
Abstract
Modern and future power plants will use more complex materials to withstand the higher steam temperatures and pressures as well as thermal cycling. As such, dissimilar metal welds (DMWs) will be more widespread in new design than before and will need to demonstrate resistance to combinations of severe creep, corrosion/oxidation, and low cycle fatigue. The DMWs between different steels or alloys are an underestimated topic. Experienced and documented premature failures reveal the criticality of DMWs. This study focused on the DMWs between 9Cr martensitic creep strength enhanced ferritic steels and advanced austenitic stainless steels. Two collaborative projects related to 18%Cr and 25%Cr austenitic creep resisting stainless steel delivered data concerning base metal characterization and weldability of similar and dissimilar welding. The specific features of dissimilar welding are further approached in more detail in this analysis. Two main methodologies, i.e., direct welding and buttering techniques using different filler metals were investigated and characterized via uniaxial creep rupture testing and metallographic examination particularly focusing on the fusion line carbide formation and morphology. For the limited exposure times of 10 kh in this project, the results show that aligned and coarse type I carbide formation is occurring at the 9Cr fusion line between A617 type weld metal. The selection of P87 or A82 type filler metals demonstrated isolated to partly aligned carbides, respectively, at the fusion line. To mitigate the risk to corrosion and achieve a marginal increase in creep performance, buttering techniques are recommended.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
State-of-the-art for fossil-fired UltraSuperCritical Power Plants (USC PP) with efficiencies close to 50% is the 600 °C technology using steam parameters up to 620 °C and 300 bar. The main driving force for these developments is the reduction of CO2 emission via increased efficiency and potential co-combustion. It must be noted that the increase in steam temperature is thereby not limited to USC PP but is also applied in advanced Heat Recovery Steam Generators (HRSG’s), Generation IV Nuclear Power Plants (NPP), and Concentrated Solar Power (CSP) concepts. It is clear that new advanced materials had to be developed to cope with the extreme steam conditions. Today’s market-driven power plants need high levels of availability, reliability, and flexibility. Hence, materials must outperform in severe conditions, and it becomes obvious that low alloys are superseded by more complex alloys.
Superheater/reheater systems in USC PP are designed for temperatures far above 600 °C, requiring high creep rupture strength, resistance to low cycle fatigue, and to corrosion/oxidation. The current design temperatures of 650 °C are above the maximum allowable operating temperatures for martensitic steels and, as a consequence, stainless steel or nickel-based alloys have to be used. Advanced austenitic stainless steels such as X10CrNiCuNb18-9-3 (Super304HCu/DMV304HCu) and X6CrNiNbN25-20 (HR3C/DMV310N) have been developed to fulfill this role [1–3].
The selection of these advanced austenitic stainless steels mandates a specific need to address the issue of dissimilar metal welding (DMW) because modern 600 °C power plants also use components made from low alloys and martensitic steels. As such, connections in the boiler where martensitic steels have to be welded to austenitic stainless steels are numerous (Table 1). The design and location of these DMWs also need a specific approach particularly to address avoidance of critical areas of high stress.
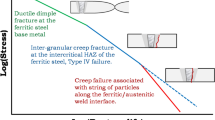
The welding of dissimilar metals, however, is always a challenge. Differences in mechanical/physical properties, creep rupture strength, and oxidation/corrosion resistance as well as microstructural instabilities need to be considered. Especially in the case of martensitic/austenitic DMWs, the inherent difference in thermal expansion as well as carbon migration effects caused by the strongly differing Cr contents can affect the life expectancy of the DMWs. Cycling resulting from a market-driven demand for energy may cause these welds to be susceptible to thermomechanical fatigue cracking mechanisms [4].
There are a number of practical solutions for welding martensitic/austenitic DMWs. Connections can be made by direct welding using Ni-based filler metals (e.g., FM A/82/182/617) or specially designed 9%Cr filler metals (EPRI P87) and including a Post Weld Heat Treatment (PWHT). As an alternative, martensitic components can be buttered first using Ni-based filler metals (e.g., FM type A/82/182/617) or P87, PWHT’ed and then welded to the austenitic component without further PWHT. After buttering, a PWHT is applied either as a tempering or as a full normalizing and tempering heat treatment. Otherwise, transition pieces in Ni alloys (e.g., A617) can be used avoiding a martensitic/austenitic stainless steel DMW. Finally, flanged connections are considered where possible but require an in-depth approach concerning material selection for bolts and gaskets in such a high pressure/temperature application.
