
Abstract
Bone drilling is frequently done during Orthopaedic surgery to produce hole for screw insertion to fix and immobilize the fractured bones. Minimally invasive drilling of bone has a great demand as it helps in better fixation and quick healing of the broken bones. In the present investigation, Taguchi methodology coupled with the fuzzy logic based on desirability function is used for the optimization of bone drilling process to minimize the drilling induced damage of bone. Experiments have been performed with different conditions of feed rate and spindle speed using full factorial design. The responses considered are temperature, force and surface roughness. The multiple responses are aggregated into a single multi-performance index using fuzzy based desirability function which is then optimized using the Taguchi method. The optimal setting and the influence of the bone drilling process parameters on the multi-performance index is determined using response table, response graph and analysis of variance. The confirmation experiment carried out to validate the results reveals that the present approach can effectively minimize the bone tissue damage during drilling.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Thermal and the mechanical invasion of the bone during drilling is a major concern as the exposure of bone to the elevated temperature and forces can cause osteonecrosis (Pandey and Panda 2013b). Also, the improper surface finish of the drilled hole hampers the proper engagement of the screws with the bone surrounding the drill site and can lead to the loosening of fixation (Pandey and Panda 2013b). Ostenecrosis may delay the process of healing whereas the loosening of the fixation will result in improper alignment of the broken bones during post operative recovery (Karaca et al. 2011; Lee et al. 2012; Pandey and Panda 2013b). Therefore optimization of the bone drilling process to determine the optimum levels of the drilling parameters for minimization of the temperature, force and surface roughness simultaneously can contribute significantly to perform bone drilling with minimum bone tissue damage and superior hole quality.
In recent years, researchers have successfully employed the statistical and artificial intelligence tools for modeling and optimization of the manufacturing process (Adnan et al. 2013; Yildiz 2013; Gururaja et al. 2013; Singh et al. 2013; Bagawade et al. 2012; Yusup et al. 2012; Kaladhar et al. 2012; Cardoso and Davim 2012; Köklü 2013; Jangra et al. 2012; Siriyala et al. 2012; Yildiz 2012; Sait et al. 2009; Yildiz 2009; Datta et al. 2008; Hsiao et al. 2007; Yildiz 2008) due to the complexity associated with the development of mechanistic models (Fatima and Mativenga 2013) for determining the optimal parameters setting for machining process. Taguchi methodology is very popular for the process optimization. It is very effective and quick method to find the optimal level of process parameter with limited number experimental trials (Roy 2001) but, the method fails to deal with the optimization of the multiple objective problems. In order to use the Taguchi method for multiple objective optimizations, researchers have combined it with various statistical and artificial intelligence techniques. The central idea in all the approaches is to aggregate the multiple responses into a single performance index which can be effectively optimized using the Taguchi method. For instance, Hsiao et al. (2007) investigated the optimization of plasma arc welding using integration of grey relational analysis with the Taguchi method. Similar approach was used effectively by Datta et al. (2008), Köklü (2013) and Siriyala et al. (2012) for the optimization of different manufacturing process. Jangra et al. (2012) applied the combination of Taguchi, Grey Relational Analysis (GRA) and entropy method for the optimization of multi machining characteristics in WEDM of WC-5.3%Co composite. Sait et al. (2009) combined desirability analysis with Taguchi methodology for the optimization of machining parameters of glass-fibre-reinforced plastic (GFRP) pipes by desirability function analysis using Taguchi technique. Tzeng and Chen (2007) used a hybrid Taguchi fuzzy-based approach for multi-objective optimization of high-speed electrical discharge machining process. Yildiz (2008) presented a novel approach of using harmony search algorithm with Taguchi method for the optimization of turning and milling operations. Yildiz (2009) presented a new hybrid optimization framework based on immune algorithm with Taguchi method applied it to a case study for design optimization to show its efficaciousness for the designing processes. Yildiz (2012) performed a comparative study of ten population based optimization algorithms for multi-objective optimization of turning operation and showed the effectiveness of these approaches for process optimization. Optimization of multi-pass turning process was also carried out effectively by Yildiz (2013) using integrated Taguchi method with differential evolution algorithm. Singh et al. (2013) presented the application of Taguchi’s robust design coupled with fuzzy based desirability function approach for optimizing multiple bead geometry parameters of submerged arc welding. The few previously published work discussed above clearly suggests that the hybrid statistical and artificial intelligence tools are very useful to further improve the modeling and optimization of the manufacturing problems with complex nature.
