
Abstract
This study has been presented with mechanical properties of aluminum matrix composites, reinforced by SiO2 nano-particles. The stir casting method was employed to produce various aluminum matrix composites. Different composites by varying the SiO2 nano-particle content (including 0.5 and 1 weight percents) and two dispersion methods (including ball-milling and pre-heating) were made. Then, the density, the hardness, the compression strength, the wear resistance and the microstructure of nano-composites have been studied in this research. Besides, the distribution of nano-particles in the aluminum matrix for all composites has been also evaluated by the field emission scanning electron microscopy (FESEM). Obtained results showed that the density, the elongation and the ultimate compressive strength of various nano-composites decreased by the presence of SiO2 nano-particles; however, the hardness, the wear resistance, the yield strength and the elastic modulus of composites increased by auditioning of nano-particles to the aluminum alloy. FESEM images indicated better wetting of the SiO2 reinforcement in the aluminum matrix, prepared by the pre-heating dispersion method, comparing to ball-milling. When SiO2 nano-particles were added to the aluminum alloy, the morphology of the Si phase and intermetallic phases changed, which enhanced mechanical properties. In addition, the wear mechanism plus the friction coefficient value were changed for various nano-composites with respect to the aluminum alloy.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Aluminum alloys and their composites, as light materials, have been known to be suitable materials with excellent properties, such as proper castibility, low density, good wear resistance and better thermal behavior [1, 2]. To improve these characteristics at higher temperatures, ceramic-reinforced aluminum matrix composites have been developed [3, 4]. Various nano-particles and micro-particles such as Al2O3 [3, 5,6,7], TiN [8], SiC [7, 9, 10], B4C [11,12,13], TiC [14] and SiO2 [15, 16] were used to make various aluminum matrix composites. Adding of ceramic particles into molten alloys has been developed to prepare such materials. This method possess some important advantages, such as the flexibility, the low-cost process, a wide selection of materials and the applicability to mass productions [3]. Therefore, liquid state fabrication methods like the stir-casting technique for aluminum matrix composites are usually used. In preparing composites by such methods, there are several factors that need necessary considerations. These requirements contain the difficulty of achieving a uniform distribution of the reinforcement material, the wettability between the matrix and reinforcement particles and the porosity in produced composites [10]. Besides, to provide a high level of mechanical properties of the used composite, good interfacial bonding between the dispersed phase and the liquid matrix should be obtained [5, 10]. In addition, parameters of the stir casting process such as the stirring temperature, the stirring speed, the stirrer blade angle and the stirring time, play effective roles in deciding the particle dispersion and the mechanical strength of composites [14].
Different dispersion methods were used to make composites by researchers. Akbari et al. [3] and Raju et al. [5] used the mixture of Al2O3 and Al powders as reinforcements, which were added to the aluminum melt. Powders were mixed by the planetary mill at 300 rpm for 2 h [3, 5]. Obtained results showed that such dispersion method could be beneficial to raise the compressive strength of composites [3]. Inegbenebor et al. [10] applied SiC particles of 2.5 wt%, which were pre-heated at the temperature of 1100 °C for 3 h. Their results represented that in this way, nano-particles distributed better in the matrix, which enhanced mechanical properties of composites. Juang et al. [15] indicated that the lowest porosity content of 1.04% and the highest hardness value were obtained, when the fly ash added to the aluminum matrix, which contained SiO2 and Fe2O3 particles and were pre-heated at 800 °C. It was noticeable that Raei et al. [11] added B4C particles in to the aluminum melt, without any pre-treatment. Their results demonstrated that by applying the high stirring speed of 700 rpm, the homogenous distribution of reinforcements in the matrix could be obtained. Salehi et al. [16] studied about microstructural and mechanical properties of Al–SiO2 nano-composite foams. Such porous specimens produced by an ultrasonic technique for better distribution of nano-particle reinforcement in the aluminum matrix.
As it can be seen in the literature review, there is no comparison between different dispersion methods for the nano-composite production. Besides, there was a lack of research about SiO2 nano-particles as the reinforcement particle in aluminum metal composites. Therefore, in this research, a comparative study of two dispersion methods for adding SiO2 nano-particles into the aluminum matrix, was performed. The content of SiO2 nano-particles was also another variable parameter, which would have influences on composite mechanical and physical properties. Microstructural evaluations of nano-composites were also done by the optical microscopy (OM) and the field emission scanning electron microscopy (FESEM). Then, mechanical properties and the tribological behavior of various nano-composites were investigated.
