
Abstract
The AISI316L stainless steel composites reinforced with 2, 4, 6, and 8 vol% titanium diboride (TiB2) particles were sintered by the high pressure-high temperature method. Ball-on-disk method was carried out to study wear behavior of the composites. Tests were carried out at room temperature. The TiB2 particles improved the hardness and tribological properties of the composites. The friction coefficient of the composites decreased with the increasing content of TiB2. The reduction of the wear rate with the increasing of the content of TiB2 particles in the steel matrix was also observed. It is demonstrated that the friction coefficient of composites with the same content of TiB2 particles depend on the sintering conditions.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Metal matrix composites (MMCs) are an important group of the engineering materials due to their enhanced specific properties and their ability to be tailored to suit many different applications. There has been significant research into austenitic stainless steel-based MMCs, because of the excellent corrosion resistance, heat resistance, and workability of steel matrix. The ceramic reinforcement is implemented into steels in order to increase the elastic modulus and to improve the wear resistance. Therefore, these composites can be used for structural applications in wear industry [1, 2]. Among different ceramic particulates, the titanium diboride (TiB2) is considered as the best reinforcement for the steel-matrix composites due to its excellent properties such as high hardness, low density, high melting temperature, excellent wear, and corrosion resistance, good wettability and stability in steel matrix [3–5].
In recent years, the researches concerning the influence of the different ceramic particulates (TiB2, TiC, Al2O3, Y2O3, SiC etc.) on the tribological properties of the stainless steels were realized [6–12]. Also, an improvement in the wear resistance has been observed when intermetallic particles were used as the reinforcement of the steel-matrix composites [13, 14]. The authors focused mainly on studies of the effect of reinforcing phases on the wear resistance, physical, and mechanical properties and the microstructure of the composites. For example, Pagounis et al. [15]. investigated the abrasion wear behavior of the steel-matrix composites reinforced with TiC, Al2O3, and Cr3C2. They indicated that TiC particles provide the steel matrix with the highest wear resistance followed by Al2O3 and Cr3C2. The incorporation of the ceramic particles into austenitic steel matrices can lead to a dramatic improvement in the abrasive wear resistance. Sliding wear response of the materials depends on a different materials and experimental parameters. Morphology, volume fraction, mode of distribution of various phases, and their properties influence the wear response of materials. Applied pressure, sliding speed, traversal distance, temperature, etc. are the experimental factors influencing the wear characteristics [16–20].
A critical literature analysis reveals few works on wear properties of TiB2 particle-reinforced steel-matrix composites. Tjong and Lau [21, 22] investigated the properties of the AISI 304 stainless steel and the composites reinforced with various volume fractions of TiB2 particles. They reported that with increasing TiB2 content the hardness and tensile strength improved, but dropped the plasticity. It was indicated that the addition of TiB2 particles was very effective to improve the wear resistance and ductility of austenitic stainless steel. Pin-on-disk abrasive measurements showed that the wear resistance of 304 SS was improved dramatically with the increasing TiB2 content. Additionally, the volumetric wear of the composite tended to decrease with increasing applied normal loads or with sliding velocity. Recently, Sulima et al. [23] studied the influences of 10 and 20 vol% of TiB2 ceramic on the mechanical and tribological properties of the composites. It was shown that the friction coefficient of the composites decreases with increasing TiB2 content. The best tribological properties were obtained for the austenitic AISI 316L stainless steel reinforced with 20 vol% TiB2 ceramics, i.e., the value of the friction coefficient is 0.37.
In the present work, the wear behavior of the 316L stainless steel composites reinforced with various volume fractions of TiB2 particles has been studied using a ball-on-disk method.
2 Experimental Procedure
TiB2 powder (99.9% purity, 2.5–3.5 μm in diameter) and commercial AISI 316L austenitic stainless steel powder (25 μm in diameter, KAMB Import–Export) were used as starting materials. The chemical composition of the AISI 316L steel powder is given in Table 1.
The composites with 2, 4, 6, and 8 vol% TiB2 were produced by mixing the TiB2 and AISI 316L steel powders in a tubular mixer for 12 h, then the mixtures were formed into disks (15 mm in diameter, 5 mm in thickness) by pressing in a steel matrix under pressure of 200 MPa. The composites were fabricated using the high pressure-high temperature (HP-HT) method. The sintering process was carried out at pressures of 5.0 GPa and (7.0 ± 0.2) GPa and temperatures of 1,000 and 1,300 °C for 60 s. Due to concurrent operation of both pressure and temperature the sintering process proceeds much faster (usually in several minutes) than conventional method which usually takes several hours. The obtained sinters are characterized by high density (almost 100%) and low porosity. Such conditions can also reduce the diffusion of particles and prevent grain growth.
The densities of the composites were measured by Archimedes water immersion method, the uncertainty of measurements was 0.02 g/cm3. Vickers microhardness measurements using a load of 2.94 N, were carried out with an FM-7 microhardness tester.
The surfaces of the investigated composites were prepared according to Ref. [24]. Samples for wear tests were prepared by standard methods of grinding using SiC foil and polishing using 0.4 μm diamond suspension. All the specimen surfaces were cleaned with alcohol and dried. The surface roughness was below 0.2 μm (R a). Tribological tests were carried out using the UMT-2T (CETR, USA) ball-on-disk tribotester under room temperature. Tests were carried out without lubricant according to the ISO 20808:2004(E). For ball-on-disk method, the sliding contact was brought by pushing a Al2O3 ball (3.175 mm in diameter) on a rotating disk specimen under a constant load F n of 4 N, as shown in Fig. 1 [25]. The friction track diameter was 4 mm, sliding speed was 0.1 m/s, total sliding distance was 200 m and the test duration was 2,000 s. The friction force was measured continuously during the test using the extensometer. For each test, a new ball is used. Specimens are washed in high purity acetone and dried. After mounting the ball, Specimens were washed in ethyl alcohol and then dried.

