
Abstract
Jute/polylactic acid (PLA) composite is of special interest because it is entirely from renewable resources with high mechanical properties. Thus, it could be a more eco-friendly alternative to the conventional wood-based panels made of formaldehyde resin which is asserted to be carcinogenic. Yet the water affinity of the natural fibres and susceptibility of polylactic acid towards hydrolysis raise a question about the water resistance of such composites in service condition. In this work, the water absorption behaviour of jute/PLA composites, jute/maleated polypropylene was investigated with regard to interior applications following the standard test method in accordance to ISO 16983:2003 ‘Wood-based panels—determination of swelling in thickness after immersion in water’ and compared to standard of wood-based panels. Untreated and treated jute/PLA composites exhibited a superior water resistance property compared to particleboard, MDF and hardboard and they are by far, below the minimum requirement of the ISO standard 16983.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Increase of crude oil prices and environmental awareness have aroused interests in green products in the past years. Natural fibres have proved to be an efficient reinforcement for natural fibre composites (also called biocomposites), giving high specific strength and reducing weight, cost and carbon footprint [1].
Jute/polylactic acid (PLA) composite is of special interest because it is entirely from renewable resources. Yet the water affinity of the fibres and hydrolysis of the PLA are barriers toward the widespread application of this biocomposite [2]. Indeed, moisture penetration into composite is conducted by two main mechanisms [3]. One process consists of capillary transport by the fibre into the gaps and flaws at the interfaces between fibres and polymer, because of incomplete wettability and impregnation. Jute fibre, as a lignocellulosic fibre, is hydrophilic and tend to absorb moisture [4]. This is due to a large amount of hydrogen bonds (hydroxyl group –OH) present between the macromolecules in the plant fibre cell wall; when moisture comes in contact with the fibre, the hydrogen bond breaks and hydroxyl groups form new hydrogen bonds with water molecules. The cross-section of the fibre becomes the main access to the penetrating water [3]. Another process of moisture penetration is the diffusion of water molecules inside the microgaps between polymer chains [3].
Another option is to use polypropylene instead of PLA in order to make the composites more water resistant [5]. The obtained material could still remain 70 % biosourced. Even if the material loses its biodegradability, it will be longer-lasting, could be recycled or made from recycled polypropylene which would lower the carbon foot-print.
These jute based biocomposites could be an eco-friendly alternative to the wood-based panels, i.e. particleboard, medium density fibreboard (MDF), hardboard and plywood. These panels are made of wood fibres and a phenol–formaldehyde resin which presents many drawbacks for the workers and the environment [6]; It emits strong toxic vapour when processed, has been recognized to be carcinogenic by the World Health Organization and is not biodegradable.
Thus Jute/polylactic acid biocomposite is safer for the workers and the user as PLA does not produce toxic emission [7]. Futhermore, it is biodegradable [1] unlike phenol–formaldehyde resin. Natural fibre present relatively long fibres which means possibility to control fibre orientation and lay-up [8] and to obtain better mechanical properties than for wood fibre, which are relatively short fibres with a nominal in-plane random fibre orientation [8]. Stronger mechanical properties enables use of less raw material which reduce the thickness and consequently the volume and to gain space in transportation, stockage and use.
Water absorption of biocomposites is an issue to be considered because the water absorbed by the fibre in the composite could lead to swelling and dimensional instability followed by a loss in mechanical properties due to the degradation of the interface between the fibre and matrix [5]. It also leads to deterioration of the fibre properties by hygrothermal expansion [8] and of the surface aesthetic.
It has to be determined in regard to an interior application and in comparison with wood-based panels because those materials could be potential competitors on the market. Particle board, MDF and hardboard are the closest “competitors” with regard to their properties and applications.
Indeed the biodegradability of the matrix by micro-organism from the soil and the water affinity of the fibre do not allow an outdoor application [9].
