodes on the sheet material. Coordinates of nodes at end of load step 1 and load step 2 were noted. The angle of a slope formula used in the calculation of springback is shown in Eq. (2)
where x1, y1—coordinate of node 1, x2, y2—coordinate of node 2.
4.1 Mathematical model to determine the behavior of elastoplastic material
The nonlinear kinematic hardening model is the mathematical model used in the background of simulation work in the ANSYS 12 version.
The model uses the Von Mises yield criterion with the associative flow rule. The yield function is given by
where Sij is deviatoric stress tensor, R is isotropic hardening variable
where σij is hydrostatic stress, δij is Kronecker delta, equal to the unit matrix, the Von Mises equivalent stress for metallic materials is defined through deviatoric stress.
The flow rule is given by
where λ = plastic multiplier (determines the effect of plastic straining), Q = function of stress termed the plastic potential, plastic straining is thus propositional to stress gradient of the plastic potential. For stable metals, plastic potential and yield function are equal (Q = F) the flow rule is called associative.
The back stress \(\alpha_{ij }\) yield surface motion through stress space is superposition of several kinematic models as
where n is the number of kinematic models to be superposed.
The evolution of the back stress for each component is defined as:
where \(\varepsilon^{ \wedge pl}\) is the accumulated plastic strain, θ is temperature, and \(c_{k, } \gamma_{K}\) (k = 1,2,….n) are Chaboche kinematic hardening material parameters for n pairs. The first term in Eq. (6) is Prager’s linear kinematic hardening rule, describing the evolution of back stress with plastic strain. The Prager’s rule does not describe the relationship between back stress and evolution of plastic strain. Armstrong and Frederick added the dynamic recovery term in Eq. (6). The third term represents time recovery.
The effect of various combinations of punch radius, die opening and sheet thickness on the springback was studied through simulation as shown in Fig. 5.11–28. Initially, two points (p1, p2) were selected on the top surface of sheet at a distance interval in unloading condition. The displacement position of the points in the X axis and Y axis at load step 1 and load step 2 were noted. The subtraction of initial and displaced position of points at load step 1 provides(x1, y1) coordinate at node 1. In the similar manner, (x2, y2) coordinates at node 2 is obtained. The values of springback are calculated using angle of slope formula and are shown in Table 5.



Finite element simulation springback results in V-bending of Ti-Grade2 sheet
5 Experimental procedure
The V-bending assembly consists of components like punch, die, top plate and bottom plate as shown in Fig. 6. Three V punches of high carbon high chromium D2 steel with punch radii of 2, 4 and 6 mm were wire cut and finished. The die of high carbon high chromium D2 steel with a die opening of 20, 30 and 40 mm were wire cut and finished. The components were assembled using fasteners and dowel pins to arrest the relative motion between parts. The assembled die set was positioned between the top and bottom bolster plate of hydraulic press in closed condition.

V-bending die mounted on hydraulic press bed
The specimen of 80 × 30 mm Ti-Grade 2 sheet was initially arrested for degrees of freedom with the blank holder and die set up. The punch is loaded into the die to deform the sheet plastically, and the punch is unloaded to remove the V-bent component. The V-bent components obtained after experimentation were measured using profile projector and is shown in Fig. 7.11–19.

Experimental springback values in V-bending of Ti-Grade2 sheet
6 Results and discussions
Finite element simulation and experiments were conducted to understand the influence of punch radius, die opening and sheet thickness on springback. Three trails were conducted for experiments, and the average was calculated. The experiment springback results are shown in Table 6. The finite element simulation and experiment results were compared in Table 7. It was understood that simulation results were in close agreement with experimental results.
6.1 Optimum combinations of process variables to minimize springback
The significance of V-bending process variables with respect to springback was investigated using Minitab 15 version. The analysis of variance (ANOVA) on the experimental result of springback shown in Table 8 was carried out to understand the source of variation. Process variable with a larger F value is identified as a major contributor on the performance characteristics of the experiment. The percentage contribution of punch radius, die opening and sheet thickness were identified as 31.87%, 9.73% and 56.65% from Table 8. The distribution of the means of S/N ratio for springback is shown in Fig. 8. The optimal level of process variables to minimize the springback is inferred as punch radius = 2 mm, die opening = 20 mm and sheet thickness = 1.5 mm based on smaller is better signal-to-noise ratio. Pearson correlation of simulated and experiment springback is 0.998.