2 Materials and methods
The chemical composition (wt%) of primary ingots of the aluminum alloy was measured as Si: 12.5, Ni: 2.2, Cu: 2.4, Fe: 0.41, Mg: 0.74, Zn: 0.07, Mn: 0.03 and the aluminum was balanced. This aluminum alloy used in the automobile industry, especially for engine pistons. SiO2 nano-particles were added to the mentioned melt, to prepare various nano-composites. The used chamber was an electrical resistance furnace. After reaching to 800 °C, reinforcement particles in two weight percents of 0.5 and 1 were added to the aluminum melt. The melt was mechanically stirred for 2 min with a constant speed of 100 rpm, using a hot-work tool steel rod to ensure the homogeneous composition. It was noted that mechanical properties of composites were degraded with long stirring times, due to the formation of some undesired chemical compounds and the increase of the gas entrapment in the stir casting method [13]. The melt (with the weight of 0.5 kg) was finally poured into a permanent steel mold.
For a better dispersion of SiO2 nano-particles in the aluminum alloy matrix, two types of addition methods were used. The first type was a heat treatment process, which contained pre-heating of SiO2 nano-particles at 400 °C. It was found that higher pre-heating temperatures led to increase the chemical reaction possibility between SiO2 nano-particles and the aluminum melt [15]. It should be noted that in this research, this approach called as the pre-heating dispersion method. The second type was a mixing process, which contained mixing of SiO2 nano-particles (30 nm) with aluminum micro-particles (10 µm). In this step, a planetary ball-mill was used to mix these powders. The mixing time was about 1 h and purging of the argon gas into the ball-mill was done during the mixing time to avoid the agglomeration of particles [6]. The milling speed was about 200 rpm. It should be noted that in this research, this approach called as the ball-milling dispersion method. Details of various specimens can be found in Table 1.
Metallographic specimens were prepared by mechanical grinding with SiC papers up to the 2000 grit and polishing by the 0.3 µm alumina paste. The etching solution was the Keller’s etchant, which was used at the room temperature. The microstructure and the dispersion of SiO2 nano-particles for specimens were observed under the optical microscopy (OM) and the field emission scanning electron microscopy (FESEM), respectively. It should be noted that the transmission electron microscopy (TEM) was also utilized for checking the size of nano-particles. The X-ray diffraction (XRD) was used to detect various phases.
The Brinell hardness test was conducted under loading of 30 kg. The loading time was about 10 s. The diameter size of the ball was about 2.5 mm. Results of hardness testing were averaged from three measured values. The porosity amount in various samples was determined by comparing the measured density with that of their theoretical density, similar to others researches [3, 17].
Wear behaviors of composites were investigated using a pin-on-disk wear testing machine. Wear tests were done under the dry condition, according to the ASTM G99-95a standard [6] at 25 °C. The test was done for the constant distance of 500 m, under the normal load of 5 N, at the speed of 0.1 mm s− 1. The pin was made of steel, with the hardness of 64 Rockwell hardness number, with the diameter of 3 mm. Wear tracts of various specimens were studied under the scanning electron microscopy (SEM), to detect the related mechanism.
Compressive properties of all samples were determined based on the ASTM E9-89a standard [6]. The dimension of samples were 8 mm of the length (l) and 8 mm of the diameter (d), where the l/d ratio became 1. Specimens were subjected to the compression load, using a machine with the displacement rate of 0.1 mm s− 1. Macroscopic fractographs of all samples were also observed on the compressive fracture surfaces.
3 Results and discussions
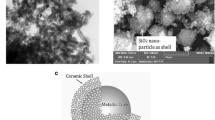
The TEM image of SiO2 nano-particles is presented in Fig. 1a, which showed that the average size of nano-particles was about 30 nm. Figure 1b represents that SiO2 nano-particles covered the surface of aluminum micro-particles, during the ball-milling process. In the case of mixing particles with different sizes, the Bouvard’s model revealed that fine reinforcement particles (SiO2) would cover the surface of coarse powders (aluminum) [3, 6]. Besides, other name of the related mixing model was the core–shell mechanism. Core–shell particles were the type of bi-phasic materials, which contained an inner core structure and an outer shell, produced by two different components [18]. The core material was aluminum micro-particles and the shell material was SiO2 nano-particles.

a The TEM image of SiO2 nano-particles and b the mixed powder of SiO2 nano-particle with aluminum micro-particles
Results of the microstructural analysis are revealed in Fig. 2. Figure 2a shows that the used aluminum alloy contained different phases. One phase was the matrix, which was called α-Al and was seen in the white-colored area. The second phase was Al–Si, which was distributed homogenously in the matrix, with the small size of the dendritic morphology. The third phase was the Si phase, which had the blocky form of polyhedral crystals plus the flake-shape morphology. It was noticeable that Al–Si piston alloys usually contained two types of Si phases: the plake-like Si and the coarse primary Si particle [19]. The other phase was Ni–Al, which was an intermetallic compound and was seen in the black-colored area. The last phase was Cu3Al, which was another intermetallic compound and was seen in the gray-colored area, in the small amount. Such phases were also reported by Han et al. [20]. It was noticeable that the existence of mentioned phases were detected by XRD pattern, as Fig. 3 shown. The XRD pattern showed that the dominated phase in the α-Al matrix was the Si phase according to peaks with the higher intensity with respect to other intermetallic phases.

