This investigation presents the conversion of moringa seed bio-oil to biodiesel through two-stage transesterification process. Acid and base-catalyzed transesterification procedure was implemented due to higher content of free fatty acid. The transesterification process was optimized through reaction duration, catalyst concentration of KOH, molar ratio (methanol to oil) as the conditions for the change of mono-alkyl triglycerides to FAMEs. Optimization was carried out using response surface methodology to understand its behavior on assessing the synergetic effect between the process parameters and to attain the optimum Moringa olifera biodiesel yield. The response surface methodology tool predicted the optimum yield of biodiesel as 97.67% at reaction time of 66.4759 min, catalyst concentration of KOH 1.0599 gms, and molar ratio 0.2713 v/v which was also validated experimentally.
Biodiesel started receiving prominent attention worldwide due to its similarities with diesel and fuel. It performs fossil fuels by its renewable, excellent lubricity, non-toxic, and effectively free from sulfur and aromatics. It is a completely eco-friendly which can be properly utilized in current engines without any modification of current technology. Vegetable oils and different food oils that are additional in preparation or in food things are known as edible oils [1]. Edible oils are saturated, monosaturated, and polysaturated. Saturated oils are solid at temperature. Margarine that is formed oil contains unsaturated fat not good for health. Monosaturated oils are liquids at temperature. Polysaturated oils stay liquid at temperature or maybe once chilled. Non-edible oils are the other oils that cannot be additional in food, like engine lubricants, oils, and grease. A large range of plants manufacture non-edible oils like neem, rubber seed, biofuel, etc.
Biodiesel production from moringa seeds was not carried out and utilized by many researchers. Moringa is a monogeneric family with a solitary variety, i.e., moringa consisting within the family of eleven species which are widely known as, water purification nutritional, medicinal, and water decontamination agent. Biodiesel was extracted from crude Moringa olifera seed oil, and it perfectly blends with the diesel [2]. Moringa oil extracts from seeds generally contain 48–55% of oil, and it is clearly observed that it has very high output while compared to most other commonly used oil crops (sunflower: 30–45% (w/w), soya bean: 17–26% (w/w), palm: 45–65% (w/w), and rapeseed: 38–46% (w/w). By the transesterification reaction, crude bio-oil was converted into biodiesel further catalyzed by potassium hydroxide. The transesterification was generally done by utilizing essential primary and secondary alcohol. Methanol is most utilized alcohol because it is available in low cost and its polar nature. High ester content was obtained that is 97% with mixture combined of NaOH concentration 4 gms (0.17–0.33) wt%, reaction temperature (60 °C), and time (30–60 min), and molar ratio (methanol to oil) (0.17–0.33), 97.4% of conversion was reached under the optimal conditions (0.46–1.3 wt%)catalyst, 3:1 ester oil, 60 °C, and 60 min. Moringa even displayed high oxidative stability. Also, the highly used fuel properties of moringa biodiesel conformed to the ASTM D6751 benchmark. Density is 875.2 kg/m3, and flash point is 157.5 °C. The kinematic viscosity (4.6758 mm2/s) were found to be higher than that of diesel, and also the calorific value of the moringa oil was lower than that of biodiesel, i.e., (40.119 M/kg) [3].
Optimization process was done through using soft computing tools which reduces the cost and time. Modeling, DOE, and optimization are the applications of response surface methodology. Few researches established relationship and linear regression to produce transesterification process. By CCRD using different parameters to produce biodiesel with RSM parameters, methanol to reaction temperature is 60 ℃, molar ratio (methanol to oil) 0.2713 v/v, and KOH catalyst concentration was 1.0599 g/g. Researchers explained that response surface methodology is slightly better to artificial neural network (ANN) and adaptive network-based fuzzy inference system (ANFIS).
