
Abstract
In this work, beech wood has been submitted to fractionation and hydrothermal liquefaction in order to produce fermentable carbohydrates. Fractionation either by ethanol organosolv or by sodium chlorite/acetic acid (SC/AA) treatment allowed obtaining delignification yields of 50 and 91 wt.% respectively. The recovered pulps were then submitted to liquefaction in hot-compressed water (HCW). Three temperatures were studied: 180, 200, and 220 °C during 2 h. The same experiments were conducted on untreated beech and model cellulose (Avicel PH-101). Product yields and total carbohydrates were determined. The liquefaction products, i.e., solid residue, water-soluble compounds, and permanent gas, were analyzed respectively by X-ray diffraction (XRD), high-performance anion-exchange chromatography with pulsed amperometric detector (HPAEC-PAD), and gas chromatography (GC). SC/AA treatment allowed a high recovery of hemicelluloses and for this reason, xylose content was significantly higher than for the organosolv pulp. The maximum yields of total carbohydrates (based on the initial carbohydrates in wood), found when the liquefaction temperature was 220 °C, increased from 9.0 wt.% for the raw beech to 13.5 and 33.7 wt.% for the organosolv and SC/AA pulps respectively.

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Fossil fuels are being depleted and finding an alternative source is one of the major current concerns of society. Lignocellulosic biomass represents a potential renewable alternative source of carbon [1]. It is composed principally of cellulose, hemicelluloses, and lignin. Hemicelluloses and cellulose (holocellulose) can be used in biotechnological routes to produce biofuels, chemicals, and building blocks [2, 3]. However, lignocellulose constitutes a complex matrix that is highly recalcitrant to chemical and biological transformation.
Several pretreatments have been studied in order to increase the accessibility of enzymes, producing glucose in high yields, which can be fermented [4,5,6].
The presence of lignin-derived compounds will strongly inhibit the enzymes and microorganisms used in the later biological processes [7]. A cellulose-rich pulp can be extracted from the lignocellulosic matrix by several technologies like organosolv [8,9,10,11], chlorite fractionation [12], ionic liquids [13], among others [14,15,16]. Each one of these fractionation (or pulping) methods has its own advantages and drawbacks. The choice of the fractionation technology needs deep techno-economic and environmental assessment studies [17].
There are two important reasons to perform this delignification process. First, the recovering of lignin allows its valorization by a side process into chemicals and/or materials [18, 19]. This will increase the economic viability of the overall biorefinery process. The second reason is the removal of lignin-derived products (phenols), which exhibit strong inhibitory properties on microorganisms used in the subsequent fermentation processes [20, 21].
The organosolv treatment is a promising technology that allows recovering a cellulose-rich pulp much less recalcitrant to biological conversion (e.g., enzymatic hydrolysis, fermentation). Organosolv fractionation studies are mainly devoted to lignin valorization. However, it is of tremendous importance for biorefinery profitability to find interesting valorization pathways for all the fractions. Studies for the fractionation of Poplar [22] and Miscanthus [4] reported several study cases with delignification yields between 60 and 70 wt.%, obtaining substrates with good enzymatic digestibility.
Lignin can also be removed by sodium chlorite/acetic acid (SC/AA) treatment. This method can extract lignin up to 60 wt.% without generating cellulose loses and up to 99 wt.% with significant cellulose loses [12]. The main advantage of this method is the high yield of hemicelluloses recovery that leads to a higher sugar yield after saccharification as well.
Saccharification of cellulose is often made by enzymatic hydrolysis. This process leads to glucose in high yields, but kinetics are slow and enzymes are very expensive and cannot be recycled easily.
Liquefaction can be an interesting process for the conversion of lignocellulosic biomass [23]. Liquefaction in hot-compressed water (HCW) is an economic, flexible, and environmentally friendly technology that uses only water as solvent and reactant. This process allows converting (holo)cellulose into soluble carbohydrates that can be transformed into biofuels and chemicals [24]. Moreover, the use of solvent-based fractionation and conversion processes avoids the requirement of a drying stage (as needed for pyrolysis) that is in most of the cases energetically expensive.
Studies using hot-compressed water in batch and continuous reactors have been promising for this purpose [25,26,27]. However, to the best of our knowledge, there is still a lack of work combining both, the fractionation and liquefaction, on the same biomass in order to compare the effect of the fractionation method on the composition obtained after the hydrothermal depolymerization of the pulps. Besides the lack of information among the literature about the combination of these two technologies (wood fractionation followed by liquefaction of the pulps), this work intends presenting an alternative process to enzymatic hydrolysis for the production of fermentable sugars. The sugar yield by hydrothermal liquefaction is lower than enzymatic hydrolysis but reaction time can be much shortened and the production cost of soluble sugars may be reduced.
In this work, beech wood (Fagus sylvatica) has been delignified and depolymerized to produce sugars that can be valorized by fermentation processes in an integrated biorefinery.
For this purpose, organosolv and SC/AA processes have been conducted in order to produce a cellulose-rich pulp from beech wood. These pulps were depolymerized by liquefaction in HCW using a batch system at 180, 200, and 220 °C during 2 h.
Product yields and detailed analysis of the solid residue, water-soluble compounds, and permanent gas were performed. Total carbohydrates and the main sugaric species were determined by the phenol/sulfuric acid assay and HPAEC-PAD respectively, in order to compare the effect of the two fractionation methods on the product yields and composition of the water-soluble compounds.
The liquefaction products of organosolv and SC/AA pulps are compared with the products obtained from untreated beech and model cellulose (Avicel PH-101). We describe the effect of delignification treatments on depolymerization reactions in HCW conducted in a batch reactor. Moreover, the effect of reaction temperature on product distribution and composition has been studied for all the substrates.
2 Materials and methods
2.1 Biomass and reactants
The lignocellulosic biomass chosen for this study was beech (Fagus sylvatica) because of its abundance and special interest in the north east region of France. The wood was grinded and sieved. The fraction between 250 and 500 μm was recovered for this work. The reactants ethanol (95%, C2H6O), sulfuric acid (98%, H2SO4), sodium chlorite (NaClO2), and acetic acid (99.5%, CH3COOH) were purchased from Sigma Aldrich (San Luis, USA).