Schematic of the ball-on-disk wear test system [25]
The friction coefficient (μ) is calculated as the ratio of the force of friction (F f) and applied normal load (F n ). Following the wear test, the specific wear rate was calculated. For the wear track on the disk specimen, the cross-sectional profile of the wear track at four places at intervals of 90° using a contact stylus profilometer was measured with accuracy of measurement in the vertical axis of 0.01 μm, in the horizontal axis of 0.1 μm. The cross-sectional area of the wear track was calculated using a specially designed PC program.
Specific wear rate according to wear volume was calculated by
where W disc is the specific wear rate of disk, mm3/(N·m); V disc is the wear volume of disk specimen, mm3; L is the sliding distance, m.V disc was calculated by
where R is the radius of wear track, mm; S 1, S 2, S 3, and S 4, are the four cross-sectional areas at four different places on the wear track circle, mm2.
The cross-sectional microstructure of worn surface was observed using a scanning electron microscope (SEM) JEOL JSM 6610LV. EDS technique (AZtec) was applied to determine the chemical composition of worn surface of the composites.
3 Results and Discussion
Figure 2 presents the evolution of the density with the amount of reinforcement and sintering temperature and pressure. The density of the composites decreases with the amount of reinforcement, due to density of TiB2 much lower than that of stainless steel. For all composites, very high level of consolidation was obtained (98–100% of theoretical density), even though the duration of sintering was only 30 s. The very high level of consolidation of the composites results from simultaneous effect of high pressure and high temperature during the process. The use of such conditions of sintering allows to limit the diffusion and to prevent the grains growth. The effect of TiB2 addition on hardness is illustrated in Fig. 3. The increment of the TiB2 addition leads to the increase of the hardness of the composites. It is found that the sintering temperature has a significant effect on the hardness of the composites also. It is interesting that the higher value of hardness of the composites were obtained at the lower temperature (1,000 °C). For example, the composites with 8 vol% TiB2 experience the hardness of 368 HV0.3 and 282 HV0.3 when the sintering temperatures are 1,000 and 1,300 °C (pressure of 5.0 GPa), respectively. Generally, the application of the highest temperature at the same pressure caused the reduction of the hardness of about 28–35%. However, the hardness of the composites appears to increase with increasing pressure of sintering. Figure 4 presents selected microstructure of the austenitic stainless steel and the composites containing 8 vol% TiB2 sintered at 1,300 °C and (7 ± 0.2) GPa. Uniform dispersion of fine TiB2 particles in austenitic steel matrix was observed in all cases of studied composites. The TiB2 particles are evident mostly at the grain boundary. No porosity was noticed in the microstructure of the steel and composites, what results in very high densification of the materials.

