
Abstract
Red mud produced as by-product in Bayer’s process for alumina production is posing severe environmental challenge in its disposal. Present work describes using this environmental pollutant as filler in combination with coir fibre using polyester resin for composite production. Tensile properties, flexural properties, compressive properties, hardness and density of coir polymer composites with and without red mud filler were evaluated experimentally. Subsequently, buckling analysis of the prepared composite was also done experimentally and using finite element method at different grid size and for different number of elements to establish the grid independence of obtained results. It has been observed that compressive strength, hardness and density of the prepared composite improved with addition of red mud as filler. This may be attributed to metallic oxides present in chemical composition of red mud. Addition of the filler had a negative effect on tensile and buckling properties as the load cannot be transferred effectively from fibre to resin. Interestingly, it has been observed that composite plates with 20 % fibre gave optimum combination of various properties. The main aim of this work was to study the effect of red mud filler on the mechanical properties and buckling strength of the prepared composites leading to development of a novel low-cost, light-weight composite material using an environmental pollutant which can be used for light-weight structural application.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Technical advancements in field of composites have made it possible to manufacture laminated composite materials possessing unique customised properties such as high strength/stiffness, low weight, better corrosion resistance, resistance to heat and environmental degradation, customised properties based on varying stacking pattern, etc. This has resulted in increased application of such materials in variety of structures including aerospace, civil infrastructure, marine, etc. [1]. Natural fibres like jute, coir, bagasse, banana, etc., are nowadays favoured than conventional glass, aramid and other artificial fibres owing to their light weight, abundance, low cost and good mechanical properties [2, 3].
The natural fibre composites are readily used in automobile industries, military application, construction industries, furniture industries, low-cost housing, etc.
The higher cost of composites is the only factor hampering its use in majority of industrial application in spite of possessing customised properties specific to given application. Some researchers have found that adding low cost and readily available filler is the easiest way to bring down the cost of composites. However, mechanical properties of the composites should not be affected adversely in the attempt of reducing the cost. Therefore, fillers are added firstly to improve the mechanical and tribological properties and secondly to reduce the cost of the components [4]. Around 30 million tons/year of red mud (waste material) is produced during aluminium production by Bayer’s process. The intensity of this problem lies in its accumulation rate which is around 30 million tons/year. Disposal of red mud is a severe problem as it is highly alkaline and produced in huge quantities [5].
Because of leakage of alkaline red mud liquor into the ground there is probability of ground water contamination. Also it can cause dust pollution in arid regions as it is mostly in form of fine dust with particle size of order of 300 mesh. Bauxite processing industries in Jamaica produces red mud which is sufficient to bury 700 football grounds and their goal posts [6]. Direct disposal of red mud into sea creates problem to marine flora and fauna and also reacts with magnesium of sea water and creates additional finely divided solids changing the physico-chemical conditions of the area. Therefore, an attempt was made here to develop cost-effective polymer composites having excellent mechanical properties using red mud as filler.
Misra et al. [7] discussed the processing and evaluated the mechanical properties of coir polyester composites at various percentages of the coir fibre, experimentally. Also the effect of continuous and discontinuous distribution of coir fibre in polyester resin has been studied thoroughly and its effect on mechanical properties has been determined. Saxena et al. [8] have used red mud and fly ash as filler in combination with natural fibres like sisal and jute to develop composites. The mechanical properties of newly developed composite were found much superior than the conventional wood/particle woods. Hossein et al. [9] studied the thermal and mechanical behaviour of maleic anhydride grafted polypropylene/silica composites at various sizes of reinforcements. Addition of silica particles leads to improvement in crystallisation rate, crystallinity percentage, Young’s modulus, strength and thermal stability of MA-g-PP composites. Kilic et al. [10] concluded that various construction products produced from red mud do not produce any harmful effects and can be used safely complying with the requirement of regulation on regular storage of waste in Turkey after performing series of environment compliance tests on them.