In the present paper, an approach similar to Singh et al. (2013) is applied for the optimization of the bone drilling process. A desirability function analysis is used to aggregate the multiple responses into a single performance index. The approach adopted is based on the assumptions that the responses are uncorrelated, but in actual practice the change in one response usually affects the other, hence fuzzy model coupled with desirability function is used to deal with the imprecision, uncertainty and vagueness in the solution. The desirability fuzzy reasoning grade (DFRG) obtained as performance index is then optimized with the Taguchi method.
Desirability function approach
In desirability function analysis, the first step is to convert each response into the corresponding desirability value. The value of the desirability varies within zero to unity which depends upon the desired range of the responses and the target value to be achieved. The most desired value in any process is the target value and its desirability is taken as unity. If the value of the response is beyond the desired range its desirability is taken as zero. Derringer and Suich (1980) proposed the formulae to calculate the desirability of each response depending upon the requirement of the target value. During bone drilling minimum value of temperature, force and surface roughness is desirable. In the case of minimization of the response, desirability is calculated using Lower- the-better (LB) criteria. Figure 1 shows the individual desirability values for LB criteria.

Desirability function (lower-the-better)
The desirability function for LB criteria is given in (1):
When \({\hat{y}}\) is smaller than a particular criteria value the desirability is equal to 1 and if it is higher, the value of desirability is 0 (Singh et al. 2013). \(\hbox {Y}_{\min }=\) minimum tolerance limit of \({\hat{y}},\, \hbox {Y}_{\max }=\) upper tolerance limit of \({\hat{y}}\) and \(\hbox {r}=\) weight to be defined by the user, considered 1 (linear desirability function) for this case (Singh et al. 2013). After the calculation of desirability for each individual response, the individual values of the desirability are combined using (2) to get the composite desirability \((\hbox {d}_{\mathrm{c}})\) as the multiple objective performance index.
Where, \(\hbox {d}_{\mathrm{n}} = \) individual desirability of the response; \(\hbox {w}_{\mathrm{n}} =\) weight assigned to the response \(\hbox {W}=\) sum of the individual weights. Higher the value of the composite desirability represents that the corresponding experimental result is closer to the ideally normalized value (Singh et al. 2013; Sait et al. 2009). The determination of the composite desirability requires the assignment of the weights to the individual desirability of the response. In the past researchers have determined the optimal settings by maximizing the \(\hbox {d}_{\mathrm{c}}\) (Datta et al. 2008; Singh et al. 2013) but it may be inaccurate, as it is difficult to assign the exact value of the priority weight to each response. The slight changes in the weight assigned may change the optimal settings if they are sensitive to it. This uncertainty is avoided by using fuzzy based approach discussed in the following section.
Fuzzy rule based modeling
In recent years, fuzzy rule based modeling is widely used by the researchers as it can easily represent the uncertain and imprecise relationships effectively which are very difficult to describe with the precise mathematical models (Latha and Senthilkumar 2009, 2010; Singh et al. 2013). A fuzzy logic unit consists of the following parts: a fuzzifier, membership functions, a fuzzy rule base, an inference engine and a defuzzifier as shown in the Fig. 2

Structure of three-input-one-output fuzzy logic unit. X1: Desirability for temperature X2: Desirability for thrust Force X3: Desirability for Surface roughness Y: Desirability-fuzzy reasoning grade (DFRG)
The first step in fuzzy modeling is to fuzzify the inputs i.e. to convert the precise input into imprecise fuzzy quantities like low, medium, high etc. using the membership functions with a degree of belonging usually ranging between zero to one. After the fuzzification, fuzzy inference engine performs fuzzy reasoning based on the fuzzy rules to predict a fuzzy value. Finally a crisp output is obtained using a defuzzifier (Yager and Filev 1999; Zadeh 1976)
The membership function can be of various types such as triangular, trapezoidal, sigmoid, Gaussian etc (Latha and Senthilkumar 2009, 2010; Singh et al. 2013). Generally, triangular or trapezoidal shaped membership functions are used to fuzzify the inputs and outputs due to their high computational efficiency and simplicity (Chang et al. 2005; Güngör and Arıkan 2007). Mamdani and Sugeno are the two most popular fuzzy inference systems. The criterion for the selection is based on the fuzzy reasoning and the IF-THEN rules formulated. The mamdani fuzzy inference engine involves the IF-THEN rules with fuzzy antecedent and consequent formulated by an expert and hence gives a clear explanation of the process (Yager and Filev 1999; Zadeh 1976). Due to its easiness, mamdani model is widely used to solve the complicated manufacturing problems (Latha and Senthilkumar 2009, 2010; Singh et al. 2013; Pandey and Panda 2013a).