For cellulose fibre composites, moisture sensitivity is generally considered to be a disadvantage, and should be reduced, if possible. This can be done by enhancing the chemical compatibility with the matrix and more precisely by cross-linking of the cell wall polymers in the fibres [8]. In the last two decades, many researchers have focused on improving the interfacial adhesion by modifying the fibre surfaces via physical and chemical treatments which could reduce the water swelling besides improving the mechanical strength [10–12]. The main component of the natural fibre is cellulose, which is held by hemicellulose (bonding role) and several fibres are cemented together by lignin. The water is mostly absorbed by the lignin and the hemicellulose of the fibre. Those two components contain hydroxyl and other oxygenated groups that attract moisture through hydrogen bonding. Thus it appears important to remove the lignin and the hemicellulose to reduce the water absorption of the fibre. The chemicals to be used for chemical modification must be capable of reacting with the lignocellulosic hydroxyls [13].
In the article by Goriparthi et al. [14], some chemical treatments were selected to improve the adhesion of jute fibre with polylactide. The surface of jute fibre was modified by selected treatments: alkali, permanganate, peroxide and silane. It appeared to be a better adhesion of the treated fibre with the matrix than untreated fibre, and trimethoxymethyl silane treated jute fibre composite showed an improvement in tensile strength and moduli by 35 and 38 % respectively and an improvement of flexural strength and flexural modulus by 24 and 41 % respectively.
After some tests, alkali (sodium hydroxide 4 % 4 h) and silane fibre treatments were selected for their best adhesion with the polylactic acid. Maleic Anhydride grafted polypropylene as a compatibilizer has shown the best results with polypropylene [15].
It is interesting to notice that chemical treatment of fibres could not affect the carbon foot-print of the composite in the sense that a longer lasting product could be more eco-friendly than a disposable one. But this point has still to be proved by a complete life cycle analysis.
The cold water absorption test in accordance to ISO 16983 [16] was followed in this work. There are no standards yet for biocomposites for interior application. Furthermore, the PLA hydrolyzes more at higher temperature (starting 37 °C) [2], and water boiling resistance is not required for wood-based panels intended for a dry interior application.
Materials and Methods
Materials and Preparations
Samples of various jute polypropylene/polylactic acid are prepared, hot-pressed, cooled and then cut into 6 pieces. 5 pieces are immersed into cold water for 24 h in accordance to ISO 16983:2003 and one is kept as the control piece.
Jute fibres are provided by Gloster Jute Mills Ltd, Kolkata; the trimethoxymethylsilane and Polypropylene-graft-maleic anhydride are purchased from Sigma–Aldrich, India. The polypropylene granules has been purchased from Pioneer Paul Industries, Kolkata. The Sodium hydroxide and the maleic anhydride are purchased from Industrial and Chemical Concern, Kolkata. Plywood, MDF, hardboard and high pressure laminate (HPL) from Green-Ply Ltd Company, Kolkata, are used.
Different samples are prepared with different chemical treatments and at different ratio of fibre/PLA:
-
The sample called “Untreated” is composed of 70 % of untreated jute fibre.
-
The sample called “NaOH 4-70” is composed of 70 % of jute fibre treated in an aqueous solution of 4 % weight of sodium hydroxide for 4 h.
-
The sample called “NaOH 4-50” is composed of 50 % of jute fibre treated in an aqueous solution of 4 weight % of sodium hydroxide for 4 h.
-
The sample called “SiH 4-70” is composed of 70 % of jute fibre treated in a solution of trimethoxymethylsilane (1 % in a 50 % acetone and 50 % water solution for 5 h.)
-
The sample called MAPP/jute is made of 70 % of untreated jute and 30 % of maleated polypropylene. The maleated polypropylene has been made by melt mixing the Polypropylene-graft-maleic anhydride homopolymer (8–10 wt% maleic anhydride content) at 5 % level with common polypropylene granules, using a hot press.
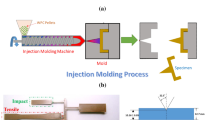
The treated fibres are immersed as mentioned above, then the treated and untreated fibre are dried in an oven at 50 °C for a day to reach around 5 % moisture content (by weight loss calculation). The fibres are aligned in parallel in each layer, the layers of fibre (12 layers) are superimposed with matrix layers sheet and oriented in perpendicular direction to each other to form a cross-ply or bidirectional composite. Then they are compression moulded to form the laminate at 180 °C and 19.61 MPa pressure, then immediately cooled in the same hot-press with the help of a water cooling system, without relaxing the pressure until 120 °C. The samples are cut into six pieces of 50 × 50 mm each with an average thickness of 5 mm. A single piece of 5 mm width and 120 mm length is cut and broken by hand in the middle to check visually if the pressing has been convenient.