Chowdhury et al. [11] suggested the use of various natural fibre composite using fibres like jute, rice husk, etc., for developing sustainable low-cost housing materials in countries like India where concrete or steel housing is expensive. Adedeji et al. [12] focused on use of composite panels for sustainable housing provision in Nigeria. They developed composite panel using agricultural waste, i.e., cement reinforced with palm kernel fibre, a by-product of oil palm for cost-efficient building panels for walls. Since the developed composite panel in the present work can be used for this kind of structural application in earthquake-prone areas and developing countries, it is necessary to check its stability under axial loading. Thus, buckling analysis of prepared composite plates was also done to achieve the same objective. The stability of structures under axial loading has been investigated by some researchers [13, 14].
Jayaram Mohanty et al. [15] studied the influences of various parameters such as delamination area, fibre orientations, number of layers, aspect ratios on the buckling behaviour of single and multiple delaminated woven roving glass/epoxy composite plates and concluded that these parameters have paramount influence on the buckling behaviour of delaminated plate. Baba et al. [16] studied the influence of various boundary conditions like clamped, pinned, etc., on the buckling load for rectangular E glass/epoxy plates of various geometries. Qablan et al. [17] studied the effect of cut-out size, cut-out location, fibre orientation angle and type of loading on the buckling load of square cross-ply laminated plates with circular cut-outs. They concluded that the effect of cut-out size is remarkable in case of shear loading in comparison to axial loading.
Moita et al. [18] developed a finite element model using eight-node quadrilateral element for linear buckling analysis of laminated composite structures. They studied the effect of various geometrical parameters, material properties, ply orientation, etc., on buckling load. The same element was later used to study the vibration and buckling response of composite structures for various geometries [19].
Onkar et al. [20] developed a generalised layer-wise stochastic finite element formulation for the buckling analysis of both homogeneous and laminated plates with random material properties.
It can be seen from available literature that various researchers have tried to study mechanical properties of various fibre resin combinations, but majority of them have not tried to examine the effect of particulate filler on mechanical and structural properties of composites. Also exhaustive work has not been done on buckling analysis of the composites. Therefore, the objectives of the present work were to study the effect of fibre and filler contents on mechanical properties of coir polyester composite. Moreover, buckling analysis of the prepared composites has been done experimentally as well as using ANSYS to determine its buckling strength.
Experimental
Materials and methods
This section describes the details of processing of the composites and the experimental procedures followed for their mechanical properties evaluation. The raw materials used in this work are as follows:
-
Coir fibre obtained from Central Coir Board Ahmedabad, India. The fibre was used in random chopped form with uniform length of 50 mm. The diameter of fibre varies from 0.1 to 0.3 mm with relative density of 1.12–1.15.
-
Red mud obtained from HINDALCO Belgaum, India. The red mud was used in dry powdered form with particle size 70–90 µm, having bulk density in range of 1.36–1.6 g/cc.
-
Polyester resin from Rajkot, India. Unsaturated isophthalic polyester resin with density of 1.35 gm/cc and elastic modulus 3.23 GPa was used as matrix material. Methyl ethyl ketone peroxide (MEKP) was used as hardener and cobalt naphthalene as accelerator.
Material preparation
A wooden mould of dimension 250 × 250 × 10 mm was used for casting the composite plate. In the present investigation four composites plates were manufactured without red mud and another four composites plates were manufactured with red mud. Rachchh et al. [21] have studied the effect of varying filler content on mechanical properties of coir red mud composite and concluded that the best properties are available with 10 % filler loading.
Thus, in this work for composite plates with red mud, 10 % red mud content was fixed and fibre content varied as 10, 15, 20, and 25 %, respectively. In this case, red mud, polyester resin, hardener and accelerator were thoroughly mixed with gentle stirring to minimise air entrapment. But, resin, accelerator and hardener were thoroughly mixed in case of composite samples without red mud. Then by using hand layup technique, first layer of slurry was prepared. Above that chopped coir fibres are arranged and then slurry is poured, and so on. This procedure was followed until the required thickness was achieved. For quick and easy removal of composite plates, a mould release spray was applied at the inner surface of the mould. Care was taken to avoid formation of air bubbles. Pressure was then applied from the top and the mould was allowed to cure at room temperature for 24 h. This procedure was adopted for preparation of composites plates. After 24 h the plates were taken out of the mould, cut into different sizes for further experimentation. Figures 1 and 2 show composite plates with and without red mud, respectively.