In the present work, a triangular shaped membership function is used for the fuzzification of the crisp input and output. The triangular shaped membership function is specified by three parameters a, b and c (given below), which are the triangular fuzzy triplet and determine the x coordinates of the three corners of the triangular membership function shown in (3): (Latha and Senthilkumar 2009, 2010; Singh et al. 2013; Pandey and Panda 2013a).
An alternative concise expression using min and max is given by (4):
For fuzzy modeling, the linguistic membership function such as LOWEST, LOW, MEDIUM, HIGH and HIGHEST are used to fuzzify the input variables (Desirability values of temperature, force and surface roughness). Similarly, the output (Desirability fuzzy reasoning grade) is fuzzified using the membership functions such as LOWEST (L) VERY LOW (VL), MEDIUM LOW (ML), LOW, HIGH, MEDIUM HIGH (MHIGH), HIGHER (H), MEDIUM HIGHER (MH), HIGHEST. Mamdani method of fuzzy rule base consisting of a group of IF–THEN statements for three inputs, x1, x2, and x3 and one output y is given below:
-
Rule 1: if x1 is A1 and x2 is B1 and x3 is C1, then y is D1; else
-
Rule 2: if x1 is A2 and x2 is B2 and x3 is C2, then y is D2; else
-
.
-
.
-
Rule n: if x1 is An and x2 is Bn and x3 is Cn, then y is Dn
Ai, Bi, Ci and Di are fuzzy subsets defined by the corresponding membership functions, i.e., \(\upmu _{\mathrm{Ai}},\, \upmu _{\mathrm{Bi}},\, \upmu _{\mathrm{Ci}}\) and \(\upmu _{\mathrm{Di}}\). A set of nine IF–THEN rules are formulated based on the combination of the parameters used for drilling experiments. The fuzzy output is obtained from these rules by employing the max-min inference operation (Latha and Senthilkumar 2009, 2010; Singh et al. 2013). Suppose x1, x2 and x3 are the three inputs, the membership function of the output y can be expressed as [19] given in (5):
Where \(\wedge \) is the minimum operation and, \(\vee \) is the maximum operation
The fuzzy output obtained can be defuzzified using a deffuzification method. The centre of gravity defuzzification method is very popular method and is employed in the present study, shown in (6) (Latha and Senthilkumar 2009, 2010; Singh et al. 2013).
Experimentation
Material
Bovine femur is the work material used for the drilling investigations as it is the closest animal bone to resemble the characteristics of human bone (Karaca et al. 2011; Lee et al. 2012). The bovine femora were obtained from a local slaughter house and no animals were specifically slaughtered for the purpose of this research. The bones were used within few hours to retain their mechanical and thermo-physical properties (Karaca et al. 2011; Lee et al. 2012).
Experimental set up
The experimental set up consists of a 3 axis MTAB Flex mill with X axis 250 mm, Y axis 150 mm, and Z axis 200 mm. The table size is \(420 \times 180\) mm. An Extech K- type thermocouple with data acquisition software was used for the acquisition of temperature data. The thrust force during drilling of bone was measured with Kistler 9257 B piezoelectric dynamometer. The thrust force signal was transmitted to Kistler 5070 multichannel charge amplifier and stored in Pentium IV computer using Dynoware software for further analysis. Mitutoyo surface roughness tester SJ- 400 is used for the measurement of the average surface roughness \((\hbox {R}_{\mathrm{a}})\). The experimental set up is shown in the Fig. 3.

Experimental set up
Experimental design
The bone drilling parameters considered are feed rate (mm/min) and spindle speed (rpm) each at three levels. A \(3^{2}\) full factorial design with a total of 9 experimental runs were carried out. Experiments are performed by high-speed steel (HSS) drill bit of diameter 6 mm without any coolant. The bone drilling parameters and their levels are selected based on the wide range of experiments reported in the literature (Augustin et al. 2008; Karaca et al. 2011; Lee et al. 2012). The parameters used and their levels is shown in the Table 1.
The temperature \((^{\circ }\mathrm{C})\), thrust force (N) and surface roughness \((\upmu \hbox {m})\) are the considered responses. The depth of drilling is 8 mm, thermocouple is located at a depth of 3 mm from the top of the bone and is 0.5 mm from the edge of the test drill hole (Lee et al. 2012). For each experimental run, the surface roughness \((\hbox {R}_{\mathrm{a}})\) is calculated at three different positions of the drilled hole and their average is taken as the final value. During bone drilling the value of each response must be as low as possible for minimum bone tissue injury therefore experiments for the each combination of parameters is repeated three times and the average of the highest value of each response is considered for analysis. The experimental conditions and the result obtained are shown in the Table 2.
