
Abstract
The objectives of any modern machining process are to continuously enhance both volume and rate of production with best utilization of the resources. Attempts are always made to innovate, explore, plan and use resources such that the machining work becomes more and more effective, efficient, economically viable and environment-friendly. This requires knowledge or awareness of the factors which govern machining economy. In this research work, a fuzzy-based desirability function analysis has been considered for selection of input parameters of a CNC milling process, which will simultaneously optimize the responses like surface roughness, axial cutting force and material removal rate for decision making. A multi-response optimization for CNC milling of Inconel 718 alloy has been performed. The results showed that observation 12 has the highest value of multi-performance characteristic index (MPCI) and optimum combination of machining parameters is speed (3500 rpm), feed (100 mm/rev) and depth of cut (0.25 mm). In addition, most influencing factors for highest value of MPCI are feed rate. Digital image processing technique is used to measure the pixel count within two successive scratches. This technique illustrates that maximum and minimum distances between two successive scratches are 45.3 mm and 3.74 mm, respectively.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In today’s market, customer’s satisfaction is a great challenge and for this we need to take care of cost as well as performance. Many industries are now focusing on the optimization of product design. Quality control is a method to improve product quality with minimizes cost. Inconel 718 is a supper alloy due to its excellent machinability, weldability and wear resistance; thus, it can include complicated applications like cryogenic storage tanks, gas turbine components including blades, seals and rotors, turbine wheel in the turbocharger of ford, exhaust manifold of BMW and thrust chamber of rocket. CNC milling is an automated manufacturing process to make complex and intricate shape with a less chance of defects. Machining parameters like cutting speed, depth of cut and feed rate have an influence on responses like axial cutting force, MRR and surface roughness.
To increase the tool life, the minimization of axial force is an important factor. Due to this, optimization of axial cutting force with other responses also very important for high speed milling. Digital image processing helps to find surface characteristic of machine surface accurately as there is no direct contact between surface and instrument.
Pandey and panda [1] applied the fuzzy logic coupled with desirability function to optimize of drilling process to decrease damage of bone tissue in drilling. The responses were transformed into a single objective index applying fuzzy coupled with desirability function; then, Taguchi method was used for optimization of machining variables. Singh et al. [2] used Taguchi’s design of experiment, considering four input parameters with five levels. They have applied fuzzy with desirability function approach to optimize bead geometry variables in submerged arc welding and found that transferred speed is the most influencing parameter. Fuzzy can minimize correlation among responses. Li et al. [3] adopted NSGA-II to analyze a multi-response optimization of machining performance of Ti alloy, and results were acquired by the Pareto-optimal solutions. A comparison study was made for experimental and optimized result; it showed that errors for responses were less than 5%. Suresh et al. [4] used gray-fuzzy approach to avoid uncertainties and uncertainty in the experimentation. The confirmatory result revealed that gray-fuzzy reasoning grade increases from 0.619 to 0.891, which subsequently the enhancement in MPCI at the optimal level of input parameters. Datta et al. [5] developed fuzzy logic and utility philosophy for a productive optimization to cut down surface roughness of the finished product on CNC milling process. The introduced approach can effectively deal optimization of multiple responses which were conflicting. Accuracy of prediction can be enhanced by raising number of machining parameters and membership function of the fuzzy system. Ramanujam et al. [6] presented desirability function methodology to minimize power consumption and surface roughness for turning of Al–15%SiCp composites. Optimized results reviled that machining performance was improved to 0.5955 through the approach. Analysis of variance adopted to establish significant weightage of parameters. Lan et al. [7] used to fuzzy Taguchi approach for green manufacturing by reducing tool wear. They have used triangular membership function. The proposed methodology provided more actual and easy selection process parameters. This approach can effectively escalate productivity. Lin et al. [8] presented a compassion between gray relation analysis and fuzzy with Taguchi method to optimize the EDM process parameters. The study showed that both methods can significantly improve the responses, but gray relation analysis is easy to implement. Satheesh and Dhas [9] investigated weld parameters using fuzzy inference system and desirability approach. They have used rectangular membership function and 81 numbers of fuzzy rules. The said approach could be relevant, where a large number of data sets with multiple numbers of outputs needed to optimize. Lan [10] proposed the fuzzy Taguchi approach to find the optimum CNC turning variables for the inspection of tool wear. He made a confirmation investigation of the optimum factors to specify the benefit of the