Variation of the density with TiB2 contents of the sintered composites

Results of hardness measurements (HV0.3) for the composites

Typical SEM images of austenitic stainless steel a; the composite with 8 vol% TiB2 which was sintered at a temperature of 1,300 °C and pressure of (7.0 ± 0.2) GPa b
Figure 5 shows the variation of the friction coefficient for unreinforced steel and tested composites with the test duration. It shows that the friction coefficient of the composites with the same content of TiB2 particles depends on the sintering conditions (Fig. 5). The variation of friction coefficient with increasing temperature and pressure had the similar trend for all composites. The best value of friction coefficient of the composites was obtained at the temperature of 1,300 °C and pressure of (7 ± 0.2) GPa. In the case of composites with 2, 4, 6, and 8 vol% TiB2, the values of friction coefficient are 0.54, 0.53, 0.52, and 0.50, respectively. Although the variation of friction coefficient is not large, it tends to reduce the wear rate when the temperature and pressure of sintering increase (Fig. 6). Moreover, the friction coefficient depends on the content of TiB2 particles (Fig. 7). In the case of the composites with 2 and 4 vol% TiB2, the values of the friction coefficient are very similar, and are placed in the range of 0.6–0.64 for temperature of 1,000 °C [pressures of 5.0 and (7 ± 0.2) GPa] and 1,300 °C (pressure of 5 GPa). Although variation of the friction coefficient is not very significant, it tends to reduce the friction coefficient when TiB2 are added. The examinations show that the friction coefficient of the composite with 8 vol% TiB2 is 0.50, which is the smallest. For comparison, the value of the friction coefficient for the austenitic stainless steel is in the range 0.66–0.68 (Fig. 5a). It is evident that TiB2 additions cause the improvement of the wear resistance of austenitic stainless steel due to the high hardness of TiB2 particles which can reach 3400 HV [26] and the slow wear of reinforcement. Therefore, unreinforced 316L stainless steel exhibits the higher wear rate of 553 × 10−6 mm3/(N m), while with only 2 vol% TiB2 addition, wear rate of composites reduced to 434 × 10−6 mm3/(N m). As it can be concluded from Fig. 7, the wear rate decreases with the content of TiB2 particles increase. The TiB2 particles protect the steel matrix during sliding. Additionally, the homogeneous distribution of fine reinforcement is favorable for the further improvement of the wear resistance [27]. Therefore, for composites with lower content of TiB2 of 2 and 4 vol%, the Al2O3 ball can penetrate easily the steel matrix during sliding, resulting in excessive material removal from the worn surface. In the composites with 8 vol% TiB2, the material removal is delayed most probably due to an accumulation of TiB2 particles on the surface after the austenitic stainless steel is removed during the abrasion.

Typical friction coefficient curves of the materials during testing of unreinforced austenitic stainless steel a, composites reinforced with different contents of TiB2 of 2 vol% b, 4 vol% c, 6 vol% d, 8 vol% e

Variation of specific wear rate with TiB2 content of the composites sintered at different temperatures and pressures

