
Abstract
Friction welding is one of the established solid-state welding techniques with wide aerospace, automobile and industrial applications. For thermoplastic components, it is extremely difficult to join the dissimilar material [e.g., acrylonitrile butadiene styrene (ABS) to polyamide (PA) 6] with friction welding process. For such joining/welding applications, there is a need of strong material compatibility/processing technique. This study highlights melt flow index (MFI) as one of the rheological/flow properties which can be used as controlling parameter for dissimilar thermoplastic friction welding. The twin screw extrusion and fused deposition modeling as melt processing techniques have been used for processing/fabrication of functional/non-functional surfaces/prototypes. The results of study suggest that ABS with 15% Al metal powder by weight (ABS-15Al) and PA6 with 50% Al metal powder by weight (PA6-50Al) have a similar range of MFI as 11.57 and 11.97 g/10 min, respectively (which confirmed the compatibility for joining of both polymers by friction welding). The results are supported by photo-micrographs and mechanical testing.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The dissimilar thermoplastics are having different mechanical, thermal, rheological, chemical and morphological properties, which hinders solid-state welding applications [1,2,3,4,5]. The issue of non-compatibility occurs because thermoplastics are categorized by their unique carbon chain length, flow ability, morphology, molecular weight, molecular density, thermal behavior and chemical behavior. Polymeric composites are most commonly prepared by extrusion or molding (e.g., injection molding, single-screw extrusion, multi-screw extrusion and casting processes) for its applicability in the engineering field like automobile, structural, maintenance. Some studies have outlined that single-screw extrusion and double-screw extrusion are most widely used techniques for polymer composite preparations. The TSE has emerged as the advance technique which provides the better mixing, morphology and mechanical characteristics over conventional extrusion process for composite preparations [6]. Different destructive and non-destructive techniques like X-ray diffraction (XRD), tensile properties, micro-hardness, differential scanning calorimetry (DSC), scanning electron microscopy (SEM), small-angle X-ray scattering (SAXS) and transmission electron microscopy (TEM) are used for ascertaining mechanical properties of thermoplastics [7]. Injection molding concept is widely used for the development of multi-functioning component with provision of either no loss or improvement of material characteristics. Some of the recent studies highlighted the cross-linking of PA6 polymer chain with use of diamond nanoparticles in PA6 matrix and potential of PA6 for various industrial applications, while using the TSE for feedstock production the proper time should be given for the heating so that heat zone should be properly formed inside the heater [8]. This will help the blend to heat uniformly and then it could be extruded easily through screws. Overheating of the material should be avoided; otherwise, it can seriously damage the blend and later this can affect the mechanical properties of the blend [9,10,11].
The FDM is the key process which is mostly applicable for the preparations of functional/non-functional prototypes, now revolutionized the engineering field for producing rapid tooling. The rapid tools prepared by FDM applied in the friction/friction stir welding concept can be applied as repair/maintenance tool [1,2,3,4,5, 12]. As per prospective of repair maintenance of pipelines, welding/joining of two similar thermoplastic materials is quite common and various studies have been reported for welding of ABS–ABS, PA–PA, low-density polyethylene (LDPE)–LDPE, high-density polyethylene (HDPE)–HDPE, etc. [13,14,15]. But while joining/welding of two dissimilar thermoplastic materials, it is not simple to join/weld the specimen as because both thermoplastics exhibit different mechanical/thermal/rheological properties (e.g., MFI, meting point, molecular weight) [16,17,18].
Some studies have reported that by maintaining the MFI of two different thermoplastics (e.g., ABS and PA6) with metal powder reinforcement, joining of dissimilar polymers is possible [19,20,21,22,23,24,25]. The previous literature highlights that some limited studies have reported the use of reinforcement in the thermoplastic matrix, which can be used to achieve the compatibility of two dissimilar thermoplastics. There is research gap to fabricate the functional prototypes, which fulfills the compatibility issues of two polymers in terms of joining/welding applications. The compatibility of two dissimilar polymers enables the friction welding for maintenance and structural applications. So in this present work experimental studies have been conducted to fabricate the non-functional prototypes (by FDM) of the ABS and PA6 polymer with reinforcement of Al powder to enhance the polymer compatibility based upon melt flow characterization.
2 Materials and methods
The purpose of present study is to develop feedstock filament for FDM of two different polymers composites that must be compatible to each other based upon thermal, mechanical, melt flow and morphological properties. Commercial grade of ABS (grade-EX58) and PA6 (grade-PX99848) were selected for preparation of composite feedstock filament followed by TSE process. The open source FDM printer was used to fabricate the welding specimen of desired dimensions. The fabricated parts were welded on the center lathe to check the feasibility of friction welding of processed material. ABS and PA6 were tested on MFI tester (as per ASTM D1238), and it was observed that ABS and PA6 have MFI of 8.7 and 23.3 g/10 min, respectively. The melting point was determined by differential scanning calorimeter (DSC) and was found 190.55 °C for ABS and 223.29 °C for PA6. Figure 1 shows the detailed methodology for joining of dissimilar thermoplastics.