suggested method. The experiment results are validated, and it is demonstrated that tool wear rate can be minimized using proposed optimization technique. Subramanian et al. [11] aimed to estimate a numerical model to estimate cutting force as a function of machining variables like cutting feed rate, cutting speed and depth of cut. The effectiveness of the models was examined by analysis of variance. Genetic algorithms used to optimize the cutting parameters to obtain minimum cutting force at the time of shoulder milling of Al alloy. Sengottuvel et al. [12] proposed fuzzy model with desirability technique for the selection of EDM machining parameters for the desired tool wear, surface roughness and material removal rate and reduced machining costs. The proposed methodology provided more actual and easy selection process parameters. The model was accomplished to predict the results with an accuracy of approx. 95%. Fujii and Asakura [13] estimated roughness value for surface by performing a mathematical analysis and scattering of mottled image frequency. They found a linear relationship among roughness value and intensity of fluctuation of speckle by calculating standard deviations of the intensity variations in the image. Tian et al. [14] analyzed the surface texture characteristic by using a scatter light device and plane polarized light detector. They used two methods of scattering light total integrated and angular resolved scatter to estimate the value surface roughness. Srivani and Xavior [15] presented image processing that utilized a computer intuition technique to characterize the surface texture. They analyzed the surface texture by measuring the span among two successive deep scratches on the surface image. Dikshit et al. [16] investigated the impact of feed per tooth, radial and axial depth of cut and spindle speed on the stability of machine tool and cutting forces. Radial and tangential component of forces were measured and optimized using RSM-based genetic algorithm. From analysis, result showed that raise of feed rate and axial depth of cut causes increment of cutting forces. Yalcin et al. [17] examined the machining factors by adopting artificial neural networks. Training was performed using experimental data received from Taguchi’s design of experiment. Tebassi et al. [18] found that cutting forces were increased linearly with increasing feed and depth of machining. Most significant parameter for surface roughness was cutting speed and feed rate. Abhishek et al. [19] aimed to improve productivity and quality in machining process. Fuzzy linguistic technique with Taguchi used to optimize machining variable. Analysis indicated that cutting feed has the greatest impact on MPCI and also significantly improves s/n ratio to -0.8336. Ganesan et al. [20] discussed ideal cutting parameters for continual machining for least production time on various performance attributes like surface quality, dimensional accuracy, cutting force and power consumption. Sengottuvel et al. proposed fuzzy model with desirability technique for the selection of EDM machining parameters for the desired tool wear, surface roughness and material removal rate and reduced machining costs. The model was accomplished to predict the results with an accuracy of approx. 95%.
From the literature survey, it can be said that few things differ from my work from them. These are as follows:
Most of papers were focused on multi-objective optimization of response minimization problems, but only few have done both maximization and minimization responses problems.
Most of researchers used Taguchi’s design of experiment, but here I used full factorial design, which allows operator choose from more alternatives.
Machining of hard materials like Inconel with dry condition was really difficult, as probability of deteriorating of surface finish increases.
Image processing technique helps to find surface after machining and also helps to find scratches.
2 Desirability Function Analysis (DFA)
Desirability function analysis commonly abbreviated as DFA is one of the easiest and commonly used optimization techniques used for multi-response characteristic. In this research, DFA along with fuzzy logic is used to identify the combination of input parameters such as speed, feed and depth of cut which will give minimum value of cutting force, surface roughness and maximum value of material removal rate which are conflicting in nature. Following are the steps for DFA.
Step 1 to compute the individual desirability index (\( {d_{i}} \)) for each run of the experiment using the formula which were first proposed by Derringer and Suich in the 1980s. Basically, there are three standard relations used for computation of \( d_{i} \) which are discussed below.
- (a)
Nominal the best characteristics:
This criterion is used when the output or response needs to satisfy a particular target (E). If the value of particular response is \( \hat{x} \) and if \( \hat{x} = E \), then the \( d_{i} \) is unity. If the value of \( \hat{x} \) surpass a particular range from E, then \( d_{i} \) is zero and this situation which is undesirable is considered as the worst case. Mathematically, this represented as follows:
where \( x_{{\text{max}}} \) and \( x_{{\text{min}}} \) denote the upper and lower limits of \( \hat{x} \).
- (b)
Larger the better characteristics:
This criterion (Fig. 1) is used when a particular response should be as high as possible. For example in any machining operation, material removal rate (MRR) should be as high as possible when \( \hat{x} \) is less than a particular value and which is unacceptable, \( d_{i} \) is considered as zero.