Ni-based filler metals are recommended for DMWs for their metallurgical compatibility, intermediate creep rupture strengths, and high ductility as well as for their intermediate thermal expansion coefficient. Ni-based filler metals restrict the carbon migration inherent to the Cr content differences of both components due to the lower solubility and diffusion coefficient [5]. However, a very thin Cr carbide layer (type I) formed at the fusion line of the martensitic component may initiate micro-voiding and premature creep failures [6]. Using a Ni alloy transition piece does not avoid this phenomenon. In this case, a thin carbide layer may form at the martensitic side after PWHT or in service.
In this project, the opportunity has been taken to select recently developed P87 (EPRI/Metrode/EuroWeld) Ni-based filler metals [7–9]. The main criteria for selecting this filler metal are the closely matching coefficient of thermal expansion and the matching C/Cr level related to the 9Cr steels. This results in a much lower stressed area at the martensitic side of the DMW as well as the potential avoidance of carbon migration and formation of detrimental type I carbides at the interface. Also the fact that P87 contains only low levels of Al and Ti, compared to e.g., A617, prevents the weld from a precipitation hardening mechanism in service. In view of these advantages, P87 tends to be a promising filler metal for DMWs.
2 Experimental procedure
Two collaborative research projects, initiated and managed by the Belgian Welding Institute (BWI) and Engie Lab-Laborelec [10, 11], focused on the characterization of the major properties of advanced stainless steel tubes DMV304HCu, DMV310N, and HR3C as well as the assessment of weldability related to similar and dissimilar welding. The mechanical characteristics of the base metals have been determined at room and high temperature using (hot) tensile testing and uniaxial isothermal creep rupture testing. Thermal simulations (single and multi-cycle) were performed for the weldability assessment followed by reheat cracking and hot ductility testing.
In the abovementioned research projects, two common fabrication processes for DMWs were selected, i.e., direct welding and buttering techniques.
Welding procedures were qualified according to the European Standards (EN ISO 15614-1), and welds were characterized using conventional mechanical testing including metallographic examination and uniaxial isothermal cross-weld creep rupture testing.
Afterwards, more extensive microscopic (SEM) examination has been performed on specific fusion line (FL) features, i.e., carbide formation (type I/II). The fusion line investigation related to carbide morphologies and type is performed using SEM/EDS JEOL JSM-6490LV equipment and Oxford Inca software.
The chemical composition of the advanced austenitic stainless steel tubes is given in Tables 2 and 3. The chemical composition of the Grade 92 tube is given in Table 4.
All test welds have been realized by a manual GTAW welding process. Three types of filler metals, i.e., A617, A82, and P87 were selected, and their chemical analysis is given in Table 5.
Two types of heat treatment have been applied: a tempering treatment (PWHT) at 740°–760 °C for 30 min and a renormalizing and tempering heat treatment at 1060 °C/20 min and 780 °C/60 min, respectively.
Uniaxial isothermal cross-weld creep rupture testing has been conducted for direct welding at 625 °C and stress levels of 160, 140, 105, and 80 MPa. For buttering techniques, uniaxial isothermal cross-weld creep rupture testing has been conducted at 625 °C and stress levels of 155, 138, 119, and 80 MPa. First creep rupture tests have been run at a stress level of 160 or 155 MPa and later changed to 140 or 138 MPa, respectively, for reasons explained further in this paper (see par. 3.1 and 3.2). Creep rupture tests have been performed on EHS and ATS creep machines. The specimen with gauge section diameters of 3.0 and 5.0 mm is uniaxially loaded by deadweight or a cantilever deadweight and heated by a three-zone furnace. Specimen temperature is measured by thermocouples type N and S. Creep strains are measured using continuous strain monitoring or after final rupture.
3 Results
3.1 Direct welding
The DMW Grade 91/92 to advanced austenitic stainless steels by direct welding is of particular interest. It is the most applied type of DMW in the 600 °C USC concept.
