
Abstract
Non-edible oils represent one of the most viable alternative feed stocks for the production of large volumes of biodiesel at cheaper cost in tropical countries. The objective of the present study is to investigate the ability of the immobilized whole cells of Rhizopus oryzae MTCC 262 to catalyze the biodiesel production from karanja oil in n-hexane system. Response surface methodology was employed to evaluate the effects of synthesis parameters, such as molar ratio of oil to alcohol, reaction temperature and reaction time on percentage biodiesel (methyl esters) yield. Transesterification was performed in shake flasks containing immobilized cells in the reaction mixture with 10% oil weight of n-hexane. The quadratic effects of molar ratio of oil to alcohol and reaction time proved to be the significant at 1% and 5% levels, respectively. The optimum synthesis conditions were found to be: molar ratio of oil to alcohol 1:2.73, reaction temperature 41.39°C and reaction time 73.97 h. Biodiesel yield (methyl ester) was 75.98 (wt.%) under the optimal conditions and the subsequent verification experiments with biodiesel yield of 78.0 (wt.%) confirmed the validity of the proposed model.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Developing alternative energy sources to replace traditional fossil fuels has recently become more attractive due to the high energy demand in the industrial world, domestic sector and in transport, the limited resources of fossil fuel and concerns on global warming [1]. Biodiesel (simple mono alkyl esters of long- chain fatty acids) derived from renewable feed stocks such as vegetable oils, animal fats and recycled cooking oils has become increasingly important as it is plant derived, not a fossil fuel, has low emission profile (eco friendly), biodegradable and the physical characteristics are close to conventional diesel fuel [2].
Transesterification also called as alcoholysis is the reaction of a fat or oil with an alcohol, linear or branched to form esters and glycerol usually in the presence of alkali, acid, enzyme and heterogeneous catalysts to improve the reaction rate and yield. Methanol is the preferred alcohol because of its low cost and its physical and chemical advantages (polar and shortest chain alcohol) over ethanol [3]. Recently, enzymatic transesterification using lipases has become more attractive for biodiesel fuel production, since it can overcome the problems of chemical catalysts. In particular, the by-product glycerol can be easily recovered without complex processing and also free fatty acids (FFA) contained in waste oils and fats can be completely converted to methyl esters [4, 5]. Effective methanolysis reactions using several lipases from Candida species, Pseudomonas species and Rhizopus species have been developed by several researchers. With these lipases, methyl ester content in the reaction mixture of more than 90% is obtained using either low or high water content systems. However, the use of extracellular lipase as a catalyst requires complicated recovery, purification and immobilization processes for industrial applications. Consequently, there has been considerable interest in the direct use as a whole cell biocatalyst of intracellular lipases [6–8].
Non-edible oil sources are preferable for biodiesel production, particularly those requiring low agronomic demand for cultivation, high oil content, low cost for cultivation and harvesting [9]. Non-edible oils from plants such as karanja, neem, mahua, jatropha, and babassu are available in many parts of the world including India, and are very cheap when compared to edible oils [10]. The mechanism of a dual process adopted for the production of biodiesel from karanja (Pongamia pinnata) oil containing FFA up to 20% was discussed by Malaya et al. [11]. The first step is acid-catalyzed esterification and the next step is alkali-catalyzed transesterification. The yield of biodiesel from high FFA karanja oil by dual step process has been observed to be 96.6–97%. Kinetics of triglycerides transesterification catalyzed by Rhizopus oryzae lipase appears to be in accordance with a successive reaction mechanism in which the triglycerides and partial glycerides are first hydrolyzed to free fatty acids and then esterified to methyl esters [12]. This suggests that, unlike in the case of chemical catalyzed processes, high free fatty acids contained in the non-edible oils can be easily converted to methyl esters using biocatalysts in a single step instead of dual steps.