Desirability function for higher the better
Mathematically, this can be represented as,
where \( x_{{\text{max}}} \) and \( x_{{\text{min}}} \) denote the upper and lower limits of \( \hat{x} \) and r denotes the weight of individual preference.
- (c)
Smaller the better characteristics:
This criterion (Fig. 2) is used when the response or output is lower the better in nature. For example, in case of any machining operation, the surface roughness of the product and axial cutting force should be as low as possible. In this case, the limiting value of \( d_{i} \) reaches to 1 when \( \hat{x} \) is less than a particular value and \( d_{i} \) reaches to 0 when \( \hat{x} \) exceeds a particular value.

Desirability function for lower the better
Mathematically, this is represented as,
where \( x_{{\text{min}}} \) represents the lower acceptable limit, \( x_{{\text{max}}} \) represents the acceptable limit, and r represents the weight.
The individual value of the r in all of the above expressions should be chosen according to the requirement of the end user. The thumb rule is that if corresponding response should be very closer to the target, the weight can be set to the target value; otherwise, the weight should be smaller in nature.
Step 2 is to compute the composite desirability index:
The individual desirability index of the responses may be combined to a single desirability index denoted by \( d_{ic} \) with the following expressions.
where \( d_{i} \) is the desirability index for individual responses \( x_{i} \). \( w_{i} \) is the weight of the property and \( x_{i} \) is the composite desirability. w is the sum of the individual weights.
Step 3 Determination of the optimal combination of parameters:
Higher the value of composite desirability index, \( d_{ic} \), better the quality of product is ensured. Thus, on the basis of \( d_{ic} \), the optimum level and parametric effect of each controllable parameter are determined.
3 Fuzzy inference system (FIS)
A fuzzy inference system is a process of mapping an input variable into an output space by applying fuzzy logic. Fuzzy logic is a way of reasoning which resembles human reasoning. The main difference between fuzzy set and normal set is that in fuzzy partial true or false logic we get. This was first proposed by Dr. Lotfi Zadeh in the 1960s. Fuzzy inference system contains four parts: (a) fuzzifier, (b) fuzzy knowledge base, (c) defuzzifier and (d) inference engine.
In fuzzifier, real-world inputs are assigned, which contains precise information of parameters. Those inputs are known as crisp input. Crisp inputs are converted into a linguistic variable using stored membership functions. Knowledge base is the main part of fuzzy inference system where fuzzy membership functions are stored. All rules (IF–THEN rule) are added here. In inference engine, all rules are combined to handle the problem and convert input to output. Defuzzifier converts output to a crisp by using stored membership functions. The task of defuzzifier is to convert the fuzzy input into a real-world output. Basically, two fuzzy inference systems, Mamdani fuzzy model and Sugeno fuzzy model, are available. Mamdani model follows IF–THEN rule; the advantage of this model is that it is integrated with expert decision makers and to a certain range it is transparent to explain. Mamdani model is most acceptable for real-world problems because of its easy understandings. The following steps are considered for fuzzy logic:
Step 1. The first step includes modeling of input and output variables in the form of imprecise quality such as ‘low,’ ‘average’ and ‘high.’ These variables are called system variables.
Step 2. Then, membership functions are assigned for input and output variables. The input variables are named as ‘low,’ ‘average’ and ‘high.’ Output variables named as very low, low, average, high and very high. Here, triangular membership functions are used for best computational efficiency.
Step 3. After assigning the membership functions, fuzzy rules are added. Basically, rule base is provided by some expert decision makers. All rules (IF–THEN rules) are added in Mamdani model.
Step 4. Inference engine combines all rules, and fuzzy reasoning rule generates input spaces which are converted into output.
In this study, fuzzy set \( {\hat{\text{F}}} \) is expressed by a triangular fuzzy set, represented by the triplet \( (a, b,c) \). Membership function \( \mu_{{\hat{F}}} \left( y \right) \) is represented as follows:
Mamdani model is used for rules definition. In case a rule:
where total number of fuzzy rule matrix is expressed in terms of m. \( C_{n} \) is fuzzy set model of membership functions. The total output for M rules is:
Then by applying defuzzification, fuzzy values are converted into single crisp output. For defuzzification, center of gravity method is used. Centroid of total outputs is obtained using the following relation:
In the present work, the defuzzification of fuzzy value \( x_{i} \) is called multi-performance character index (MPCI).
4 Digital Image Processing
Surfaces of finished products are required to specify based upon there application and uses. Image processing can be described as approach to transform an ordinary image to a digital image and conduct some work on it, to achieve a modified image and to get some functional knowledge. It is a kind of signal where input is in the form of image like photograph or video frame and output is attributed corresponding with the image or the image itself. Generally, image processing technique includes managing images into 2D signals applying previous signal processing techniques. Current methods of measuring surface quality are using profilometers, some optical methods and coordinate determining machines. With the advancement in technology, surface characterization required a fully computerized inspection (of surfaces), which is easy and accurate without human intervene. Automated optical microscope is employed to obtain the picture of the surface, and this will be inserted into MATLAB for more studies. The benefit of this vision system is that it is error free and takes less time than other process. Image processing process flowchart is shown in Fig. 3.

