
Abstract
The present work deals with the influence of wood dust namely Rosewood and Padauk in the jute fiber-based epoxy composites. The work involves the fabrication of four different laminates of jute-epoxy composites using hand layup process with varying proportions of Rosewood and Padauk wood dust fillers compared with the composite in the absence of filler. The characterization of the mechanical and thermal properties was carried out by tensile, compression, flexural, shore D hardness, impact and thermogravimetric analysis as per ASTM. It is inferred from the test results that the mechanical properties got enhanced by the fine distribution of Padauk wood dust particles by improved adhesion with the matrix. The coarse structure of Rosewood dust over the composite improved thermal stability. Scanning Electron Microscopy was utilized to study the fractured interfaces of the mechanically tested composites. Furthermore, the developed composites affinity towards moisture and biodegradation were studied using water adsorption and biodegradability tests.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Natural fiber-based polymer composites are a recent trend of research for many scientists and academicians. Over the past few decades, many types of research were carried out to produce a better natural fiber-based polymer composite with better material properties [1]. Many researchers say natural fiber-reinforced composite can be used as a potential replacement for synthetic materials [2,3,4]. In recent years, polymer matrices reinforced with wood fillers are becoming an area of research. Many studies reported the addition of fillers enhances several properties of the polymer composites [5, 6]. The abundant availability of wood dust fillers makes it cost-effective in the usage of polymer matrices when compared to filers such as nano-clays, nanotubes, and many other inorganic fillers. The usage of fillers enhanced the mechanical properties in the natural fiber-based composites. Pinecone powder was used as reinforced as fillers in high-density polyethylene (HDPE) at various weight % (5, 10, 15 and 20%). The results revealed 10% of fillers in HDPE had improved the tensile, flexural and compressive strength. Furthermore, it enhanced the elastic and flexural modulus [7]. A hybrid epoxy composite reinforced with sal and teak wood floor were fabricated with different concentration respectively by maintaining 33 wt.% concentration of reinforcements. The study stated that there were in the improved mechanical properties namely tensile, flexural and impact strength when reinforced with an equal concentration of sal and teak wood. The hybridization also reduced water intake [8]. High-density polyethylene was reinforced with Fagus orientalis wood flour and noted that the hardness in the wood-plastic composites was drastically affected by the mesh size of the wood floor particles. On the other hand, ground shavings addition up to 50% improved the mechanical characteristics, but higher proportions reduced certain properties namely impact strength [9]. Calotropis gigantea was used as fillers in jute fiber reinforced epoxy composites, and it was found that 10 wt% of filler improved the mechanical properties such as ultimate tensile, ultimate flexural and ultimate compressive strengths [10]. Modified fillers improved the thermo-mechanical characteristics of jute-based epoxy composites, similarly, the thermal and mechanical properties of the epoxy-jute composite are improved by adding alkali treated Portunus sanguinolentus shell powder as fillers [11]. Green gram husk was used as nanofillers with banana fiber in a polyester matrix; it was found that five wt.% of green gram husk nanofillers increased the tensile strength of the composite [12]. Spent Camellia sinensis seed and Azadirachta indica seed powders were used as bio-fillers in the jute epoxy composites. The results showed that the morphological and physical properties of the fillers play a vital role in improving the thermal and mechanical properties of the composites [13]. The red mud was used as fillers to enhance the damping, chemical and mechanical properties of banana fiber-based polyester hybrid composites [14]. The consequences of pure and hybrid composites prepared from jute/coir fibers were tested for its mechanical, density and water absorption properties. The results showed that coir- jute fibers hybridization improved dimensional stability and higher mechanical strength [15]. From the extensive literature survey, it was found that there were only limited works related fillers and that too very few works related to wood dust as fillers in the polymer composites. In the present work, epoxy was selected as a matrix, jute fibers as reinforcements and Rosewood and Padauk wood dust as fillers. The hand layup technique was used to manufacture the composites. The manufactured composites were studied for mechanical and thermal characteristics. The fracture morphology, voids, filler distribution characteristics of the manufactured composites were studied using SEM.
Materials and methods
Rosewood dust filler
Rosewood is scientifically known as Dalbergia latifolia, is widely found in countries like India, Srilanka, and Indonesia. This tree could grow up to 100 ft in height with a trunk diameter of 2–4 ft. This wood appears from golden brown to deep purplish brown with dark brown streaks.