Creep rupture testing, provided by the BWI and Engie Lab-Laborelec project, shows the resulting creep strengths (see Table 6). Selecting the appropriate stress levels for target durations of 10 kh presented some difficulty as no relevant data were available in open literature. The initial set-up was targeting creep rupture times of 1000, 3000, and 10.000 h. First creep tests at 160 and 140 MPa, however, resulted in early failures not representative for the failure mechanism under investigation. As a result, stress levels had to be adapted to 105/80 MPa during the course of testing, and consequently, part of the results is not fully interchangeable.
A617 filler metal shows a characteristic FL fracture location (Fig. 1) at the stress level of 105 MPa where P87 filler metal presents a typical expected type IV fracture (Fig. 2) in the T92 HAZ being the weakest area of the compound. As such, the advantages regarding P87 claimed by EPRI [7–9] seem to correlate with the current results.

DMV304HCu/T92-A617 (105 MPa/625 °C)

DMV304HCu/T92-P87 (105 MPa/625 °C)
Based upon the creep test results of direct welding (see Table 6), filler metal P87 is recommended compared to A617 both from the standpoint of creep strength and fracture location. In the DMV310N/HR3C creep testing program regarding direct welding (see Table 6/Fig. 3), comparable results at 625 °C/105 MPa regarding creep strength and fracture location were observed for A82 and P87 filler metals. At the stress level of 80 MPa, there is a substantial difference between the rupture times of P87 and A82 (5329 vs. 7311 h).

Creep rupture testing results DMW 304HCu/T92, HR3C/T92, and 310N/T92 (direct welding)
3.2 Buttering techniques
In the research projects, buttering technique (min. three layers) is applied only on DMWs involving DMV304HCu by selecting two filler metals, i.e., A617 and P87. After buttering, a heat treatment (PWHT) was performed either by conventional tempering (760 °C/30 min.) or renormalization and tempering (1060 °C/20 min.−780 °C/60 min.). The final weld after buttering remained in the as welded (AW) condition. Creep rupture testing at 625 °C (see Table 7/Fig. 5) was initially conducted at three stress levels: 155, 138, and 119 MPa.
Due to lacking published data in open literature for these specific DMWs, it was experienced during the course of the project that the stress level of 119 MPa was too high to give creep rupture at the targeted rupture time of about 10 kh. Therefore, the stress level for the other planned creep tests (10 kh) was reduced to 80 MPa. The forced change in stress level, however, makes it more difficult to compare test results to each other as also an effect on the fracture location is expected.
The buttered A617 DMW was not tested at 80 MPa due to reasons explained and as such cannot be compared. At comparable creep testing conditions (80 MPa/625 °C and >3000 h) for direct welding and buttering techniques, it can be stated that P87 buttered welds demonstrate higher creep strength both in the tempered and renormalized and tempered condition. The relatively large difference in rupture times between 7654 h (buttered and tempered) and 5329 h (direct welding and tempered) might be influenced by small differences in chemical composition and heat treatment of the T92 tubes used and/or the somewhat higher selected holding temperature during PWHT (760 °C i.s.o. 740 °C) after buttering. Slightly, better results (8457 h) were obtained for the renormalized and tempered condition (Fig. 5). The fracture locations were similar for all test cases, i.e., T92 (FG) HAZ except for the renormalized and tempered condition where fracture occurred in the FL (Fig. 4). This can be explained by the effect of the renormalizing and tempering heat treatment which restores the microstructure at the initial HAZ (T92) and changes fracture location back to the FL. The expected fracture location for these types of DMWs, however, is via type IV cracking. It makes the renormalizing and tempering heat treatment a less optimal choice (Fig. 5).

P87-buttered DMW 304HCu/T92 renormalized and tempered—80 MPa/625 °C and 8457 h

Creep rupture testing results of DMW 304HCu/T92 (buttering)
3.3 Fusion line investigation
The fusion line investigation focused on carbide formation (type I/II) at the fusion line between T92 and the filler metal type used for welding. Only specimens that were creep rupture tested or thermally aged with times equal or above 3000 h were investigated. This is due to the required time to form and grow carbides [12] as well as the limited resolution of SEM analysis.