The immobilized lipase catalyzed biodiesel production was generally performed in the micro aqueous media system. The negative effect of methanol on lipase activity was significantly reduced by using some hydrophobic solvent such as n-hexane, petroleum ether as reaction media. In addition, the utilization of these hydrophobic solvents was also shown to prevent glycerol, which is hydrophilic and insoluble in the oil, from easily adsorbing on to the surface of the immobilized lipase also leading to negative effect on lipase activity and operational stability [13].
Response surface methodology (RSM) is a powerful tool for the optimization of chemical, biochemical and industrial processes [14]. The advantage of this method includes (1) understanding of how the process variables affect the selected process response (2) determination of any possible inter relationship among the test variables and (3) characterization of the combined effect that all test variables may have on the process response [15]. Although widely used for other processes, there are only few examples in the literature involving RSM for the alcoholysis of vegetable oils using biocatalysts. Uosukainen et al. [16] developed a statistical model combined with principal component analysis to evaluate the interdependence of process variables and found that water activity and elimination of the by-product were the principal factors affecting the yield. Chang et al. [17] investigated the ability of Novozyme 435 to catalyze the alcoholysis of canola oil and used central composite rotatable design to study the effects of reaction time, temperature, enzyme concentration, substrate molar ratio of methanol to canola oil and added water content on conversion of canola oil to corresponding methyl esters and found that reaction temperature and enzyme concentration are the most important variables. Chen et al. [18] studied the utilization of soluble lipases as biocatalyst instead of immobilized lipases and used central composite design (CCD) to study the effects of enzyme concentration, temperature, molar ratio of oil to methanol and stirring rate on the fatty acid methyl ester yield. According to them, enzyme concentration, temperature, and molar ratio were the significant factors affecting the fatty acid methyl esters yield. RSM has been used to optimize the chemical catalyzed synthesis of alkyl esters, such as in the case of methanolysis of sunflower oil with different types of homogeneous and heterogeneous catalysts [19]. Domingos et al. [20] determined the optimum conditions for the ethanolysis of Raphanus sativus (L. var) using RSM and used a quadratic model instead of linear model to predict the results.
The objective of the present study was to evaluate the suitability of RSM to optimize the methanolysis of karanja oil using R. oryzae MTCC 262 cells entrapped within sodium alginate gel as a whole cell biocatalyst for biodiesel fuel production in n-hexane system. It is also aimed to develop a mathematical model that could describe the effects and relationships between the main process variables molar ratio of oil to alcohol, reaction temperature and reaction time towards maximum yield of methyl esters.
2 Materials and methods
2.1 Feed-stock
The non-edible crude karanja oil was purchased from local market and stored at 4°C to avoid rancidity of the vegetable oil. Its characteristics were determined according to the standard methods of fats and oils published by the Association of Oil Chemists, which has the density of 0.92 g cm−3, iodine value of 86.5 g I2 (100 g)−1, saponification value of 187.0 mg KOH g−1, unsaponifiable matter of 2.6 (wt.%) and acid value of 5.06 mg KOH g−1, major fatty acid composition of the oil (wt.%): palmitic acid, 10.6%; stearic acid, 6.8%; oleic acid, 49.4%; linoleic acid, 19.0% and it was used throughout the experimentation. Standard fatty acid esters were taken as reference and were procured from Sigma-Aldrich, USA. All other reagents and solvents used were of the purest analytical grade available. Moisture content was determined in both crude oil and methanol using the ISO 6296 Karl–Fisher titration method.
2.2 Biocatalyst and culture maintenance
R. oryzae, MTCC 262 was obtained from Microbial Type Culture Collection and Gene Bank, Chandigarh (India). The culture was maintained on nutrient agar medium. After 3 days of incubation at 25°C the agar slants were stored at 4°C. The basal medium used contained: Olive oil 30 g L−1; Polypeptone 70 g L−1; KH2PO4 1.0 g L−1; MgSO4.7 H2O 0.5 g L−1; NaNO3 1.0 g L−1 [21]. Initial pH of the reaction medium was maintained at 5.6 and was allowed to take its own course during the reaction period.