Padauk wood dust filler
Andaman Padauk is scientifically known as Pterocarpus dalbergioides and widely found in the Andaman Islands of India. This tree grows up to the height of 80–120 ft with a trunk diameter of 2–4 ft.
Jute fibers
Jute fibers are scientifically known as Corchurus olitorious L. and abundantly grown in India and Bangladesh. This plant grows up to approximately 12–15 ft in three months. Jute plant stems are cut, retted in the form of fibers, and then dried in sunlight to remove the moisture content. These fibers are then made into biwoven mats using woven roving process. The jute fibers have a density of 1.46 g/cc [16]. having cellulose, hemicellulose, and lignin contents of 58–63%, 20–22%, 12–14% respectively. The tensile strength of the fiber is between the range of 393–773 MPa [17, 18].
Epoxy resin and hardener
Epoxy resin (LY556 grade) was used as a binder to form a matrix with fillers and fibers. The Resin hardener (HY951 grade) was mixed in the ratio of 10:1 [10, 13, 19].
Composite preparation
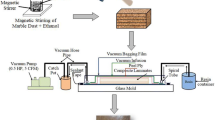
The composites are manufactured using the traditional hand layup process. A clean flat, smooth surface was chosen as a die with dimension (350 × 350 × 3 mm3), over which a layer of Manson wax polish and polyvinyl alcohol (PVA) was applied. This acts as a releasing agent, which facilitates the composites’ removal after the manufacturing process. The die was set to dry for 8 h. A mixture of resin-hardener with filler was prepared by mixing wood dust fillers in the matrix using a stirrer for 10 min at a speed of 50 rpm; as a result, a homogenous mixture of matrix and filler is obtained. A layer of resin hardener with filler material was coated over the die using a brush, and a layer of biwoven mat jute fibers (300 × 300 × 0.45 mm3) was placed over it. The process was repeated until four layers of jute fibers were achieved [10]. Then the weight of 25 kg was placed over it for even distribution of resin and hardener and was let to cure for 24 h. Four composites were manufactured with respective weight fractions of the wood fillers. To fabricate the filler-based specimens (W1, W2, and W3), the wood dust fillers were sieved to 100–200 μm. The course structure of rosewood fillers and the fine structure of padauk wood fillers can be clearly seen from Fig. 1(a,b). Figure 1 (C) shows the Weibull plot for the particle size of both rosewood and padauk wood fillers. From the distribution curve it is clear that there is 95% similarity index among the particles for both rosewood and padauk wood. This phenomenon is also confirmed by the P value which is less than 0.05 signifies the H0 hypothesis. It is also observed that the rosewood particles are slightly larger and also have an irregular texture compared to that of padauk wood, inferred from the SEM Fig. 1 (a,b) and also from the Weibull curve Fig. 1 (c). Then sieved fillers were mixed with the resin using a stirrer for 10 min. The entrapped air was removed by a vacuum process. Following which, the hardener was added and mixed. Again, removal of the entrapped air was done by a vacuum process. Then, the same procedure was followed. Fig. 2 (a-i) shows the materials used, laminating procedure, and the developed composite laminates. Table 1 shows the composites weight % and designation.

SEM images of the fillers (a) Rosewood fillers (b) Padauk wood fillers (c) Weibull distribution rosewood and padauk wood fillers

(a) Epoxy- Resin Mixture (10:1 Ratio); (b) Padauk wood dust; (c) Rosewood dust; (d) Padauk wood dust mixed with resin-hardener mixture; (e) Biwoven Jute fibers mat; (f) Smooth flat surface coated with PVA and dried; (g) Coating of wood dust, resin-hardener mixture over the flat surface; (h) Layering of jute fibers mat by applying wood dust, resin-hardener mixture; (i) Developed W2 composite laminate
Testing of the composites
The procedure and standard used for the characterization of the developed wood dust filled and unfilled jute epoxy composites are given in Table 2.
Results and discussions
The developed composites were characterized for various characteristics, and their results are discussed below.
Tensile properties
The ultimate tensile strength of developed filler and non-filler based composites are shown in Fig. 3, and the stress-strain curve is depicted in Fig. 4. In the case of W-1 composite, the tensile strength of the manufactured composites was 21.78 MPa, and there was only limited development in properties when compared to neat epoxy composites (i.e. W-4). The bonding between the Rosewood dust fillers and jute fiber epoxy composites was poor due to the coarse size nature which resulted in the reduction of the tensile strength. The coarse nature of Rosewood dust hampered the fine dispersion, which reduces the tensile strength of the manufactured composites [20].