Betiku et al. [4], selected the ANN, ANFIS, and RSM methodology for predicting the substantial yield, which represented the employment of the significant yield of the PKOB by developing a CCRD design using independent parameters that included the reaction duration, KOH catalyst concentration, and molar ratio (methanol to oil). RSM optimization tool and geometric algorithm were coupled to examine the potentiality of input variables parameters. The highest value of the palm kernel oil biodiesel (PKOB) yield was predicted as 99.5% by the ANFIS-GA. Mofijur et al. [5], detailed the cultivation of M. oleifera which was a subtropical and tropical crop in world and was commonly called as drum sticks containing of 8 to 12 seeds. Venkatesan et al. [6], have explained the extraction of grape seed oil from grape seed with using cold pressing with a Soxhlet apparatus. The single-stage transesterification process was carried out using molar ratio (methanol to oil), KOH catalyst concentration, and reaction time when the FFA content was required to be 1.47%. The predicted yield was appraised with respect to the response surface methodology in accordance with CCRD. The escalated yield of the biodiesel was determined as 97.62% from the reaction time at 66.6 min, catalyst concentration of KOH at 1.0458 of NaOH, and the molar ratio at 0.2758 v/v. Salaheldeen et al. [7], discussed on the transformation of crude Moringa peregrina oil to methyl radical organic compound, and also the purity of the produced biodiesel was studied by the Fourier transform infrared spectrometry (FTIR) chemical analysis. The complete FTIR spectrum of M. peregrina methyl radical organic compound obtained for this study in the analogous spectra was compared with palm and soybean methyl radical esters, indicating that crude M. peregrina seed oil could be a new feedstock having potential for biodiesel production. High organic compound content (97.79%) was seen along with 4.6758 mm2/s as kinematic viscosity, 876.2 kg/m3 as density and 156.5 °C as flash point at optimal range. Hariram et al. [8], derived the biodiesel from grape seed and characterized it through gas chromatography and mass spectrometry analysis (GCMS) to classify and perceive the varied carboxylic acid alkyl organic compound in grape biodiesel. Anwar et al. [9], found the M. olifera methyl ester (MOME) yield 93.34%, determined when the process parameters were methanol-to-oil molar ratio (6.4:1), catalyst concentration of KOH (0.80%), and reaction time 7 min at a reaction temperature 55 °C which was developed by RSM CCRD.
The core objective of the study is to present the use of moringa biodiesel as the potential source of biodiesel fuel. The properties of moringa seed oil, moringa seed biodiesel, and mineral diesel are determined and compared with each other.
2 Materials and Methods
Moringa seeds are supplied by Krishna suppliers. The seeds contained moisture content at around 20%. Methanol, potassium hydroxide (KOH), and borosilicate’s equipment were purchased from Sadhagur Biological and Chemicals, Chennai.
2.1 Oil Extraction
The seeds were cleaned to remove adhered wood particles, sand, stone, and unwanted materials and stored in plastic container under room temperature at 30 °C before starting extraction process. Moringa seeds are crushed by using grinder and cuts up to size of 2 mm. M. oleifera seeds were placed in machine extractor. A cotton cloth was used to hold the test sample. The extractor was equipped with two liters round bottomed condenser and flask. The process was carried out using n-hexane. Solvent was recovered by using a rotating evaporator after 6 h after extraction time at 40 ℃ under vacuum. 43.2% of oil was extracted from seeds by this process. The acid value and ash content of crude bio-oil was found to be 2.9 and 5.6–7.5%, respectively, which directed the two-stage transesterification process to be followed [10].
2.2 Transesterification
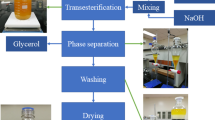
Conversion of M. oleifera bio-oil to biodiesel was initiated as two-step transesterification process. The acid value was brought down to less than 1.7% after the primary acid esterification. Further, base-catalyzed transesterification process was carried out using methanol and potassium hydroxide. Methanol is being the most preferred solvent because of its availability in low cost and polar nature. Reaction process was initiated in a batch reactor which consisted of a 2 L glass jacket reactor connected with condenser and a water bath which controls the reaction environment and the temperature of the process. 0.600 L of bio-oil was placed in reactor and heated up to 60 °C. Thorough mixing of 5.266 g KOH in 0.152 L laboratory-grade methanol resulted in the formation of potassium methoxide solution. The resultant solution poured into reactor attained 60 °C temperature. Reaction mixture is a combination of 0.26 v/v methanol to molar ratio and 0.9 g of catalyst as mentioned in Eq. 1. The reaction process was maintained at 450 rpm agitation speed for the entire 60 min duration for enhanced catalytic reaction. Then, the reaction mixture was transferred to separating funnel where two layers will be formed after a settling period of 12 h. The above layer consisted of M. olifera biodiesel and the lower layer with glycerol [11,12,13]. The biodiesel was removed carefully and washed with double distilled water thoroughly to remove the impurities. The biodiesel was further dried with sodium sulfate to remove remaining of moisture (Fig. 1).