Composite plates without red mud

Composite plates with red mud
Sample preparation
Five samples were prepared from each composition plate according to relevant ASTM standards and average readings of properties were considered for results. For density measurement, samples were prepared according to ASTM-792 while for flexural, tensile and compressive properties samples were prepared according to ASTM D-790-10, ASTM D-638 and ASTM D-695, respectively. For barcol hardness ASTM D-2583 was followed. The samples for flexural, tensile and compressive are shown in Fig. 3a–c, respectively. All the testing was carried out as per the relevant ASTM standards.

Samples cutting for flexural testing (a), tensile testing (b), and compressive testing (c)
Experimental buckling analysis
Eight specimens of different compositions having dimension of 50 × 250 × 10 mm were used to determine the buckling loads of the specimens. The specimens were loaded in axial compression using Aimil (AIM 302, India) compressive testing machine of 100 tonne capacity as shown in Fig. 4. A dial gauge was mounted at the centre of the specimen to observe the lateral deflection. For axial loading, the test specimens were placed between the two extremely stiff machine heads, of which the lower one was fixed during the test, whereas the upper head was moved downwards by servo hydraulic cylinder. All plates were loaded at constant cross-head speed of 1 mm/min. As the load was increased, the dial gauge needle started moving, and at the onset of buckling there was a sudden large movement of the needle. The load corresponding to this point is taken as the buckling load of the specimen. Test specimen after buckling is shown in Fig. 5.

Buckling test setup

Test specimen under buckling
Load versus deflection graphs
This type of graph can be used to determine experimental buckling load as shown by Yang et al. [22] and Mohtaram et al. [23]. The load vs. deflection curves for eight different samples are shown in Figs. 6, 7, 8, 9, 10, 11, 12 and 13. It can be seen from the figures that below a certain load, load versus deflection followed a linear relationship. However, at a particular load, the deflection suddenly increased and deviated from the linear relation. This load is taken as the critical buckling load and is determined from the intersection of two tangents drawn from the pre-buckling and post-buckling regions.

Load versus deflection graph (R 90 %, F 10 %, RM 0 %)

Load versus deflection graph (R 90 %, F 10 %, RM 10 %)

Load versus deflection graph (R 85 %, F 15 %, RM 0 %)

Load versus deflection graph (R 75 %, F 15 %, RM 10 %)

Load versus deflection graph (R 80 %, F 20 %, RM 0 %)

Load versus deflection graph (R 70 %, F 20 %, RM 10 %)

Load versus deflection graph (R 75 %, F 25 %, RM 0 %)

Load versus deflection graph (R 65 %, F 25 %, RM 10 %)
Finite element analysis
ANSYS 12.1 was used to analyse the critical buckling load of composite plates of the same sizes and different material composition. The dimensions of the specimen were 50 × 250 × 10 mm in length, width and thickness. The plate was modelled using 20-node hexahedral element using coarse, medium and fine grid as given in Table 1. Hex 20 is the most common element used for simple flat geometries. Figure 14 shows a typical meshing. The applied boundary condition and load for linear buckling analysis is as shown in Fig. 15. Buckling analysis results of different material composition plates are as shown in Figs. 16, 17, 18, 19, 20, 21, 22 and 23.

Meshing of the composite plate

Load and fixed support of the composite plate

Buckling load of the composite plate (R 90 %, F 10 %, and RM 0 %)

Buckling load of the composite plate (R 80 %, F 10 %, and RM 10 %)

Buckling load of the composite plate (R 85 %, F 15 %, and RM 0 %)

Buckling load of the composite plate (R 75 %, F 15 %, and RM 10 %)

Buckling load of the composite plate (R 80 %, F 20 %, and RM 0 %)

Buckling load of the composite plate (R 70 %, F 20 %, and RM 10 %)

Buckling load of the composite plate (R 75 %, F 25 %, and RM 0 %)

Buckling load of the composite plate (R 65 %, F 25 %, and RM 10 %)
Results and discussion
Experimental buckling load was found lower than the one theoretically obtained from ANSYS [23]. The reason may be due to the presence of certain imperfections like voids, crack, etc., created due to improper bonding of fibre and resin at the time of manufacturing of composite plates. Also, buckling load is found lower in case of plates with red mud due to red mud particles occupying interstitial position between matrix and fibres resulting into stress concentration. This is shown in Table 1.
Table 1 also clearly shows the effect of grid size on buckling load of composite plates. Grid size is one of the most important parameters in deciding the accuracy of any finite element formulation. It can be seen from the Table 1 that the deviation in the values of buckling loads for various grid size is less than 0.5 % which justifies the use of coarse grid for this analysis.
In Figs. 24, 25, 26, 27, 28, 29 and 30 for defining composition of plates R stands for resin, F means fibre and RM shows red mud. Also the digit next to it shows its content in percentage of overall composition.