Tensile behavior of developed filler and non-filler based composites

Tensile stress-strain graphs of developed filler and non-filler based composites
When the jute epoxy composites were reinforced with Padauk wood dust fillers (i.e., W-2), the tensile strength of the manufactured composites was maximum when compared to the other manufactured composites. The increase in the tensile strength is due to good adhesion properties of the Padauk wood dust filler with jute fiber-epoxy composites; this is due to the fine structure of the Padauk wood causing better wetting with the matrix leading to firm bonding. The same kind of increase in the tensile strength of the manufactured composites was also reported [13, 21]. The stress-strain graph of manufactured W-2 composites shows more load-bearing capacity.
The manufactured W-4 composites resulted in poor tensile strength characteristics when compared to all other developed composites, which can be seen from the stress-strain curves. The absence of fillers in this combination resulted in poor tensile strength characteristics. The improper adhesion between jute fiber and epoxy matrix resulted in poor tensile strength characteristics. When the jute fiber-epoxy composites were reinforced with equal proportions of Rosewood dust fillers and Padauk wood dust fillers in the case of W-3 composites, there is an improvement in the tensile strength when compared to manufactured W-1 and W-4 composites. But the obtained values are lower than those of the manufactured W-2 composites. The presence of Rosewood dust fillers and Padauk wood dust fillers in equal proportions were responsible for the slight increase in the tensile strength when compared to W-1 and W-4 composites [22, 23].
Flexural properties
The ultimate flexural strength of the developed filler and non-filler based composites are shown in Fig. 5, and their stress-strain curves are shown in Fig. 6. The flexural strength for W-2 composites was 4.356 MPa followed by 4.060 MPa, 3.504 MPa and 3.293 MPa for manufactured W-3, W-1 and W-4 composites respectively. The manufactured W-2 composites had better flexural strength due to the presence of Padauk wood dust fillers as a reinforcement to jute fiber-epoxy, which prevents failure by bending force and also transferring the bending load efficiently. The flexural stress-strain graph also clearly indicates that the manufactured W-2 composites have enhanced flexural strength. Among the manufactured composites, W-4 possesses less flexural strength, which is due to poor adhesion between epoxy resin & the matrix and also the absence of fillers. Similar kinds of results have been reported [10, 24]. From Fig. 6, it can be noted that the manufactured composites failed very early when compared to the other manufactured composites. In the case of manufactured W-1 composites, the addition of Rosewood dust fillers to the epoxy jute matrix resulted in lesser flexural strength when compared to the manufactured W-2 composites. The addition of Rosewood dust fillers to jute fiber-epoxy does not result in good bonding, which is because of the grains of Rosewood dust having narrow interlocking between grain structures. As a result, there is an absence of effective stress transfer between them. The coarse structure and rougher surface obstruct the increase in flexural strength. Finally, it can be concluded that padauk wood dust having reasonably large open pores enables the matrix to form good interlocking with the grains of the padauk dust and enhances the flexural strength of manufactured composites [25].

Flexural behavior of developed filler and non-filler based composites

Flexural stress-strain graphs of developed filler and non-filler based composites
Compressive strength
The compression strength of a matrix depends upon the fillers added and proper adhesion between the matrix and fillers [26]. The reinforced fillers offer resistance to the fiber breakage which enhances the compressive strength. The irregular filler size and addition of excess fillers lead to improper wetting between the resin and matrix. Thus, resulting in poor compressive strength in the manufactured composites. The ultimate compressive strength of developed filler and non-filler based composites are shown in Fig. 7. The stress-strain curve of the compressive strength is depicted in Fig. 7. From Fig. 8, it can be inferred that the addition of wood dust filler to jute fiber-epoxy matrix, increased the compressive strength when compared to unfilled jute fiber-epoxy composites.

Compressive behavior of developed filler and non-filler based composites

Compressive stress-strain curves of developed filler and non-filler-based composites
There is a decrease in compressive strength when there is the absence of fillers in the jute fiber-epoxy composites. This phenomenon is attributed to the evolution of voids in the matrix surface and improper bonding between them. The jute fibers were not treated by alkalis, which is also a vital reason for the decrease in compressive strength [27]. From the stress-strain graph of the compressive strength of W-4 composites, it is clear that W-4 failed very early compared to other filler-based composites.