$$ {\text{MSBD yield}} = \frac{{\text{Weight of Moringa biodiesel produced}}}{{\text{Weight of esterified Moringa bio } - \text{ oil used}}} \times 100 $$
(1)
2.3 Experimental Design and RSM Model
Three pertinent process input variables (molar ratio, reaction time catalyst concentration of KOH) which were recognized to influence the biodiesel formation through the base-catalyzed transesterification reaction are examined using response surface methodology (RSM). The ranges of the input variables investigated were rigorously chosen with the support of preliminary studies as mentioned, methanol-to-M. olifera bio-oil molar ratio quantitative relation (0.17–0.33 v/v), KOH catalyst concentration (0.46–1.36 g/g), and the reaction time (30–90 min). The three variables were assessed at high (+1), medium (0), and low (−1) levels to assess the response display. The central rotable composite design created a complete of twenty experimental correlation which could affect the transesterification process significantly [14,15,16,17]. The second-order mathematical relation linked the response to the experimental variable parameters to grease the molar quantitative relation, catalyst concentration of KOH, and reaction length terms of the experimental values is set in equation. A multivariate approach-based CCRD experimental design was used to enhance the transesterification method and RSM model as mentioned in Eq. 2.
where “Y” indicate the yield of the biodiesel interns of the methanol-to-oil molar quantitative relation, x1, x2, x3 were freelance variables, b11, b22, b33 were evoked as the quadratic coefficients, catalyst concentration of KOH, and reaction period, b0, b1, b2, b3 were linear coefficients, and b12, b13, b23 were indicative interactive coefficients.
Experimentally, catalyst concentration of KOH and methanol oil-to-molar ratio as 0.26 v/v and 0.9 w/g, respectively, with the reaction time of 60 min resulted in producing maximum yield of Moringa oleifera biodiesel as 97.51% which was presented in comparison with the predicted yield of the biodiesel developed by the RSM in Table 1. The predicted RSM yield was noticed to be 97.2551% with the error of 0.2548%, and this was in correlation with the second-degree polynomial mathematical equation used to develop the RSM model. The predicted RSM yield and the experimental yield of M. olifera biodiesel was tabulated in Table 1. The effectiveness of the developed model was evaluated with the help of lack of fit using the center points along with estimating the pure error. Response variable and their interactions were assessed by analysis of variance (ANNOVA) which evaluates the quality of the fitted model. Statistical parameters such as R2, R, Adjusted R2, SEP, MRPD, MSE, RMSE, and MAE were used to evaluate the model which are given in following from Eq.(2) to (10). The evaluated parametric value includes R2, R, Adjusted R2, SEP, MRPD, MSE, RMSE, and MAE values which were found to be closer to zero.
Table 1 RSM predicted and experimental biodiesel yield
where \(y_{p,i} \,{\text{and}}\,y_{{p,{\text{ave}}}}\) represent the predicted yield by average of predicted yield by RSM and RSM. \(y_{e,i} \,{\text{and}}\,y_{{e,{\text{ave}}}}\) represent the experimental yield, average experimental yield, “n” and “k” are the number of runs and number of factors, respectively.