2.2 Biomass delignification
2.2.1 Organosolv treatment
Organosolv conditions were selected based on the optimal yield reported by Pan et al. [22] with some modifications. For this treatment, 200 g of dried beech was loaded in a 2-L reactor with 1.4 L of an ethanol/water mixture 50:50 v/v at 1.25 wt.% H2SO4 (relative to the anhydrous biomass). The final liquid/solid ratio was 7:1 v/w (L of solvent/kg of dry wood). The fractionation was conducted at 180 °C for 60 min. After fractionation, the solution was vacuum-filtered in a Büchner. The solid pulp was washed twice with 1 L of a mixture ethanol/water 50:50 v/v at 60 °C. The solid residue (the pulp) was dried at 105 °C for 24 h, then weighed and stored.
2.2.2 Sodium chlorite/acetic acid (SC/AA) treatment
The SC/AA treatment was performed according to that reported by Siqueira et al. [12] with some modifications. One hundred grams of beech was treated with sodium chlorite/acetic acid solution for 6 h. Initially, for each gram of dried beech, 0.33 g of sodium chlorite (NaClO2), 0.33 mL of acetic acid (CH3COOH), and 40 mL of deionized water were added to a 7-L stirred reactor at 70 °C. Every 2 h, the same amount of sodium chlorite and acetic acid was added to the reactor (two times at 2 h and 4 h). After 6 h of treatment, the sample was vacuum-filtered and washed with 2 L of water. The solid was dried at 105 °C for 24 h, then weighed and stored.
2.3 Liquefaction in HCW
Liquefaction in HCW was performed according to our previous study of microcrystalline cellulose [28]. A batch reactor system was used to study the cellulosic pulps depolymerization. An Hastelloy (C-276) stirred reactor (Parr Instrument Company) of 300 mL was filled up with 200 mL of deionized water and 10 g of substrate (beech, organosolv pulp, SC/AA pulp, and Avicel cellulose). The reactor was set to a pressure of 10 bar of nitrogen and then purged. This process was repeated twice. Then, 10 bar of nitrogen was filled again in the autoclave. Nitrogen was used as a tracer for the quantification of permanent gases. Reactor was heated to the target temperature (180 °C, 200 °C, or 220 °C) at 5 K/min. The final pressure was 14, 20, 24 bar at 180, 200, and 220 °C respectively (not very different between pulps due to low gas formation). The reaction time was chosen to be 2 h based on our previous work [28]. We are aware that higher temperature with much lower reaction time could be of interest to increase sugar yields but autoclaves are not well adapted to this purpose (slow heating rate, important not isothermal conversion at highest temperatures, many secondary products, etc.). At the end of each experiment (2 h), the reactor was rapidly quenched (with cold water) to ambient temperature.
The solid/liquid mixture was filtered using a glass microfiber filter (Whatman®, pore size 0.7 μm) with a Büchner under vacuum suction. The solid was dried for 24 h in an oven at 105 °C, then weighed and stored for further analysis. The recovered liquid was immediately analyzed by liquid chromatography and total carbohydrates. Then it was stored in a freezer at − 80 °C. Once the liquid was completely frozen, the water was removed by freeze-drying at − 40 °C, < 0.04 mbar for 24 h. The solid residue was weighted and taken as the total water-solubles. The analysis by liquid chromatography was made before and after freeze-drying to verify that there was no significant change in the composition.
2.4 Chemical analysis
2.4.1 Cellulose, hemicelluloses, and lignin content
Macromolecule compositions were determined using the Klason lignin method and high-performance anion-exchange chromatography with pulsed amperometric detection (HPAEC-PAD) to quantify the cellulose and hemicelluloses according to its monomeric sugars equivalents. The Klason lignin method was performed according to National Renewable Energy Laboratory (NREL) method, precipitating lignin using sulfuric acid and recovering the monomeric sugars in solution [29]. Thereby, cellulose was quantified as glucose and hemicelluloses as the sum of arabinose, xylose, mannose, and galactose.
2.4.2 Total carbohydrates analysis
Total carbohydrates were determined by the phenol/sulfuric acid assay as in our previous work [28]. The absorbance was measured in a spectrophotometer Multikan™ GO (Thermo Scientific™) at 490 nm.
2.4.3 Analysis of water-soluble products by HPAEC-PAD
Soluble products were quantified by high-performance anion-exchange chromatography with pulsed amperometric detection (HPAEC-PAD) with the method developed in our previous work [28]. All the major compounds were identified and quantified using the respective calibration curve for each compound. The column used was a CarboPacPA100 (Dionex, Thermo Fisher Scientific). The HPLC system is equipped with a quaternary solvent delivery pump. Two solvents were used in this analysis: deionized water (A) and a 100-mM sodium hydroxide solution (B). The gradient program was as follows: 5 min of stabilization at 25% B, then from 0 to 5 min 25% B, from 5 to 10 min a gradient from 25 to 100% of B, and from 10 to 25 min 100% B.
2.4.4 Analysis of permanent gas by micro-GC
The permanent gases were collected in a Tedlar bag when the reactor was cooled down to ambient temperature. Permanent gas was characterized by a μGC-Varian 490 equipped with four modules, composed of two molecular sieves 5A, a PoraPlot U, and a CP-Wax 52CB columns. More details can be found elsewhere [28].
2.4.5 Analysis of the solid residues by XRD
The washed and dried solid residues have been manually crushed (with a mortar) to be analyzed by X-ray diffraction (XRD) analysis. XRD has been performed using an INEL XRG-3000 with copper radiation (CuKα) and a wavelength, λ (Kα1) = 1.5406 nm generated at 30 kV and 25 mA.
Crystallinity index (CI) values were calculated for each solid as the ratio between the height of the (002) reflection peak and the minimum between the (021) and (10Ῑ) reflection peaks, corresponding to 2θ = 22.7 and 18.9° respectively [30].
2.4.6 Analysis of minerals by ICP-OES
In order to perform the mineral content analysis, the sample needs to be digested to recover a solution containing all the inorganic species. For this purpose, 0.2 g of each sample was submitted to microwave digestion in 5 mL of nitric acid at 230 °C for 20 min [31]. Then, the solution was filtered and analyzed by inductively coupled plasma with optical emission spectroscopy (ICP-OES) using a iCAP 6000 SERIES spectrometer (Thermo Fisher Scientific, USA). Calibration curves allowed the quantification of each respective inorganic element.