OM images of various specimens including a sample No. 1, b sample No. 2, c sample No. 3, d sample No. 4 and e sample No. 5

XRD pattern for the used aluminum alloy (sample No. 1)

FESEM images of various specimens including a sample No.2, b sample No.3, c sample No.4 and d sample No.5
The morphology of the Ni-Al phase was similar to the script-like phase in some areas of the microstructure, as shown in Fig. 2b, d, when the SiO2 nano-particle content in composites was about 0.5 wt%. Such phase was also called as the Chinese script morphology [21]. When the SiO2 nano-particle content increased to 1 wt%, the shape of such phase changed to the flake-like morphology. Besides, the size of polyhedral crystals of Si decreased, when SiO2 nano-particles were added to the aluminum alloy. Consequently, it was found that the ratio of the diameter to the length was smaller for intermetallic phases and the Si phase, in various nano-composites, than that of the aluminum alloy. In other words, the shape of such phases was changed to flake-shape morphology. Such behavior was also seen in other research [22].
Microstructures of all nano-composites were examined with the FESEM equipment, which are shown in Fig. 4. The digits on such images showed the size of SiO2 nano-particles in some places.
FESEM images showed the homogeneous distribution for the precipitation of SiO2 nano-particles in the α-Al matrix, especially when the dispersion method was the pre-heating process. When the ball-milling method was chosen, SiO2 nano-particles were also dispersed well in the aluminum matrix; however, when the nano-particle content reached to 1 wt%, a certain degree of the agglomeration was seen. The size of the SiO2 nano-particle agglomeration in most places was remained under 100 nm. It was found that no clustering of fine reinforcing particles was seen for sample No. 5. In addition to the nano-particle content, the stirring time was also introduced to have the effective role on the dispersion of reinforcements [6]. In this research, the stirring time kept constant for all nano-composites. It was noticeable that Soltani et al. [9] indicated that the minimum stirring time (2 min) was necessary for ceramic particles to possess the acceptable wetting behavior and to be in contact with the melt, to form a strong bond with the matrix. In addition, it was found that longer stirring speeds and times resulted in higher reinforcement contents, in the composite microstructure [11]. Besides, adding SiO2 nano-particles to the aluminum melt could lead to generate the Al2O3 phase in matrix, through chemical reactions [15]. However, such phase was not seen in this article, due to the lower pouring temperature. It was noticeable that the energy-dispersive spectroscopy (EDS) result for sample No. 3 was also found in other research [2].
Results of measuring the porosity percentage for various specimens are presented in Table 2. The theoretical density of such aluminum alloy was about 2.8 g/cm3. Experimental measurements showed that all samples exhibited high relative densities with the value of higher than 95.85%. Such result was also reported by Weigelt et al. [23]. Sample No. 4 had the lowest porosity content, which was 17 percent higher than that of the aluminum alloy. The highest porosity content was related to sample No. 3, which was two times higher than that of the aluminum alloy, without any reinforcement agent. When the dispersion method was the pre-heating one, the density of nano-composites was higher, with respect to other nano-composites. Such event would be related to the better homogeneous distribution of SiO2 nano-particles in the matrix. Increasing the SiO2 nano-particle content from 0.5 to 1 wt% led to increase the porosity content, irrespective of the dispersion method. In general, various nano-composites had the higher porosity content than that of the aluminum alloy. It was noticeable that Akbari et al. [3] also showed that the porosity content of composites, with the presence of Al2O3 nano-particles, was more than that of the non-reinforced alloy. In addition, it is revealed that the stirring speed was the significant factor, which had the main influence on the porosity content in the stir casting method [12]; however, this factor was constant in this research.
FESEM images also showed that the mean pore size was about 200 nm for all nano-composites. The depth and the number of the porosity in sample No. 4 were lowest among other nano-composites. Such observations corresponded with results in Table 2. The presence of pores was related to gas bubbles, which were entrapped to the aluminum alloy during the solidification [6]. Such event was usually seen in other composites, which were made by the stir casting method [3]. It was noticeable that by changing the stirring time and the temperature, the shape and the amount of pores could be changed [9]; however, these two parameters were constant in this article. Besides pores, some micro-cracks were observed in the aluminum matrix, which could have important effects on mechanical properties of nano-composites. These micro-cracks had the higher length in nano-composites, with the dispersion method of the pre-heating one. Such cracks were also observed, when SiC [7] or TiO2 [24] nano-particles was added to the aluminum alloy.
Results of hardness measurements are listed in Table 3.