More detailed investigation (SEM) [13] on FL type I carbide formation between A617, A82, and P87 filler metals showed a difference in type I carbide morphologies as can be seen from Figures 6, 7, 8 and 9. Type II morphology carbides, characterized by a wide band of fine dispersed carbides and beneficial to cracking, have not been observed. This might probably be due to the low heat input welding process which did not allow sufficient dilution during the weld cycle. They are also more typical for DMWs using stainless steel filler metals [12, 14].

Specimen A—DMV304HCu/T92/P87 filler, thermally aged (3000 h)
The results at 3000 h (specimens A, B, and C Table 8) show aligned carbides for fusion lines in DMWs using A617 filler metals (Fig. 7). This correlates well with creep rupture testing results failed in the fusion line (Fig. 1). The DMWs using P87 and A82 type filler metals reveal isolated and partly aligned carbides, respectively, along the fusion lines (Figs. 6 and 8). Although the composition measured by EDX (single spectra) is only semiquantitative, there seems to be also a differentiation in compositional elements between the carbides of P87 and A617/A82 type filler metals as can be seen in Table 9 Table 10. The fusion line carbides for P87 are W-Cr-Mo enriched while for A617/A82 rather Cr-W-Mo enriched.

Specimen B—DMV304HCu/T92/A617 filler, thermally aged (3000 h)

Specimen C—DMV310N/T92/A82 filler, direct welding and tempering (105 MPa at 625 °C/3005 h)
The results at 7000 h (specimen D and E Table 9) for P87 and A82 type filler metals show isolated carbides for P87 but partly aligned for A82 (Fig. 9). The compositional difference in carbides is more pronounced between the different types of filler metal demonstrating P87 differs from A617/A82 in the long term.

Specimen D (left)—DMV304HCu/T92/P87-buttered-80 MPa at 625 °C/7654 h and Specimen E (right)—DMV310N/T92/A82-direct welding-80 MPa at 625 °C/7311 h
The P87 specimen D fusion line carbides tend to be more enriched in W than those using A617/A82. The W enrichment was not found so far in DMW research but could be explained by the lack of Ti and lower levels of Cr/Nb in the chemical analysis of P87 compared to A617/A82. Both Ti and Nb are strong carbide forming elements and compete with W available from the T92 base metal side.
3.4 Creep ductility
Low up to very low total strain at rupture (<3%) and creep ductilities (RA%) have been observed after creep rupture testing (see Table 11).
It looks like the buttering techniques are more ductile than the direct welds at least for the tempered DMWs. The results for the renormalized and tempered buttering technique are rather of a low level. It must be noted that differing stress levels might have influenced creep behavior. A lower range of creep ductility was also noted in the collaborative research between DMV304HCu and DMV310N/HR3C similar welds (45.3–54.7% vs. 19.3–25.4%) at 177 MPa/650 °C. The majority of the fracture locations in that case were situated in the base metal (T92).
4 Discussion
A617 base and weld metals are relaxation and hot cracking sensitive which makes them, although characterized by high creep strengths, the least valuable option for DMWs. It must be noted, although, that tube dimensions are normally not characterized by high levels of residual stress and, as a consequence, less susceptible to relaxation cracking. However, relaxation cracking depends on a wide range of external parameters which create local stress states that can initiate the mechanism. Here, header-tube connections are certainly more susceptible than tube butt welds in loose SH/RH bundles.
On the other hand, the high creep strength of A617 (overmatching relative to the T92 parent metal) may further concentrate creep strain especially in the T92 fusion line and HAZ. Additionally, and as the microstructure in the A617 evolves in-service or during a conventional PWHT, there is expected to be significant secondary hardening (gamma prime) which will invariably exacerbate the beforementioned phenomenon. Aging results at 3000 h/625 °C conducted in the collaborative research projects [15] revealed an extreme hardening for direct welds using A617 filler metals. This underscores the concern that strains during creep/high temperature exposure will be concentrated in the fusion line region.
Direct welding requires a PWHT at 740–760 °C. The effect of a PWHT on austenitic steels, however, is by sensitization in the temperature range of about 450–850 °C. In the research projects, it has been observed that these advanced austenitic stainless steels rapidly sensitize. It means that Cr depletion occurs at grain boundaries resulting in potential intergranular corrosion mechanisms. Although sensitization will occur naturally after long-term exposure at service temperatures, it renders the welds at an early stage particularly sensitive to abnormal conditions which might be the case during commissioning, incidents, repairs, co-combustion, or transients. As such, intergranular corrosion and polythionic acid or chloride-induced SCC are potential risks. These cracking mechanisms have been experienced in an early stage of operation. As a consequence, specific precautions and attention need to be taken for avoiding any incident or contamination of the water/steam cycle quality.