Methodology for dissimilar thermoplastic joining
3 Experimentations
Initially samples of virgin ABS and PA6 of 25 mm diameter and 50 mm length were printed on FDM. During pilot stage, the specimens were put on center lathe for friction welding (by keeping 500 rpm on head stock, 0.045 mm/rev feed rate and welding time of 4 s). The friction welding of specimens failed, and again it was tried to perform the friction welding by varying rotational speed 750 rpm/1200 rpm, feed rate of 0.09/0.18 mm/rev and welding time of 6/8 s. This time again the welding was unsuccessful (may be due to the non-compatibility of the ABS and PA6 from the rheological, thermal, morphological or carbon chain structure point of view). With experience of welding failure, it was tried to maintain the MFI of the ABS and PA6 matrix by varying the proportions of Al metal powder of 50 µm size.
MFI of ABS and PA6 with Al powder (variation from 5 to 50%) were checked by following the ASTM D1238. MFI of ABS at 15% Al content was found 11.57 g/10 min, whereas MFI of PA6 at 50% Al content was 11.97 g/10 min (see Fig. 2) which was under the very similar range as compared to the other proportions. So these proportions (namely ABS-15Al and PA6-50Al) were judicially selected for the feedstock filament preparations and FDM part fabrication for ascertaining the friction welding feasibility.

MFI variations with Al content (%)
After fixing the MFI for both the polymer matrices, DSC analysis was conducted for the ABS, PA6, ABS-15Al and PA6-50Al to check the change in their melting behavior and the thermal compatibility. DSC setup of Mettler Toledo Ltd. was used in the present study (specifications: crucible capacity: 40 µL, temperature range: − 150 to 400 °C, nitrogen gas flow: 0–200 ml/min and heating cooling rate of 0–50 °C/min). DSC was performed under 30–250 °C range with 10 °C/min heating rate under the N2 gas supply of 50 ml/min. DSC curves are plotted as shown in Fig. 3, under two cycles of heating because after first heating cycle material becomes stable in nature (free from past history) and results in the correct material information. In the second cycle of heating, the peak melting of natural ABS and PA6 was obtained as 201.22 and 219.35 °C (see Fig. 3). For the peak melting of ABS and PA6, large gap of melting point has been observed, but melting point of ABS-15Al and PA6-50Al was observed considerably similar as 218.11 and 218.27 °C, respectively. So it justified the hypotheses that some definite proportions of Al content lead to similar MFI and also contribute to their similar melting range. In this study it has been observed that 15% Al in ABS and 50% Al in PA6 matrix resulted in the similar MFI as well as melting points. It can also be ascertained from DSC data that PA6 appeared to be more thermally stable than ABS (as melting point of PA6 was not changed significantly after 50% Al reinforcement). The addition of 15% Al content to the ABS resulted in melting point of 218.11 °C which shows that ABS is less thermally stable material (as melting points changed significantly by Al powder reinforcement).