Nano-composites exhibited higher hardness values than that of the aluminum alloy. Hardness test results indicated the uniformity, throughout the composite, which confirmed the uniform distribution of nano-particles. The increase in the hardness value was due to the resistance of the ceramic nano-particles, under the applied force. The increase in the hardness value of nano-composites was about 2–15%, with respect to that of the aluminum alloy. The pre-heating process, as the dispersion method, was more effective than the other method in enhancing the hardness value. The highest hardness value (141 BHN) was related to sample No. 4, due to the lowest porosity content. Besides the length and the morphology of micro-cracks were also other factors, which would have effects on the hardness changes. By increasing the SiO2 nano-particle content from 0.5 to 1 wt%, the hardness value decreased irrespective to the dispersion method. It was found that the hardness value was 20.7% higher than that of the aluminum alloy, when the type of reinforcement particles was the Al2O3 phase [15]. It was noticeable that Reddy et al. [25] reported the increase in the reduced graphene oxide particle content (from 0.1 to 0.5%wt.), as the reinforcement agent, caused to increase in the hardness value of composites.
The effect of SiO2 nano-particles on wear properties of the aluminum matrix is also represented in Table 3. The wear rate was defined as the weight loss, divided by the applied force multiplied to the sliding distance. All nano-composites had better wear resistance, with respect to that of the aluminum alloy. The decrease in the wear rate was about 3–29 times, lower than that of the aluminum alloy, without any reinforcement. Nano-composites with the ball-milling dispersion method had the lower wear resistance, compared to those which were made by the other dispersion method. The increase in the SiO2 nano-particle content from 0.5 to 1 wt% led to lower wear rate for nano-composites, when the dispersion method was the ball-milling one. However, the inverse behavior was seen for sample No. 4 and sample No. 5. It was found that the particle size of reinforcements had the strong effect on the wear property of casted composites [7]. Thus, since the agglomeration of SiO2 nano-particles in sample No. 3 was more than that of sample No. 2, the wear rate decreased. No agglomeration was seen in the FESEM image of sample No. 5 and such observation led not to decrease in the wear rate, when the content of reinforcements increased from 0.5 to 1 wt%. It was found that the SiO2 nano-particle agglomeration caused to larger particles size of reinforcements and such event led to larger interfaces between nano-particles and the aluminum matrix. As a result, the larger stress would be transmitted from interfaces to particles [26] and the wear resistance increased.
Mean values of the friction coefficient for all samples were measured during the wear test and are represent in Table 3. The lowest value of the friction coefficient (0.21) was related to sample No. 4, in consistence with the wear rate result, the porosity content and the hardness value. Similar to wear rate results, when the SiO2 nano-particle content increased from 0.5 to 1 wt%, nano-composites with two dispersion methods had the inverse behavior, with respect to each other. The pre-heating dispersion method was effective than the other one, in lowering the friction coefficient value to about 25%. Such result showed that the reduction in the friction coefficient value was due to the uniform distribution of SiO2 nano-particles in the aluminum matrix. It was noticeable that the decrease of 35–40% in the friction coefficient value for composites with respect to the aluminum alloy was also reported, when SiC particles were reinforced in the matrix [27].
Comparing the friction coefficient value versus the wear distance for different specimens is seen in Fig. 5. As shown in Fig. 5a, when the content of SiO2 nano-particles was constant (1 wt%), the nano-composite with the dispersion method of ball-milling (sample No. 3) had the lower friction coefficient value, with respect to that of sample No. 5 and sample No. 1. It was found that the agglomeration of reinforcements by nano-particles was responsible for such behavior. Figure 5b also showed that, since the content of nano-particles was constant (0.5 wt%), the pre-heating dispersion method (sample No. 4) caused to lower friction coefficient value, compared to that of sample No. 2 and sample No. 1. For all samples, the friction coefficient value was periodically fluctuant in a small scale, along the wear tract. Such observation was also reported by Ma et al. [28]. In addition, at the beginning region of the wear distance, the friction coefficient value increased. This event was related to the delamination of worn surface layers, at weak sections. Then, separated layers were deteriorated by the cyclic shear force and generated wear debris on the worn surface. After passing of 50 m of the wear distance, changes in the friction coefficient value were almost constant. It was noticeable that Akbari et al. [6] reported increasing of the friction coefficient value by the presence of ceramic nano-particles, as the reinforcement agent in the aluminum matrix, with respect to that of the aluminum alloy. In that case, the Al2O3 nano-particle content was more than 1 wt%. As shown in Fig. 5c, for the ball-milling dispersion method, when the SiO2 nano-particle content increased from 0.5 to 1 wt%, the friction coefficient value decreased about 26%, with respect to sample No. 2. However, for the pre-heating dispersion method, the enhancement in the reinforcement content led to increase in the coefficient value, about 28% (Fig. 5d).