Variation of the friction coefficients with TiB2 content of the composites sintered at different temperatures and pressures
Tjong and Lau [22] showed that the wear resistance of 304 stainless steel increases with the increasing TiB2 content. It was indicated that the hardness of the composites tends to increase with increasing the TiB2 content, thus the abrasive wear resistance of the composites improves considerably with increasing TiB2 content. It is consistent with the well-known Archard’s law for sliding wear [28]. The discussed results also confirm the dependence of wear resistance on the hardness for the same sintering conditions (Fig. 3, 6). It was noticed that this dependence is not always true, when taking the influence of sintering conditions into consideration. The rise in pressure causes the increase of the hardness and the wear resistance at the same temperature. This is especially visible for composites with 8 vol% TiB2 obtained at the sintering temperature of 1,300 °C. In this case, for pressure of 5.0 GPa and (7.0 ± 0.2) GPa, the hardness are 282 HV0.3 and 346 HV0.3 and friction coefficients are 0.55 and 0.50, respectively. However, it is noted that this relationship is not verified when the effect of the temperature at constant pressure. It is interesting that with increasing temperature of sintering the hardness drops, nevertheless improving the wear resistance. For example, the hardness of the composites with 6 vol% TiB2 are 376 HV0.3 and 304 HV0.3 when the sintering temperature are 1,000 and 1,300 °C under (7.0 ± 0.2) GPa, respectively. However, the friction coefficients are 0.60 and 0.52, respectively.
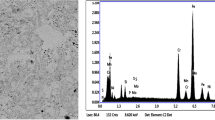
Figure 8 shows that the SEM micrograph of the surface of composites with wear track. Figure 9 presents the worn surfaces of the composites with different content of TiB2 particles, which were sintered at temperature of 1,300 °C and pressure of (7.0 ± 0.2) GPa. Abrasive wear mechanism is operation in all composites, which is characterized by the scratches on the surface. The worn surface topographies indicate the dominant wear mechanism is plowing. This is consistent with the behavior that has been observed in other composite materials [6, 10, 29]. The surface of investigated composites exhibits grooving, most probably produced as a result of plowing by the hard Al2O3 ball, because the hardness of Al2O3 (2,000 HV) is higher than that of the sintered austenitic stainless steel matrix. Also, the flake formation was observed locally in Fig. 9a, b. Additionally, no cracking can be seen in the worn surface. It can be seen from Fig. 9c, d that the exposed TiB2 particles appear in the plastic plowing on the worn surfaces. The reinforcing particles reside on the top surface of the composite after sliding. Fine TiB2 particles were not removed from the steel matrix during sliding. It is evident that the TiB2 particles effectively cover the steel matrix and restrict the metal removal by the abrasive particles in the case of the composite. Such worn surface is characteristic especially for composites with 8 vol% TiB2. EDS results confirm further only the presence of TiB2 particles on the top surface of the composite after sliding, as the black particles in Fig. 9d–f indicated.

SEM micrograph of the worn track on the surface of the composites with 8 vol% TiB2 sintered at temperatures of 1,300 °C and pressure of (7.0 ± 0.2) GPa