Thickness Swelling and Water Absorption Test
Water absorption tests are conducted in accordance to ISO 16983:2003 ‘Wood-based panels - Determination of swelling in thickness after immersion in water’ [16]. Five pieces of each samples are immersed in distilled water in a beaker for 24 h at room temperature. Thicknesses and weights of the pieces are measured before and just after water immersion. An average of the thickness and weight absorption of the five pieces is done and a percentage for each sample is calculated.
Scanning Electron Microscope (SEM) Observation
The samples edges before immersion and after drying are coated with gold and examined under a Scanning Electron Microscope machine model S-3400. Indeed, humid samples cannot be coated.
Results and Discussion
Water Thickness Absorption
The untreated fibre composite with 70 % fibre loading shows the highest water absorption of the jute composite (Fig. 1: thickness swelling +10 % and weight gain +33 %). It can be noticed that its thickness swelling is already less than the accepted standards of some wood-based panels (darker grey bar of the graph). It is 1.5 times below the accepted standards of particleboard (15 %), 2.1 times below the hardboard one (21 %) and 2.5 time below the MDF one (25 %).

The thickness swelling percentage of each samples (average rate on 5 samples) after 24 h immersion in cold water
The composite with 4 % NaOH treated fibre and 70 % fibre loading shows a slight lower water absorption (+8.5 %). Indeed, NaOH treatment is often referred as a major cross linking agent removing the lignin [11]. The 10 by 120 mm broken samples visually shows a better impregnation than the untreated one.
With 50 % fibre and 4 % NaOH treatment, the thickness swelling decreases (+6 %). It means that a lower content of fibre improves the water resistance and confirm the positive action of the NaOH. Indeed, the hydrophilic character of natural fibres is responsible for the water absorption in the composites and therefore, a higher content on fibres leads to a higher amount of water absorbed [3].
The silane treatment shows the greatest effect on the thickness swelling (only +3 %), despite the fact that it has high percentage of fibre (70 %). It is 3.3 times better than untreated composite, 5 times better than particle board, 7 times better than MDF and 8 times better than hardboard. With better adhesion between matrix and fibres, the velocity of the diffusional processes decreases since there are less gaps in the interfacial region and also more hydrophilic groups as hydroxyls are blocked by the coupling effect [3].
Maleated polypropylene shows the best result (thickness swelling +3 %) even at a 70 % content of fibre. It complies the standard for plywood and HPL. In Karmaker [9], the PP had little effect on the amount of water absorbed as pure PP composites and recycled PP composites demonstrated around the same water content, between 5.8 and 6.3 % after 100 h of exposure. It also means by comparison with the PLA samples that the polylactic acid is also imply in the water absorption of the biocomposite by an hydrolytic degradation of the PLA, as demonstrated in [2].
Other results of ordinary wood-based panel samples are close to their respective standards for the same thickness which means that the experiment has worked properly.
Physical Changes
Few physical changes are observed after water immersion (Fig. 2). The untreated jute composite shows the most significant changes.

Physical changes after water immersion in comparison to control samples
The ‘after 24 h immersion’ pictures show some slight darkening on the edge of the samples after immersion, indicating the water absorption by the sectioned fibres. Indeed, the cross-section of the fibre becomes the main access to the penetrating water [4]. Some fibres of the surface also appears darker after water absorption meaning that an absorption is also made by them.
Some brightening appears on the surface after drying the sample (‘dried’ column). This is due to some degradation of the PLA due to fibre’s diameter expansion and reduction caused by water uptake and release [17].
The silane treated samples shows only a very little change, just a slight whitening on the surface which may be due to the reason explained above. It remains like the control sample after drying.
