
Abstract
This study has demonstrated the characteristics of novel finger millet husk biosilica (FMB) and Digitaria ischaemum fibre (DIF)-reinforced epoxy composites. Since there is no previous studies revealing the utilization of silane-treated FMB and base-treated DIF together in epoxy composite as alternative for man-made fibres and fillers, the present study’s objectives were designed such a way to study the effect of fibre and particle addition on the mechanical, wear, and hydrophobic behaviour of epoxy composite. The biosilica was synthesized from the waste finger millet husks via thermo-chemical process and silane treated. Through hand layup process, the composites were produced, and they were analyzed as per the ASTM standards. The results revealed that the highest tensile strength of 134 MPa, flexural strength of 168 MPa, compressive strength of 145 MPa, and the tensile and flexural modulus of 5.9 and 6.28 GPa, as well as the Izod impact strength of 4.62 J/m, were observed for composite designation N3. However, increased biosilica vol. % up to 5.0 resulted in the lower wear loss of 0.013 mm3/Nm and COF of 0.266 for the composite designation N4. The water absorption percentage and the contact angle for all composite designations are lower than 0.4% and higher than 70°, indicating that all composite designations are in hydrophobic nature. Moreover, the SEM fractography shows that the composite designation N3 shows enhanced fibre-matrix interface bonding and uniform particle dispersion. These properties improved composites could be used as functional material in automobile sector and structural and domestic infrastructure products like man hole covers, gratings, and anti-termite FRP slab panels.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
International environmental issues including the quickly decreasing petroleum supply, the continuously increasing average world temperature, the rise in sea levels, and the breakdown of the glaciers at the poles put strain on populations and industry. In order to promote environmental sustainability, eco-friendly products are being promoted more and more [1]. Recent years have seen a significant increase in the importance of environmentally friendly development, and the upcoming reduction of petroleum-based resources could demand the usage of biocomposite materials derived from alternative sources like agriculture biomasses [2]. The estimation and significance of natural composites reinforced with natural fibres have increased recently to make the manufacturing process green and sustainable. Thus to make biocomposites in thermoplastic and thermosetting resins, fibres like flax, banana, jute, sisal, pineapple, bamboo, and kenaf are employed as reinforcement [3].
Natural fibre composites are becoming more and more important as a result of environmental protections, sustainable, economic, and social awareness. In comparison to conventional materials, natural fibres have particular qualities including better mechanical properties, toughness, elasticity, and modulus [4]. In addition to these advantages, they also have lower production cost, low density, less vibrational damping, and high rate of recovery [5]. There is more number of previous researches available in natural fibre-reinforced composites to prove that the composites are effective and sustainable [6,7,8]. But still there is a need to find and utilize new natural fibres either from biomass waste, plant, or animal to meet the eco-friendly material demand. There are many sources for the natural fibres; among that, the natural fibre from grass type of species is remarkable over tree and fruit based since they have enough length and lower percentage of cellulose and hemi-cellulosic content fibre [9].
Jute, hemp, kenaf, and sisal fibres are the best example for highly sustainable and viable grass fibres used in present composite industry. But still there is few grass type of fibre resources that are not popularly researched by researchers [10]. Saccharum bengalense, mendong, Napier, elephant, Spinifex littoreus, Spinifex longifolius, Spinifex sericeus, and Digitaria ischaemum grass are the few example for that. However, there are few research studies available on these fibres in the recent days [11]. The physical, mechanical, chemical, and thermal characteristics of grass fibre, derived from Saccharum bengalense grass, mendong grass, Napier grass, elephant grass, wastes broom grass, and others, have been studied by numerous researchers. Jenish et al. [12] carried out the characterization of the hybrid mudar/snake grass fibre-reinforced epoxy filler composite material for structural use. According to the author, fibre volume % of 30 had the best mechanical characteristics with a flexural strength of 51 MPa, tensile strength of 45 MPa, and the impact strength of 4.5 J/m. Similarly, Ganesamoorthy et al. [13] investigated the mechanical characteristics of a hybrid composite made of Kevlar and Napier grass fibres. The study’s finding demonstrated that the highest mechanical properties, with tensile strength of 210 MPa, flexural strength of 165 MPa, impact energy absorption of 23 J, and compression strength of 19 MPa were noted for composites. Like this few more research studies also available in this line-up [14, 15] but still they are not been investigated as deeper level.
