
Abstract
Metal matrix composites are becoming more common in industrial applications due to their superior tribological and mechanical properties. In this work, titanium diboride (TiB2) particles with different weight percentages (1, 3 and 5%) were added to Al6061 using a stir-casting process. The hardness, tensile strength, and wear of Al6061-TiB2 composites were investigated. Each experiment was repeated three times to ensure repeatability, and an average was taken. In addition, an optical microscope and a scanning electron microscope were used to characterize the Al6061-TiB2 composites. The SEM examination shows that the TiB2 particles are distributed evenly throughout the Al6061 matrix. The results show that the hardness, strength, and wear resistance of Al6061-TiB2 composites increase as the weight percentage of TiB2 is increased. The most interesting thing to come out of the data is that adding a small amount of TiB2 particles increases the hardness of the composites much more than previous research has shown.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Studies of materials show the importance that when the chemical and physical properties of the components are incompatible, a new substance is created that is different from the actual components [1]. Reinforcement is added to an alloy or metal matrix in the form of fibers, particles, whiskers or metal sheets to create metal matrix composite (MMC) materials [2, 3]. The MMCs are one of the most significant classes of materials for thermal, structural, transportation, wear, and electrical applications [4, 5]. The goal of creating metal matrix composite materials is to combine the advantages of both metals and reinforcements [6]. Due to the addition of micro-sized reinforcing particles in the matrix, MMCs hold the greatest promise for enhancing mechanical parameters like yield strength, ultimate tensile strength, Young's modulus, and hardness [7, 8]. Comparing MMC to monolithic commercial alloys reveals that it is more robust in terms of weight and cost per unit of strength [9, 10]. Tensile strength and hardness are critical in engineering applications such as transportation and construction, and Al6061-alloy is commonly used in aluminium matrix composite (AMC) [11]. Different ceramic particulates like aluminium nitride (AlN), alumina (Al2O3), magnesium oxide (MgO), boron nitride (BN), silicon carbide (SiC), silicon nitride (Si3N4), titanium nitride (TiN), titanium diboride (TiB2), and graphite (Gr) are the primary particulate-reinforced materials [12, 13]. Although the ceramic particles improve the ultimate and yield strength of the parent alloy, they have a detrimental effect on its ductility [14]. TiB2 has several desirable mechanical properties, also excellent corrosion and wear resistance [15,16,17]. Suresh et al. [18] examined the mechanical characteristics and wear process of Al6061 reinforced with (0, 2, 4, 6, 8 and 10%) TiB2. The mechanical and tribological parameters of the samples, such as tensile strength, hardness, and resistance to wear, were improved by the addition of TiB2. Significantly less wear is achieved with a composite containing 10% TiB2. Additionally, the size of the debris has a significant impact in determining the alloy and composite wear characteristics [18]. Gupta et al. [19] discussed the effect of adding TiB2 on the mechanical and tribological characteristics of Al 1120, which was fabricated by stir casting. TiB2 was incorporated into the matrix material Al 1120 at weight percentages of 2%, 4%, 6%, and 8%. When compared to aluminium alloy 1120 (the matrix material), the Al 1120 alloy reinforced with 8% TiB2 has better tensile strength owing to the reinforcement’s high percentage in the matrix material, which is 222.94 MPa. Increasing the TiB2 content results in significant growth, but the rate of elongation decreases. Results indicate that the TiB2 reinforcement quantity in the metal matrix Al 1120 increases the composite material’s hardness. The impact test results indicate that as the percentage of TiB2 reinforcement rises, the energy absorption capacity of the matrix increases, and about the result of the wear test, 200 m of sliding distance and with Al alloy reinforced with 8% TiB2 weight loss is higher than based metal matrix but wear rate decreases compared to based alloy [19]. Suresh and Moorthi [20] fabricated the Al6061-TiB2 composites using a stir casting method, which is a liquid-state technique of mixing with a mechanical stirrer. A scanning electron microscope (SEM) was used to explore the microstructure of the composites. They studied the hardness, tensile strength, and wear resistance. They found that the addition of TiB2 to aluminium composites increases their wear resistance and the alloy matrix’s hardness increases significantly. It is clear that increasing the amount of TiB2 in the aluminium will enhance its strength [20]. Aluminium matrix composites may be fabricated using a variety of techniques, stir casting is the most widely used and commercially successful liquid-state processing method [21]. Since it is cost-effective and applicable to mass production, controlling composite structures is easier, as they are almost net-shaped.
Therefore, the goal of this investigation is to discover what happens to the microstructure, mechanical, and tribological characteristics of Al6061 when various quantities of TiB2 microparticles are introduced using the stir casting technique.
2 Materials and Procedures
2.1 Materials
In this investigation, the Al6061 alloy was chosen as the matrix material, with the chemical composition and physical parameters presented in Tables 1 and 2, respectively. As reinforcement, TiB2 ceramic particles were employed as shown in Fig. 1, with particle sizes ranging from 2 to 13 µm and physical properties presented in Table 2. Figure 2 depicts SEM images of Al6061 and TiB2 particles. In this study, magnesium was employed to improve the wettability of TiB2 particles in Al6061 melt.