The addition of Padauk wood dust fillers to the jute fiber-epoxy matrix increased the compressive properties due to the fine dispersion and effective stress transfer between them. There was a perfect bonding between Padauk wood dust fillers and jute fiber-epoxy matrix which also increased the compressive strength. The stress-strain curve of the compressive strength graph indicates that the manufactured composite W-2 withstands the higher load when compared to the other manufactured composites.
In the case of manufactured W-1 composites, the addition of rosewood dust fillers to the jute fiber epoxy matrix showed less compressive strength than the manufactured W-2 and W-3 composites. The reduction in the compressive strength is due to the coarse structure of rosewood dust filler which does not impart good stress transfer between the matrix and fillers [28]. The W-4 composites are the least performer in the case of compressive loading. It is due to the absence of the wood dust fillers present in it, which had acted as a good stress transfer element in the case of other composites. Thus, in conclusion, the manufactured composite W-2 had good compression strength properties.
Impact strength
The energy absorbed by any material determines the toughness of the material. The impact strength of developed filler and non-filler based composites are shown in Fig. 9. As inferred from the literature, it was found that the presence of fillers in the epoxy matrix either increased or decreased the impact strength properties. The impact strength of the developed composite material depends upon the factors like adhesion between the fillers and matrix and the nature of the interfacial region [29].

Impact behavior of developed filler and non-filler based composites
From Fig. 9, it can be noted that the manufactured composite W-2 shows better impact strength properties when compared to the other manufactured composites. The enhanced impact properties are due to the presence of Padauk wood dust fillers in jute fiber-epoxy matrix, which absorbs more energy during the impact testing. The fine structure of the fillers possesses good wettability nature with the matrix provides a good bonding of filler matrix and fiber leading to good stress transfer from matrix to filler to the fiber. Similar results were found in the literature [27, 30].
On considering manufactured W-3 composite, the addition of padauk wood dust and rosewood dust fillers to the jute epoxy matrix increased the impact properties but lesser than manufactured W-2 composite. In the case of the manufactured W-1 composite, the addition of rosewood dust fillers to the jute epoxy matrix did not result in proper bonding between matrix and fillers which further resulted in a decrease in the impact strength properties. The coarse structure of rosewood dust fillers makes the bonding very difficult with the resin and matrix. In the case of manufactured W-4 composite, the absence of fillers resulted in a decrease in the impact strength properties. Thus, finally, the manufactured W-2 composite has increased impact strength. From the result, it is found that the adhesion between the epoxy jute matrix and Padauk wood dust fillers played a vital role in the enhancement of impact properties.
Shore D hardness
The Shore D hardness of developed filler and non-filler based composites are shown in Fig. 10. From Fig. 10, it can be observed that the W-2 composite has more shore D hardness when compared to the other manufactured composites. The fine and effective dispersion of Padauk wood dust in jute epoxy matrix resists the indentation which in turn increases the shore D hardness. The tensile strength can be correlated to the hardness characteristics. The increase in tensile strength of the composites reduces the flexibility due to the effect of the cross-linking nature of the epoxy, which also increases the hardness characteristics.

Hardness behavior of developed filler and non-filler based composites
On considering manufactured W-1 composites, the rosewood dust did not adhere well with the jute epoxy matrix, which resulted in the reduction of the Shore D hardness. The improper bonding increased the flexibility of the manufactured composites, which in turn reduced the Shore D hardness characteristics. The same kind of reduction in Shore D hardness value was noted due to the improper dispersion of the fillers in the matrix is seen in literature [31, 32].
In the case of the manufactured W-4 composite, the absence of fillers created more voids and improper wetting of jute fiber matrix with epoxy resin, which further reduced the Shore D hardness of the composite. Thus, the manufactured composite W-2 has better Shore D hardness when compared to the other manufactured composites. When rosewood dust and padauk wood dust fillers are in equal proportions to the jute fiber epoxy matrix, an increase in the Shore D hardness values were seen, but lesser than the manufactured W-2 composites. Thus, the manufactured composite W-2 showed better Shore D hardness characteristics when compared to the other prepared composites.
Thermal stability using TGA
The thermal stability of the fillers and developed composites were found out using TGA. The TGA-DTG graphs are reported in Fig.11 (a&b), respectively. The onset temperature, decomposition temperature, and char residue at 800 °C of fillers and developed composites are shown in Table 3.