Among the group, the Digitaria ischaemum (Smooth Crabgrass) is often available on common roadside and garden weed and has higher fibre content. They could grow at any land conditions and tropical regions. Since they did not come under edible group, using them as source of fibre could be a noteworthy process. It is a summer annual grass in the Poaceae genus. The springtime germination of this warm-season grass and garden weed results in seed production throughout the summer. Late winter to early spring is when the seed begins to sprout. As it grows, it becomes exceedingly difficult to pull up because of its ground-hugging clumping nature and ability to root in the ground at its leaf nodes. When the weed is little, before it has established secondary roots, try to manually pull it out. Usually the garden bed mulching can hinder germination and the frost causes it to perish [16].
However, natural fibres could improve the load-sharing characteristic at the macroscopic level. But fillers could alter the properties of polymers at micro and nano level [17]. During the fabrication of composites, a variety of metallic and ceramic particles are used, but innovative bio-based particles are gathering a lot of attention for use in the development of conventional and biocomposites. There are many bioparticles starting from cellulose, cow dung, egg shell, sea shell powder, chitosan, chitin, biochar, lignin, biosilica, silica nitride, and silica oxynitride are being used for composite production [18]. Among all, the biosilica has attractive properties such as ceramic nature, high wear and flame retardation, easy to synthesize, and good hydrophobicity [19]. Due to its low density, low cost, and wide availability, biosilica can be employed as potential filler for sustainable biocomposite manufacturing [20].
It is noted that the thermal, mechanical, and barrier characteristics of a coating material strengthened with rice husk ash for structural use were studied by Alshahrani et al. [21]. The findings showed that adding silica particles up to 2 vol. % improved the tensile and flexural characteristics. But the inclusion of 4.0 vol. % biosilica dispersed composite achieved a hardness of 94 Shore D and a thermal conductivity of 0.42 W/mK, correspondingly. Moreover, Sivamurugan et al. [22] investigated the mechanical, thermal, and hydrophobic behaviour of biosilica extracted from finger millet husks and its coconut rachilla-reinforced epoxy resin biocomposite. With respect to tensile, impact, flexural strength, and hardness, the incorporation of 3 vol. % FMH biosilica particles with surface-treated palmyra sprout fibre as a reinforcing material has the highest values of 155 MPa, 6.17 J, 183 MPa, and 92 Shore D for tensile, impact strength, flexural, and hardness, respectively. Like this, there are more testimonials available to prove the effectiveness of biosilica as functional filler for composite development.
However, the biosilica source attracted researcher’s attention since the selection of source is very important to produce biocomposites sustainably. It is usually made from organic biomasses like bagasse, corn husk, rice husk, peanut husk, deoiled cake of cashew nut shells, and maize husks [23]. But millet husk is also a great source of this biosilica but it is not been researched more popularly. Millets are a diverse genus of small-seeded grasses that are commonly cultivated as cereal crops or grains for human and animal nourishment all over the world. The husks of these millets are just dumped as landfills after the grain processing is over [24]. About trillion tones of millet husks are not been treated on the earth and they are polluting the earth continuously. Thus, producing biosilica from these husks may be the wise decision to reduce these environmental pollutions as well as waste disposal issues. There are several millet varieties available for edible purpose. Fox tail millet, pearl millet, kodo millet, sorghum, barnyard millet, little millet, and proso millet are some of the largely cultivated products for food [25]. Among this, the finger millet husks contain larger content of silica; thus, producing silica from this husk could yield more outcomes at less time.
According to the prior literatures, it is clear that the studies on Digitaria ischaemum fibre and finger millet biosilica on biocomposite application are rarely presented. Moreover, the combined effect of Digitaria ischaemum fibre and finger millet husk biosilica particles in epoxy resin composite has also not been investigated yet. Hence, the present study’s objectives were made in such a way to develop an epoxy biocomposite for lightweight domestic infrastructure applications using base treated Digitaria ischaemum fibre and silane-treated finger millet husk biosilica. Also another objective was to improve the mechanical and wear properties of epoxy-based biocomposite using Digitaria ischaemum fibre and finger millet husk biosilica. Moreover, investigating the effect of adding Digitaria ischaemum fibre and finger millet husk biosilica into the epoxy resin and how it affects the hydrophobicity composite are also another objective of this present study. The composites which are mechanically strong, highly wear resistance, and hydrophobic in nature could be used in structural and domestic infrastructure products like man hole covers, gratings, and anti-termite FRP slab panels.