TiB2 Particles

SEM image a Base Al6061. b TiB2 powder [1]
2.2 Casting Process
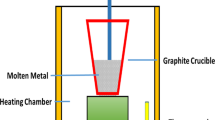
The Al6061-TiB2 composite was prepared using the stir casting process. The stir casting is mainly composed of an electric furnace with a heating capability of 1000 °C (See Fig. 3a), and a graphite crucible with diameter of 70 mm, a height of 100 mm, and a melt capacity of 2 kg. The Al6061 alloy rod was cut into pieces of 70 mm in length to fit the crucible using a saw machine. The 700 g of Al6061 alloy was melted using the electric furnace and its temperature was raised to 800 ± 50ºC. Molten mixture was maintained at a temperature of 800 °C for 30 min. Each of the microstructural, mechanical, and tribological tests resulted in a specific design for the composite. The TiB2 reinforcements were preheated to 250 °C before being gradually added to the melt. To increase the wettability, 1 wt.% of magnesium (Mg) was added to the melt. A drill machine with a stir rod (See Fig. 3b) was used to stir the melt while the reinforcements were added to the matrix (Al6061-TiB2 slurry). The mixing was done in two stages. The stir rod was specially designed and fabricated for this purpose, and it was heated before it was put into the slurry. The stir rod was placed around two-thirds of the way up from the bottom of the molten metal. For roughly 10 min, the composite slurry was stirred at an average speed of 600 RPM. The mixture of molten metal-matrix was homogenous due to the constant stirring of the metal-matrix. Castings were produced using varying concentrations of TiB2 (0, 1, 3, and 5 wt.%). Prepared melts were instantaneously poured into preheated cast iron moulds cavity (diameter 20 mm and length 110 mm) (See Fig. 3c) and allowed to cool by maintaining the mould at room temperature. These steps of making the Al6061-TiB2 composite were done three times, each time with a different amount of TiB2.

a Electrical furnace, b Stir rod c Cast iron moulds
2.3 Materials Characterization
To examine the mechanical behaviour of the Al6061-TiB2 composite, the tensile test was conducted in accordance with ASTM standards and using a universal testing machine. The tensile test is carried out on XHG-50 ring stiffness universal testing machine at a cross head speed of 5 mm/min and a strain rate of 0.00166 mm/min/s. The tensile samples were manufactured from the fabricated composites using a lathe machine, according to the ASTM E8 standard. For the tensile test, the gauge’s length, diameter, and length were evaluated 45 mm, 9 mm and 80 mm, respectively. Figure 4 shows a photograph and a schematic of the tensile sample. The tensile strength values presented are an average of three for each weight percentage of TiB2.