2.3 Inoculum preparation
R. oryzae was grown aerobically in 250 ml Erlenmeyer flasks containing the above mentioned medium at 25°C in an orbital shaker (Remi Scientifics, India) at 200 rpm for 24 h. Active cells were centrifuged in a high speed centrifuge for 15 min at 4°C and 5,020×g, washed with sterile water, and were used as inoculum.
2.4 Immobilization of R. oryzae cells by entrapment
R. oryzae (MTCC 262) cells entrapped in sodium alginate solution of 50 g L−1 were used as whole cell biocatalysts. Sodium alginate solution was prepared by dissolving sodium alginate in boiling water and autoclaved at 121°C for 15 min. Both alginate slurry and cell suspension was mixed and stirred for 10 min at 35°C to get a uniform mixture of alginate-cell mixture. The mixture was extruded drop by drop into the cold sterile 0.2 M CaCl2 solution through a sterile 5 ml pipette from 5 cm height and was cured at 4°C for 1 h. The beads were hardened by suspending it again in a fresh CaCl2 solution for 24 h at 4°C with gentle agitation. Finally these beads were washed with distilled water to remove excess calcium ions and unentrapped cells. When the beads were not being used, they were preserved in 90 g L−1 NaCl solution in the refrigerator.
2.5 Degumming of crude karanja oil
Presence of phospholipids reduces the yield of biodiesel incase of enzymatic transesterification due to reduction of enzyme activity. Hence, crude karanja oil was degummed to remove the phospholipids prior to subjecting it to enzymatic transesterification. Degumming was done by heating the oil to 75°C and adding 7 g L−1 NaCl at the same temperature followed by stirring at a constant speed of 400 rpm. The stirring rate was reduced gradually to 30 rpm based on the formation of colloidal particles and the stirring was completely stopped when there was no suspended particles in the oil. The colloidal particles formed were removed by centrifugation at 4,000 rpm for 10 min. The resultant oil was dried by vacuum drying (5 mm Hg) for 30 min and used for transesterification [22].
2.6 Experimental procedure
Methanolysis reaction was conducted based on the central composite design values (Section 2.8) of molar ratio of oil to alcohol, reaction temperature, reaction time and constant values of added water content (10% by oil weight) and immobilized beads (5 g per 25 mL of oil) in a 50-ml screw cap bottle with constant shaking using reciprocal shaker (150 oscillations min−1); 5 ml of n-hexane is added to the reaction mixture (25 mL) to enhance the solubility of the reactants. After completion of the biotransformation process, the cells were removed from the reaction mixture by filtration. The produced ester and by-product glycerol were separated using separating funnel. Qualitative and quantitative analysis of ester products were carried out by gas chromatography. Esterification reactions were carried out in duplicate and results were recorded.
2.7 Analysis of methyl esters derived from the methanolysis of karanja oil
Analysis of ester products were conducted with Nucon gas chromatograph (Model-5765) equipment fitted with a DB5 capillary column, 30 m length with 0.25 mm internal diameter and film thickness of 0.25 μm. Initially the column temperature was maintained at 150°C for 30 s and it was increased to 300°C at a rate of 10°C min−1. The injector and detector temperatures were maintained at 245°C and 250°C respectively. Nitrogen was used as the carrier gas. Yield of methyl esters (wt.%) were calculated based on the ratio of weight of esters produced to weight of oil (total major fatty acid content of oil namely palmitic acid, oleic acid, linoleic acid, and stearic acid) taken.
2.8 Central composite experimental design
A CCD was applied with three design factors, namely molar ratio of oil to alcohol (x 1), reaction temperature (x 2) and reaction time (x 3). The central values chosen for experimental design were: molar ratio of oil to alcohol = 1:3, reaction time = 40 h and temperature = 30°C. A 23 full factorial CCD for three independent variables at five levels were employed with the total number of 20 experiments. For statistical calculation, the test factors were coded according to the following Eq. 1
Where x i is the dimensionless value of an independent variable; X i is the real value of an independent variable; X 0 is the real value of the independent variable at the center point; ΔX i is the step change value. Fourteen experiments were augmented with six replications at the center points to evaluate the pure error.