2 Experimental part
2.1 Materials
The epoxy resin used in this present investigation was an Araldite LY556 type of resin with a density of 1.18 g/cm3 and a molecular mass of 190.1 g/mol. A curing agent used for curing the composites was TETA HY951 with a density of 1.04 g/cm3. Both the resin and hardener were purchased from Huntsman India Pvt. Ltd. Other chemicals like 3-aminopropyltrimethoxysilane, ethanol, sodium hydroxide, and distilled water are purchased form Merck India, Ltd.
2.2 Extraction of fibres
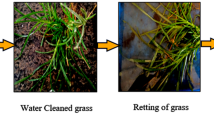
In this research, the fibre was produced via retting and manual shredding from the Digitaria ischaemum grass stems. The Digitaria ischaemum grass was procured from nearby farms and cleaned with water 3 times to remove any dirt or foreign matter. These cleaned stems were then submerged in water for 168 h to completely degrade them. Following hammering and combing, the fleshy stem materials were removed to separate the fibres present in the stem. For the purpose of removing the inbound moisture, the separated fibres were dried in the hot air oven for 2 h at 110 °C. Figure 1 explains the process followed for Digitaria ischaemum fibre preparation with SEM image of fibre. This fibre has a density of 0.9 g/cm3 with approximate diameter of 220–240 µm.

Digitaria ischaemum fibre preparation
Figure 2 displays the FT-IR spectra of the Digitaria ischaemum fibre. A noticeable absorbance peak at 3438.06 cm−1 is caused by the polyphenols’ hydroxyl group’s -OH stretching vibration. The stretching vibration of the nitrile -CN- molecule is what causes the spectrum of absorption at about 2922.26 cm−1. The aromatic ring’s -C-H stretching vibration is indicated by the strongest absorption band at 2862.27 cm−1, the amine functional group-N–H stretching vibration at 1642.71 cm−1, and bands at 1419.81–1384.15 cm−1 for the detection of stretching vibrations of -CH, -CH2, and -CH3, which indicate cellulose alkane groups, correspondingly. The -C-O–H bending vibration could be attributed to a weak absorption band at 1076.56 cm−1, the -C-H bending vibration of the alkane to a band at 604.73 cm−1, and the -C–O–C- stretching vibration of the ester functional group to a minor absorption band at 1268.77 cm−1. These compounds appeared between 400 and 400 cm−1, indicating the existence of protein components as well as polyphenolic compounds such flavonoids, alkaloids, and phenolic acids, cellulose, and terpenoids [26].

FTIR of Digitaria ischaemum fibre
2.3 Biosilica preparation
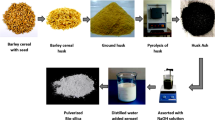
The finger millet husk as biomass was collected from the food processing factory, and by thermo-chemical method, the biosilica was prepared [27]. Two steps are taken to extract the biosilica from finger millet husk as represented in Fig. 3. The husk of finger millet was burned for 30 min in a thermal reactor with a controlled atmospheric air supply of 1L/min at 700 °C. Since the husks are rich in lignin and metallic compounds, they usually pyrolyzed at higher temperature [28]. As a result of burning, the finger millet ash (FMA) was produced. The generated FMA can be filtered to remove impurities in the subsequent step. Next, the produced FMA was mixed with 1N of NaOH solution and stirred continuously for 1 h at 80 °C to create the sodium silicate solution. The 1N of NaOH was prepared by dissolving 40.00 g of sodium hydroxide in 1 L of water. The obtained sodium silicate solution was then heated to 70 °C for 2 h to obtain the sodium silicate gel. The gel was then filtered through a Whatman grade 41 filter paper to remove any leftover contaminants. The created silica gels are then determined by titration using 1 N HCL with the pH of 7 over 24 h in atmospheric temperature. After carefully rinsing the aged silica gels using distilled water, a silica slurry was created at the end of phase. To generate xerogel silica, the silica slurry was cleansed using distilled water for 20 h at 700 °C [29]. The biosilica particles of FMA are then produced by simply grinding the xerogel silica into a fine powder in a mortar with size ranges of 800–1200 nm confirmed by particle size analyzer.