The wood based-panels do not exhibit significant physical change.
Scanning Electron Microscope (SEM) Observation
The samples are dried before the SEM over 4 days, at room temperature to prevent cracks (average 21°). Figure 3 notably shows the untreated fibre/PLA before immersion (Fig. 3a) and untreated fibre/MAPP (Fig. 3j), we can see that the fibre adhesion with the matrix is poorer. We can observe that some fibres aligned in parallel with the edge are pulled out by the utility knife cutting.

SEM pictures of the samples after drying
The untreated 70 % fibre (Fig. 3c) and the NaOH 50 % fibre samples (Fig. 3f) after immersion, the white edges rectangle surround those parallel fibres to the sample edges. Looking into it, Fig. 3f exhibits a less deep groove than Fig. 3c which means that a better adhesion occurred with the matrix due to the NaOH treatment reducing the possibility of void between the matrix and the fibres and then reducing the water absorption.
The black edge rectangles in Fig. 3c, f, and i point out the layer of fibres oriented perpendicular to the sample edge. These can be seen as close disks looking like alveolus which are the truncated fibres.
These separations on Fig. 4 are not visible before immersion on samples (Fig. 3e). This may be attributed to a diameter expansion of the fibre during water absorption and then a diameter reduction after drying [17]. Water absorption and their resulting effects contribute to the loss of compatibility between fibres and matrix, which results in debonding and weakening of the interface adhesion. [3]. They reduce the strength of the composite as well as create more voids for environmental attack. The silane sample shown in Fig. 3i exhibits much less interfacial debonding after immersion and instead presents some small cracks into the composite due to internal tensions which means that the fibres are more linked to the resins.

The “alveolus” are sectioned fibres and the white arrows points some black outlines around the fibres which reflect the separation of the fibres with the matrix
The MAPP composite shows some unequal fibre impregnations already before immersion (Fig. 3j). It means that the fibres also need a chemical treatment for being chemically compatible with MAPP. Yet MAPP is more resistant to water than PLA as seen in Fig. 1 which means that PLA also plays a role in the water absorption of jute/PLA composites [18].
The initial particleboard sample Fig. 3m before immersion already shows many voids which enable water to penetrate. This is due to different ways of making a particleboard where the particles are bonded together by small resin droplets [19] and not by completely surrounding the fibre by the matrix.
Conclusions
Jute/polylactic acid composite presents far better water resistance compared to particleboard, MDF and hardboard and is by far below the minimum requirement of the ISO 16983.
The thickness swelling of untreated jute/PLA composite is 1.5 times less than the accepted standard for particleboard, 2.1 times less than hardboard, 2.5 times less than MDF. When the fibres are treated with silane, it is 3.3 times better than untreated composite, 5 times better than particle board, 7 times better than MDF and 8 times better than hardboard.
The thickness swelling also decreases when the natural fibre content in the composites is lowered.
Maleated polypropylene/jute composite shows the highest water resistance even at a 70 % fibre content and even reaches the water absorption standard for plywood and HPL.
The SEM observation confirms that a better adhesion of the fibres to the matrix is achieved by NaOH and silane treatment which improves the water resistance of the composite.
Thus the untreated and treated PLA/jute fibre composites pass easily the water absorption standard requirement of wood-based panels for a dry interior application. This composite could be used for high quality furniture or panels with a reduced thickness and volume. Futhermore, it could be used in location with risks of water spray, such as kitchen or bathroom. Thus, passing wet interior application standards is worth considering as well as an exterior application for MAPP/jute.
Chemical treatments improve the water resistance as well as the mechanical properties of the jute composites. They could enable a reduction in use of raw resources and an expansion of the lifespan of the material, equalizing the carbon foot-print of untreated fibre composite. Yet this point still has to be asserted by a complete life cycle analysis.