The Design Expert 6.0 software was used for regression and graphical analyses of the data obtained. The maximum values of the percentage yield of biodiesel were taken as the responses of the design experiment. Statistical analysis of the model was performed to evaluate the analysis of variance (ANOVA). Once the experiments were performed, the response variable was fitted as second-order model in order to correlate the response variable to the independent variable. The general form of the second-order polynomial equation for the yield of fatty acid methyl ester is given below in Eq. 2
where biodiesel yield (Y) is the predicted response variable, i and j are the linear and quadratic coefficients respectively, β is the regression coefficient of the model and x i , x j (i = 1,3; j = 1,3, i = j) represent the independent variables (reaction conditions) in the form of coded values. The accuracy and general ability of the above polynomial model could be evaluated by the coefficient of determination R 2.
3 Results and discussion
3.1 Effect of amount of beads added to the reaction mixture
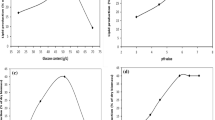
Amount of beads added to the reaction mixture for attaining maximum percentage yield of methyl esters from karanja oil using whole cells of immobilized R. oryzae was found by conducting experiments with different amount of beads based on initial oil weight. Experiments were carried out at temperature 35°C, molar ratio of oil to alcohol 1:3 (stoichiometric requirement) and reaction time of 72 h with added water content of 10% by oil weight. Effect of amount of beads added to the reaction mixture on the percentage yield of methyl esters is shown in Fig. 1. By increasing the amount of beads, the percentage yield of biodiesel was found to increase (70%) till 5 g per 25 mL oil, beyond this value the percentage yield of methyl esters was found to be almost constant. Hence, further experiments based on CCD were conducted with 5 g of beads per 25 mL oil.

Effect of amount of beads added to the reaction mixture on biodiesel yield
3.2 Optimization of the reaction conditions
The effect of three important variables, molar ratio of oil to alcohol, reaction temperature, and reaction time on the yield of methyl esters for biodiesel production was optimized using response surface methodology. The experimental range and levels of the variables investigated were shown in Table 1. The central composite design with experimental and predicted results of biodiesel yield was shown in Table 2. There is a considerable variation in the percentage yield of biodiesel under different reaction conditions (Table 2). The percentage yield of biodiesel (methyl esters) ranged from 48.3 (wt.%) to 75.8 (wt.%) in the experimental run number 10 and 15, respectively.
The regression results of the central composite experimental design along with the corresponding P values were shown in Table 3. The P values are used as a tool to check the significance of each coefficient, which also indicates the interaction strength of each cross product. The smaller the P value, higher is the significance of the corresponding coefficient. The quadratic effects of molar ratio of oil to methanol (x 21 ) and reaction time (x 23 ) were significant at the 1% and 5% levels, respectively, as shown in Table 3. Multiple regression analysis of the experimental data gave the following second-order polynomial equation,
where x 1, x 2, and x 3 are molar ratio of oil to methanol, reaction temperature and reaction time respectively. The model (Eq. 3) indicates that positive coefficients of linear terms, reaction temperature, reaction time and interaction term reaction temperature and reaction time gives a linear effect to increase the yield of biodiesel. However, linear term, molar ratio of oil to methanol, interaction terms, molar ratio of oil to methanol-reaction temperature, molar ratio of oil to methanol-reaction time along with quadratic terms, molar ratio of oil to methanol, reaction temperature and reaction time have negative coefficients that decreases yield of biodiesel. The contour plots described by the regression model were drawn to display the effects of the independent variable and variable composites on the response variable. From the shape of contour plots, the significance of the mutual interactions between the independent variables can be estimated. Elliptical profiles of the contour plot indicate remarkable interaction between the independent variables. Figures 2, 3, and 4 show the response surface and contour plots between molar ratio of oil to alcohol and reaction temperature, molar ratio of oil to alcohol and reaction time and reaction temperature and reaction time, respectively, keeping the other variable constant at the middle level. The circular nature of the contour plots between the variables and the P values (>0.05) shows that the interactive effects of the independent variables were not statistically significant. Generally, temperature is one of the important parameters in enzymatic catalysis. Higher temperatures can increase the rate of reaction, but too-high temperatures will lead to enzyme denaturation [23] but in the present test range (31.6–48°C) it does not show any major effect.