Biosilica preparation route from figure millet husk
2.4 Composite preparation
Before Digitaria ischaemum fibres were taken to composite preparation, its surface was modified by alkaline treatment. The fibres are immersed in the 1N NaOH solution for 2 h and then dried in a hot air oven for 2 h at 110 °C. Similarly, finger millet biosilica particles were surface treated by silane coupling agent via aqueous solution method since the amine functional group in the silane could react with the epoxy resin as ring opening reaction during the curing process and improve the adhesion and dispersion ability of reinforcements [30]. Thus, the amine-based silane was selected to treat the surface of biosilica rather than other types. In this study, the composite fabrication was done by hand layup process. For this, a closed mould has been utilized to ensure uniform thickness and volume fractions of composites. Initially, the upper and lower portion of the mould was cleaned and applied with a liberal coat of wax for easy removal of composites. Then, the homogenous solution of epoxy resin and surface-treated finger millet husk biosilica was prepared with the help of a sonicator. The required amount of particles are dispersed into the epoxy resin and stirred for 30 min. After the preparation of homogenous admixture of resin-biosilica, the curing hardener was added as 10:1 ratio and stirred well for another 10 min. Once the degasification was completed, the resin-biosilica mixture was poured into the mould and the Digitaria ischaemum fibre was laid as random oriented. The top mould was pressed firmly to ensure the composites are in uniform thickness. Finally, the composites are allowed to cure at room temperature for 24 h and post cured at 120℃ for 48 h [31]. The various composite designations with different combinations of biosilica are presented in Table 1.
3 Characterizations
The composites were scrutinized visually for any surface defects and flaws after completion of curing process. Furthermore, abrasive water jet machine (Maxiem water jets, 1515, KENT) was used to cut acceptable ASTM test specimens from cured composite plates [32]. The specific ASTM standards and machine details are mentioned in Table 2. Figure 4 represents the samples used in this study.

Composite specimens used in this study
4 Results and discussion
4.1 Mechanical properties
Figure 5 shows the mechanical properties for various composite designations. Figure 5a and b illustrates the tensile and flexural properties. It is noted that the composite designation ‘N0’ exhibits very low values as a result of the brittle nature of pure epoxy content. The pure epoxy generally possesses an extreme brittleness. The presence of more microcracks in the matrix propagated rapidly upon loading and made plastic deformation. The direction of cracks looks like a river mark on the fractured portion. Moreover, the fractured portion looks almost flat since more quantity of microcracks are propagated and forms river marks [33]. The minimum values of tensile, flexural, and compressive strength were measured about 62 MPa, 96 MPa, and 68 MPa, respectively, with measured tensile and flexural modulus of about 2.66 GPa and 4.18 GPa. But, inclusion of Digitaria ischaemum fibre by 30 vol. % in pure epoxy matrix increased the mechanical properties for composite designation ‘N1’. The increment in tensile strength, tensile modulus, flexural strength, flexural modulus, and compressive strength are by 36%, 39%, 14%, 15%, and 41% correspondingly for composite designation ‘N2’. This improvement is the reason for the base treatment process on fibre, which strengthened the bonding mechanism with the matrix via mechanical interlocking, since the poorly bonded surrounding cellulose and hemi-cellulose are removed during the surface treatment process [34].