Tensile stress at various percentage of the material composition

Tensile modulus at various percentage of the material composition

Flexural stresses at various percentage of the material composition

Flexural modulus at various percentage of the material composition

Density at various percentage of the material composition

Hardness at various percentage of the material composition

Compressive stress at various percentage of the material composition
Figure 24 shows the tensile stress of randomly distributed coir fibre-reinforced polyester composites at various percent of material compositions plotted from the data in Table 2. From Fig. 24, it is seen that tensile stress increased initially and then decreased. Particle loading and its size, interfacial adhesion between particle, fibre and matrix significantly affect the strength of the composite. However, for composites containing well-bonded particles, addition of particles to the polymer will lead to an increase in strength of the composites. Thus, due to the good bonding of red mud filler particles with matrix, the tensile strength of composites increased with rise in the fibre content up to 20 %. The slight decrease in tensile strength with addition of red mud filler was due to the poor adhesion between the fibre, filler and the matrix as without proper adhesion at higher loads, reinforcements promote void formation resulting into reduction in tensile strength. Best result was observed at 20 % of fibre without red mud, subsequently the load was not transferred from fibre to resin. Similar set of results were also obtained by Biswas et al. [24, 25] in their experiment on studying tribological properties of red mud composites, where addition of red mud leads to decrease in tensile strength, tensile modulus and increase in hardness of composite material.
Tensile modulus is directly related to the stiffness. If tensile modulus increases, then stiffness increases and vice versa. It can be seen from Fig. 25 that tensile modulus increased with increasing fibre content up to 20 % after which it decreased. The reason for the decrease is that when fibre content was increased beyond 20 %, the resin was insufficient to wet the fibre as a result of which the load could not be effectively transferred from fibre to resin. Also adding red mud content to the plate led to slight reduction in tensile modulus. When the bonding between the particles and matrix was poor, the stress transfer at the particle/polymer interface was insufficient. Therefore, discontinuity in the form of debonding existed because of non-adherence of particles to polymer particularly after 20 % fibre content which led to decrease in modulus afterwards. This is shown in Fig. 25.
When the percentage of coir fibre increased, the flexural modulus also increased. It is directly proportional to the flexural stress. Therefore, flexural stress also increased. The reason for decrease in flexural properties after 20 % fibre content again was the insufficiency of resin to cover up the fibre leading to pores, voids, etc. The reduction in the flexural strengths of the composites with red mud content was probably caused by an incompatibility of the particulates and the polyester matrix leading to poor interfacial bonding. The lower values of flexural properties may also be attributed to fibre-to-fibre interactions, voids, and dispersion problems. This is shown in Figs. 26 and 27. The value of flexural stress is shown in Table 3.
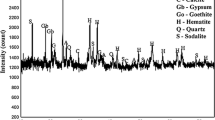
Density of coir polyester composite is much lower than any other artificial fibre composite which clearly shows its utility as light-weight structural application. Density is higher in case of red mud content plate as it comprises iron, titanium, and the silica part of the parent ore along with other minor constituents. This is shown in Fig. 28. The values of density, barcol hardness and compressive stress are presented in Table 4.
Barcol hardness values were increased by adding the percentage of red mud in the plates. After that it would decrease due to debonding. As red mud contains heavy particles along with metal oxides like Fe2O3, Al2O3, SiO2, etc., it imparts better hardness to the composite as shown in Fig. 29.
Addition of red mud led to improvement in compressive strength of composite due to inherent good compressive property of heavy red mud particles along with other metallic oxides present in it. Also, it made the composite useful in high load-bearing applications. This is clearly shown in Fig. 30. The comprehensive effect of red mud on mechanical properties of developed material is shown in Table 5.
Conclusion
Experimental and analytical investigation of coir polyester red mud filled composites led to the following conclusions:
-
The tensile strength of coir polyester composites improved by increasing fibre percentage initially and then decreased. Addition of filler led to slight decrease in tensile properties as load could not be transferred from fibre to resin, effectively. The best properties were found for composite containing 20 % fibre.