DSC plots for different compositions/proportions
As observed from Figs. 2 and 3, MFI and DSC results strongly conveyed the compatibility of ABS-15Al and PA6-50Al; the extrusion with TSE was performed to prepare the feedstock filaments for FDM with selecting best set of processing conditions. So, based upon the uniformity of the feedstock filament (visual observations) obtained through pilot experimentation, the processing parameters of TSE (namely extrusion temperature, applied load and screw speed (rpm), with 3 different levels) have been selected. The 04 sets of experimentation conditions have been selected (see Tables 1, 2) for preparation of feed stock filament on TSE. Based upon given set of input processing condition, the filaments have been prepared and tested by using tensile test as per ASTM D638. The Shore D hardness was tested by portable Shore D Durometer. Table 3 shows selected processing conditions on commercial open source FDM printer (specifications: heated bed type, make: Divide By Zero, India).
4 Results and discussion
As observed from Table 1, better and poor mechanical properties were observed for set of conditions specified in trial experiment runs 2 and 3, respectively. The experiment was repeated twice in order to reduce the experimental error.
As observed from Table 2, better and poor mechanical properties were observed for set of conditions specified in trial experiment runs 2 and 3, respectively. These were also repeated twice in order to reduce the experimental error.
Feedstock filaments were prepared on TSE as per input parametric conditions of Tables 1 and 2 (trial run 2) independently. The finally prepared filament wires were fed into the FDM for preparation of tensile specimen (see Table 3). From Table 3 for ABS-15Al trial run 2 and for PA6-50Al trial run 1 are observed better conditions for the preparation of functional prototype.
It was assumed that if the two dissimilar thermoplastic materials have at least one compatible property (e.g., MFI in present case), then there are more chances that they must also be compatible to each other on the basis of other associated properties (e.g., thermal, morphological and mechanical). After preparations of feedstock filament through TSE and fabrication of tensile parts on FDM setup, it was tried to understand the morphology of the fracture parts and surfaces to justify the compatibility between two different thermoplastics. Morphology of the specimen was investigated with the help of optical microscope (OM) (specification; magnification range: 100–800×, specimen bed size 200 × 200 mm and number of lenses: 4) and scanning electron microscope (SEM). All the OM and SEM observations were made at the magnification of 200×. The samples were analyzed under ASTM E2015–04 (2014) without any etching agent has been used.
The micrographic observations have been made with the help of metallurgical image analysis software (MIAS). The porosities on the surface have been checked to justify the mechanical strength of the feedstock filaments. In exp. no. 2 of ABS-15Al and PA6-50Al was obtained the less porous and less defective surface as compared to the exp. no. 3. The surfaces of ABS-15Al and PA6-50Al at exp. no. 2 observed as the similar micrograph with uniform Al dispersion. So it has been taken to the account that these might have better compatibility for friction welding (see Fig. 4).

SEM observations (specifications; LV mode: 4 nm, magnification range: 5–300,000×, preset magnifications: 5 steps, accelerating voltage: 0.5–30 kV, condenser lens: zoom condenser lens, specimen stage: X: 80 mm, Y: 40 mm, Z: 5–48 mm, tilt: −10° to 90°, rotation: 360°, maximum specimen: 150 mm diameter, etc.) have been made to check the fracture behavior of the material undergone tensile testing (see Fig. 5). In exp. no. 2 for preparations of feedstock filament, micro-cracks and the surface micro-holes were detected less as compared to the exp. no. 3. Less number of micro-holes present at the fractured surface as observed by SEM has justified the reason for less porosity, which has been observed through OM in exp. no. 2. So in terms of the less porosity and the cracks, it can be understood that these polymers at specified parametric conditions (Tables 1, 2) are having better compatibility.

Morphology of the tensile fracture though SEM of feedstock filaments
Similarly the OM and SEM at 200× were used to evaluate the morphology of the FDM fabricated parts in terms of porosity, micro-cracks and micro-holes. OM was used to evaluate the surface characteristics, and SEM was used to see the fractured surface. Based upon Table 3, it was observed that for ABS-15Al in exp no. 2 and PA6-50Al in exp. no. 1, resulted into porosity values as 11.17% for ABS-15Al and 31.71% for PA6-50Al. Both thermoplastic composition/proportions resulted into less porosity of the surface as compared to exp. no. 1 in ABS-15Al and exp. no. 3 for PA6-15Al (porosity as 34.31% for ABS-15Al and 64.62% for PA6-50Al) (See Fig. 6). Further relatively large space voids and cracks were found on the samples of exp. no. 1 (ABS-15Al) and at exp. 3 (PA6-50Al) as compared to the exp. no. 2 (ABS-15Al) and exp. no. 1 (PA6-50Al). The uniform Al dispersion throughout the surface may be responsible for better mechanical properties. The overlapping/reflow of thermoplastic layers during melting may be responsible for the poor mechanical properties (ref. exp. 1 in ABS-15Al and at exp. 3 in PA6-50Al).

Morphology of the FDM part at ×200 (OM)
SEM images for the fractured parts (FDM prepared parts) are shown in Fig. 7 at 200× magnification. It was observed that at exp no. 2 for ABS-15Al and exp. no. 1 for PA6-50Al, there was a uniformity of Al powder dispersion attained throughout the fractured surface leading to the better mechanical properties. Also fewer voids were observed on the fractured surface which justifies the reason for lesser porosity. For exp. no. 1, ABS-15Al and exp. no. 3 for PA6-50Al, the fracture surfaces resulted in non-uniform grain orientation, leading to poor mechanical and morphological properties.