Mechanical properties for various composite combinations
Tensile strength rises with the addition of finger millet husk biosilica by 1.0, 3.0, and 5.0 vol. % up to 116 MPa, 134 MPa, and 128 MPa for composite designations N2, N3, and N4, respectively. This increase in values is the result of the particles being treated with silane coupling agent [35], which equally disperse it throughout the matrix and decreases the voids with enhanced bonding of fibre and matrix [36]. For the composite designation ‘N3’, the highest tensile, flexural, and compressive values are recorded by addition of Digitaria ischaemum fibre by 30 vol. % and 3.0 vol. % of biosilica particles. It shows the maximum tensile strength of 134 MPa, flexural strength about 168 MPa, compressive strength 145 MPa, tensile, and flexural modulus up to 5.9 and 6.28 correspondingly. The reason behind the improvement in tensile strength is silane treated particles, which improved the bonding mechanism as well as occupied the voids which make the composite strengthened [37]. However, tensile and flexural properties of composite designation N4 decreased by addition of 5.0 vol. % of finger millet husk biosilica. The reason behind this phenomenon is the brittle nature of highly saturated biosilica clusters in the resin [38] and this agglomeration causes the matrix to break easily by increased stress intensity factor.
Similarly, Fig. 5d shows the results of Izod impact strength and hardness in which composite designation ‘N0’ represents the lowest values of about 0.34 J/m and 86 Shore D. The pure epoxy is brittle and has higher cross-linking density in nature; thus, it provided lower impact strength and higher hardness for N0 composite. Furthermore, an improvement in Izod impact values and hardness was noted when Digitaria ischaemum fibre of 30 vol. % is added into the pure epoxy. The composite’s efficiency to withstand more applied load is increased by the inclusion of reinforcements, and because of the base treatment, the fibres’ surfaces attach tightly to the molecules of epoxy [39].
Moreover, introduction of finger millet husk biosilica particles improved the Izod impact strength and hardness with incorporation of 1.0, 3.0, and 5.0 vol. % for composite designations N2, N3, and N4, respectively. The reason behind this enhancement is silane coupling agent which improved the bonding and easily distributes the applied load evenly. It is due to the silane treatment on particle’s surface, which spread evenly through the matrix and hinders the impact load [40]. However, 5.0 vol. % of biosilica addition makes agglomeration within the Digitaria ischaemum-reinforced epoxy composite; hence, decrement in Izod impact strength is observed as 4.43 J/m for N4 composite designation.
4.2 Fractography analysis
Figure 6 shows the SEM fractographs of plain resin and composites tested. Figure 6a shows the tensile fractograph of plain resin N0. Since pure epoxy is fragile, it contains more microcracks as inbuilt. These microcracks spread quickly upon loading and causing plastic deformation. The direction of the cracks on the broken area resembles river markings. Since more microcracks are spreading and creating river traces, the fractured area appears almost flat [41]. Similarly, Fig. 6b shows the SEM fractograph of tensile fractured composite designation N1. The fractograph revealed the traces of matrix on the fibre, indicating the improved adhesion between fibre and matrix. The matrix is stick over the fibre even after the fracture. Moreover, Fig. 6c shows the impact tested fractograph of N3 composite. The matrix phase possesses with the ductile fracture, while the fibre is showing slight pullout but all fibre surfaces are evidenced with the remains of matrix. This indicates the effective bonding due to the base-treated fibre with matrix. Moreover, it is noted that the matrix is deformed with more waviness, indicating the improved toughness via the addition of biosilica particle. The addition of biosilica filled in the voids (Fig. 6d) and improved the load transfer effect. Thus, the stress intensity factor in the matrix and formation of cracks literally reduced, which improved the toughness of composite [42]. However, the higher dose of biosilica particle in the matrix slightly increased the brittleness of matrix via super saturation and induced crack propagation (Fig. 6e). Thus, the composite designation N4 at the tensile fractograph revealed the brittle fracture and produced lower tensile, flexural, compression, and Izod impact toughness.

SEM fractography of mechanically fractured samples
4.3 Wear properties
Table 3 demonstrated the wear properties for epoxy and its composites. The highest wear loss and COF are observed for composite designation ‘N0’ due to the pure epoxy content. This designation shows 0.21 g of wear loss and 0.44 of COF. This is due to the brittle nature of pure epoxy molecules, which easily plugged out during the abrasion process due to strain hardening and adhesion wear loss. This improved the 3 body abrasion with the abrasive disk and promoted overall mass loss [42]. However, inclusion of Digitaria ischaemum fibre by 30 vol. % in pure epoxy decreased the wear loss and COF of about 0.12 g and 0.32, respectively.