3 Results and discussion
In the first part of this work, the fractionation of woody biomass is studied. Two methods were compared, organosolv and chlorite/acid, to remove lignin from biomass and recover a cellulose-rich pulp.
In the second part, the liquefaction in HCW of the recovered pulps was performed at different temperatures (180, 200, and 220 °C) in order to study the effect of the fractionation method on the product distribution and composition. The overall process is presented on Fig. 1 indicating the typical yields found in this work.

Schematic representation of the fractionation process coupled to a depolymerization stage in hot-compressed water. The typical mass yields obtained in this work are indicated for the most representative compounds based on the initial 100 g of wood
3.1 Biomass fractionation
The performance (cellulose recovery, pulp, and delignification yield) of biomass delignification by the organosolv and SC/AA processes has been studied. These two methods present different approaches concerning the fractionation process. While SC/AA method removes lignin with high selectivity [12], the economic viability of the organosolv process represents high interest for industrialization purposes [17].
The fractionation yields for the pulp, lignin, hemicelluloses, and cellulose are presented in Table 1. The delignification of beech was possible with both methods, organosolv and SC/AA, obtaining delignification yields (quantity of lignin removed relative to the initial lignin) of 51.6 and 91.4 wt.% respectively. The delignification yield for the SC/AA method was much higher relative to the organosolv method. However, it is necessary to take into account that SC/AA method required 6 h (at 70 °C) instead of 1 h (at 180 °C) for the organosolv method. In both cases, the recovery of a cellulose-rich pulp is possible; with cellulose recovery yields of 71.0 wt.% for organosolv and 90.9 wt.% for SC/AA.
The pulps recovered after organosolv and SC/AA method represented 53.3 and 62.4 wt.% of the initial raw beech. SC/AA method presents higher pulp yield thanks to the preservation of hemicelluloses in the recovered pulp (73.8 wt.% vs. hemicelluloses present in pristine wood). On the contrary, the organosolv method is not suitable to recover this hemicellulosic fraction (26.4 wt.%). These results are confirmed by the sugar composition presented on Table 2, showing that xylose, arabinose, mannose, and galactose concentration decreased significantly for the organosolv pulp but not that much for the SC/AA pulp. A high quantity of glucuronoxylans is present in the hemicellulosic fraction. This is normal for the angiosperm plants [4]. Mannose and galactose present low yields for the SC/AA process and a complete loss for the organosolv process.
These results highlight that the recovery of hemicelluloses is one of the most important differences between these two methods. This can be explained by the fact that SC/AA is an oxidative method using an organic acid as buffer and a relatively low temperature (70 °C), partially preventing the hydrolysis of hemicellulose but guaranteeing a pH high enough to remove lignin [12].
In the case of the organosolv process, the high temperature provokes a direct hydrolysis of hemicelluloses. This hemicellulosic fraction can be separated (precipitating the lignin at acid pH) and recovered for its further valorization. Moreover, the sulfuric acid used as catalyst promotes this hydrolysis reaction. The hemicelluloses must be taken into account as a source of carbohydrates for the production of chemicals and fuels and the choice of the most appropriate technology can be directly imposed by the desired use of the hemicellulosic fraction. Ultimate analysis (Table 2) revealed that hydrogen/carbon ratio (H/C) remains similar for the biomasses after the fractionation processes by organosolv and SC/AA. However, oxygen/carbon ratio (O/C) decreases by 15.8% for the organosolv pulp but increases by 48.4% for the SC/AA pulp, relative to the initial O/C for the raw beech measured in this work. This is because the efficient removal of lignin that has the lowest O/C ratio in lignocellulosic biomass [32] causes the increase of the O/C ratio of the recovered pulp in the case of SC/AA treatment.
The major inorganics were quantified for the raw beech and the recovered pulps from organosolv and SC/AA treatments. The inorganics composition is shown in Table S1 (in supplementary material).
Most of the inorganic species decreased after both organosolv and SC/AA treatments. The exception was sodium (Na) that increased considerably for the pulp recovered from SC/AA process. This is evidently due to the sodium salt used for this fractionation process.
Hardwood is generally less recalcitrant to fractionation than softwood [33]. However, this specific type of hardwood has a relatively high lignin content in comparison with other hardwoods and some softwoods [34]. Therefore, its high lignin content represents a major concern that generally presents some potential implications for the effectiveness in the delignification process [35].
The presence of lignin in the lignocellulosic matrix hinders the effects of the acidic hydrolysis and oxidation cleavage of the cellulose chains during the acetic acid/sodium chlorite (SC/AA) delignification [36]. Therefore, lignocellulosic materials with high lignin content will have the more preserved cellulose chains [36]. The desired severity for the delignification method will depend on the final use of the recovered pulp.
SC/AA conditions have been widely studied for a long time and the procedure has been tailored according to the specifications of the biomass and reactor [12, 36,37,38].
If the depolymerization of the cellulose chains is too important, the saccharides will be partially soluble and lost in the liquid phase. On the contrary, if the cellulose fibers were partially deconstructed, this will probably ease their further hydrolysis in HCW.
XRD patterns are shown on Fig. S1. This analysis puts in evidence the changes in cellulose structure after organosolv and SC/AA processes. Comparison with reference cellulose (Avicel) was made to follow the characteristic reflection pattern of cellulose I (combination of cellulose Iα and Iβ) [30, 39].
Crystallinity index (CI) presented on Fig. S1 indicates that the crystalline region is higher for the SC/AA pulp in relation to the initial beech, but remains more or less the same for the organosolv pulp, implying that there is no change in the amorphous and crystalline proportions in the pulp. However, the width of the main cellulose reflection, for the plane (002), decreases from beech to organosolv pulp to SC/AA pulp. This result indicates that the order of the cellulosic fibers in the pulps is higher to that of the initial beech. This is due to the removal of less ordered fractions (such as amorphous cellulose, hemicelluloses, and lignin).
Some unknown peaks were found in the XRD pattern of the delignified pulps. These peaks agree with the ones that Ago et al. [40] who reported it as possible mineral contaminations. Nevertheless, these crystals analyzed by XRD could not be assigned to the inorganic species analyzed by ICP (Table S1).
3.2 Liquefaction of the beech-extracted pulp in HCW
The recovery of a cellulose-rich pulp allows a thermochemical depolymerization reducing the lignin-derived compounds for which subsequent separation represents high difficulty.