Curves of the friction coefficient value versus the wear distance, including effects of the dispersion method for a 1 wt% and b 0.5 wt% of SiO2 nano-particles and effects of the SiO2 nano-particle content for c the ball-milling dispersion method and d the pre-heating dispersion method (sample No. 1: aluminum alloy, sample No. 2 and No. 3: reinforced by ball milling, sample No. 4 and No. 5: reinforced by pre-heating)
SEM images of worn surfaces for all specimens, are shown in Fig. 6. The wear tract for the aluminum alloy without any reinforcement agent was widest (1.41 mm), due to the lowest hardness value. It was noticeable that mechanical properties of materials, especially the hardness, could influence the wear behavior; since the compressing force of the abrasive pin on the surface depended on the inherent resistance of material against deformation [29]. The adhesive layer plus shallow grooves and the delamination of layers were seen in the wear tract, as shown in Fig. 6a. The dominated wear mechanism of such specimen seemed to be the adhesive wear, in addition to micro-ploughing of the abrasive wear. Such mechanism was also seen in other researches [29,30,31]. It was noticeable that the adhesive wear usually occurred for the aluminum alloy [28].

SEM images of wear tracts for various samples; including a sample No. 1, b sample No. 2, c sample No. 3, d sample No. 4 and e sample No. 5
When ceramic nano-particles were added to the aluminum alloy, the wear mechanism changed. It was found that micro-cutting lines, running parallel to each other, were seen in the sliding direction for nano-composites, with the higher hardness, like sample No. 4 in Fig. 6d. These micro-cutting lines usually showed the relatively brittle behavior and as a result, more cracks, pores and the debris were formed in the wear tract [29]. The width of the wear tract decreased for nano-composites, with respect to the aluminum alloy. Such behavior indicated a localized damage. It was found that SiO2 nano-particles restricted the plastic deformation or the flow of the aluminum alloy, during sliding. This behavior led to increase the wear resistance of various nano-composites than that of the aluminum alloy. Since the regular shape of the wear tract in sample No. 4 was obviously observed, the wear resistance for such specimen was the highest one. However, in other nano-composites, the worn surface contained discontinuous shallow grooves and such observation led to increase the wear rate. It was noticeable that no deep scratches or galleys were seen on wear tracts of various specimens, after the wear testing. The dominated mechanism of the wear behavior for various nano-composites seemed to be micro-cutting of the abrasive wear, since the debris was seen in the wear tract of various nano-composites in different areas. Such mechanism was also reported by Ghosh et al. [30], when the reinforcement agent was SiC particles, in the aluminum matrix. Consequently, from SEM images of wear tracts (Fig. 6), it could be noted that the effect of the SiO2 nano-particle content and the dispersion method was not significant on the wear mechanism of nano-composites.
Various results of compression testing are depicted in Table 4. The error bars of values in all columns were about 1%. The aim of the compression test was to determine the response of different specimens, while the compressive load was applied on samples. Using such test, the compressive ultimate strength, the yield strength, the elongation, the toughness and the elastic modulus, among other mechanical parameters could be determined. It should be mentioned that the H/E parameter in Table 3 is the ratio of the hardness to the elastic modulus. This parameter had no unit, since the hardness and the elastic modulus were measured in the unit of GPa. The BHN unit was multiplied by 0.017 to converse to the unit of GPa.
All nano-composites failed at the lower stress, with respect to the aluminum alloy, by the internal damage. Weigelt et al. [23] reported that micro-cracks initiated in the matrix, surrounding particles, and such event was responsible for lowering the ultimate compressive strength. The presence of micro-cracks in the nano-composite microstructure, the flaky shape of the intermetallic phase, the Si phase and the porosity content also had effective roles for observing such behavior. It was found that the significant increase in the compressive strength of nano-composites could be attributed to various parameters, such as the grain refinement, the dislocation generation and the Orowan strengthening mechanism [32]. Besides, Nguyen et al. [32] used the secondary treatment of extrusion for lowering the porosity content. However, none of them were effective for increasing the compressive strength of nano-composites, with respect to the aluminum alloy in this article. In other words, the brittle fracture of nano-composites was due to strong interfacial bonding, between SiO2 nano-particles and the aluminum matrix. Although Chen et al. [8] reported that composites exhibited much higher values for the hardness, the compressive ultimate strength and the wear resistance, than those of the aluminum alloy. It was noticeable that the reinforcement particle were micro-particles and were added in 10 volume percent [8]. Despite the hardness and the tribological behavior, the higher compressive ultimate strength for nano-composites was not obtained with respect to that of the aluminum alloy, in this research.
Besides, the elongation percent of various nano-composites decreased, in comparison to the aluminum alloy, about 3–15%. However, the decrease in the elongation percent in nano-composites with the pre-heating dispersion method was higher than the other method. The decrease of 46% in the elongation of nano-composites with the ceramic reinforcement of WC, comparing to the aluminum matrix, was also reported by Ravikumar et al. [33]. Similar to elongation results, toughness values of nano-composites were lower than that of the aluminum alloy, about 6–24%. It was noticeable that the solid-solution process or the ageing treatment was usual treatments for lots of aluminum alloys, to increase mechanical properties [34]. Thus, the post treatment after the casting process could be suggested for arising such properties.