The reason behind this improved wear resistance is due to the improved surface roughness of fibre via base treatment, which enhanced the bonding between fibre and matrix and hence reduced the abrasion and adhesion wear losses. It is further noted that the incorporation of finger millet husk biosilica by 1.0, 3.0, and 5.0 vol. % increased the wear resistances for composite designation N2, N3, and N4. The lowest observed wear loss and COF are about 0.013 g and of 0.266 for the composite designation N4. The biosilica particle inclusion reduced the contact between wear disk and epoxy molecules as well as due to the silane treatment, it holds them tightly. Also, the finger millet husk biosilica particles are hard in nature having Mohs scale of 9, offered rigid structure, and reduced the adhesion wear loss via frictional force [43]. Thus, the addition of fibre and biosilica improved the wear behaviour of composite at significant level.
4.4 Hydrophobicity behaviour
Figure 7 demonstrated the hydrophobic behaviour of epoxy and its composites. The composite designation ‘N0’ shows the higher contact angle and lesser water absorption % of about 101° and 0.007%, respectively. This maximum contact angle and water absorption was attributed to the increased water repelling effect of OH molecules in epoxy resin [44]. Further inclusion of surface-treated Digitaria ischaemum fibre by 30 vol. % enhanced the hydrophilic nature of composite designation ‘N1’. It is due to the tendency of natural fibre to attract water molecules and decreased the contact angle to 92° and increased the water absorption by 0.11%. However, further incorporation of finger millet husk biosilica by 1.0, 3.0, and 5.0 vol. % shows almost similar values to the composite designation ‘N1’. The lowest observed contact angle of 74° and highest water absorption % of 0.38% were noted for composite designation ‘N4’. The reason behind these increased values is the rise in surface energy of the composite due to the hydrophilic biosilica particle and fibre addition [45]. Thus, it is clear that all composite designations are hydrophobic in nature as contact angle values are more than 70°.

Hydrophobic behaviour of composites a contact angle and b water absorption
5 Conclusions
The characterization of novel Digitaria ischaemum fibre and finger millet husk biosilica epoxy composites has been performed in this study. The findings of the study indicated that the novel Digitaria ischaemum fibre and finger millet husk biosilica are noteworthy reinforcements to improve the load bearing properties of brittle thermoset polymeric composites. The composite N3 shows the maximum tensile strength of 134 MPa, flexural strength of 168 MPa, compressive strength of 145 MPa, tensile and flexural modulus of 5.9 and 6.28 GPa, and Izod impact strength of 4.62 J/m. The SEM fractography revealed that the base-treated fibre and silane-treated biosilica explicit improved bonding and dispersion in resin matrix. Similarly, the effective interaction of Digitaria ischaemum fibre and finger millet husk biosilica resulted in improved wear resistance. A lowest wear loss of 0.08 g and COF of 0.266 was noted for composites with fibre and biosilica. Moreover, the water absorption % of all composite designations is less than 0.4% and contact angle is above 70° which indicates that all composites are in hydrophobic range and concludes that the addition of base-treated fibre and silane-treated biosilica in epoxy does not admit the water molecule to get in. As knowledge to the core, the biomass converted biosilica from finger millet husks and base-treated Digitaria ischaemum are efficient to be functional reinforcements in order to make high-performance composites by keeping the environmental safety, circular economy, and energy efficient production process to make composites for latest engineering applications.
Data availability
NA.