The optimal methodology proposed
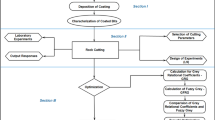
The methodology proposed for determining the optimal combination of bone drilling parameters for the multi response optimization is shown in the Fig. 4. The methodology consists of the following six steps as given below:
-
Step 1: Selection of the bone drilling parameters and their levels for investigation.
-
Step 2: Normalize all the responses (Data preprocessing) in the ranges between zero to one to make them occur in a single comparable sequence. Calculate the desirability for each response.
-
Step 3: Fuzzify the desirability obtained from each response and desirability fuzzy reasoning grade (DFRG) using the membership function. Define the fuzzy rules in linguistic form relating the desirability of each response and the DFRG.
-
Step 4: Using mamdani inference engine calculate the fuzzy multi response output \(\mu _{D_{\mathrm{0}}} \left( Y \right) \) and then employ centriod defuzzification to calculate DFRG \((Y_\mathrm{0})\)
-
Step 5: Calculate the signal-to-noise ratio of the DFRG obtained using Taguchi methodology and define the optimal combination of parameters through response table and response graph. Find out the contribution of each factor and their interactions on the DFRG using analysis of variance (ANOVA).
-
Step 6: Conduct the confirmation tests to verify the results obtained.

Proposed Taguchi optimized desirability-based fuzzy logic method
Results and discussion
The normalized values and the desirability index of each response for every experimental run is given in the Table 3. Rather than calculating the overall desirability; a fuzzy logic unit is used to obtain desirability–fuzzy reasoning grade (DFRG) as the performance index using desirability of temperature (T), force (F) and surface roughness (SR) as input to the fuzzy logic system. By this method the multiple responses are aggregated into a single DFRG and the optimal setting of the process parameters are defined by maximizing this DFRG. The use of this technique does not demand for the checking of the interdependence of the responses. Individual weights based on the priority need not to be assigned to the responses as the fuzzy logic takes care of that. The triangular shaped membership function used in this work for input and output is shown in the Figs. 5 and 6 respectively. There are five fuzzy sets for each of the input: LOWEST, LOW, MEDIUM, HIGH and HIGHEST and nine fuzzy sets are assigned to the DFRG: LOWEST (L), VERY LOW (VL), MEDIUM LOW (ML), LOW, HIGH, MEDIUM HIGH (MHIGH), HIGH (H), MEDIUM HIGHER (MH), HIGHEST. Nine fuzzy rules used for fuzzy inference engine based on the nine experimental runs are shown in Table 4. (Singh et al. 2013; Tzeng and Chen 2007; Lu and Antony 2002). After fuzzifying the input parameters with the linguistic terms shown in the Fig. 5, the rules mentioned in Table 4 is used along with the membership function and Mamdani inference to obtain the linguistic value of DFRG and their membership function. Finally the crisp value of DFRG is obtained using centre of gravity defuzzification method (shown in Table 5). MATLAB (R2010b) fuzzy logic tool box is used for implementing the fuzzy logic.

Membership functions for temperature, force and surface roughness

Membership functions for multi-response output
The fuzzy logic rule viewer is shown graphically in the Fig. 7. The rows represent fuzzy rules, the first three columns represents the input desirability of temperature, force and surface roughness respectively. The last column gives the defuzzified multi characteristics performance index i.e. DFRG.

Fuzzy logic rules viewer (shown for experiment number 1)
The values of DFRG for each experimental trial are shown in the Table 5. The optimization of the obtained DFRG is then carried out by employing Taguchi method. From the obtained values of DFRG, the Taguchi’s signal-to-noise ratio (S/N) is calculated using larger-the-better characteristics and are listed in the Table 5.The best multiple performance characteristics is exhibited by experiment number 1 with the highest signal-to-noise ratio for bone drilling. Analysis of the means is done for the signal-to-noise ratio. \(\Delta \) (Delta) statistics i.e. the difference between the highest and the lowest average of signal-to-noise ratio for each factor and the rank of the parameters affecting the multiple performance response is given in the Table 6. Figure 8 shows the plot of these values as the response graph for the bone drilling parameters. From the analysis of the Table 6 and Fig. 8 it can be concluded that the feed rate has the strongest influence on the multiple response characteristics followed by the spindle speed and the optimal combination of parameter level for bone drilling is: level 1 of feed rate (A1) and level 1 of spindle speed (B1). The use of these conditions will be very helpful for the simultaneous minimization of the temperature, force and surface roughness during bone drilling within the range of factors studied.
The contribution of each factor on the multiple performance characteristics in drilling of bone is calculated using ANOVA. The analysis is done at a confidence level of 95 %. Fisher’s F-test is also employed in which larger the F-value shows that the change of process parameter have more strong influence on the performance characteristic (Latha and Senthilkumar 2009, 2010).