In this subsection, the liquefaction in HCW of beech and the recovered pulps from the organosolv and SC/AA processes is studied, looking for a potential production of sugars or chemicals.
The effect of the reaction temperature (180, 200, and 220 °C) on the product distribution and the composition of the aqueous phase is reported below. Raw beech, organosolv, and SC/AA pulps represent real feedstocks of carbohydrate, which are compared with Avicel cellulose, under the same conditions, due to its frequent use as a model substrate of the cellulosic fraction in biomass. Detailed results of the depolymerization of Avicel cellulose can be found elsewhere [28].
The lower temperature studied was chosen as the minimum one needed to break the glycosidic bonds of crystalline cellulose [41]. The maximum temperature was chosen according to our previous work [28] showing that temperatures higher than 220 °C will increase significantly the degradation of sugars into light oxygenated compounds (carboxylic acids, aldehydes, etc.).
Mass balances after 2 h of liquefaction in HCW of the four biomasses are reported in Fig. 2. For all the biomasses treated, the solid residue decreases when the temperature increases. Moreover, the soluble and gas products always increased as the temperature increased from 180 to 220 °C. The losses are probably generated during the filtration and preparation of the samples for further analysis. Some volatile compounds are also probably lost.

Product distribution after liquefaction in HCW of avicel cellulose, beech, organosolv, and sodium chlorite/acetic acid (SC/AA) beech-extracted pulp as a function of the reaction temperature after 2 h reaction time. Wt. % are given based on the initial substrate used for liquefaction (cellulose, wood or pulps).
The water-soluble fraction was higher for beech and SC/AA pulp than that for Avicel and organosolv pulp. This can be explained by the high content of hemicelluloses in beech and SC/AA that are easily hydrolysable at moderate temperatures. At 220 °C, water-soluble maxima of 47 and 65 wt.% (based on the pulp used for the reaction) were found for organosolv and SC/AA pulps respectively.
3.2.1 Analysis of permanent gas by micro-GC
Permanent gas composition is presented in Table 3. Carbon dioxide (CO2) is the major species quantified among the permanent gas. Decarbonylation and decarboxylation reactions increase with the temperature in all cases, as it is evidenced by the increase of CO2 and carbon monoxide (CO). Hydrogen is detected only when the liquefaction temperature is 220 °C and in very low yields relatively to CO2 and CO. The gas composition between native cellulose (beech and pulps) and microcrystalline cellulose (Avicel) is mostly comparable, showing that CO and CO2 are not representative markers for the different depolymerization mechanisms between pure cellulose and pulps under our conditions. However, the SC/AA pulp presented higher CO2 yield than the other biomasses.
3.2.2 Analysis of the solid residue by XRD
The XRD patterns of the solid residues after 2 h of liquefaction in HCW are presented in Fig. 3. This analysis allows identifying if there is some reorganization of the crystalline structure or carbonization reactions that lead to disordered solids (hydrochar). The XRD patterns for beech, organosolv, and SC/AA pulps exhibit the characteristic reflections of crystalline cellulose. For all three substrates, the crystallinity increases with the temperature in the range of 180 to 220 °C. It has been shown that higher temperatures lead to hydrochar formation [28, 42, 43].

XRD pattern of the solid residues of Beech (a), organosolv pulp (b), and SC/AA pulp (c) after liquefaction in HCW under isothermal conditions during 2 h
3.2.3 Analysis of water-soluble compounds
One of the main potential uses of the (holo)cellulose-derived products is its transformation into biofuels and building blocks by fermentation processes. The total carbohydrates analysis by phenol/sulfuric acid provides a simple and rapid method to quantify all the sugars present in the water-soluble fraction of the liquefaction in HCW [44]. The mass yields of total sugars and non-sugars as function of the liquefaction temperature for each substrate are shown in Fig. 4.

Water-soluble content (sugars and non-sugars) for each temperature and extraction method
For the raw beech, the water-soluble yield is relatively high but the total sugars represent only 2 to 6 wt.%. This is probably because the lignin is partly depolymerized producing high quantities of non-sugar compounds. In the same way, the organosolv pulp keeps an important fraction of lignin, explaining why the non-sugar yield is higher than for the other substrates.
The sugar yield for the organosolv pulp did not present significant change between 200 and 220 °C. This is probably because during the organosolv process, the operating conditions promote the accessibility to the lignocellulosic matrix, making the production and degradation of sugar compounds much easier during the further liquefaction in HCW.
The highest yields, for all the temperatures studied, were found when the substrate was the SC/AA pulp and the highest yield for each pulp was found when the temperature was 220 °C. The sugar yield of the SC/AA pulp is higher than that of the organosolv pulp because in the first delignification method, a high portion of hemicelluloses is recovered in the pulp; while in the latter method, they are lost during the fractionation process.
Total sugar content allows meaningful comparisons between the different experiments. However, not all the sugars are fermentable and the identification of the main sugar species is crucial for the selection of the proper microorganism involved in the subsequent fermentation process. In order to identify the nature of the soluble carbohydrates produced, the liquid fractions were analyzed by HPAEC-PAD.
The main species identified and quantified are levoglucosan, glycolaldehyde, 5-hydroxymethylfurfural, glucose, mannose, xylose, fructose, erythrose, cellobiose, cellotriose, cellotetraose, and cellopentaose.
The yields calculated in relation to the initial mass of substrate are presented on Figs. 5 and 6. The effect of the liquefaction temperature on the composition of the liquid fraction follows the same trend for the four substrates tested with one exception. Indeed, levoglucosan yield increases significantly only for Avicel cellulose between 180°C and 200°C.