References
Yadav N, Upadhyay RK (2023) Global effect of climate change on seasonal cycles, vector population and rising challenges of communicable diseases: a review. J Atmos Sci Res 6:1
Vinod A et al (2020) Renewable and sustainable biobased materials: an assessment on biofibers, biofilms, biopolymers and biocomposites. J Clean Prod 258:120978
Wu X et al (2022) Comparative study on thermal response mechanism of two binders during slow cook-off. Polymers 14(17):3699
Vinod A et al (2023) Agro-waste Capsicum annum stem: an alternative raw material for lightweight composites. Ind Crop Prod 193:116141
Yadav V et al (2023) Dry sliding wear characteristics of natural fibre reinforced poly-lactic acid composites for engineering applications: fabrication, properties and characterizations. J Mater Res Technol 23:1189–1203
Khan A et al (2022) Extraction and characterization of natural fibers from Citrullus lanatus climber. J Nat Fibers 19(2):621–629
Rajeshkumar G et al (2021) Environment friendly, renewable and sustainable poly lactic acid (PLA) based natural fiber reinforced composites–a comprehensive review. J Clean Prod 310:127483
Singh JIP et al (2017) Study of effect of surface treatment on mechanical properties of natural fiber reinforced composites. Mater Today Proc 4(2):2793–2799
Khalid MY et al (2021) Natural fiber reinforced composites: sustainable materials for emerging applications. Results Eng 11:100263
Jumaidin R et al (2020) Effect of cogon grass fibre on the thermal, mechanical and biodegradation properties of thermoplastic cassava starch biocomposite. Int J Biol Macromol 146:746–755
Haameem JAM et al (2016) Effects of water absorption on Napier grass fibre/polyester composites. Compos Struct 144:138–146
Jenish I et al (2022) Analysis of the hybrid of mudar/snake grass fiber-reinforced epoxy with nano-silica filler composite for structural application. Adv Mater Sci Eng 2022:1–10
Ganesamoorthy R et al (2021) Studies on mechanical properties of kevlar/napier grass fibers reinforced with polymer matrix hybrid composite. Adv Mater Sci Eng 2021:1–9
de Azevedo ARG et al (2021) Natural fibers as an alternative to synthetic fibers in reinforcement of geopolymer matrices: a comparative review. Polymers 13(15):2493
Balaji D et al (2021) Experimental investigation on mechanical properties of banana/snake grass fiber reinforced hybrid composites. Mater Today Proc 42:350–355
Elmore MT et al (2012) Nitrogen-enhanced efficacy of mesotrione and topramezone for smooth crabgrass (Digitaria ischaemum) control. Weed Sci 60(3):480–485
Xue B et al (2019) A facile ball milling method to produce sustainable pyrolytic rice husk bio-filler for reinforcement of rubber mechanical property. Ind Crop Prod 141:111791
Li Y et al (2020) Synergistic effect of clam shell bio-filler on the fire-resistance and char formation of intumescent fire-retardant coatings. J Mater Res Technol 9(6):14718–14728
Masłowski M, Miedzianowska J, Strzelec K (2020) The potential application of cereal straw as a bio-filler for elastomer composites. Polym Bull 77:2021–2038
Sophia M, NJJoCP Sakthieswaran. (2019) Waste shell powders as valuable bio-filler in gypsum plaster–efficient waste management technique by effective utilization. J Clean Prod 220:74–86
Alshahrani H, Arun VR, Prakash. (2022) Thermal, mechanical and barrier properties of rice husk ash biosilica toughened epoxy biocomposite coating for structural application. Prog Org Coat 172:107080
Sivamurugan P et al (2022) Extraction of novel biosilica from finger millet husk and its coconut rachilla-reinforced epoxy biocomposite: mechanical, thermal, and hydrophobic behaviour. Biomass Convers Biorefin 1–9
Nurazzi NM et al (2021) A review on mechanical performance of hybrid natural fiber polymer composites for structural applications. Polymers 13(13):2170
Naik P et al (2020) Study of mechanical behaviour of raw and chemical treated bio-filler composites and its effect on moisture absorption. Mater Today Proc 26:1936–1940
Shafiei N, Nasrollahzadeh M, Iravani S (2021) Green synthesis of silica and silicon nanoparticles and their biomedical and catalytic applications. Comments Inorg Chem 41(6):317–372
Zatout R, Chaouche NK, Evidente A. Potential bio-control substances produced by fungi and plants of different Mediterranean Basin ecosystems. Diss. Université Frères Mentouri-Constantine 1 http://depot.umc.edu.dz/handle/123456789/4875