2.4 Moringa Seed Oil Esterification—RSM Approach
The functional RSM model values was used to optimize the yield of M. olifera biodiesel. Predicted RSM yield of 97.834% is at methanol-to-molar ratio 0.26% (v/v), catalyst concentration of KOH 0.9 g of KOH at reaction time 60 min as shown in Fig. 2. This was compared, and with the RSM predicted biodiesel, yield is with an error 0.1% with the yield as 97.5%. A central composite rotable design (CCRD) was used to execute the experimental trials of three factor fire level approach and the input variable with the codes to five levels. Biodiesel which is produced from Moringa oleifera through transesterification reaction is optimized by the various parameters such as catalyst ratio, reaction duration, and methanol-to-bio-oil molar ratio. To achieve the optimal yield of M. olifera biodiesel yield, transesterification method was carried out with a wide range of variable composition of catalyst concentration of KOH, methanol-to-bio-oil molar ratio, and reaction time, whereas the reaction temperature and blending intensity were kept constant. Transesterification process was initiated with 100 ml of M. olifera oil with the tolerable reaction time (30, 60, 90 min), catalyst concentration of KOH (0.14319, 0.46, 0.9, 1.36, and 1.656807), methanol-to-oil molar ratio (0.1154566, 0.17, 0.26, 0.33, and 0.384543), and rotational agitation speed (600–700 rpm). The above said multivariate approach in designing the CCRD design can be seen from Eq. 10.
Fig. 2
Influence of catalyst concentration of KOH and methanol-to-molar ratio at different methanol-to-oil molar ratio
The yield of M. olifera biodiesel was influenced by upon reaction duration, methanol-to-bio-oil molar ratio, and catalyst concentration. The optimum yield 97.51% was observed when the methanol to oil ratio was 0.26 v/v. When molar ratio was increased from 0.17 to 0.26, the biodiesel yield was also escalated, but on the other hand, with a reduction in molar ratio below the optimal range from 0.26 to 0.33, a marginal decline in M. olifera biodiesel yield was noticed. Further increase in the methanol concentration increases the glycerol solubility which in turn reduced the biodiesel which affected the glycerol solubility in the separating funnel leading to decreased biodiesel yield. Few reports were also infer the formation of soap as a result of methanol concentration. Similarly, the yield of biodiesel was also affected by the catalyst concentration of KOH. The highest M. olifera biodiesel yield was noticed as 97.51% at the catalyst concentration of KOH of 0.26%. When catalyst concentration of KOH was increased further from 0.46 to 0.9, the biodiesel yield diminished significantly especially beyond the optimal range. As a result, a soapy sludge formation was noticed which advertently affected the transesterification reaction and resulted in the negative yield of M. olifera biodiesel. The reaction duration also significantly affected the transesterification, as this provides an environment for the conversion of mono-alkyl triglycerides into fatty acid methyl esters of M. olifera. The optimal biodiesel yield was noticed at reaction duration 90 min as 97.51%. Further increase in the reaction duration has not contributed to the positive biodiesel formation, but its reduction reduced the biodiesel formation significantly. To initiate transesterification process, in the conversion of mono-alkyl triglycerides to FAMEs, sufficient time was given [18].
3.1 Influence of Catalyst Concentration of KOH and Methanol-to-Oil Molar Ratio
Figure 2 illustrates the effect of catalyst concentration of KOH and methanol-to-oil molar ratio on the biodiesel yield at various reaction duration. The biodiesel yield was significantly affected due to the change in catalyst concentration of KOH and molar ratio as denoted in Fig. 2. Figure 2a signifies a lower catalyst concentration of KOH (0.45 g) and the molar ratio of 0.17 v/v at reduced reaction time. With significant increase in the reaction duration, the M. olifera biodiesel yield was notably increased as shown in Fig. 2b with the catalyst concentration of KOH 0.9 g/g and molar ratio of 0.26 v/v. Figure 2c shows a slight diminishing surface when the catalyst concentration of KOH was kept at 1.36 g/g and molar ratio as 0.33 v/v, and the biodiesel yield was decreased due to increase in reaction time. The highest biodiesel yields of 97.51% was recorded at catalyst concentration of KOH 1.0599 g/g, reaction time 66.4759 min, and molar ratio 0.2713 v/v using the developed RSM model.