It could be observed that elastic modulus values of nano-composites increased about 2–7%, when 0.5 wt% of nano-particles was added to the aluminum alloy. Then, such property increased more to 7–14%, with the further increase of SiO2 nano-particles, up to 1 wt%. It was found that when WC nano-particles were added to the aluminum molten, such result was also reported [33]. In addition, yield strength values of nano-composites were higher than the aluminum alloy, about 2–20%. Such event showed that nano-particles could raise the strength of the aluminum matrix, in the elastic region due to higher energy bonds. As presented, the presence of SiC nano-particles in the aluminum matrix led to raise the yield strength value [35].
Comparing curves from the compression test for various specimens is presented in Fig. 7. As shown in Fig. 7a, b, when the reinforcement content was about 0.5 or 1 wt%, nano-composites with the dispersion method of ball milling revealed the higher compressive strength, with respect to that of other nano-composites. Such behavior could be attributed to the smaller length of micro-cracks in nano-composites by ball milling, which was discussed before in the microstructural part. Besides, the lower hardness of nano-composites by ball-milling could also explain such event. It was noticeable that the mechanical behavior of nano-composites usually depended upon the concentration and the particle size of the inorganic filler [36]. When the dispersion method was the ball-milling one, the increase in the reinforcement content caused to decrease the compressive strength, as shown in Fig. 7c. However, other nano-composites, which were made by the pre-heating dispersion process, showed the inverse behavior, against the increase in the SiO2 nano-particle content (Fig. 7d). In addition, the tensile strength of nano-composites increased, when the reinforcement content was higher than 1.5 wt% [5]. Consequently, the presence of SiO2 nano-particles led to reduce the ultimate compressive strength value, about 5–13%, with respect to the aluminum alloy.

Comparing curves from compression testing for various specimens, including effects of the dispersion method for a 1 wt% and b 0.5 wt% of SiO2 nano-particles and effects of the SiO2 nano-particle content for c the ball-milling dispersion method and d the pre-heating dispersion method (sample No. 1: aluminum alloy, sample No. 2 and No. 3: reinforced by ball-milling, sample No. 4 and No. 5: reinforced by pre-heating)
Images in Fig. 8 show the macroscopic fracture appearance, after the compression test, for various specimens. It could be found that the aluminum alloy had more macro-cracks, which their directions were different and some of them were normal to each other. However, macroscopic fracture images of nano-composites indicated that only one main crack was created with the angle of 45°. The apparent damage for sample No. 4 was excessive. There was one main crack, plus some secondary cracks. Therefore, comparing with results in Table 3, the ultimate strength value for such sample was the lowest one. It was found that the composites fracture was characterized by deep cracks, reported by Ravikumar et al. [33].

Macroscopic images of various samples after the compression test, including a sample No. 1, b sample No. 2, c sample No. 3, d sample No. 4 and e sample No. 5
It was noticeable that the wear rate was usually proportional inversely, with the hardness value [25]. Such relation was called the Archard’s wear equation [28]. According to this equation, when the material hardness value was high, the wear rate decreased. Besides, the ratio of the hardness to the elastic modulus (H/E) was a criterion for predicting the wear resistance [37]. It meant that when such ratio was high, the wear resistance would increase. Obtained results in Table 3 depicted that changes in the wear rate of various specimens were adapted with the H/E parameter. Therefore, for such nano-composites, when the H/E parameter was high, the wear rate decreased. Since the H/E parameter for sample No. 4 was the highest one, the wear rate value was the lowest value.
For such research topic, the heat treatment process could be utilized to obtain better mechanical properties. Since the amount of micro-cracks in nano-composites would decrease. This work would be reported in the further investigation.
4 Conclusions
In this study, SiO2 nano-particles were added to the aluminum alloy, via the stir casting method to fabricate various nano-composites. To evaluate effects of the dispersion method for adding nano-particles in the aluminum matrix, pre-heating and ball-milling approaches were performed. Mechanical properties of various nano-composites such as the hardness, compression and wear tests were carried out. Outstanding results could be summarized as follows:
-
The presence of SiO2 nano-particles in the aluminum matrix resulted in an increase in the hardness, the wear resistance, the elastic modulus and the compression yield strength, accompanied by a decrease in the ultimate strength, the elongation and the toughness.
-
The enhancement of the ceramic reinforcement content, from 0.5 to 1 wt%, led to increase in the porosity content. The ball-milling dispersion method caused to create more porosity content, with respect to that of the pre-heating process. Such behavior enhanced mechanical properties of nano-composites.
-
Microstructural evaluations showed better wetting of the SiO2 reinforcement in the aluminum matrix, with the pre-heating dispersion method, compared to the other process. Besides, the morphology of various phases in nano-composites changed with respect to the aluminum alloy.