Mass yield of glucose, mannose, xylose, fructose, erythrose, and 5-HMF obtained by liquefaction of lignocellulosic substrates in HCW at 180 °C (a), 200 °C (b), and 220 °C (c) for 2 h under isothermal conditions for four different substrates: avicel cellulose, beech, organosolv, and SC/AA pulps. All the yields were calculated relative to the mass of substrate (cellulose, wood, or pulp) that was submitted to the hydrothermal liquefaction

Mass yield of levoglucosan, glycolaldehyde, cellobiose, cellotriose, cellotetraose, and cellopentaose obtained by liquefaction of lignocellulosic substrates in HCW at 180 °C (a), 200 °C (b), and 220 °C (c) for 2 h under isothermal conditions for four different substrates: avicel cellulose, beech, organosolv, and SC/AA pulps. All the yields were calculated relative to the mass of substrate (cellulose, wood, or pulp) that was submitted to the hydrothermal liquefaction
Monosaccharides are produced in relatively high yields for liquefaction temperatures in the range of 180 to 220 °C for all the substrates. Complementary experiments showed that higher liquefaction temperatures (> 220 °C) promote the degradation kinetics rates (under our residence time conditions) and convert saccharides into aldehydes, carboxylic acids, and eventually permanent gases. Therefore, the carbohydrates species yield decrease under our conditions at temperatures higher than 220 °C. On the other hand, all monomeric species showed to be relatively stable at 180 °C. This finding is in good agreement with other studies found in the literature [28, 41, 45].
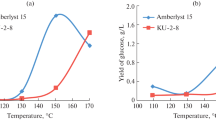
The highest glucose yield for beech, organosolv, and SC/AA pulps was 19.7, 46.3, and 52.0 mg/g respectively. It always occurred at 220 °C for the reaction times studied (2 h). Xylose was the major product derived from hemicelluloses. The maximum yield for the organosolv pulp was 21.6 mg/g, found when the liquefaction temperature was 220 °C. For this pulp, xylose yield increases always with the reaction temperature. On the other hand, SC/AA pulp showed a different behavior. Xylose yield increased significantly when the temperature increases from 180 to 200 °C, leading to a maximum xylose yield of 29.0 mg/g. Then, xylose yield slightly decreased when the temperature was increased from 200 to 220 °C. This is probably because the deconstruction of the lignocellulosic matrix for the SC/AA pulp is more important than for the organosolv method. For this reason, xylose is less “protected” and its degradation becomes more important for the SC/AA pulp when the liquefaction temperature is 220 °C.
Fructose and mannose yields did not present the same behavior in relation to the reaction temperature. This can be explained by their instability and constant conversion due to isomerization and degradation reactions. Previous studies [46] showed that fructose is an intermediate compound in the fast reaction that produces 5-hydroxymethyl furfural (5-HMF), explaining why this monosaccharide is never found in high quantities. Mannose was produced by glucose isomerization. This reaction was relatively favored when the temperature of our system was 180 °C.
In our previous work [28], levoglucosan yield obtained using Avicel cellulose was very high in comparison with the values obtained with the organosolv and SC/AA cellulose-rich pulps. When the cellulose fibers are highly organized as in Avicel cellulose, inner cellulose chains exhibit a bad contact with water. Consequently, they will undergo more thermal reactions (due to limited mass transfers of water) producing a dehydrated end that gives place to levoglucosan (through transglycosylation) and other anhydro-saccharides [39, 47, 48]. On the contrary, native cellulose fibers are much less organized. In comparison with the raw beech, Avicel cellulose is more crystalline than cellulose in biomass. Moreover, the fiber network was already deconstructed thanks to the delignification process that gives more access to water and therefore promoting the hydrolytic reaction mechanism instead of the pyrolytic one. This explains why liquefaction of native cellulose does not produce high quantities of levoglucosan as Avicel cellulose. In this case, Avicel cellulose is not a good model of cellulose in biomass because even if cellulose in the lignocellulosic matrix is protected by lignin, it may undergo less water mass transfer limitations than in the microcrystals of Avicel cellulose.
Besides, most of bacteria are not able to metabolize anhydro-saccharides. Its biological conversion is more common in fungi and yeast [49,50,51]. For this reason, promoting glucose instead of levoglucosan increases the fermentable fraction among the water-solubles.
Concerning oligosaccharide (Fig. 6) yields increase in the temperature interval from 180 to 200 °C. When the temperature changes from 200 to 220 °C, oligosaccharide yields decrease slightly. This result indicates that at the latter temperature, the hydrolysis of oligosaccharides in solution competes with the hydrolysis of insoluble cellulosic chains. The optimal temperature to depolymerize cellulosic materials into soluble carbohydrates will depend on the targeted degree of polymerization (DP) of products. Around 200 °C, more oligosaccharides will be recovered but at 220 °C, the major species will be monosaccharides. The DP distribution of the carbohydrates mixture will have a significant effect on the downstream processes.
Aldehydes are produced by degradation of monosaccharides. The two major species found in the liquid phase were glycolaldehyde (Fig. 6) and 5-HMF (Fig. 5). Their yields increased when the temperature increased from 180 to 220 °C. 5-HMF was one of the major products of cellulose liquefaction with maximum yields of 34.2, 20.2, and 51.4 mg/g for beech, organosolv, and SC/AA biomasses respectively. This compound represents the major inhibitor derived from cellulose liquefaction (also pyrolysis) that will affect the subsequent fermentation process [7]. Its removal, with other lignin-derived compounds, is the purpose of several studies [20, 52, 53]. The further fermentation process that we target uses bacteria that are relatively resistant to furanic compounds. But furanic compounds are important inhibitor for yeast fermentation; therefore, a compromise should be targeted between high yields in fermentable products and lower yield in inhibitors in order to reduce purification issues [54]. Glycolaldehyde was produced in relatively low quantities in all cases. Its presence is an indicator of monosaccharides degradation [46, 55].
Erythrose is another major liquefaction product that often escapes detection and quantification. Our tailored HPLC method allows for an accurate quantification of this product. Its yield was more important for the SC/AA pulp (16.5 mg/g) than for the beech (1.1 mg/g) and organosolv pulp (7.8 mg/g). It is the only detected sugar with four carbons. Similar to oligosaccharides, its biodegradability has not been well studied.
Table 4 reports the sugar, cellulose-derived products, and glucose yields calculated based on the initial sugars, cellulose, and glucose (in the initial beech wood) respectively.
Hydrothermal liquefaction of beech, organosolv, and SC/AA pulps produced total sugar yields of 9.0, 13.5, and 33.7 wt.% (based on the initial sugars in beech) respectively. For all three substrates, the highest yields were found when the liquefaction temperature was 220 °C. These results confirm the interest of using fractionation by the organosolv and SC/AA methods that allowed improving the total sugar recovery yield by 50.0 and 274.4% respectively compared with pristine wood. Moreover, biomass fractionation allows an easier conversion and valorization of the different components than doing it after the thermochemical conversion that will produce a complex mixture with some separation/purification issues.