-
The hardness and density of composite improved by addition of the red mud. Metal particles which are present in the composition of the red mud are accountable for this improvement. Hence, the prepared composite can be used for application requiring good erosive performance.
-
The compressive strength of composite improved by adding the red mud. This is due to inherent high compressive property of red mud particles. Thus, the prepared composite may be used for applications requiring high compressive strength like vibration isolation base for machines.
-
The buckling properties of the composites improved by increasing the percentage of fibres with maximum buckling strength which was found for 20 % fibre. Addition of red mud filler led to decrease in buckling strength by around 10 %. This may be due to inefficient bonding between fibre and resin due to the presence of filler. Thus, the prepared composite can be used for low-cost housing in rural areas.
References
Reddy BS, Reddy AR, Kumar SJ, Reddy KV (2012) Bending analysis of laminated composite plates using finite element method. Int J Eng Sci Technol 4:177–190
Mohanty AK, Misra M, Hinrichsen G (2000) Biofibres, biodegradable polymers and biocomposites : an overview. Macromol Mater Eng 276–277:1–24
John MJ, Thomas S (2008) Biofibres and biocomposites. Carbohydr Polym 71:343–364
Rothon RN (1997) Mineral fillers in thermoplastics. J Adhes 64:87–109
Milacic R, Zuliani T, Scancar J (2012) Environmental impact of toxic elements in red mud studied by fractionation and speciation procedures. Sci Total Environ 426:359–365
Sinha SN, Agrawal MK, Prasad RB (2000)Red mud—generation and utilization. Proc Int Conf Env Manag Metall Ind Varanasi
Misra RK, Rachchh NV (2011) Mechanical performance of coir fibre reinforced polyester composite. Int J Adv Mater Sci 1:19–28
Saxena M, Morchhale RK, Asokan P, Prasad BK (2008) Plant fibre—industrial waste reinforced polymer composites as a potential wood substitute material. J Compos Mater 42:367–384
Alaei MH, Mahajan P, Brieu M, Kondo D, Rizvi JA, Kumar S, Bhatnagar N (2013) Effect of particle size on thermomechanical properties of particulate polymer composites. Iran Polym J 22:853–863
Kilic Y, Günay E, Marsoglu M (2014) From hazardous red mud waste to non-hazardous commercial products. Mater Test 56:140–144
Chowdhury S, Roy S (2013) Prospects of low cost housing in india. Geomater 3:60–65
Adedeji YMD (2011) Sustainable housing in developing nations: the use of agro-waste composite panels for walls. Built Hum Environ Rev 4:36–47
Timoshenko SP, Gere JM (1961) Theory of elastic stability. McGraw-Hill Book Company, New York
Mignot F, Puel JP, Suquet PM (1980) Homogenization and bifurcation of perforated plates. Eng Sci 18:409–414
Jayaram M, Shishir KS, Pravat KP (2013) Numerical and experimental study on buckling behaviour of multiple delaminated composite plates. Int J Struct Integr 4:240–257
Baba BO (2009) Influence of cut-out variables on buckling behavior of composite plates. J Reinf Plast Compos 28:2325–2339
Qablan HA, Katkhuda H, Dwairi H (2009) Assessment of the buckling behavior of square composite plates with circular cutout subjected to in-plane shear. Jourdan J Civ Eng 3:184–195
Moita JS, Soares CMM, Soares CAM (1996) Buckling behaviour of laminated composite structures using a discrete higher-order displacement model. Compos Struct 35:75–92
Moita JS, Soares CMM, Soares CMA (1999) Buckling and dynamic behaviour of laminated composite structures using a discrete higher-order displacement model. Comput Struct 73:407–423
Onkar AK, Upadhyay CS, Yadav D (2006) Generalized buckling analysis of laminated plates with random material properties using stochastic finite elements. Int J Mech Sci 48:780–798
Saradava BJ, Rachchh NV, Misra RK, Roychowdhary DG (2013) Mechanical characterisation of coir fiber reinforced polymer composite using red mud as filler. J Inf Knowl Res Mech Eng 2:472–476
Yang QJ, Hayman B, Osnes H (2013) Simplified buckling and ultimate strength analysis of composite plates in compression. Compos Part B Eng 54:343–352
Mohtaram YH, Kahnamouei JT, Shariati M, Behjat B (2012) Experimental and numerical investigation of buckling inrectangular steel plates with groove-shaped cutouts. J Zhejiang Uni Sci A Appl Phys Eng 13:469–480
Biswas S, Satapathy A (2009) Tribo-performance analysis of red mud filled glass-epoxy composites using Taguchi experimental design. Mater Design 30:2841–2853
Biswas S, Satapathy A (2010) A comparative study on erosion characteristics of red mud filled bamboo–epoxy and glass–epoxy composites. Mater Design 31:1752–1767
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Rachchh, N.V., Misra, R.K. & Roychowdhary, D.G. Effect of red mud filler on mechanical and buckling characteristics of coir fibre-reinforced polymer composite. Iran Polym J 24, 253–265 (2015). https://doi.org/10.1007/s13726-015-0317-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13726-015-0317-4