-
Nano-composites exhibited much higher wear resistance than that of the aluminum alloy. The wear mechanism also changed from the adhesive wear plus the micro-ploughing, into the micro-cutting abrasive wear, when nano-particles were added. The friction coefficient value was lowest for the pre-heating process and 0.5 wt% of nano-particle.
-
The ratio of the hardness to the elastic modulus was the best criterion for predicting the wear resistance of various specimens.
References
R. Khorshidi, R. Mahmudi, A. Honarbakhsh-Raouf, Compressive creep behavior of a cast Al-15Mg2Si in situ composite. Mater. Sci. Eng. A 668, 112–119 (2016)
M. Azadi, S. Safarloo, F. Loghman, R. Rasouli, Microstructural and thermal properties of piston aluminum alloy reinforced by nano-particles, AIP Conference Proceedings, 1920, 020027 (2018)
M.K. Akbari, O. Mirzaee, H.R. Baharvandi, Fabrication and study on mechanical properties and fracture behavior of nano-metric Al2O3 particle-reinforced A356 composites focusing on the parameters of vortex method. Mater. Des. 46, 199–205 (2013)
M. Zeren, The effect of heat-treatment on aluminum-based piston alloys. Mater. Des. 28, 2511–2517 (2007)
P.R.M. Raju, S. Rajesh, K.S.R. Raju, V.R. Raju, Evaluation of fatigue life of Al2024/Al2O3 particulate nano composite fabricated using stir casting technique, Materials Today: Proceedings 4, 3188–3196 (2017)
M.K. Akbari, H.R. Baharvandi, O. Mirzaee, Nano-sized aluminum oxide reinforced commercial casting A356 alloy matrix: evaluation of hardness, wear resistance and compressive strength focusing on particle distribution in aluminum matrix. Compos. B 52, 262–268 (2013)
R. Singh, D. Podder, S. Singh, Effect of single, double and triple particle size SiC and Al2O3 reinforcement on wear properties of AMC prepared by stir casting in vacuum mould. Trans. Indian Inst. Met. 68, 791–797 (2015)
Y. Chen, D.D.L. Chung, In situ AI–TiB composite obtained by stir casting. J. Mater. Sci. 31, 311–315 (1996)
S. Soltani, R.A. Khosroshahi, R.T. Mousavian, Z.Y. Jiang, A.F. Boostani, D. Brabazon, Stir casting process for manufacture of Al–SiC composites. Rare Met. 36, 581–590 (2015)
A.O. Inegbenebor, C.A. Bolu, P.O. Babalola, A.I. Inegbenebor, O.S.I. Fayomi, Aluminum silicon carbide particulate metal matrix composite development via stir casting processing. Silicon 8, 1–5 (2016)
M. Raei, M. Panjepour, M. Meratian, Effect of stirring speed and time on microstructure and mechanical properties of cast Al-Ti-Zr-B4C composite produced by stir casting. Russ. J. Non-Ferr. Met. 57(4), 347–360 (2016)
M.K. Sahu, R.K. Sahu, Optimization of stirring parameters using CFD simulations for HAMCs Synthesis by stir casting process. Trans. Indian Inst. Met. 70, 2573–2570 (2017)
M. Khademian, A. Alizadeh, A. Abdollahi, Fabrication and characterization of hot rolled and hot extruded boron carbide (B4C) reinforced A356 aluminum alloy matrix composites produced by stir casting method. Trans. Indian Inst. Met. 70, 1635–1646 (2016)
J.J. Moses, S.J. Sekhar, Investigation on the tensile strength and micro-hardness of AA6061/TiC composites by stir casting. Trans. Indian Inst. Met. 70, 1035–1046 (2016)
S.H. Juang, L.J. Fan, H.P.O. Yang, Influence of preheating temperatures and adding rates on distributions of fly ash in aluminium matrix composites prepared by stir casting. Int. J. Precis. Eng. Manuf. 16(7), 1321–1327 (2015)
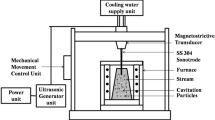
A. Salehi, A. Babakhani, S.M. Zebarjad, Microstructural and mechanical properties of Al–SiO2 nano composite foams produced by an ultrasonic technique. Mater. Sci. Eng. A 638, 54–59 (2015)
A.E. Nassar, E.E. Nassar, Properties of aluminum matrix Nano composites prepared by powder metallurgy processing. J. King Saud Univ. Eng. Sci. 29, 295–299 (2017)
A.V. Nomoev, S.P. Bardakhanov, M. Schreiber, D.G. Bazarova, N.A. Romanov, B.B. Baldanov, B.R. Radnaev, V.V. Syzrantsev, Structure and mechanism of the formation of core–shell nanoparticles obtained through a one-step gas-phase synthesis by electron beam evaporation. Beilstein J. Nano Technol. 6, 874–880 (2015)