Glucose recovery yields presented a similar behavior to sugars yields, where the highest values for each substrate were 3.6, 4.5, and 6.0 wt.% for the raw beech, organosolv, and SC/AA pulp respectively, all of them when the liquefaction temperature was 220 °C. In this case, the glucose yield increase for the organosolv and SC/AA pulps, relative to the raw beech, was only 25.0 and 66.7%. These results suggest that hydrothermal liquefaction of the SC/AA produces much more oligomers than the other substrates. This fact is significantly important when deciding if the further fermentation microorganisms require exclusively glucose or if they accept other oligomeric sugars. Indeed, it is known that some bacteria can convert oligomers to valuable products [56, 57].
In terms of cellulose-derived compound recovery, the best yields for each substrate were found when the liquefaction temperature was 220 °C, with values of 12.0 wt.% for the raw beech, 10.0 wt.% for the organosolv pulp, and 19.1 wt.% for the SC/AA pulp. Contrarily to the behavior of the previous yields, in this case, the organosolv yield (in cellulose-derived compounds) was lower than the raw beech yield. This is most probably because 5-HMF and glycolaldehyde, which are considered to be derived from cellulose but do not affect total sugars yield, are present in significantly higher quantities for the beech products than for the organosolv pulp.
A schematic representation of the mass balances found in the best conditions (220 °C liquefaction) studied in this work is presented in Fig. 7.

Schematic representation of the fate of carbohydrates in beech wood direct liquefaction (a), organosolv pulping of beech wood followed by liquefaction of the organosolv pulp (b), and SC/AA pulping followed by liquefaction of SC/AA pulp (c). In all the cases, the liquefaction temperature is 220 °C
These results showed that the direct hydrothermal liquefaction of beech wood ends up in a relatively low sugars yield mixed with a high quantity of lignin-derived compounds that might reach undesired concentrations for further fermentation processes.
The organosolv method allows removing an important quantity of the lignin, allowing its valorization in a by-side process and decreasing the microbial toxicity that can be generated after the cellulose-rich pulp liquefaction. Further analysis of the fermentation inhibitors derived from lignin will be needed to establish the optimal operating conditions of the processes taking part in an integrated biorefinery.
On the other hand, SC/AA was found to be the best fractionation method for sugar production. However, the organosolv method might be of interest for the economic viability of an integrated biorefinery due to the separation of lignin and hemicellulose that can be valorized into products with high-added value.
4 Conclusion
Wood (beech) fractionation was possible by the organosolv and SC/AA processes with delignification yields of 50 wt.% and 91 wt.% respectively.
Depolymerization of fractionated pulps by liquefaction in HCW showed that the maximum sugar recovery yield of ~ 14 wt.% for organosolv and ~ 34 wt.% for SC/AA is produced when the reaction temperature is 220 °C. These yields increased 50 and 274% compared with the direct liquefaction of beech wood. Longer reaction times will allow producing higher 5-HMF quantities that can be interesting for some industrial platforms. Besides, the lignin and hemicellulosic fractions can be valorized into added value chemicals increasing the economic viability of this biorefinery approach. Other conditions (higher temperatures and shorter residence times in plug flow reactors) may increase sugar yields.
References
Ragauskas AJ, Williams CK, Davison BH, Britovsek G, Cairney J, Eckert CA, Frederick WJ Jr, Hallett JP, Leak DJ, Liotta CL, Mielenz JR, Murphy R, Templer R, Tschaplinski T (2006) The path forward for biofuels and biomaterials. Science 311:484–489. https://doi.org/10.1126/science.1114736
Morone A, Pandey RA (2014) Lignocellulosic biobutanol production: gridlocks and potential remedies. Renew Sust Energ Rev 37:21–35. https://doi.org/10.1016/j.rser.2014.05.009
Nanda S, Mohammad J, Reddy SN, Kozinski JA, Dalai AK (2014) Pathways of lignocellulosic biomass conversion to renewable fuels. Biomass Convers Bior 4:157–191. https://doi.org/10.1007/s13399-013-0097-z
Brosse N, Sannigrahi P, Ragauskas A (2009) Pretreatment of Miscanthus × giganteus using the ethanol organosolv process for ethanol production. Ind Eng Chem Res 48:8328–8334. https://doi.org/10.1021/ie9006672
Mante OD, Amidon TE, Stipanovic A, Babu SP (2014) Integration of biomass pretreatment with fast pyrolysis: an evaluation of electron beam (EB) irradiation and hot-water extraction (HWE). J Anal Appl Pyrolysis 110:44–54. https://doi.org/10.1016/j.jaap.2014.08.004
Win NN, Weinwurm F, Friedl A (2016) Investigation of organosolv and hot-compressed water pretreatments of rice straw. Biomass Convers Bior 6:355–364. https://doi.org/10.1007/s13399-015-0188-0
Qureshi N, Bowman MJ, Saha BC, Hector R, Berhow MA, Cotta MA (2012) Effect of cellulosic sugar degradation products (furfural and hydroxymethyl furfural) on acetone–butanol–ethanol (ABE) fermentation using Clostridium beijerinckii P260. Food Bioprod Process 90:533–540. https://doi.org/10.1016/j.fbp.2011.09.002
Kautto J, Realff MJ, Ragauskas AJ (2013) Design and simulation of an organosolv process for bioethanol production. Biomass Convers Bior 3:199–212. https://doi.org/10.1007/s13399-013-0074-6
Hosseinaei O, Harper DP, Bozell JJ, Rials TG (2016) Role of physicochemical structure of organosolv hardwood and herbaceous lignins on carbon fiber performance. ACS Sustain Chem Eng 4:5785–5798. https://doi.org/10.1021/acssuschemeng.6b01828