References
S. Pilla, Handbook of Bioplastics and Biocomposites Engineering Applications (2011), pp. 1–3
S. Karlsson, B.S. Ndazi, Characterization of hydrolytic degradation of polylactic acid/rice hulls composites in water at different temperatures, department of fibre and polymer technology, Royal Institute of Technology (KTH), Stockholm, Sweden. Res. J. Recent Sci. 1(9), 54–58 (2012)
A. Espert, F. Vilaplana, S. Karlsson, Comparison of water absorption in natural cellulosic fibres from wood and one-year crops in polypropylene composites and its influence on their mechanical properties composites. Part A Appl. Sci. Manuf. 35(11), 1267–1276 (2004)
S. Dixit, P. Verma, The effect of surface modification on the water absorption behavior of coir fibres, department of chemistry, MANIT, Bhopal. Pelagia Res. Libr. Adv. Appl. Sci. Res. 3(3), 1463–1465 (2012)
C. P. L. Chow, X. S. Xing, R. K. Y. Li, Moisture absorption studies of sisal fibre reinforced polypropylene composites. Compos. Sci. Technol. 67, 306–313 (2007)
R.G. Liteplo, R. Beauchamp, M.E. Meek, Formaldehyde, concise international chemical assessment document 40 (World Health Organization, Geneva, 2002)
NatureWorks Polylactide Resin ‘Polylactic acid material safety data sheet’ Cargill, USA, December 2012
Madsen, E. Kristofer Gamstedt, Wood versus plant fibres: similarities and differences in composite applications’ department of wind energy, Technical University of Denmark, Denmark, Adv. Mater. Sci. Eng. 2013 (2013)
A.C. Karmaker, Effect of water absorption on dimensional stability and impact energy of jute fibre reinforced polypropylene. J. Mater. Sci. Lett. 16, 462–464 (1997)
C.A.S. Hill, H.P.S.A. Khalil, M.D. Hale, A study of the potential of acetylation to improve the properties of plant fibres. Ind. Crops Prod. 8(1), 53–63 (1998)
S. Pavan Ku. ‘Effect of alkali treatment on jute fibre composites’, National Institute of Technology, Rourkela, India, thesis, 2007
M. Abdelmouleh, S. Boufi, M.N. Belgacem, A.P. Duarte, A.B. Salah, A. Gandini, Modification of cellulosic fibres with functionalized silanes: development of surface properties. Int. J. Adhes. Adhes. 24, 43–54 (2004)
T. Yu, J. Ren, S. Li, H. Yuan, Y. Li, Effect of fibre surface-treatments on the properties of poly(lactic acid)/ramie composites. Compos. Part A. 41, 499–505 (2010)
Bhanu K. Goriparthi, K.N.S. Suman, Mohan Rao Nalluri, Processing and characterization of jute fibre reinforced hybrid biocomposites based on polylactide/polycaprolactone blends. Polym. Compos. 33(2), 237–244 (2011)
C.K. Hong, I. Hwang, N. Kim, D.H. Park, B.S. Hwang, C. Nah, Mechanical properties of silanized jute-polypropylene composites. J. Ind. Eng. Chem. 14, 1471–1476 (2008)
ISO 16983:2003 Wood-based panels—determination of swelling in thickness after immersion in water, reviewed and confirmed in 2009
H.N. Dhakal, Z.Y. Zhang, M.O.W. Richardson, Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 67(7–8), 1674–1683 (2007)
L. Georgette, L. Siparsky, J. Kent, F. Voorhees, F. Miao, Hydrolysis of polylactic acid (pla) and polycaprolactone (pcl) in aqueous acetonitrile solutions: autocatalysis. J. Environ. Polym. Degrad. 6(1), 31–41 (1998)
W.F. Lehmann, Resin efficiency in particleboard as influenced by density, atomization and resin content School of Forestry, Oregon State University, For. Prod. J. 20(11), (1969)
Acknowledgments
The authors thankfully acknowledge the financial support provided by The Institution of Engineers (India) for carrying out Research & Development work in this subject (Project ID: DR2013001).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zandvliet, C., Bandyopadhyay, N.R. & Ray, D. Water Absorption of Jute/Polylactic Acid Composite Intended for an Interior Application and Comparison with Wood-Based Panels. J. Inst. Eng. India Ser. D 95, 49–55 (2014). https://doi.org/10.1007/s40033-014-0040-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40033-014-0040-x