Signal-to-noise (S/N) ratio for Springback
The results of Taguchi method analyzed using Minitab Software have been presented in Table 6. The process variable with a greater S/N value in Table 9 corresponds to a better performance. Response table for S/N ratios smaller is better was calculated. Among the process variables, it was understood from (ANOVA) that sheet thickness acts as a dominant factor contributing the most (56.65%) affecting springback.
6.2 Confirmation test results
The comparison of simulation and experiment results is shown in Table 10. The increase in the S/N ratio of 1.5 times was identified with the optimal bending parameters compared to initial bending parameters. The simulation and experiment springback results for optimal bending parameters were found to be minimum.
7 Conclusion
Taguchi method with L9 orthogonal array was utilized to improve the consistency of springback performance in the design of experiments. Based on the results obtained, the following conclusions were drawn.
-
1.
It was inferred that simulation and experimental springback values were in close agreement with each other and the percentage of error was found to be minimum.
-
2.
The extent of contributions from the process variables was investigated in the V-bending process to minimize springback. The sheet thickness contributed the most (56.65%), the punch radius ranked the second with the contribution of 31.87% and the die opening contribution the minimum with 9.73%.
-
3.
Analysis of S/N ratio and ANOVA has provided the optimal combination of process variables to minimize springback. The optimal process variables are punch radius = 2 mm, die opening = 20 mm and sheet thickness = 1.5 mm.
-
4.
The confirmation experiments were conducted to verify optimal bending parameters. The reduction in springback values from the initial bending parameters to optimal bending parameters is about 150%.
References
Thipprakmas S, Rojananan S (2008) Investigation of spring-go phenomenon using finite element method. Mater Des 29:1526–1532
Bakhshi Jooybari M, Rahmani B, Daeezadeh V, Gorji A (2009) The study of spring-back of CK67 steel sheet in V-die and U-die bending processes. Mater Des 30:2410–2419
Panthi SK, Ramakrishnan N, Ahmed M, Singh SS, Goel MD (2010) Finite element analysis of sheet metal bending process to predict the spring-back. Mater Des 31:657–662
Thipprakmas S, Phanitwong W (2011) Process parameter design of spring-back and spring-go in V-bending process using Taguchi technique. Mater Des 32:4430–4436
Eggertsen PA, Mattiasson K (2010) On constitutive modeling for springback analysis. Int J Mech Sci 52:804–818
Farsi MA, Arezoo B (2011) Bending force and spring-back in V-Die bending of perforated sheet- metal components. J Braz Soc Mech Sci Eng 33:45–51
Adamus J, Lacki P (2011) Forming of the titanium elements by bending. Comput Mater Sci 50:1305–1309
Hakan D, Mustafa Ö, Murat S (2013) Effects of material properties and punch tip radius on spring-forward in 90°V bending processes. J Iron Steel Res Int 20:64–69
Patel CK (2014) Investigation of springback behaviour of SS-304 steel and its bi-layer material in V bending. Mech Eng Int J 1(2):43–52
Zong Y, Liu P, Guo B, Shan D (2015) Springback evaluation in hot v-bending of Ti–6Al–4V alloy sheets. Int J Adv Manuf Technol 76(1–4):577–585
Leu D-K, Zhuang Z-W (2016) Spring-back prediction of the V bending process for High-Strength Steel sheets. J Mech Sci Technol 30:1077–1084
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Márcio Bacci da Silva, Ph.D.
Rights and permissions
About this article

Cite this article
Ramadass, R., Sambasivam, S. & Thangavelu, K. Selection of optimal parameters in V-bending of Ti-Grade 2 sheet to minimize springback. J Braz. Soc. Mech. Sci. Eng. 41, 21 (2019). https://doi.org/10.1007/s40430-018-1521-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-018-1521-x