Bär J, Phongpreecha T, Singh SK, Kral Yilmaz M, Foster CE, Crowe JD, Hodge DB (2018) Deconstruction of hybrid poplar to monomeric sugars and aromatics using ethanol organosolv fractionation. Biomass Convers Bior 8:813–824. https://doi.org/10.1007/s13399-018-0330-x
da Silva ARG, Errico M, Rong B-G (2018) Evaluation of organosolv pretreatment for bioethanol production from lignocellulosic biomass: solvent recycle and process integration. Biomass Convers Bior 8:397–411. https://doi.org/10.1007/s13399-017-0292-4
Siqueira G, Várnai A, Ferraz A, Milagres AMF (2013) Enhancement of cellulose hydrolysis in sugarcane bagasse by the selective removal of lignin with sodium chlorite. Appl Energy 102:399–402. https://doi.org/10.1016/j.apenergy.2012.07.029
Zhu S, Wu Y, Chen Q, Yu Z, Wang C, Jin S, Ding Y, Wu G (2006) Dissolution of cellulose with ionic liquids and its application: a mini-review. Green Chem 8:325–327. https://doi.org/10.1039/B601395C
Katahira R, Mittal A, McKinney K, Ciesielski PN, Donohoe BS, Black SK, Johnson DK, Biddy MJ, Beckham GT (2014) Evaluation of clean fractionation pretreatment for the production of renewable fuels and chemicals from corn stover. ACS Sustain Chem Eng 2:1364–1376. https://doi.org/10.1021/sc5001258
Kurian JK, Nair GR, Gariepy Y, Orsat V, Lefsrud M, Yaylayan V, Raghavan GSV (2016) Experimental investigation of a sequential process for the fractionation of sweet sorghum bagasse. Biomass Convers Bior 6:1–11. https://doi.org/10.1007/s13399-015-0161-y
Liu Q, Lu Y, Aguedo M et al (2017) Isolation of high-purity cellulose nanofibers from wheat straw through the combined environmentally friendly methods of steam explosion, microwave-assisted hydrolysis, and microfluidization. ACS Sustain Chem Eng 5:6183–6191. https://doi.org/10.1021/acssuschemeng.7b01108
Viell J, Harwardt A, Seiler J, Marquardt W (2013) Is biomass fractionation by organosolv-like processes economically viable? A conceptual design study. Bioresour Technol 150:89–97. https://doi.org/10.1016/j.biortech.2013.09.078
Yuan T-Q, Xu F, Sun R-C (2013) Role of lignin in a biorefinery: separation characterization and valorization. J Chem Technol Biotechnol 88:346–352. https://doi.org/10.1002/jctb.3996
Galkin MV, Samec JSM (2016) Lignin valorization through catalytic lignocellulose fractionation: a fundamental platform for the future biorefinery. Chemsuschem 9:1544–1558. https://doi.org/10.1002/cssc.201600237
Palmqvist E, Hahn-Hägerdal B (2000) Fermentation of lignocellulosic hydrolysates. I: inhibition and detoxification. Bioresour Technol 74:17–24. https://doi.org/10.1016/S0960-8524(99)00160-1
Jönsson LJ, Martín C (2016) Pretreatment of lignocellulose: formation of inhibitory by-products and strategies for minimizing their effects. Bioresour Technol 199:103–112. https://doi.org/10.1016/j.biortech.2015.10.009
Pan X, Gilkes N, Kadla J, Pye K, Saka S, Gregg D, Ehara K, Xie D, Lam D, Saddler J (2006) Bioconversion of hybrid poplar to ethanol and co-products using an organosolv fractionation process: optimization of process yields. Biotechnol Bioeng 94:851–861. https://doi.org/10.1002/bit.20905
Brilman DWF, Drabik N, Wądrzyk M (2017) Hydrothermal co-liquefaction of microalgae, wood, and sugar beet pulp. Biomass Convers Bior 7:445–454. https://doi.org/10.1007/s13399-017-0241-2
Peterson AA, Vogel F, Lachance RP, Fröling M, Antal, Jr MJ, Tester JW (2008) Thermochemical biofuel production in hydrothermal media: a review of sub- and supercritical water technologies. Energy Environ Sci 1:32–65. https://doi.org/10.1039/B810100K
Abdullah R, Ueda K, Saka S (2014) Hydrothermal decomposition of various crystalline celluloses as treated by semi-flow hot-compressed water. J Wood Sci 60:278–286. https://doi.org/10.1007/s10086-014-1401-7
Tolonen LK, Juvonen M, Niemelä K, Mikkelson A, Tenkanen M, Sixta H (2015) Supercritical water treatment for cello-oligosaccharide production from microcrystalline cellulose. Carbohydr Res 401:16–23. https://doi.org/10.1016/j.carres.2014.10.012
Sintamarean IM, Grigoras IF, Jensen CU, Toor SS, Pedersen TH, Rosendahl LA (2017) Two-stage alkaline hydrothermal liquefaction of wood to biocrude in a continuous bench-scale system. Biomass Convers Bior 7:425–435. https://doi.org/10.1007/s13399-017-0247-9
Buendia-Kandia F, Mauviel G, Guedon E, Rondags E, Petitjean D, Dufour A (2017) Decomposition of cellulose in hot-compressed water: detailed analysis of the products and effect of operating conditions. Energy Fuel 32:4127–4138. https://doi.org/10.1021/acs.energyfuels.7b02994
Sluiter A, Hames B, Ruiz R, et al (2012) NREL-determination of structural carbohydrates and lignin in biomass
Park S, Baker JO, Himmel ME, Parilla PA, Johnson DK (2010) Cellulose crystallinity index: measurement techniques and their impact on interpreting cellulase performance. Biotechnol Biofuels 3:10. https://doi.org/10.1186/1754-6834-3-10
van de Wiel HJ (2003) Determination of elements by ICP-AES and ICP-MS. Natl Inst Public Health Environ RIVM Bilthoven Neth 1–19
Nhuchhen DR, Basu P, Acharya B (2014) A comprehensive review on biomass torrefaction. In: IBIMA Publ. http://ibimapublishing.com/articles/IJREB/2014/506376/. Accessed 19 Oct 2017
Yu Z, Jameel H, Chang H, Park S (2011) The effect of delignification of forest biomass on enzymatic hydrolysis. Bioresour Technol 102:9083–9089. https://doi.org/10.1016/j.biortech.2011.07.001
Ragauskas AJ, Nagy M, Kim DH, Eckert CA, Hallett JP, Liotta CL (2006) From wood to fuels: integrating biofuels and pulp production. Ind Biotechnol 2:55–65. https://doi.org/10.1089/ind.2006.2.55