3.2 Influence of Reaction Time and Methanol-to-Bio-Oil Molar Ratio
The biodiesel yield was significantly affected based on the variations in molar ratio and reaction time. Figure 3a depicts the biodiesel yield of M. olifera oil at lower reaction time 30 min and molar ratio of 0.17 v/v at reduced catalyst concentration. Figure 3b shows the raise in the biodiesel yield at reaction time 60 min and molar ratio of 0.26 v/v at which the KOH catalyst concentration kept at optimum conditions. Figure 3c showed a marginal reduction in the M. olifera biodiesel yield when reaction time 90 min and molar ratio 0.33 v/v which may be due to prolonging the transesterification process in the same environment leading to a reversible process. The optimal M. olifera biodiesel yields of 97.51% was predicted when the catalyst concentration of KOH 1.0599 g/g, reaction time 66.4759 min, and molar ratio 0.2713 v/v (Table 2).
Fig. 3
Influence of reaction time and methanol-to-bio-oil molar ratio at different KOH catalyst concentration
3.3 Influence of Catalyst Concentration (KOH) and Reaction Duration
The influence of reaction time and catalyst concentration of KOH with variable methanol-to-oil molar ratio is depicted in Fig. 4. The M. olifera biodiesel yield was notably affected upon a change in the KOH catalyst concentration and reaction duration. Figure 4a shows the biodiesel yield at low catalyst concentration of KOH of value 0.45 g of KOH and reaction time of 30 min where methanol-to-oil molar ratio is lower. Figure 4b showed an escalated biodiesel yield when the catalyst concentration of KOH was increased upto 0.9 g/g at reaction time 60 min during which molar ratio was maintained at intermediate levels. Figure 4c describes the condition at catalyst concentration of KOH 1.36 and reaction time of 90 min during which the biodiesel yield was detoriated due to higher methanol concentration disturbing the equilibrium of the transesterification reaction [19]. The optimal biodiesel yield was predicted as 97.2551% when catalyst concentration of KOH 1.0599 g/g, reaction time 66.4759 minm, and molar ratio 0.2713 v/v by the developed RSM model.
Fig. 4
Influence of reaction time and methanol-to-bio-oil molar ratio at different KOH catalyst concentration
Under different propertions of catalyst concentration (KOH), molar ratio, and reaction time, the transestrification process was carried out to obtain the maximum biodiesel yield. Figure 5a represents the 3D surface of reaction time of 66.4759 min and catalyst concentration of KOH 1.0599 g/g at methonal-to-molar ratio 0.2713 v/v. Figure 5b shows the reaction time and the molar ratio 0.2713 v/v at catalyst concentation 1.0599 g/g, and Fig. 5c illustrates catalyst concentation 1.0599 g/g and methanol-to-molar ratio 0.2713 v/v at reaction time 66.4759 min as mentioned in Table 3.
Fig. 5
Optimal RSM predicted values of variable parameters
3.5 Physiochemical Properties of M. Olifera Biodiesel
Kinematic viscosity of moringa seed oil was found to be 36.181 mm2/s, which was nearly ten times greater than the mineral diesel. After transesterification process, kinematic viscosity of M. olifera biodiesel and mineral diesel are given in Table 4. Density, which is the ratio of mass and volume, was estimated at 15 ℃ temperature. The value of density for moringa seed oil, moringa seed biodiesel, and mineral diesel was 892.8 kg/m3, 875 kg/m3, and 850 kg/m3, respectively. Flash point, which is the least temperature at which liquid goes off enough vapors to form an ignitable mixture with air was assessed for moringa seed oil as 268.5 ℃. When the M. olifera biodiesel was formed due to transesterification reaction, its flash point was brought down to 160 °C which was higher than mineral diesel [20]. The calorific value of moringa seed oil was more when compare to other oils, due to its higher energy content. The calorific value of moringa seed oil was found to be 39 MJ/kg, whereas M. olifera biodiesel was estimated as 40 MJ/kg. Moringa seed biodiesel had higher cetane value than the mineral diesel which evidenced it to be used as CI engine fuel.