Response surface and contour plots of molar ratio of oil to alcohol and reaction temperature on biodiesel yield by R. oryzae with reaction time held constant at the middle level of the central composite experimental design

Response surface and contour plots of molar ratio of oil to alcohol and reaction time on biodiesel yield by R. oryzae with reaction temperature held constant at the middle level of the central composite experimental design

Response surface and contour plots of reaction temperature and reaction time on biodiesel yield by R. oryzae with molar ratio of oil to alcohol held constant at the middle level of the central composite experimental design
The molar ratio of oil to alcohol and reaction time are highly significant in terms of quadratic effect at 1% and 5% respectively which is evident from their corresponding P values (x 21 = 0.0 and x 23 = 0.033). They can act as limiting conditions and hence small changes in the values of molar ratio of oil to alcohol and reaction time will cause greater effect and alter the yield of biodiesel. There may be two reasons for the decrease in percentage yield of biodiesel caused by the change in molar ratio of oil to alcohol; incomplete conversion due to insufficient methanol and secondly reduction of enzyme activity caused by inhibition due to excess methanol which was also reported by Chang et al. [17] and Shieh et al. [24]. The percentage yield of biodiesel (methyl esters) started increasing with time to certain limit and started decreasing with further change in reaction time. This may be due to the inhibition of the synthesis products formed in the reaction mixture during the reaction. This was also reported by Shieh et al. [24] when they studied the methanolysis of soybean oil. The linear effects of the variables were not significant, which was evident from the P values (molar ratio of oil to methanol = 0.089, reaction temperature = 0.086 and reaction time = 0.289) and only the squared effect of molar ratio of oil to methanol and reaction time was significant in the experimental range.
To test the fit of the model, the regression equation and determination coefficient (R 2) were evaluated. In this case, the value of the determination coefficient (R 2 = 0.876) as shown in Fig. 5 indicates that the sample variation of 87.6% for biodiesel yield is attributed to the independent variables and only 12.4% of the total variables are not explained by the model. The value of the adjusted determination coefficient (Adj. R 2 = 0.765) is also very high to advocate for a high significance of the model. Adjusted R 2 increases only if the new term improves the model more than would be expected by chance. A higher value of the correlation coefficient R = 0.93 justifies an excellent correlation between the independent variables. ANOVA for the fitted quadratic polynomial model for optimization of transesterification conditions is shown in Table 4. The model F value of 7.86 implies that the model is significant. There is only a 0.17% chance that a “Model F Value” of this large could occur due to noise.“Adeq precision” measures the signal to noise ratio and a ratio greater than 4 is desirable. The ratio of 9.256 indicates an adequate signal and this model can be used to navigate the design space. The normal probability plot (Fig. 6) of the residuals is an important diagnostic tool to detect and explain the departures from the assumptions that errors are normally distributed, independent of each other and the error variances are homogenous. An excellent normal distribution confirmed the normality assumption and the independence of the residuals. The residual plot shows equal scatter of the residual data above and below the x axis indicating that the variance was independent of the value of the yield of biodiesel and thus supporting the adequacy of the least square fit shown in Fig. 7. The regression equation obtained using central composite design was solved using MATLAB software and the optimal values of the test variables in the real values and coded units were found to be: molar ratio of oil to methanol = 1:2.73 (x 1, −0.2718), reaction temperature = 41.39°C (x 2, 0.2785), and reaction time = 73.97 h (x 3, 0.1643) with the corresponding predicted yield of (Y) = 75.98 wt.%.