A schematic and a photograph of the tensile specimen
2.4 Hardness Test
In this work, to measure the hardness of the Al6061-TiB2 composites, a Brinell hardness testing machine was utilized according to the ASTM E384-10 standard. Then, the results were converted to Vickers and compared to different amounts of TiB2. The tests were conducted by applying a constant load of 5 kg for a specific time of 15 s. Prior to the hardness tests, the samples were grinded and polished to remove surface deposits or level uneven surfaces. For this purpose, a disc grinding machine was used with various emery papers (800, 1000, 2000, and 2500). The samples were then polished on a disc polishing machine to achieve a fine finish. The experiment was run at room temperature, and in order to avoid the influence of the indenter pressing on the hard reinforcement particles, the hardness was measured at an average of five different locations.
2.5 Microstructure
The homogeneous distribution of the reinforcement is the most important component in the production of particle reinforced composites. Therefore, an optical microscope and a scanning electron microscope (SEM) were used to examine the microstructures of Al6061-TiB2 composites. The microstructure samples were grinded using abrasive silicon carbide paper with grit sizes of 800, 1000, 2000, and 2500. The grinding was done in steps on each abrasive paper. The samples were cleaned and dried before being polished with velvet cloths. To reveal the grain boundaries, the samples were etched with Keller’s reagent (ASTM E407 standard), which is a solution mixture of 1% of hydrofluoric acid (HF), 2.5% of nitric acid (HNO3), 1.5% of hydrochloric acid (HCl), and 95% of distilled water for about 10 s before their microstructural examination [22].
2.6 Wear Test
In the present work, to examine the resistance to wear of the Al6061-TiB2 composites, a pin-on-disc tribometer was used at room temperature. Wear test specimens were manufactured from the fabricated composites using a lathe machine, according to the ASTM G99-04 standard. Figures 5, 6 present the dimensions of the wear specimens and the pin on disc tribometer, respectively. The counterpart disc, with a 50 mm outside diameter and a 2 mm thickness, was manufactured using duplex stainless steel (SAF 2205). The hardness of the disc was measured using the same equipment that measured the hardness of the Al6061-TiB2 composites. The hardness of the disc has been found to be 291 HV, which is higher than the hardness of the AMCs. The hardness values presented are an average of five measurements. Tables 3, 4 present the chemical composition and physical properties of SAF 2205 [23]. Both the specimens and the discs were mechanically polished to remove scratches and machining marks, and they were maintained in a dry atmosphere while not in use to avoid surface corrosion.

A schematic and a photograph of the wear specimen

Pin on disc device
Dry sliding wear experiments of the reinforced composites were carried out at room temperature utilising a pin-on-disc machine. Before each experiment, the pin sliding surfaces were polished with 1000-grit emery paper and then cleaned with acetone to remove any remaining residue. The experiments were performed by applying a constant normal load of 20 N, a constant sliding velocity of 0.240855 m/s, a constant time of 15 min, and a constant sliding distance. An electronic balance with an accuracy of 0.0001 g was used to measure the weight of the pins prior to and after each test. Each experiment was performed three times to confirm that the measurement data was repeatable, and an average was calculated. A pin-on-disc machine was used for all the testing at room temperature.
3 Results and Discussion
3.1 Microstructure Analysis
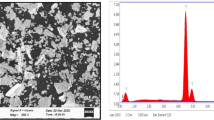
The optical photomicrographs of the manufactured AMCs are shown in Fig. 7. The microstructure results show that the reinforcement TiB2 particles are distributed equally in the matrix at all weight percentages. This is due to different factors such as the wettability agent (Mg), the efficient stirring action and the application of optimal process parameters, which cause the particles to neither float nor settle in the mixture. The homogenous distribution of particles is required to enhance the mechanical properties of the AMCs.

Microstructure of the cast Al6061-TiB2 composites
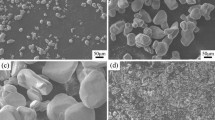
Figure 8 shows the results of SEM photomicrographs of the cast Al6061-TiB2 composites with different weight percentages of the TiB2 particles. The SEM images reveal that the TiB2 particles are homogeneously dispersed throughout the matrix alloy. Furthermore, the images do not show any typical defects of casting, like porosity, cracks, or shrinkage.

SEM photomicrographs of the cast Al6061–TiB2 composites
3.2 Tensile Strength Results
The experimental results of the tensile tests are shown in Fig. 9. Each result is an average of three readings. The results show an increase in the ultimate tensile strength of the composites from 126.26 MPa to 290 MPa. As can be observed, the cast Al6061 has a lower strength and a larger elongation than Al6061-TiB2 composites, and the Al6061-5% TiB2 composite has the highest ultimate tensile strength. As a result of its homogeneous dispersion and strong bonding properties. The true stress versus true stain curve is presented in Fig. 10. As shown in Fig. 10, the strain hardening exponents and strength coefficient are most affected by the weight percentage of TiB2. Increasing the weight percentages of the TiB2 particles is accompanied by an increase in the strain hardening exponent n in the relationship (\(True stress=K\times {True strain}^{n}\)), where K is the strength coefficient. In general, a greater TiB2 weight percentage results in a faster strain hardening exponent (n). It indicates that composites have a noticeable deformation characteristic, which may be seen by gross deformation. These results match those observed in earlier studies [24]. Figure 11 shows the ultimate tensile strength at various amounts of TiB2 particles, and the error bars represent the standard deviation. In summary, according to these findings, when the reinforcing amount is increased, tensile strength rises while ductility decreases. These results corroborate the ideas of [18, 20, 25] who suggested that the tensile strength of fabricated composites was raised by adding more TiB2 reinforcing particles.