Image processing process flowchart
5 Experimental Details
5.1 Work Piece Material
The present work is carried out on Inconel 718 plate (155 mm × 65 mm × 5 mm) on the CNC vertical milling center. The chemical compositions of the material are listed in Table 1.
5.2 Cutting Tool
A good cutting tool should have high hardness, high chemical stability, high melting point, severe hot hardness, high wear resistance and high thermal shock resistance. In current study, APX3000R tool holder with Mitsubishi make PVD-coated carbide end mill inserts (ATOM123608PEER-M) are used to perform the machining.
5.3 Machining Parameters
In the present work, the cutting speed, feed rate and depth of cut are considered machining parameters. In this experimentation, 3 factors with 3 levels of each factor are considered and 27 no. of experiments are conducted according to full factorial design of experiment. Table 2 shows the three levels of each machining parameters.
5.4 Measuring Apparatus
Surface roughness tester Mar Surf PS1 make (Fig. 4) is required to measure the average value of surface roughness (Ra). Milling tool dynamometer (Real Scientific Engg. Corporation make) is needed to measure the axial radial force and torque. The material removal rate was measured using CAS make digital weighting machine (Fig. 5) and calculated in mm3/min. A CNC vertical milling machine [Bharat Fritz Werner make (Gaurav BMV 35 TC20)] is used to do machining. Metallurgical microscope is used to take surface image of workpiece furnished in Fig. 6. Figure 7 shows CNC milling machine with milling tool dynamometer setup.