Morphology of the FDM part (tensile fracture) at ×200 (SEM) (as per Table 3)
Based upon OM and SEM analyses, it has been observed that extruded and FDM fabricated parts are dependent on the process parameters for contribution toward mechanical properties. The filament material in exp. no. 2 for the ABS-15Al and exp. no. 1 for PA6-50Al (as per Table 3) has given the better mechanical and morphological compatibility. So based upon this observation of the morphological characteristics, it has been ascertained that ABS-15Al and PA6-50Al have become compatible to each other as there is similarity in the morphological (surface and fracture) characteristics.
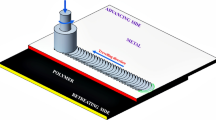
After evaluation of all mechanical, metallurgical and thermal properties in terms of compatibility analysis of ABS-15Al and PA6-50Al, the parts with selected composition of polymers were fabricated on the commercial FDM setup (selecting the process parameter condition at exp. no. 2 for ABS-15Al and exp. no. 1 for PA6-50Al as per Table 3). The 3D printed parts of ABS-15Al and PA6-50Al were frictionally welded under the rotational speed condition of 775RPM, 0.014 mm/rev feed rate and 5 s of feeding time at constant stirring for 10 s (see Fig. 8). The parts of ABS and PA6 were successfully welded, and it was considered that after reinforcement with suggested proportion of Al, the joining compatibility of thermoplastic was improved.