Stress–Strain curves for the samples

True stress versus true strain for the samples

Variation of ultimate tensile strength with weight percentage of TiB2
3.3 Hardness Results
Figure 12 shows the variation of hardness in Vickers with the weight percentage of TiB2. The error bars on the experimental lines show how much the data deviated from the average. The results show that the hardness increases with increasing the weight percentages of the TiB2 particles. A comparison of the findings with those of other studies confirms that by increasing the reinforcements, the hardness of the composite also increases. These results reflect those of [20] who also indicates that the hardness of Al alloy is enhanced by the addition of TiB2 to the alloy.

Variation of hardness with weight percentage of TiB2
The most surprising aspect of the hardness data is the comparison of the findings with those of other studies. Suresh et al. [20] succeeded in increasing the hardness of Al6061 by 10.57% when a 12% weight percentage of TiB2 was added. While Suresh et al. [18] added 10% of TiB2 to the matrix Al6061, they increased the hardness by only 16%. While in the current study, by adding only 5% of TiB2 particles, the hardness is increased by 40.2% compared to base alloys. These results are likely to be related to the uniform distribution and uniform stirring action.
3.4 Wear Results
In order to investigate the wear of the fabricated AMCs, dry sliding wear tests on the composite specimens were conducted using a pin-on-disc tribometer tester. The results of the wear experiments are presented in Fig. 13 and the error bars show the standard deviation. The figure illustrates how the quantity of TiB2 in the composites affects the wear rate for a constant load and sliding speed. The lower wear rate and thus the improvement in wear resistance of Al6061-TiB2 composites can be clarified as follows: The dislocation and TiB2 particle interactions during sliding wear prevent crack propagation. Strain fields are formed around the reinforcement particles during solidification as a result of the temperature mismatch between the TiB2 particle and Al6061. Such strain fields impede the crack’s propagation and subsequent material removal. The defect-free TiB2 particles formed in situ maintain their integrity during sliding. TiB2 particles are distributed homogeneously, providing Orowan strengthening [26]. The detachment of the TiB2 particles from the aluminium matrix (Al6061) is delayed by good bonding and a clear interface. As a result, TiB2 particles improve the AMCs’ wear resistance. Another factor that may contribute to a decreased wear rate is the TiB2 particles' ability to refine the grain.

Variation of wear rate with weight percentage of TiB2
The lower wear rates in composites containing 3% TiB2 particles are due to the strong interfacial bonding in such in situ composites. This finding is consistent with that of Mandal et al. [27], who reported that the decrease in wear rate with increasing TiB2 quantity is not linear, which might be attributable to the complex processes that occur during composite wear. Another possible explanation for these results is due to the strain hardening, where the wear rate is affected by the strain hardening exponents of surface material during abrasion [28], which causes the surface hardness to become greater than that of the bulk. Figure 14 shows the wear resistance of the Al6061-TiB2 composites and the error bars denote the standard deviation from three tests. The wear resistance of the Al6061-3% TiB2 composite is found to be 49.7% higher than the unreinforced Al6061 owing to their high hardness, while the wear resistance of the Al6061-5% TiB2 composite is 39% higher than the unreinforced Al6061. These results reflect those of Tee et al. [29], who also found that increasing the volume percent of the TiB2 reinforcement did not result in a significant enhancement in the wear resistance of the composite.

Variation of wear resistance with weight percentage of TiB2
3.5 Worn Surface Analysis
An optical microscope was used to analyze the worn surface. The impact of TiB2 content on the morphology of the worn surface of the Al6061-TiB2 AMC is shown in Fig. 15. Parallel grooves are seen on the worn surfaces. It seems like the wear mode is abrasive. When the TiB2 particle concentration is increased, the plastic deformation and the groove depth at the borders of the grooves decrease. Several cutting marks and delamination can be seen on the worn surfaces of the Al6061-0% TiB2. The inclusion of TiB2 particles provides resistance to the cutting action of counterface asperities and decreases the rate of wear.