Surface roughness tester

Weighting machine

Metallurgical microscope

CNC milling machine with milling tool dynamometer setup
6 Results and Discussions
6.1 Optimization of Machining Parameters
Individual desirability values are computed for all the responses like surface roughness, axial cutting force and material removal rate. Desirability indices for surface roughness, axial cutting force are computed using Eq. 3 following lower the better characteristic. Similarly, desirability index for material removal rate is calculated using Eq. 2 following higher the better characteristic. Table 4 shows the value of individual desirability index with corresponding MPCI value. In the calculation, linear desirability (r = 1) function is considered. The objective of this analysis is to maximize the productivity as well as improve the quality of finished product. To calculate total desirability, a fuzzy inference system has been employed to convert individual desirability value into MPCI. Optimum value of process parameters may be obtained by maximizing the value of MPCI. The advantage of this process is that there is no need to check correlation among responses; fuzzy inference does the job. Figure 8 shows fuzzy logic design.

Fuzzy logic design
In this technique, membership function for input parameters has been designed using fuzzy model as shown in Fig. 9. Here, three fuzzy sets of each parameters are used: low (L), medium (M) and high (H). To calculate MPCI, five fuzzy sets have been employed: very low (VL), low (L), average (AV), high (H) and very high (VH) as shown in Fig. 10.

Membership functions for MRR

Membership functions for MPCI
Table 3 shows fuzzy rule matrix. A total of 27 numbers of fuzzy rules have been used for evaluation of MPCI. The numbers of rules with their natures are used in fuzzy inference as shown Fig. 11.

Combined fuzzy rules in fuzzy interface
When input parameters are converted into linguistic values then fuzzy logic with Mamdani inference is applied, and corresponding MPCI can be obtained. To evaluate the crisp value for the MPCI, defuzzification method (center of gravity) according to Eq. 7 has been used. To calculate the optimum process parameter, it is necessary to find maximum value of MPCI.
From Table 4, it is proved that observation number 12 has the highest MPCI value, i.e., 0.782, optimum machining parameters are: speed is 3500 rpm, feed is 100 mm/rev, and depth of cut is 0.25 mm. After Taguchi analysis of MPCI gives the same optimum combination of cutting parameter which has been found earlier, MPCI value decreased to 0.768.
Table 5 shows the means of MPCI, and the highest value of the mean of spindle speed, feed rate and depth of cut are 0.6727 (level 2), 0.7070 (level 1) and 0.6824 (level 3), respectively. Also it has been found that the feed rate has highest influence on the MPCI, followed by depth of cut and speed. Figure 12 indicates mean plot of MPCI.

Mean plot of MPCI
6.2 Effects of Machining Parameters on Responses
Influences of various machining parameters on the responses also have been studied in this research work. Other than machining parameters, there are also many parameters with effects the performance. This is discussed with a fishbone diagram which is shown in Fig. 13.

Fish bone diagram for machining performance of CNC milling
For material, removal rate depth of cut is most influencing factor followed by speed and feed rate. For surface roughness, feed rate is most influencing factor followed by depth of cut and speed. For the axial cutting force speed is the most influencing factor followed by feed rate and depth of cut. Tables 6, 7 and 8 show means of material removal rate, surface roughness and axial cutting force.
7 Confirmation Test for Optimized Result
Taguchi analysis of MPCI gives the same optimum combination of cutting parameter which has been found earlier using fuzzy coupled desirability approach, but MPCI value decreased to 0.768. There is an improvement of MPCI for predicted value and experimental value 0.127 and 0.141, respectively. Table 9 indicates machining performance at starting and optimal setting of parameters.
8 Image Processing to Measure the Pixel Count
8.1 Transforming into Gray Scale Image from Color Image
The image acquired from optical microscope (Fig. 14) is changed to gray scale image ranging from 0 to 255 that will be beneficial to perform the additional study. With the help of MATLAB commercial software, the acquired original RGB scale image is transformed into the gray scale image, along this relative histogram of image is procured to put up with the extent of pixels for the gray image. Figure 15 exhibits the gray scale image achieved after analyzing the image.