The research focusing on the fusion line formation of type I carbides, responsible for premature cracking in the FL, reveals that formation of aligned coarse carbides is possible when using A617 filler metals for both buttered and direct welds (Fig. 7). The fact that these type I carbides are not isolated, as is the case for P87 (Figs. 6 and 9), can promote creep cracking in the FL.
Long-term creep rupture testing involving durations in the order of 30 kh is important to underpin life assessment approaches for DMWs. It is clear that in practice and as shown in this study that both temperature and stress play an important role in the time to failure and the failure location. Selection of these conditions is a compromise between the higher creep properties of the advanced austenitics compared to the martensitic steel. Due to the relatively short durations (10 kh), the effect of thermal aging under stress (creep) is not fully demonstrated. Extrapolations are necessary for lifetime assessments but, as such, take no microstructural instabilities into consideration.
On the other hand, creep rupture stress levels show a larger impact on the test results. High stresses could shift the fracture locations from the T92 HAZ for stresses below 140 MPa towards the T92 base metal for stresses above 140 MPa, as observed by other researchers [12, 16]. It is generally accepted that stress levels should be selected below the 140 MPa level. In the course of the research projects, the most suitable stress level for the DMWs within the planned durations (10 kh) appeared to be 80 MPa.
LCF testing is not carried out in the projects unless a trial high temperature creep-fatigue test on a DMV304HCu/T92-P87 direct welded DMW. This trial fatigue test showed significant reduction in life (factor 4!) [10]. Further LCF component testing should give insight in the thermomechanical behavior of the welds as LCF testing remains an unavoidable tool for the assessment of DMWs in cycling operating condition.
Creep test results on DMW direct and buttered welds have shown very low elongations (total creep strains) at rupture, i.e., from 0.7 up to 2.2%. It is important to take these low elongations into consideration, while creep damage prior to failure will not be preceded by a high degree of plastic deformation. Creep ductilities (RA%) ranging from 2.2 to 18.8% were measured for direct and buttered renormalized and tempered DMWs compared to a range from 24.8 to 30.7% for the buttered and tempered DMWs. It means that the strains of the DMW compound, induced by primary axial creep stress and thermal stress originating from the differential thermal expansion, are localized in the narrow (and weak) areas of the low alloy (T92) FGHAZ or FL.
5 Conclusion
The collaborative research projects on advanced stainless creep resisting steels provided several fundamental data on the behavior of DMWs as well as similar welds and base metals. Using different techniques and filler metals, it was possible to obtain an overview of the actual available methodologies.
The DMWs between martensitic and advanced austenitic stainless steels are an underestimated topic. Experienced and documented premature failures demonstrate the criticality of DMWs. Therefore, it is required to locate DMWs in design at areas of low stress and to avoid dissimilar wall thickness. On the other hand, the most recommended methodology for welding needs to be applied.
Based upon the results obtained and the current knowhow on DMWs related to tube welds by manual GTAW between martensitic and advanced austenitic stainless creep resisting steels, the following recommendations can be defined:
-
Use of A617 filler metal is to be avoided due to its risk of potential premature creep failure resulting from type I carbide formation at the fusion line.
-
Buttering by P87 followed by a tempering PWHT is recommended above direct welding from the standpoint of improved creep rupture strength and creep ductilities. Other advantages of buttering techniques are that the critical areas (T92 HAZ) are welded while little restraint is present and afterwards stress relieved (PWHT) before the final weld is carried out. It must be realized, however, that buttering particularly for tube welding needs mechanization and as a consequence is a more expensive, complex, and time-consuming fabrication process.