(a) TGA; (b) DTG curves of wood dust fillers and developed filler, non-filler based composites
In the TGA- DTG curves, Fig. 11 (a&b), first slope till 200 °C shows the degradation of some moisture present in the composites, lignin followed by the degradation of hemicelluloses till 350 °C and the third slope denotes the degradation of cellulose present in the materials [19, 33, 34]. Up to 500 °C, rest materials are char, which may contain some inorganic constituents in it [33, 35, 36]. The Rosewood dust fillers show better thermal stability than padauk wood dust fillers. There are an enhanced onset temperature, decomposition temperature and char residue at 800 °C for rosewood dust fillers [37].
Table 3 Different temperatures and Char residue % of the fillers, developed filler, non-filler based composites.
In the case of manufactured composites, W-1 composite shows better thermal stability when compared to the other manufactured composites. The coarse structure of rosewood dust fillers in jute fiber epoxy composite increased the thermal stability of the manufactured composites. Considering the manufactured composite W-2, it shows reduced thermal stability. The fine dispersion of padauk wood dust fillers in jute fiber epoxy composite decreased thermal stability. The addition of rosewood dust fillers and padauk wood dust fillers in equal proportions increased the thermal stability when compared to manufactured W-2 composites, and it has less thermal stability than W-1 composite. In the case of W-4 composites, the absence of filler in jute fiber composites resulted in worst thermal characteristics among the manufactured composites [38]. Thus, the coarse structure of Rosewood dust filler increased the thermal stability of its W-1 composites. This increase in thermal stability in the fillers is mainly due to hindering the heat passage, thereby postponing the weight loss. The coarse structure materials generally have thermal stability since the heat cannot easily penetrate the core compared to fine powders. This behavior can be inferred from the works of literature [10, 11, 13, 39, and]. Thus the filler enhances thermal stability, and coarse structure enhances furthermore.
Fracture morphology
The study of fractured surfaces of Rosewood and Padauk filled jute-epoxy composites, and unfilled jute epoxy composites are shown in Fig. 12(a-g). The fractured surfaces showed characteristics of a well-developed interfacial interaction in the case of Fig. 12 (b & d), i.e. Padauk filled jute-epoxy composites (W-2). It can be seen that there is a very low pull-out of wood dust on the fractured surface in the case of W-2 composites since the Padauk wood dust’s effective distribution in the matrix leads to the strong adhesion between the wood particle and the matrix. The padauk wood fillers improve the rigidity of the composite materials by filling the cracks, as shown in Fig.12(d). Thus, the mechanical properties got enhanced compared to the wood particles filled and without filler composites. In the case of Rosewood, wood dust filled jute epoxy composites (W-1); though the fillers fill the space, there is little agglomeration which is mainly due to the interlocking structure of the Rosewood dust as shown in Fig. 12(a, c). This interlocking and agglomeration result in the partial filling of cracks, as shown in Fig.12(e). While in the case of unfilled jute-epoxy composites, their many behaviors namely fiber tear, fiber pullout, resin fracture, fiber bending and cracks as shown in Fig. 12(f & g), causes poor mechanical strength [39, 40].

SEM images of the fractured interface (a, c, e) Rosewood dust based jute-epoxy composites (W-1); (b & d) Padauk wood dust based jute-epoxy composites; (f & g) jute-epoxy composites without fillers
Water absorption and biodegradability behavior of the developed composites
The water absorption property of the W1, W2, W3, and W4 are shown in Fig. 13. The percentage of moisture absorption increases with the number of days and eventually becomes saturated after 15 days. The water absorption property of W2 composite is less compared to the other composite W1, W3, and W4 and performs best in the water absorption test. As the fillers are hygroscopic, the coarse structure of the filler padauk wood caused agglomerations in the composite while mixed with matrix, leading to air pockets, voids and improper wetting with the matrix which can be seen from the SEM images. This phenomenon leads to the expose of the fillers to water causing absorption and swelling [41, 42]. W3 is second-best in water absorption, W1 has the third-best water absorption. W1 has high water absorption property because jute fiber has a high water absorption tendency [39, 43].

Water absorption properties of developed filler and non-filler based composites
From Fig. 14, it is observed that there is an increase in weight at the initial stage of the specimen for about 27 days, and then it starts to lose weight. This phenomenon is caused due to the water absorption property; in the case of laminated composites the water absorption gets saturated in 27 days and then leads to weight loss. Composite W2 is less bio-degradable because of its less water absorption property, as seen in Fig. 13. Composite W1 and W3 are more biodegradable compared to the W2 because of more amount of moisture intake, and thereby bacterial attack. Composite W4 shows the highest biodegradability because of the poor wettability to the matrix. Jute fibers have a higher tendency to absorb moisture from the compost, thus causing faster biodegradation [44, 45].