Acquired RGB surface image

Gray scale image
8.2 GSI (Gray Scale Image) Magnification Employing Histogram Sliding
Histogram sliding process is employed to improve the transformed GSI (gray scale image) and also used to magnify the acquired image. The process includes continuous brightness into every pixel throughout the surface image. It moves the histogram to right side as well as enhances the luminosity.
Figure 16 reveals the histogram of sliding process which shows gray scale level. It is also shown that before the sliding operation, pixels counts are allocated in range of 50 to 90, which is too dense, but after sliding operation, it is clear that pixels allocation is uniform throughout the regions of enhanced gray scale image in range of 60 to 255. Figure 17 shows the image after histogram sliding.

Histogram sliding

Improved image after histogram sliding
8.3 Improvement in the Image of Scratches Adopting High Pass Filter
The image acquired from histogram sliding process is again improved by abolishing the small frequency sections applying high pass filter. The peak frequency sections of a signal are not replaced by the filter. It will eliminate the small frequency sections as well as attenuate any bias into the signal. Due to this, edges are magnified for the application high pass filter and the scratches on surface are noticed fairly for more analysis. Figure 18 shows Surface after enhancement of scratches.

Surface after enhancement of scratches
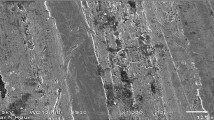
8.4 Estimation of Space Between Two Successive Deep Scratches
Image filtering allows to measure the distance of the successive scratches. The distance in between the scratches is measured using MATLAB. Image tool provides the count of pixels in any two locations on the surface of image. Scratches are fairly noticeable after the processing of high pass filtration, and the count of pixels between two dense scratches is measured using image processing tool. The pixel number within two neighborhood scratches offers the span between two successive neighborhood scratches. Figure 19 exhibits counts of the pixel within two deep scratches.