Table 4 Physiochemical properties of moringa seed biodiesel
In this analysis, M. olifera biodiesel was formed using processed moringa seed oil through two-stage transesterification process. A CCRD design-based RSM model was developed to predict the efficiency of transesterification process. RSM predicted 97.67% of biodiesel yield at 66.4759 min reaction time, 1.0599 g/g KOH catalyst concentration, and 0.2713 v/v methanol-to-oil molar ratio. The experimental validation of the RSM prediction was also confirmed at an efficiency of 97.5%. The physiochemical such as oxidative stability, kinematic viscosity, cetane number, and others were estimated and compared with mineral diesel. The oxidative stability and cetane number was higher when compared to mineral diesel. Thus, it can be concluded that the biodiesel derived from Moringa oleifera oil can be used as a substitute for petroleum diesel.
References
Mofijur M, Masjuki HH, Kalam MA, Atabani AE, Arbab MI, Cheng SF, Gouk SW (2014) Properties and use of Moringa oleifera biodiesel and diesel fuel blends in a multi-cylinder diesel engine. Energy Convers Manage 82:169–176
Mofijur M, Masjuki HH, Kalam MA, Rasul MG, Atabani AE, Hazrat MA, Mahmudul HM (2015) Effect of biodiesel-diesel blending on physico-chemical properties of biodiesel produced from Moringa oleifera. Procedia Eng 105:665–669
Hariram V, Sivamani S, Bose A (2019) Evaluating the predicting capability of response surface methodology on biodiesel production from grapeseed bio-oil. Energy Sources Part A Recovery Utiliz Environ Effects: 1–16
Salaheldeen Mohammed M, Aroua MK, Mariod AA, Cheng SF, Abdelrahman MA, Atabani AE (2015) Physicochemical characterization and thermal behavior of biodiesel and biodiesel–diesel blends derived from crude Moringa peregrina seed oil. Energy Convers Manage 92:535–542
Hariram V, Bose A, Seralathan S (2019) Dataset on optimized biodiesel production from seeds of Vitis vinifera using ANN, RSM and ANFIS. Data in brief 25:104298
Mofijur M, Masjuki HH, Kalam MA, Atabani AE, Fattah IR, Mobarak (2014) Comparative evaluation of performance and emission characteristics of Moringa oleifera and Palm oil based biodiesel in a diesel engine. Ind Crops Prod 53:78–84
Kafuku G, Mbarawa M (2010) Alkaline catalyzed biodiesel production from moringa oleifera oil with optimized production parameters. Appl Energy 87(8):2561–2565
Venkatesan H, Godwin JJ, Sivamani S (2017) Data set for extraction and transesterification of bio-oil from Stoechospermum marginatum, a brown marine algae. Data Brief 14:623–628
Hariram V, Bharathwaaj R (2016) Application of zero-dimensional thermodynamic model for predicting combustion parameters of CI engine fuelled with biodiesel-diesel blends. Alexandria Eng J 55(4):3345–3354
Vicente G, Coteron A, Martinez M, Aracil J (1998) Application of the factorial design of experiments and response surface methodology to optimize biodiesel production. Ind Crops Prod 8(1):29–35
Omar WNNW, Amin NAS (2011) Optimization of heterogeneous biodiesel production from waste cooking palm oil via response surface methodology. Biomass Bioenerg 35(3):1329–1338
Jeong GT, Park DH (2009) Optimization of biodiesel production from castor oil using response surface methodology. Appl Biochem Biotechnol 156(1–3):1–11
Hariram V, Vasanthaseelan S (2015) Optimization of base catalysed transesterification and characterization of brassica napus (Canola seed) for the production of biodiesel. Int J ChemTech Res 8(9):418–423
Hariram V, John JG, Seralathan S (2019) Spectrometric analysis of algal biodiesel as a fuel derived through base-catalysed transesterification. Int J Ambient Energy 40(2):195–202
Venkatesan H, John G, Sivamani S (2017) Cotton seed biodiesel as alternative fuel: Production and its characterization analysis using spectroscopic studies. Int J Renew Energy Res 7(3):1333–1339
Hariram, V. et al. (2020). Assessing the Performance of Response Surface Methodology on the Transesterification Process of Moringa Seed Bio-oil.
In: Siano, P., Jamuna, K. (eds) Advances in Smart Grid Technology. Lecture Notes in Electrical Engineering, vol 687. Springer, Singapore. https://doi.org/10.1007/978-981-15-7245-6_33