SEM micrographs of the worn surface of composites sintered at temperatures of 1,300 °C and pressure of (7.0 ± 0.2) GPa that with 2 vol% a, 4 vol% b, 6 vol% c, 8 vol% d TiB2 additions and the corresponding EDS analyses of the selected point 1 e, point 2 f in d
4 Conclusions
Four austenitic steel-TiB2 composites were obtained by HP-HT method. The addition of TiB2 particles has a positive effect on the hardness and tribological properties of composites. The wear rate of the composites decreases with the increasing TiB2 content, indicating that the addition of hard TiB2 improves wear resistance of the composites. The friction coefficients of all materials are in the range from 0.50 to 0.64.
The sintering temperature and pressure have significant effect on the densification, hardness, and the wear resistance of the composites. The composites with 8 vol% TiB2 obtained at temperature of 1,300 °C and pressure of (7.0 ± 0.2) GPa exhibit good combination of properties such as hardness (346 HV0.3) and friction coefficient (0.50).
References
D.H. Bacon, L. Edwards, J.E. Moffatt, M.E. Fitzpatri, Acta Mater. 59, 3373 (2011)
B.H. Li, Y. Liu, J. Li, S.J. Gao, H. Cao, L. He, Mater. Des. 31, 877 (2010)
A. Anal, T.K. Bandyopadhyay, K. Das, J. Mater. Process. Technol. 172, 3518 (2006)
Y.F. Wang, H.Y. Wang, Y.H. Liang, R.Y. Zhao, Q.C. Jiang, Mater. Sci. Eng. A 445, 398 (2007)
F. Akhtar, J. Alloys Compd. 459, 491 (2008)
F. Velasco, E. Gordo, R. Isabel, E.M. Ruiz-Navas, A. Bautista, J.M. Torralba, Int. J. Refract. Met. Hard Mater. 19, 319 (2001)
S.C. Tjong, K.C. Lau, Mater. Lett. 43, 274 (2000)
R. Surapol, M. Sithipong, T. Ruangdaj, Wear 265(3–4), 546 (2008)
A. Farid, S.J. Guo, F.E. Cui, P.Z. Feng, T. Lin, Mater. Lett. 61, 189 (2007)
M. Vardavoulias, M. Jeandin, F. Velasco, J.M. Torralba, Tribol. Int. 29, 499 (1996)
M. Vardavoulias, C. Jouanny-Tresy, M. Jeandin, Wear 165(2), 141 (1993)
S.K. Ashok, K. Das, Tribol. Int. 43, 944 (2010)
F. Velasco, W.M. Lima, N. Antón, J. Abenójar, J.M. Torralba, Tribol. Int. 36, 547 (2003)
C.C. Jackson, J.V. Degnan, Wood Proceedings of EUROMAT- Materials Development and Processing, vol. 8 (Wiley, London, 1999), pp. 229–236
E. Pagounis, V.K. Lindroos, Mater. Sci. Eng. A 246, 221 (1998)
S. Skolianos, T.Z. Kattamis, M. Chen, B.V. Chambers, Mater. Sci. Eng. A 183, 195 (1994)
E. Pagounis, V.K. Lindroos, M. Talvitie, Metall. Mater. Trans. A 27, 4171 (1996)
M. Darabara, G.D. Papadimitriou, L. Bourithis, Surf. Coat. Technol. 202, 246 (2007)
T.Z. Kattamis, T. Suganuma, Metall. Mater. Trans. A 128, 241 (1990)
D. Vallauri, B. DeBenedetti, L. Jaworska, P. Klimczyk, M.A. Rodriguez, Int. J. Refract. Met. Hard Mater. 27, 996 (2009)
S.C. Tjong, K.C. Lau, Mater. Lett. 41, 153 (1999)
S.C. Tjong, K.C. Lau, Compos. Sci. Technol. 60, 1141 (2000)
I. Sulima, L. Jaworska, P. Wyżga, M. Perek-Nowak, J. Achiev, Mater. Manuf. Eng. 48, 52 (2011)
International Standard, Fine ceramics (advanced ceramics, advanced technical ceramics)—determination of friction and wear characteristics of monolithic ceramics by ball-on-disk method, ISO 20808:2007(E) (2004)
P. Figiel, S. Zimowski, P. Klimczyk, T. Dziwisz, L. Jaworska, Arch. Mater. Sci. Eng. 33(2), 83 (2008)
F. James Shackelford, W. Alexander (eds.), CRC Materials Science and Engineering Handbook, 3rd edn. (CRC Press, Boca Raton, 2001), p. 509
J.F. Archard, W. Hirst, Proc R Soc A 236, 397 (1956)
B.H. Li, Y. Liu, J. Li, J. Mater. Process. Technol. 210, 91 (2010)
S. Kumar, V. Subramanya Sarma, B.S. Murty, Mater. Sci. Eng. A 465, 160 (2007)
Acknowledgments
The author would like to thank Professor Lucyna Jaworska from Institute of Advanced Manufacturing Technology in Cracow, for his help in HP-HT sintering of composites. The study was performed under Research Project No. N N507 222840 (No. 2228/B/T02/2011/40).
Author information
Authors and Affiliations
Corresponding author
Additional information
Available online at http://springerlink.bibliotecabuap.elogim.com/journal/40195
Rights and permissions
About this article
Cite this article
Sulima, I., Klimczyk, P. & Malczewski, P. Effect of TiB2 Particles on the Tribological Properties of Stainless Steel Matrix Composites. Acta Metall. Sin. (Engl. Lett.) 27, 12–18 (2014). https://doi.org/10.1007/s40195-013-0002-6
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-013-0002-6