F. Zainon, K.R. Ahmad, R. Daud, Effect of heat treatment on microstructure, hardness and wear of aluminum alloy 332. Appl. Mech. Mater. 786, 18–22 (2015)
L. Han, Y. Sui, Q. Wang, K. Wang, Y. Jiang, Effects of Nd on microstructure and mechanical properties of cast Al–Si–Cu–Ni–Mg piston alloys. J. Alloy. Compd. 695, 1566–1572 (2017)
J.A. Taylor, Iron-containing intermetallic phases in Al-Si based casting alloys. Proc. Mater. Sci. 1, 19–33 (2012)
M. Paramsothya, S.F. Hassan, N. Srikanth, M. Gupta, Enhancing tensile/compressive response of magnesium alloy AZ31 by integrating with Al2O3 nanoparticles. Mater. Sci. Eng., A 527, 162–168 (2009)
C. Weigelt, G. Schmidt, C.G. Aneziris, R. Eckner, D. Ehinger, L. Krüger, C. Ullrich, D. Rafaja, Compressive and tensile deformation behavior of TRIP steel-matrix composite materials with reinforcing additions of zirconia and/or aluminum titanate. J. Alloy. Compd. 695, 9–20 (2017)
Y. Afkham, R.A. Khosroshahi, S. Rahimpour, C. Aavani, D. Brabazon, R.T. Mousavian, Enhanced mechanical properties of in situ aluminum matrix composites reinforced by alumina nanoparticles. Arch. Civ. Mech. Eng. 18, 215–226 (2018)
K.S. Reddy, D. Sreedhar, K.D. Kumar, G.P. Kumar, Role of reduced graphene oxide on mechanical-thermal properties of aluminum metal matrix nano composites, Materials Today: Proceedings 2, 1270–1275 (2015)
J. Wang, L. Li, W. Tao, Crack initiation and propagation behavior of WC particles reinforced Fe-based metal matrix composite produced by laser melting deposition. Opt. Laser Technol. 82, 170–182 (2016)
K.K. Singh, S. Singh, A.K. Shrivastava, Comparison of wear and friction behavior of aluminum silicon carbide based aluminum metal matrix composite under dry condition at different sliding distance, Materials Today: Proceedings 4, 8960–8970, (2017)
S. Ma, E. Xu, Z. Zhu, Q. Liu, S. Yu, J. Liu, H. Zhong, Y. Jiang, Mechanical and wear performances of aluminum/sintered-carbon composites produced by pressure infiltration for pantograph sliders. Powder Technol. 326, 54–61 (2018)
A. Nieto, H. Yang, L. Jiang, J.M. Schoenung, Reinforcement size effects on the abrasive wear of boron carbide reinforced aluminum composites. Wear 390–391 228–235 (2017)
S.K. Ghosh, P. Saha, Crack and wear behavior of SiC particulate reinforced aluminum based metal matrix composite fabricated by direct metal laser sintering process. Mater. Des. 32, 139–145 (2011)
A. Pramanik, Effects of reinforcement on wear resistance of aluminum matrix composites. Trans. Nonferr. Met. Soc. China 26, 348–358 (2016)
Q.B. Nguyen, M. Gupta, Enhancing compressive response of AZ31B using nano-Al2O3 and copper additions. J. Alloy. Compd. 490, 382–387 (2010)
K. Ravikumar, K. Kiran, V.S. Sreebalaji, Characterization of mechanical properties of aluminum/tungsten carbide composites. Measurement 102, 142–149 (2017)
H.Y. Yue, B. Wang, X. Gao, S.L. Zhang, X.Y. Lin, L.H. Yao, E.J. Guo, Effect of interfacial modifying on the microstructures, mechanical properties and abrasive wear properties of aluminum borate whiskers reinforced 6061Al composite. J. Alloy. Compd. 692, 395–402 (2017)
A.P. Reddy, P.V. Krishna, R.N. Rao, N.V. Murthy, Silicon carbide reinforced aluminum metal matrix nano composites—a review, Materials Today: Proceedings 4, 3959–3971 (2017)
M.N. Hegde, P. Hegde, S. Bhandary, K. Deepika, An evaluation of compressive strength of newer nano-composite: an in vitro study. J. Conser. Dent. 14(1), 36–39 (2011)
M. Azadi, A.S. Rouhaghdam, Nano-mechanical properties of TiN/TiC multilayer coatings. Strength Mater. 46(1), 121–131 (2014)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Azadi, M., Zolfaghari, M., Rezanezhad, S. et al. Effects of SiO2 nano-particles on tribological and mechanical properties of aluminum matrix composites by different dispersion methods. Appl. Phys. A 124, 377 (2018). https://doi.org/10.1007/s00339-018-1797-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-018-1797-9