Biodegradation characteristics of developed filler and non-filler based composites
Conclusions
The jute-epoxy composites were developed with and without various proportions of rosewood, padauk wood dust fillers as per the conventional hand lay-up process. The developed composites were analyzed for mechanical, thermal, water absorption, biodegradation characteristics. Based on the test results, the following conclusions were drawn.
The ultimate tensile strength of padauk wood dust-based jute epoxy composites (43 MPa) was higher than rosewood dust filler-based jute epoxy composites (23.6 MPa).
Similarly, the ultimate flexural strength, ultimate compressive strength, hardness, and energy absorbed during impact was higher for padauk wood dust-based jute epoxy composites due to better adhesion with the matrix.
The thermal stability of rosewood dust filler and its composites was higher compared to the padauk wood dust and its composites.
The biodegradation characteristics were higher for unfilled jute epoxy composites compared to the wood dust filler based one. But in the case of water absorption characteristics wood dust filler-based composites showed better resistance to water absorption.
Thus, the wood dust filler-based jute epoxy composites can be used for lightweight and medium load applications.
The future scope of this study is the prove the application suitability of the best performer composites with suitable applications and to perform dynamic mechanical analysis for the developed composites.
References
Thakur VK, Thakur MK, Gupta RK (2014) Review: raw natural Fiber-based polymer composites. Int J Polym Anal Charact 19:256–271. https://doi.org/10.1080/1023666X.2014.880016
Wang X, Wang L, Lian W, Zhou A, Cao X, Hu Q (2018) The influence of carbon spheres on thermal and mechanical properties of epoxy composites. J Polym Res 25:1–7. https://doi.org/10.1007/s10965-018-1623-2
Oladele IO, Akinwekomi AD, Agbabiaka OG, Oladejo MO (2019) Influence of biodegradation on the tensile and wear resistance properties of bio-derived CaCO 3 /epoxy composites. J Polym Res 26:1–9. https://doi.org/10.1007/s10965-018-1676-2
Tavassoli F, Razzaghi-Kashani M, Mohebby B (2018) Hydrothermally treated wood as reinforcing filler for natural rubber bio-composites. J Polym Res 25:1–11. https://doi.org/10.1007/s10965-017-1394-1
Burzic I, Pretschuh C, Kaineder D et al (2019) Impact modification of PLA using biobased biodegradable PHA biopolymers. Eur Polym J 114:32–38. https://doi.org/10.1016/j.eurpolymj.2019.01.060
Ramesh P, Prasad BD, Narayana KL (2019) Morphological and mechanical properties of treated kenaf fiber/MMT clay reinforced PLA hybrid biocomposites. AIP Conf Proc. https://doi.org/10.1063/1.5085606
Agayev S, Ozdemir O (2019) Fabrication of high density polyethylene composites reinforced with pine cone powder: mechanical and low velocity impact performances. Mater Res Express. https://doi.org/10.1088/2053-1591/aafc42
Jain NK, Gupta MK (2018) Hybrid teak/Sal wood flour reinforced composites: mechanical, thermal and water absorption properties. Mater Res Express. https://doi.org/10.1088/2053-1591/aae24d
Khonsari A, Taghiyari HR, Karimi A, Tajvidi M (2015) Study on the effects of wood flour geometry on physical and mechanical properties of wood-plastic composites. Maderas Cienc y Tecnol 17:545–558. https://doi.org/10.4067/S0718-221X2015005000049
Vinod A, Vijay R, Singaravelu DL (2018) ThermoMechanical characterization of Calotropis gigantea stem powder-filled jute Fiber-reinforced epoxy composites. J Nat Fibers 15:648–657. https://doi.org/10.1080/15440478.2017.1354740
Kumaran P, Mohanamurugan S, Madhu S et al (2019) Investigation on thermo-mechanical characteristics of treated/untreated Portunus sanguinolentus shell powder-based jute fabrics reinforced epoxy composites. J Ind text:1–33. https://doi.org/10.1177/1528083719832851