Experimental and response surface model predicted biodiesel yield

The NORMAL probability plot for biodiesel production model

The Residual plot for biodiesel yield model
3.3 Validation of the model
The optimal real values of the independent variables were: molar ratio of oil to alcohol = 1:2.73, reaction temperature = 41.39°C, and reaction time = 73.97 h. Validation experiment at the optimized conditions was carried out to verify the availability and accuracy of the model, and the results showed that the predicted value of 75.98% was in good agreement with the experimental value of 78 wt.%. As a result, the model from CCD was considered to be accurate and reliable for predicting the yield of methyl ester. The experimental value obtained was in good agreement with the result obtained by Tamalampudi et al. [25] during the methanolysis of jatropha oil using R. oryzae cells.
4 Conclusion
Response surface methodology was proved to be a powerful tool for the optimization of methanolysis conditions catalyzed by immobilized R. oryzae MTCC 262 whole cells in n-hexane system from karanja oil. A second-order polynomial model was obtained to describe the relationship between the methyl ester yield and the parameters molar ratio of oil to alcohol, reaction temperature and reaction time. Under optimal conditions (molar ratio of oil to alcohol = 1:2.73, reaction temperature = 41.39°C and reaction time = 73.97 h), the predicted values of methyl ester yield was about 75.98 wt.%. Validation experiments verified the availability and the accuracy of the model. The predicted value was in agreement with the experimental value (78 wt.%). The study also provides useful information and reference for the optimization conditions of other enzymatic alcoholysis processes. However, the effect of water content and stability of immobilized whole cells should be taken into consideration in subsequent work.
Abbreviations
- RSM:
-
Response surface method
- FFA:
-
Free fatty acid
- CCD:
-
Central composite design
- X i :
-
Real value
- x i :
-
Coded value
- X 0 :
-
Real value at the center point
- ΔX i :
-
Step change value
- Y :
-
Predicted response
- R 2 :
-
Coefficient of determination
- β 0 :
-
Offset term
- β i :
-
Linear effect coefficients
- β ii :
-
Squared effect coefficients
- β ij :
-
First-order interaction effect coefficients
References
Antolin G, Tinat FV, Briceno Y, Castano V, Perez C, Ramirez AI (2002) Optimization of biodiesel production by sunflower oil transesterification. Bioresour Technol 83:111–114
Ma F, Hanna MA (1999) Biodiesel production: a review. Bioresour Technol 70:1–15
Fukuda H, Kondo A, Noda H (2001) Biodiesel fuel production by transesterification of oils. J Biosci Bioeng 92(5):405–416
Mamoru ISO, Baoxue C, Masashi E (2001) Production of biodiesel fuel from triglycerides and alcohol using Immobilized lipase. J Mol Catal B: Enzym 16:53–58
Oznur K, Melek T (2002) Immobilized Candida antarctica lipase catalyzed alcoholysis of cotton seed oil in a solvent free medium. Bioresour Technol 83:125–129
Kaieda M, Samukawa T, Kondo A, Fukuda H (2000) Effect of methanol and water contents on production of biodiesel fuel from plant oil catalyzed by various lipases in a solvent-free system. J Biosci Bioeng 9:12–15
Matsumoto T, Takahashi SA, Kaieda M, Leds M, Tanaka A, Fukuda H (2001) Yeast whole-cell biocatalyst constructed by intracellular overproduction of Rhizopus oryzae lipase applicable to biodiesel fuel production. Appl Microbiol Biotechnol 57:515–520
Ban K, Kaieda M, Matsumoto T, Kondo A, Fukuda H (2001) Whole-cell biocatalyst for biodiesel fuel production utilizing Rhizopus oryzae cells immobilized within biomass support particles. Biochem Eng J 8:39–43