Microstructure of worn surface of Al6061 and its composites
4 Conclusion
The main goal of the current study was to determine the effect of adding TiB2 to the Al6061 matrix. Different weight percentages of TiB2 particles were added to the Al6061 alloy including 0, 1, 3, and 5 wt.%. The following conclusions can be drawn from the present study:
-
1.
The presence of TiB2 particles in Al6061 increases its hardness and tensile strength.
-
2.
The tensile strength is increased by about 79.54% at 5% as compared to the base alloy.
-
3.
The addition of TiB2 particles in Al6061 increases the wear resistance of the material by about 50%. In addition, the wear results reveal also that the relationship between the wear rate and the quantity of TiB2 is not linear, due to the bonding between the particles and casting defects.
References
Suragimath P K, and Purohit G K, IOSR J Mech Civ Eng 11 (2014) 13.
Mahesh Kumar V, and Venkatesh C V, Mater Today Proc 5 (2018) 2466.
Elanchezhian C, Ramnath B V, Ramakrishnan G, Rajendrakumar M, Naveenkumar V, and Saravanakumar M K, Mater Today Proc 5 (2018) 1785.
Kumar S H, Suman K N S, Sekhar S R, and Bommana D, Mater Today Proc 5 (2018) 23743.
Hynes NRJ, Sankaranarayanan R, Tharmaraj R, Pruncu CI, Dispinar D, J Brazilian Soc Mech Sci Eng (2019) 41.
Pastuszak P D, and Muc A, Key Eng Mater 542 (2013) 119.
Vencl A, Bobic I, Arostegui S, Bobic B, Marinković A, and Babić M, J Alloys Compd 506 (2010) 631.
Toptan F, Kilicarslan A, Kerti I, In: Mat Sci Forum (2010) p 192.
Lakshmi S, Lu L, and Gupta M, J Mater Process Technol 73 (1998) 160.
Kumar A, and Kumar P, Int J Sci Eng Res 6 (2015) 1234.
Gireesh C H, Prasad K G D, and Ramji K, J Compos Sci 2 (2018) 1.
Veeresh Kumar G B, Rao C S P, and Selvaraj N, J Miner Mater Charact Eng 10 (2011) 59.
Mavhungu S T, Akinlabi E T, Onitiri M A, and Varachia F M, Procedia Manuf 7 (2017) 178.
Sivananthan S, Ravi K, and Samson J S, Mater Today Proc 21 (2020) 968.
Sulima I, Perek-Nowak M, Jaworska L, and Wyżga P, J Achiev Mater Manuf Eng 48 (2011) 52.
Munro R G, J Res Natl Inst Stand Technol 105 (2000) 709.
Christy T V, Murugan N, and Kumar S, J Miner Mater Charact Eng 9 (2010) 57.
Suresh S, Moorthi N S V, Selvakumar N, and Vettivel S C, J Balk Tribol Assoc 20 (2014) 380.
Gupta M, Gangil B, Ranakoti L, Ind Eng J 13 (2020).
Suresh S, and Moorthi N S V, Procedia Eng 64 (2013) 1183.
Panwar N, and Chauhan A, Mater Today Proc 5 (2), (2018) 5933.
Soliman N F, Ramadan D O, and Yagoob J A, Int J Eng Trans B Appl 34 (2021) 2021.
Mohammed J K, Gardi R H, and Ramadan D O, Zanco J Pure Appl Sci 32 (2020).
Dhokey N B, and Rane K K, Adv Tribol 2011 (2011) 1.
Banoth R, Mukt Shabd J (2020) 342.
Zhang Z, and Chen D L, Mater Sci Eng A 483–484 (2008) 148.
Mandal A, Chakraborty M, and Murty B S, Wear 262 (2007) 160.
Hutchings IM, Tribology: friction and wear of engineering materials. (1992).
Tee K L, Lu L, and Lai M O, Wear 240 (2000) 59.
Acknowledgements
The researchers would like to express their deepest appreciation to Mr. Nooruldeen F. Soliman and Mr. Asad Mohamad at the Northern Technical University in Kirkuk, Iraq, for their efforts and help in conducting this work. The researchers would also like to thank the Erbil Polytechnic University in Erbil, Iraq, for providing technical support for this study.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Hassan, K.H., Ramadan, D.O. Experimental Investigation of the Mechanical Properties and Tribological Behaviour of Al6061 Enhanced by TiB2 Particles. Trans Indian Inst Met 76, 1625–1633 (2023). https://doi.org/10.1007/s12666-023-02874-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-023-02874-9