Movva M, Kommineni R (2019) Effect of green gram husk Nanocellulose on Banana Fiber composite. J Nat Fibers 16:287–299. https://doi.org/10.1080/15440478.2017.1414658
Vijay R, Vinod A, Kathiravan R et al (2018) Evaluation of Azadirachta indica seed/spent Camellia sinensis bio-filler based jute fabrics–epoxy composites: experimental and numerical studies. J Ind text:1–26. https://doi.org/10.1177/1528083718811086
Arumuga prabu V, Uthayakumar M, Manikandan V, et al (2014) Influence of redmud on the mechanical, damping and chemical resistance properties of banana/polyester hybrid composites. Mater Des 64:270–279. doi: https://doi.org/10.1016/j.matdes.2014.07.020
Saw SK, Akhtar K, Yadav N, Singh AK (2014) Hybrid composites made from jute/coir fibers: water absorption, thickness swelling, density, morphology, and mechanical properties. J Nat Fibers 11:39–53. https://doi.org/10.1080/15440478.2013.825067
Sanjay MR, Yogesha B (2018) Studies on hybridization effect of jute/kenaf/E-glass woven fabric epoxy composites for potential applications: effect of laminate stacking sequences. J Ind Text 47:1830–1848. https://doi.org/10.1177/1528083717710713
Arpitha GR, Sanjay MR, Senthamaraikannan P, Barile C, Yogesha B (2017) Hybridization effect of sisal/glass/epoxy/filler based woven fabric reinforced composites. Exp Tech 41:577–584. https://doi.org/10.1007/s40799-017-0203-4
Sanjay MR, Arpitha GR, Senthamaraikannan P et al (2019) The hybrid effect of jute/Kenaf/E-glass woven fabric epoxy composites for medium load applications: impact, inter-laminar strength, and failure surface characterization. J Nat Fibers 16:600–612. https://doi.org/10.1080/15440478.2018.1431828
Vijaya Ramnath B, Junaid Kokan S, Niranjan Raja R et al (2013) Evaluation of mechanical properties of abaca-jute-glass fibre reinforced epoxy composite. Mater Des 51:357–366. https://doi.org/10.1016/j.matdes.2013.03.102
Mattos BD, Misso AL, De Cademartori PHG et al (2014) Properties of polypropylene composites filled with a mixture of household waste of mate-tea and wood particles. Constr Build Mater 61:60–68. https://doi.org/10.1016/j.conbuildmat.2014.02.022
Kiziltas EE, Kiziltas A, Gardner DJ (2016) Rheological and mechanical properties of ultra-fine cellulose-filled thermoplastic epoxy composites. BioResources 11:4770–4780. https://doi.org/10.15376/biores.11.2.4770-4780
Essabir H, Achaby MEI, Hilali EM et al (2015) Morphological, structural, thermal and tensile properties of high density polyethylene composites reinforced with treated Argan nut Shell particles. J Bionic Eng 12:129–141. https://doi.org/10.1016/S1672-6529(14)60107-4
Jamil MS, Ahmad I, Abdullah I (2006) Effects of rice husk filler on the mechanical and thermal properties of liquid natural rubber compatibilized high-density polyethylene/natural rubber blends. J Polym Res 13:315–321. https://doi.org/10.1007/s10965-005-9040-8
Abdul Khalil HPS, Issam AM, Ahmad Shakri MT et al (2007) Conventional agro-composites from chemically modified fibres. Ind Crop Prod 26:315–323. https://doi.org/10.1016/j.indcrop.2007.03.010
Fiore V, Scalici T, Vitale G, Valenza A (2014) Static and dynamic mechanical properties of Arundo Donax fillers-epoxy composites. Mater Des 57:456–464. https://doi.org/10.1016/j.matdes.2014.01.025
Ahmed KS, Mallinatha V, Amith SJ (2011) Effect of ceramic fillers on mechanical properties of woven jute fabric reinforced epoxy composites. J Reinf Plast Compos 30:1315–1326. https://doi.org/10.1177/0731684411420606
Srivastav AK, Behera MK, Ray BC (2007) Loading rate sensitivity of jute/glass hybrid reinforced epoxy composites: effect of surface modifications. J Reinf Plast Compos 26:851–860. https://doi.org/10.1177/0731684407076735
De Melo Monteiro GQ, Montes MAJR (2010) Evaluation of linear polymerization shrinkage, flexural strength and modulus of elasticity of dental composites. Mater Res 13:51–55