Cut section of joint produced by friction welding
The welded piece was further mechanically tested on universal tensile tester (ASTM D638–14) to check the durability of joint. The welded piece has exhibited good tensile properties as shown in Table 4.
As observed from Table 4, the mechanical properties obtained for the friction welded parts are having the good tensile strength as 16.18 kg/mm2 but less than the parent material (ABS-15Al is having 20.72 kg/mm2, and PA6-15Al is having 19.41 kg/mm2). It should be noted that the virgin ABS and PA6 have Young’s modulus of 1.4 and 2.5 GPa. The peak strength of virgin ABS and PA6 was 40 and 85 MPa. The reinforcement of Al metal powder has resulted into inferior mechanical properties. So these properties have been compromised with reinforcement of Al metal powder in ABS/PA6 matrix separately as well as at weld zone.
5 Conclusions
Following conclusions have been made for the present study:
-
It has been observed that two dissimilar polymers are not compatible for friction welding applications due to the differences in viscosity/melt flow as rheological properties, heat generation/resistance capacity, melting behavior, carbon chain length, dynamic mechanical properties, chemical behavior, etc. So, for welding/joining of two dissimilar polymers via friction welding, it is recommended to have some similarities in the said properties.
-
Al powder reinforcement resulted into similar MFI in polymer matrix which ensured compatibility of the thermoplastic in terms of friction welding (ABS and PA6 in present study), although the mechanical properties have been compromised with this reinforcement.
-
From the current study, it has been observed that similar MFI of the ABS and PA6 polymer (by reinforcement of Al metal powder) resulted into the similar thermal, morphological and mechanical properties.
References
Kumar R, Singh R, Hui D et al (2018) Graphene as biomedical sensing element: state of art review and potential engineering applications. Compos Part B Eng. https://doi.org/10.1016/j.compositesb.2017.09.049
Singh R, Kumar R, Mascolo I, Modano M (2018) On the applicability of composite PA6-TiO2 filaments for the rapid prototyping of innovative materials and structures. Compos Part B Eng 143:132–140. https://doi.org/10.1016/J.COMPOSITESB.2018.01.032
Kumar R, Singh R, Ahuja IPS et al (2018) Friction welding for the manufacturing of PA6 and ABS structures reinforced with Fe particles. Compos Part B Eng 132:244–257. https://doi.org/10.1016/j.compositesb.2017.08.018
Singh R, Kumar R, Ranjan N et al (2018) On the recyclability of polyamide for sustainable composite structures in civil engineering. Compos Struct. https://doi.org/10.1016/j.compstruct.2017.10.036
Singh R, Kumar R, Feo L, Fraternali F (2016) Friction welding of dissimilar plastic/polymer materials with metal powder reinforcement for engineering applications. Compos Part B Eng. https://doi.org/10.1016/j.compositesb.2016.06.082
Wagner JR Jr, Mount Iii EM, Giles HF Jr (2012) Extrusion: the definitive processing guide and handbook, 2nd edn
Process E twin-screw extrusion and applications. https://doi.org/10.3139/9781569906064.006
Singh R, Kumar R, Ranjan N (2018) Sustainability of recycled ABS and PA6 by banana fiber reinforcement: thermal, mechanical and morphological properties. J Inst Eng Ser C. https://doi.org/10.1007/s40032-017-0435-1
Ray S, Easteal AJ (2007) Advances in polymer-filler composites: macro to nano. Mater Manuf Process 22:741–749. https://doi.org/10.1080/10426910701385366
Olakanmi EO, Thompson OM, Vunain E et al (2016) Effects of Daniella oliveri wood flour characteristics on the processing and functional properties of wood polymer composites. Mater Manuf Process 31:1073–1084. https://doi.org/10.1080/10426914.2015.1037895
Chaitanya S, Singh I (2017) Processing of PLA/sisal fiber biocomposites using direct- and extrusion-injection molding. Mater Manuf Process 32:468–474. https://doi.org/10.1080/10426914.2016.1198034
Kumar R, Singh R, Ahuja IPS et al (2018) Weldability of thermoplastic materials for friction stir welding: a state of art review and future applications. Compos Part B Eng. https://doi.org/10.1016/j.compositesb.2017.10.039
Squeo EA, Bruno G, Guglielmotti A, Quadrini F (2009) Friction stir welding of polyethylene sheets. 241–146
Gonalves J, Dos Santos JF, Canto LB, Amancio-Filho ST (2015) Friction spot welding of carbon fiber-reinforced polyamide 66 laminate. Mater Lett 159:506–509
Paoletti A, Lambiase F, Di Ilio A (2015) Optimization of friction stir welding of thermoplastics. Procedia CIRP 33:563–568
Simões F, Rodrigues DM (2014) Material flow and thermo-mechanical conditions during friction stir welding of polymers: literature review, experimental results and empirical analysis. Mater Des 59:344–351
Oliveira PHF, Amancio-filho ST, Santos JF, Hage E Jr (2010) Preliminary study on the feasibility of friction spot welding in PMMA. Mater Lett 64:2098–2101
Buffa G, Baffari D, Campanella D, Fratini L (2016) An innovative friction stir welding based technique to produce dissimilar light alloys to thermoplastic matrix composite joints. Procedia Manuf 5:319–331. https://doi.org/10.1016/j.promfg.2016.08.028
Kumar R, Singh R, Ahuja IPS (2018) Investigations of mechanical, thermal and morphological properties of FDM fabricated parts for friction welding applications. Meas J Int Meas Confed. https://doi.org/10.1016/j.measurement.2018.02.006
Singh R, Kumar R, Kumar S (2017) Polymer waste as fused deposition modeling feed stock filament for industrial applications. Ref Modul Mater Sci Mater Eng. https://doi.org/10.1016/B978-0-12-803581-8.04153-9
Singh R, Kumar R, Hashmi MSJ (2017) Friction welding of dissimilar plastic-based material by metal powder reinforcement. Elsevier, New York
Singh R, Kumar R (2017) Development of low-cost graphene-polymer blended in-house filament for fused deposition modeling. Elsevier, New York
Kumar R, Singh R (2018) Prospect of graphene for use as sensors in miniaturized and biomedical sensing devices. Ref Modul Mater Sci Mater Eng. https://doi.org/10.1016/B978-0-12-803581-8.10334-0
Singh R, Kumar R, Ahuja IS (2017) Thermal analysis for joining of dissimilar polymeric materials through friction stir welding BT. In: Reference module in materials science and materials engineering. Elsevier
Abibe AB, Sônego M, dos Santos JF et al (2016) On the feasibility of a friction-based staking joining method for polymer-metal hybrid structures. Mater Des 92:632–642
Funding
Funding was provided by BRNS and UGC.
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Márcio Bacci da Silva.
Rights and permissions
About this article

Cite this article
Kumar, R., Singh, R. & Ahuja, I.P.S. Melt processing for enhancing compatibility of aluminum-reinforced acrylonitrile–butadiene–styrene and polyamide 6 for friction welding applications. J Braz. Soc. Mech. Sci. Eng. 40, 378 (2018). https://doi.org/10.1007/s40430-018-1298-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-018-1298-y