Hallac BB, Sannigrahi P, Pu Y, Ray M, Murphy RJ, Ragauskas AJ (2009) Biomass characterization of Buddleja davidii: a potential feedstock for biofuel production. J Agric Food Chem 57:1275–1281. https://doi.org/10.1021/jf8030277
Hubbell CA, Ragauskas AJ (2010) Effect of acid-chlorite delignification on cellulose degree of polymerization. Bioresour Technol 101:7410–7415. https://doi.org/10.1016/j.biortech.2010.04.029
Campbell WG, McDonald IRC (1952) The chemistry of the wood cell wall. Part I. The delignification of beech and spruce woods by sodium chlorite in buffered aqueous solution. J Chem Soc Resumed:2644–2650. https://doi.org/10.1039/JR9520002644
Ahlgren PA, Goring DAI (1971) Removal of wood components during chlorite delignification of black spruce. Can J Chem 49:1272–1275. https://doi.org/10.1139/v71-207
Mukarakate C, Mittal A, Ciesielski PN, Budhi S, Thompson L, Iisa K, Nimlos MR, Donohoe BS (2016) Influence of crystal allomorph and crystallinity on the products and behavior of cellulose during fast pyrolysis. ACS Sustain Chem Eng 4:4662–4674. https://doi.org/10.1021/acssuschemeng.6b00812
Ago M, Endo T, Hirotsu T (2004) Crystalline transformation of native cellulose from cellulose I to cellulose ID polymorph by a ball-milling method with a specific amount of water. Cellulose 11:163–167. https://doi.org/10.1023/B:CELL.0000025423.32330.fa
Yu Y, Wu H (2010) Significant differences in the hydrolysis behavior of amorphous and crystalline portions within microcrystalline cellulose in hot-compressed water. Ind Eng Chem Res 49:3902–3909. https://doi.org/10.1021/ie901925g
Kang S, Li X, Fan J, Chang J (2012) Characterization of hydrochars produced by hydrothermal carbonization of lignin, cellulose, d-xylose, and wood meal. Ind Eng Chem Res 51:9023–9031. https://doi.org/10.1021/ie300565d
Guo S, Dong X, Wu T, Shi F, Zhu C (2015) Characteristic evolution of hydrochar from hydrothermal carbonization of corn stalk. J Anal Appl Pyrolysis 116:1–9. https://doi.org/10.1016/j.jaap.2015.10.015
Rover MR, Johnston PA, Lamsal BP, Brown RC (2013) Total water-soluble sugars quantification in bio-oil using the phenol–sulfuric acid assay. J Anal Appl Pyrolysis 104:194–201. https://doi.org/10.1016/j.jaap.2013.08.004
Yu Y, Wu H (2010) Evolution of primary liquid products and evidence of in situ structural changes in cellulose with conversion during hydrolysis in hot-compressed water. Ind Eng Chem Res 49:3919–3925. https://doi.org/10.1021/ie902020t
Kabyemela BM, Adschiri T, Malaluan RM, Arai K (1999) Glucose and fructose decomposition in subcritical and supercritical water: detailed reaction pathway, mechanisms, and kinetics. Ind Eng Chem Res 38:2888–2895. https://doi.org/10.1021/ie9806390
Shafizadeh F, Furneaux RH, Cochran TG, Scholl JP, Sakai Y (1979) Production of levoglucosan and glucose from pyrolysis of cellulosic materials. J Appl Polym Sci 23:3525–3539. https://doi.org/10.1002/app.1979.070231209
Lédé J (2012) Cellulose pyrolysis kinetics: an historical review on the existence and role of intermediate active cellulose. J Anal Appl Pyrolysis 94:17–32. https://doi.org/10.1016/j.jaap.2011.12.019
Kitamura Y, Abe Y, Yasui T (1991) Metabolism of levoglucosan (1, 6-anhydro-α-d-glucopyranose) in microorganisms. Agric Biol Chem 55:515–521
Prosen EM, Radlein D, Piskorz J, et al (1993) Microbial utilization of levoglucosan in wood pyrolysate as a carbon and energy source. Biotechnol Bioeng USA 42(4):538–541
Layton DS, Ajjarapu A, Choi DW, Jarboe LR (2011) Engineering ethanologenic Escherichia coli for levoglucosan utilization. Bioresour Technol 102:8318–8322. https://doi.org/10.1016/j.biortech.2011.06.011
Moreno AD, Ibarra D, Alvira P, Tomás-Pejó E, Ballesteros M (2015) A review of biological delignification and detoxification methods for lignocellulosic bioethanol production. Crit Rev Biotechnol 35:342–354. https://doi.org/10.3109/07388551.2013.878896
Gao K, Rehmann L (2016) Combined detoxification and in-situ product removal by a single resin during lignocellulosic butanol production. Sci Rep 6:srep30533. https://doi.org/10.1038/srep30533
Zhang Y, Han B, Ezeji TC (2012) Biotransformation of furfural and 5-hydroxymethyl furfural (HMF) by Clostridium acetobutylicum ATCC 824 during butanol fermentation. New Biotechnol 29:345–351. https://doi.org/10.1016/j.nbt.2011.09.001
Sasaki M, Kabyemela B, Malaluan R, Hirose S, Takeda N, Adschiri T, Arai K (1998) Cellulose hydrolysis in subcritical and supercritical water. J Supercrit Fluids 13:261–268. https://doi.org/10.1016/S0896-8446(98)00060-6
Raganati F, Olivieri G, Götz P, Marzocchella A, Salatino P (2015) Butanol production from hexoses and pentoses by fermentation of Clostridium acetobutylicum. Anaerobe 34:146–155. https://doi.org/10.1016/j.anaerobe.2015.05.008
Buendia-Kandia F, Rondags E, Framboisier X, et al (2018) Diauxic growth of Clostridium acetobutylicum ATCC 824 when grown on mixtures of glucose and cellobiose, representative of cellulose hydrolysis products. submitted
Acknowledgements
The authors thank Hélène Lichère for her kind assistance in some analytical methods and the members of the LERMAB for providing the beech wood.
Funding
This study was financially supported by the ICEEL Carnot and CNRS.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
ESM 1
(DOCX 153 kb)
Rights and permissions
About this article

Cite this article
Buendia-Kandia, F., Brosse, N., Petitjean, D. et al. Hydrothermal conversion of wood, organosolv, and chlorite pulps. Biomass Conv. Bioref. 10, 1–13 (2020). https://doi.org/10.1007/s13399-019-00395-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-019-00395-4