Sivakumar K et al (2022) Machining characteristics of silane-treated wheat husk biosilica in deionized water dielectric on EDM drilling of Ti-6Al-4 V alloy. Biomass Convers Biorefin 1–8
Balaji N et al (2023) Mechanical, wear, and drop load impact behavior of Cissus quadrangularis fiber–reinforced moringa gum powder–toughened polyester composite. Biomass Convers Biorefin 1–10
Thilagham KT et al (2022) Development of wheat husk biosilica and characterization of its areca reinforced polyester composite. Biomass Convers Biorefin:1–10. https://doi.org/10.1007/s13399-022-03549-z
Rajadurai A (2017) Inter laminar shear strength behavior of acid, base and silane treated E-glass fibre epoxy resin composites on drilling process. Def Technol 13(1):40–46
Rajadurai A (2016) Thermo-mechanical characterization of siliconized E-glass fiber/hematite particles reinforced epoxy resin hybrid composite. Appl Surf Sci 384:99–106
Arun Prakash VR, Xavier JF, Ramesh G et al (2022) Mechanical, thermal and fatigue behaviour of surfacetreated novel Caryota urens fibre–reinforced epoxy composite. Biomass Convers Biorefin 12:5451–5461. https://doi.org/10.1007/s13399-020-00938-0
Murugan MA et al (2020) Low velocity impact and mechanical behaviour of shot blasted SiC wire-mesh and silane-treated aloevera/hemp/flax-reinforced SiC whisker modified epoxy resin composites. Silicon 12:1847–1856
Wu Y et al (2022) Shape influence on the tribological properties of hexagonal boron nitride nanoplates and nanospheres reinforced epoxy coating. Surf Topogr Metrol Prop 10(3):035024
Prabhu L et al (2020) Mechanical and acoustic properties of alkali-treated sansevieria ehrenbergii/camellia sinensis fiber–reinforced hybrid epoxy composites: incorporation of glass fiber hybridization. Appl Compos Mater 27:915–933
Surya Rajan B, Sai Balaji MAS, Mohamed Aslam Noorani AB (2019) Effect of silane surface treatment on the physico-mechanical properties of shell powder reinforced epoxy modified phenolic friction composite. Mater Res Express 6(6):065315
Neopolean P, Karuppasamy K (2022) Characterization of silane treated Opuntia short fibre and bagasse biosilica toughened epoxy resin composite. Silicon 14(15):9331–9340
Prakash VRA, Viswanthan R (2019) Fabrication and characterization of echinoidea spike particles and kenaf natural fibre-reinforced Azadirachta-Indica blended epoxy multi-hybrid bio composite. Compos A: Appl Sci Manuf 118:317–326
Johnson P et al (2023) Experimental investigation of pineapple fiber and calcinated poultry egg shell powder epoxy composites. Biomass Convers Biorefin 13(5):4385–4392
Manikandan G, Jaiganesh V, Ravi Raja Malarvannan R (2019) Mechanical, thermal stability and water uptake behaviour of silane-modified chitosan particle and morinda-citrifolia fibre-reinforced epoxy bio-composite. Mater Res Express 6(5):055513
Ben Samuel J et al (2023) Mechanical, wear and fatigue behaviour of neem oil and nanosilica toughened areca fibre reinforced epoxy resin composite. Silicon 15(8):3525–3533
Karthigairajan M et al (2021) Effect of silane-treated rice husk derived biosilica on visco-elastic, thermal conductivity and hydrophobicity behavior of epoxy biocomposite coating for air-duct application. Silicon 13:4421–4430
Sivakumar V et al (2023) Effects of silane-treated high-content cellulose okra fibre and tamarind kernel powder on mechanical, thermal stability and water absorption behaviour of epoxy composites. Silicon 1–9
Balaji N et al (2022) Investigation on DMA, fatigue and creep behaviour of rice husk ash biosilica-prickly pear short fibre-reinforced epoxy resin composite. Silicon 14(18):12773–12779
Mohan Prasad M et al (2022) Role of sugarcane bagasse biogenic silica on cellulosic Opuntia dillenii fibrereinforced epoxy resin biocomposite: mechanical, thermal and laminar shear strength properties. Biomass Convers Biorefin 1–11
Author information
Authors and Affiliations
Contributions
1. K. Vijayarajan has undertaken the complete research.
2. S. Vijayaraj provided supports in testing and manuscript drafting.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Vijayaraj, S., Vijayarajan, K. Mechanical wear and hydrophobicity behaviour of Digitaria ischaemum fibre-reinforced finger millet husk biosilica toughened epoxy composites. Biomass Conv. Bioref. 14, 21485–21495 (2024). https://doi.org/10.1007/s13399-023-04638-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-023-04638-3