Distance of pixel count between two dense scratches
9 Conclusions
In this research work, a combined approach using fuzzy inference system and desirability function analysis has been used for optimization of multi-responses like surface roughness, material removal rate and axial cutting force of a CNC milling process where Inconel 718 is taken as workpiece material. First, a multi-response optimization problem is converted into a single function, i.e., MPCI. Image processing is employed to determine surface characteristic after machining of workpiece. The key features of this study are as follows:
The desirability function analysis along with fuzzy logic is capable of converting a multi-responses problem into a single index (MPCI) which is non-dimensional in nature. The range of MPCI always varies from 0 to 1.
The result showed that feed has highest influence on MPCI, which is apparent in mean of MPCI.
In this approach, individual weights of responses are not considered like many other similar processes and increasing number of membership function may increase the accuracy of results.
It has been found that optimum combination becomes: speed is 3500 rpm, feed is 100 mm/min, and depth of cut is 0.25 mm.
Conformation results showed that there is an improvement in MPCI 0.127 and 0.141 for prediction and experimental value.
Most influencing factors for material removal rate, surface roughness and axial cutting force are depth of cut, feed rate and speed.
Using digital image processing, the maximum distance and minimum distance between two successive scratches on surface are 45.3 mm and 3.74 mm, respectively.
References
Pandey, R.K.; Panda, S.S.: Optimization of bone drilling using Taguchi methodology coupled with fuzzy based desirability function approach. J. Intell. Manuf. 26(6), 1121–1129 (2013)
Singh, A.; Datta, S.; Mahapatra, S.S.; Singha, T.; Majumdar, G.: Optimization of bead geometry of submerged arc weld using fuzzy based desirability function approach. J. Intell. Manuf. 24(1), 35–44 (2011)
Li, J.; Yang, X.; Ren, C.; Chen, G.; Wang, Y.: Multiobjective optimization of cutting parameters in Ti–6Al–4 V milling process using nondominated sorting genetic algorithm—II. The International Journal of Advanced Manufacturing Technology. 76(5–8), 941–953 (2014)
Suresh, P.; Marimuthu, K.; Ranganathan, S.; Rajmohan, T.: Optimization of machining parameters in turning of Al–SiC–Gr hybrid metal matrix composites using grey-fuzzy algorithm. Transactions of Nonferrous Metals Society of China. 24, 2805–2814 (2014)
Datta, S.; Mahapatra, S.S.; Routara, B.C.; Bandyopadhyay, A.: The fuzzy inference system approach to a multi-performance characteristic index for surface quality improvement in CNC end milling. International Journal of Experimental Design and Process Optimisation. 2(3), 265–282 (2011)
Ramanujan, R.; Raju, R.; Muthukrishnan, N.: Taguchi multi-machining characteristics optimization in turning of Al–15%SiCp composites using desirability function analysis. Journal of Studies on Manufacturing. 1(2–3), 120–125 (2010)
Lan, T.S.; Chuang, K.C.; Chen, Y.M.: Optimization of machining parameters using fuzzy Taguchi method for reducing tool wear. Applied Sciences. 8(7), 1–13 (2018)
Lin, C.L.; Lin, J.L.; Ko, T.C.: Optimisation of the EDM process based on the orthogonal array with fuzzy logic and grey relational analysis method. The International Journal of Advanced Manufacturing Technology. 19(4), 271–277 (2002)
Satheesh, M.; Dhas, J.E.R.: Multi objective optimization of weld parameters of boiler steel using fuzzy based desirability function. Journal of Engineering Science and Technology Review. 7(1), 29–36 (2014)
Lan, T.S.: Tool wear optimization for general CNC turning using fuzzy deduction. Engineering. 2, 1019–1025 (2010)
Subramanian, M.; Sakthivel, M.; Sooryaprakash, K.; Sudhakaran, R.: Optimization of cutting parameters for cutting force in shoulder milling of Al7075-T6 using response surface methodology and genetic algorithm. Procedia Engineering 64, 690–700 (2013)
Sengottuvel, P.; Satishkumar, S.; Dinakaran, D.: Optimization of multiple characteristics of EDM parameters based on desirability approach and fuzzy modeling. Procedia Engineering 64, 1069–1078 (2013)
Fujii, H.; Asakura, T.: Effect of surface roughness on the statistical distribution of image speckle intensity. Optics Communications. 11, 35–38 (1974)
Tian, G.Y.; Lu, R.S.; Gledhill, D.: Surface measurement using active vision and light scattering. Opt. Lasers Eng. 45, 131–139 (2007)
Srivani, A.; Xavior, M.A.: Investigation of surface texture using image processing techniques. Procedia Engineering. 97, 1943–1947 (2014)
Dikshit, M.K.; Puri, A.B.; Maity, A.; Banerjee, A.J.: Analysis of cutting forces and optimization of cutting parameters in high speed ball-end milling using response surface methodology and genetic algorithm. Procedia Materials Science 5, 1623–1632 (2014)
Yalcin, U.; Karaoglan, A.D.; Korkut, I.: Optimization of cutting parameters in face milling with neural networks and Taguchi based on cutting force, surface roughness and temperatures. Int. J. Prod. Res. 51(11), 3404–3414 (2013)
Tebassi, H.; Khettabi, R.; Girardin, F.: Multi-objective optimization of surface roughness, cutting forces, productivity and power consumption when turning of Inconel 718. Int. J. Ind. Eng. Comput. 7(1), 111–134 (2016)
Abhishek, K.; Datta, S.; Mahapatra, S.S.; Mandal, G.; Majumdar, G.: Taguchi approach followed by fuzzy linguistic reasoning for quality-productivity optimization in machining operation. Journal of Manufacturing Technology Management. 24(6), 929–951 (2013)
Ganesan, H.; Mohankumar, G.; Ganesan, K.; RameshKumar, K.: Optimization of machining parameters in turning process using genetic algorithm and particle swarm optimization with experimental verification. International Journal of Engineering Science and Technology. 3(2), 1091–1102 (2011)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kar, T., Mandal, N.K. & Singh, N.K. Multi-response Optimization and Surface Texture Characterization for CNC Milling of Inconel 718 Alloy. Arab J Sci Eng 45, 1265–1277 (2020). https://doi.org/10.1007/s13369-019-04324-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13369-019-04324-5