There remains in the industry and in the literature an overall insufficient amount of data to support key activities like life assessments, since a relevant database with statistically significant trends is vital to underpin assessment methodologies. Although the project results, however, are based upon relatively short durations of thermal aging (3000 h) and creep rupture testing (10 kh), there are a number of initial conclusions to support the industry regarding fabrication of DMWs. For example, the importance of selecting the most suitable filler metal has been demonstrated. The P87 type filler metal, so far, confirms the earlier findings in EPRI research [7–9] and BWI/Engie Lab projects [10, 11]. A82 filler metals might be a valuable alternative, but at longer holding times, the fusion line seems to evolve in more aligned fusion line carbides. To confirm long-term microstructural evolution that will reinforce some of these basic recommendations and in future enable proper life assessment, longer-term tests in accordance with typical European norms (i.e., cross-weld testing to 30 kh) are recommended.
References
Salzgitter Mannesmann Stainless Tubes-Boiler Grade DMV304HCU
Salzgitter Mannesmann Stainless Tubes-Boiler Grade DMV310N
Iseda A, Okada H, Semba H and Igarashi M (2008) Long-term creep properties and microstructure of Super304H, TP347HFG and HR3C for advanced USC Boilers, 5th Int. Conference on Advances in Materials Technology for Fossil Power Plants, 3–5 October
Friedmann V and Siegele D, Damage behavior of nickel-based transition welds under cyclic thermomechanical loading, Materials at High Temperatures 27 pp. 35–43
Penso JA, Belanger P - Mitigating failures in ferritic-austenitic dissimilar metal joints in petrochemical industry, ASME PVP 2013 (PVP2013–97550)
Omar A (1998) Effects of welding parameters on hard zone formation at dissimilar metal welds, AWS Welding Journal pp. 86 s–93 s
Siefert JA, Sanders JM, Tanzosh JM, Newell WF Jr and Shingledecker JP, Development of EPRI P87 solid wire, Materials at High Temperatures 27 pp. 243–252
Siefert JA, Tanzosh JM, Shingledecker JP and Newell WF Jr (2011) EPRI P87: a promising new filler metal for dissimilar metal welding, AWS Welding Journal pp. 30–34
Shingledecker J, Coleman K, Siefert J, Tanzosh J and Newell W, High-temperature performance of a new nickel-based filler metal for power generation applications
BWI—new generation austenitic steels X10CrNiCuNb18-9-3 (Super 304H/DMV304HCu/TX304HB)—weldability and high temperature properties—technical report
BWI—new generation austenitic steels X6CrNiNbN25-20—technical report (in progress)
DuPont JN, Microstructural evolution and high temperature failure of ferritic to austenitic dissimilar welds, Int Mater Rev 2012 (57) No 4 pp. 208–234
KULeuven Master Thesis—Faculty Engineering Technology—Dissimilar metal welds-impact of type I/II carbides on creep life” (Academic Year 2014–2015)
Roberts DI, Ryder RH and Viswananthan R (1985) Performance of dissimilar welds in service – J Press Vessel Technol Vol. 107 pp. 247–254
Vekeman J, Huysmans S and De Bruycker E (2014) Weldability assessment and high temperature properties of advanced creep resisting austenitic steel DMV304HCu – Welding in the World Vol. 58 pp. 873–882
EPRI TR 1019786 December 2011, Repair methods for dissimilar welds-development, weldability and properties of EPRI P87 solid wire filler metal [2920]
Acknowledgements
The authors would like to thank the Federal Government Department Public Services Economy and Engie for their financial support of the pre-normative research projects. Also, the industrial partners are gratefully acknowledged: NSSMC, Saltzgitter Mannesmann Stainless Tubes, Vallourec & Mannesmann Tubes, Böhler Welding Group (Soudokay), Metrode for delivering base material and filler metals, Cockerill Mechanical Industries, Stork Technical Services, Cofely Fabricom GDF Suez, VCL for welding, AIBVinçotte for nondestructive examination, and SIRRIS for chemical analysis.
Special thanks to Mr. M. Neyens (student at KUL University Leuven-MSc Welding Engineering) and to Dr. Ir. F. Vos (materials consult/KUL) as the author and copromoter/reviewer, respectively, of the Master thesis which supplied valuable input for the project.
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission XI - Pressure Vessels, Boilers and Pipelines
Rights and permissions
About this article

Cite this article
Huysmans, S., Vekeman, J. & Hautfenne, C. Dissimilar metal welds between 9Cr creep strength enhanced ferritic steel and advanced stainless steels—creep rupture test results and microstructural investigations. Weld World 61, 341–350 (2017). https://doi.org/10.1007/s40194-016-0414-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-016-0414-9