Lavoratti A, Zattera AJ, Amico SC (2019) Mechanical and dynamic-mechanical properties of silanized graphene oxide/epoxy composites. J Polym Res 26:1–10. https://doi.org/10.1007/s10965-019-1805-6
Aminullah A, Syed Mustafa S, Azlan N et al (2010) Effect of filler composition and incorporation of additives on the mechanical properties of polypropylene composites with high loading lignocellulosic materials. J Reinf Plast Compos 29:3115–3124. https://doi.org/10.1177/0731684410367532
Onuegbu GC, Igwe IO (2011) The effects of filler contents and particle sizes on the mechanical and end-use properties of snail Shell powder filled polypropylene. Mater Sci Appl 02:810–816. https://doi.org/10.4236/msa.2011.27110
Kokta BV, Raj RG, Daneault C (1989) Use of wood flour as filler in polypropylene: studies on mechanical properties. Polym Plast Technol Eng 28:247–259. https://doi.org/10.1080/03602558908048598
Zeriouh A, Belkbir L (1995) Thermal decomposition of a Moroccan wood under a nitrogen atmosphere. Thermochim Acta 258:243–248. https://doi.org/10.1016/0040-6031(94)02246-K
Kumar R, Kumar K, Bhowmik S, Sarkhel G (2019) Tailoring the performance of bamboo filler reinforced epoxy composite: insights into fracture properties and fracture mechanism. J Polym Res 26:1–15. https://doi.org/10.1007/s10965-019-1720-x
Raghavendra G, Ojha S, Acharya SK, Pal SK (2014) Jute fiber reinforced epoxy composites and comparison with the glass and neat epoxy composites. J Compos Mater 48:2537–2547. https://doi.org/10.1177/0021998313499955
Hyness NRJ, Vignesh NJ, Senthamaraikannan P et al (2018) Characterization of new natural cellulosic Fiber from Heteropogon Contortus plant. J Nat Fibers 15:146–153. https://doi.org/10.1080/15440478.2017.1321516
Kumar R, Hynes NRJ, Senthamaraikannan P et al (2018) Physicochemical and thermal properties of Ceiba pentandra bark Fiber. J Nat Fibers 15:822–829. https://doi.org/10.1080/15440478.2017.1369208
Bharath KN, Pasha M, Nizamuddin BA (2016) Characterization of natural fiber (sheep wool)-reinforced polymer-matrix composites at different operating conditions. J Ind Text 45:730–751. https://doi.org/10.1177/1528083714540698
Bharath KN, Sanjay MR, Jawaid M et al (2019) Effect of stacking sequence on properties of coconut leaf sheath/jute/E-glass reinforced phenol formaldehyde hybrid composites. J Ind Text 49:3–32. https://doi.org/10.1177/1528083718769926
Islam MS, Hasbullah NAB, Hasan M et al (2015) Physical, mechanical and biodegradable properties of kenaf/coir hybrid fiber reinforced polymer nanocomposites. Mater Today Commun 4:69–76. https://doi.org/10.1016/j.mtcomm.2015.05.001
Tajvidi M, Ebrahimi G (2002) Water uptake and mechanical characteristics of natural filler polypropylene composites. J Appl Polym Sci 88:941–946
Ichazo MN, Albano C, González J et al (2001) Polypropylene/wood flour composites: treatments and properties. Compos Struct 54:207–214. https://doi.org/10.1016/S0263-8223(01)00089-7
Jawaid M, Abdul Khalil HPS (2011) Cellulosic/synthetic fibre reinforced polymer hybrid composites: a review. Carbohydr Polym 86:1–18. https://doi.org/10.1016/j.carbpol.2011.04.043
Sathishkumar TP, Navaneethakrishnan P, Shankar S, Rajasekar R (2013) Characterization of new cellulose sansevieria ehrenbergii fibers for polymer composites. Compos Interfaces 20:575–593. https://doi.org/10.1080/15685543.2013.816652
Vignesh V, Balaji AN, Karthikeyan MKV (2016) Extraction and characterization of new cellulosic fibers from Indian mallow stem: an exploratory investigation. Int J Polym Anal Charact 21:504–512. https://doi.org/10.1080/1023666X.2016.1175206
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Dinesh, S., Kumaran, P., Mohanamurugan, S. et al. Influence of wood dust fillers on the mechanical, thermal, water absorption and biodegradation characteristics of jute fiber epoxy composites. J Polym Res 27, 9 (2020). https://doi.org/10.1007/s10965-019-1975-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-019-1975-2