Ramos LP, Wilhelm HM (2005) Current status of biodiesel development in Brazil. Appl Biochem Biotechnol 123:807–819
Sharma YC, Singh B (2008) Development of biodiesel from karanja, a tree found in rural India. Fuel 87:1740–1742
Malaya N, Meher LC, Naik SN, Das LM (2008) Production of biodiesel from high free fatty acid karanja (Pongamia pinnata) oil. Biomass Bioenergy 32:354–357
Kaieda M, Samukawa T, Matsumato T, Ban K, Kondo A, Shimada Y, Noda H, Nomoto F, Ohtsuka K, Izumoto E, Fukuda H (1999) Biodiesel fuel production from plant oil catalyzed by R. oryzae lipase in a water containing system without an organic solvent. J Biosci Bioeng 88:627–631
Soumanou MM, Bornscheuer UT (2003) Improvement in lipase catalyzed synthesis of fatty acid methyl esters from sunflower oil. Enzyme Microb Technol 33:97–103
Myers RH, Montgomery DC (1995) Response surface methodology: process and product optimization using designed experiments. Wiley, Canada, pp 54–96
Aravindan R, Viruthagiri T (2007) Optimization of medium composition for lipase production by Candida rugosa NCIM 3462 using response surface methodology. Can J Microbiol 53(5):643–655
Uosukainen E, Lamsa M, Linko YY, Linko P, Leisola M (1999) Optimization of enzymatic transesterification of rapeseed oil ester using response surface and principal component methodology. Enzyme Microb Technol 25:236–243
Chang HM, Liao HF, Lee CC, Shieh CJ (2005) Optimized synthesis of lipase catalyzed biodiesel by Novozym 435. J Chem Technol Biotechnol 80:307–312
Chen X, Du W, Liu D, Ding F (2008) Lipase-mediated methanolysis of soybean oils for biodiesel production. J Chem Technol Biotechnol 83:71–76
Vincente G, Martinez M, Aracil J (2004) Integrated biodiesel production: a comparison of different homogeneous catalysts systems. Bioresour Technol 92:297–305
Domingos AK, Saad EB, Wilhelm HM, Ramos LP (2008) Optimization of the ethanolysis of Raphanus sativus (L. var.) crude oil applying the response surface methodology. Bioresour Technol 99:1837–1845
Ban K, Hama S, Nishizuka K, Kaieda M, Matsumoto T, Kondo A, Noda H, Fukuda H (2002) Repeated use of whole cell biocatalysts immobilized within biomass support particles for biodiesel fuel production. J Mol Catal B: Enzym 17:157–165
Yuan X, Liu J, Zeng G, Shi J, Tong J, Huang G (2008) Optimization of conversion of waste rapeseed oil with high FFA to biodiesel using response surface methodology. Renew Energy 33(7):1678–1684
Nie K, Xie F, Wang F, Tan T (2006) Lipase catalyzed methanolysis to produce biodiesel: optimization of the biodiesel production. J Mol Catal B: Enzym 43:142–147
Shieh CJ, Liao HF, Lee CC (2003) Optimization of lipase catalyzed biodiesel by response surface methodology. Bioresour Technol 88:103–106
Tamalampudi S, Talukder MR, Hama S, Numata T, Kondo A, Fukuda H (2008) Enzymatic production of biodiesel from Jatropha oil: a comparative study of immobilized-whole cell and commercial lipases as a biocatalyst. Biochem Eng J 39:185–189
Acknowledgments
The authors gratefully acknowledge the Chemical Engineering Department, Annamalai University for providing the facilities to carry out the research work. The financial support from the Tamil Nadu State Council for Science and Technology, Tamil Nadu through Science and Technology scheme for this research work is also acknowledged with thanks.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Ganesan, D., Rajendran, A. & Thangavelu, V. Response surface optimization for the transesterification of karanja oil using immobilized whole cells of Rhizopus oryzae in n-hexane system. Biomass Conv. Bioref. 2, 11–20 (2012). https://doi.org/10.1007/s13399-011-0029-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-011-0029-8