Response graph for each level of drilling parameters
ANOVA analysis was carried out for the obtained signal-to-noise ratio and is shown in Table 7. Percentage contribution of the feed rate and spindle speed to the multiple performance response is found to be 66.36 and 26.76 respectively.
Confirmation test is carried out to validate the results obtained. The signal-to-noise ratio for the optimal combination of the parameters A1B1 is calculated from (7).
Where \({\mathop {Y}\limits ^{\frown }}_0\) is the estimated signal-to-noise ratio,\(Y_{om}\) is the total mean of signal-to-noise ratio,\({\bar{Y}}_{0i}\) is the mean value of signal-to-noise ratio at the optimal level and k is the number of parameters affecting the multiple performance characteristics. The result of the confirmation test is shown in Table 8. At the optimal setting (A1B1) the estimated value of signal-to-noise ratio is \(-\)1.940 and that obtained from the experiment is \(-\)0.781. A gain in signal-to-noise ratio is obtained (Hsiao et al. 2007; Datta et al. 2008; Sait et al. 2009; Köklü 2013; Jangra et al. 2012; Siriyala et al. 2012) which implies that the Taguchi based fuzzy logic approach with desirability can be utilized effectively for multi-characteristics optimization of the bone drilling process.
Conclusions
This investigation uses a hybrid algorithm involving the combination of desirability function with fuzzy logic and Taguchi optimization methodology for the optimization of multiple response characteristics in the bone drilling process. Fuzzy modeling has been done for three input (Desirability corresponding to the three performance characteristics) and one output (DFRG) which converts the multi objective optimization problem into single objective which has been solved by Taguchi methodology. Previously, desirability function with fuzzy logic and Taguchi methodology has been successfully utilized by Singh et al. (2013) and Al-Refaie et al. (2013) for the optimization of submerged arc welding and sputtering process respectively. The previous researches showed that the methodology adopted is very useful for process optimization. To validate the approach used by the author for optimizing the bone drilling process confirmation experiment is carried out (Hsiao et al. 2007; Datta et al. 2008; Sait et al. 2009; Köklü 2013; Jangra et al. 2012; Siriyala et al. 2012). The result of the confirmation experiment showed that the desirability-fuzzy algorithm with Taguchi methodology is suitable for optimizing the multi response characteristics in drilling of bone. Based on the results obtained, the following conclusions can be made:
-
1.
The investigation shows that the feed of 40 mm/min and the speed of 500 rpm are the recommended settings for bone drilling to minimize the temperature, force and surface roughness simultaneously.
-
2.
The highest contribution to the multiple performance characteristics (DFRG) is of feed rate (66.36 %) followed by the spindle speed (26.76 %).
-
3.
The result of the confirmation experiment shows that a gain in signal-to-noise ratio is obtained which implies that the desirability-fuzzy algorithm with Taguchi optimization methodology is very effective for optimizing the multi response characteristics in drilling of bone within the ranges of the parameters studied.
-
4.
The proposed algorithm will simplify the complex process of multi response optimization by converting them into a single DFRG. The use of the above recommended setting of drilling parameters will reduce the bone tissue damage significantly.
References
Adnan, M. R. H. M., Sarkheyli, A., Zain, A. M., & Haron, H. (2013). Fuzzy logic for modeling machining process: A review. Artificial Intelligence Review. doi:10.1007/s10462-012-9381-8.
Al-Refaie, A., Rawabdeh, I., Jalham, I., Bata, N., & Abu-Alhaj, R. (2013). Optimization of multiple responses in the Taguchi method using desirability function and fuzzy regression. In Proceedings of the international multiConference of engineers and computer scientists, vol. II, IMECS, March 13–15, 2013, Hong Kong.
Augustin, G., Davila, S., Mihoci, K., Udiljak, T., Vedrina, D. S., & Antabak, A. (2008). Thermal osteonecrosis and bone drilling parameters revisited. Archives of Orthopaedic and Trauma Surgery, 128, 71–77.
Bagawade, A. D., Ramdasi, P. G., Pawade, R. S., & Bramhankar, P. K. (2012). Machining optimization models for hard turning: A review. International Journal of Mechanical Engineering and Research, 1(1), 55–60.
Cardoso, P., & Davim, J. P. (2012). A brief review on micromachining of materials. Review of Advanced Materials Science, 30, 98–102.
Chang, P. C., Hsieh, J. C., & Liao, T. W. (2005). Evolving fuzzy rules for due date assignment problem in semiconductor manufacturing factory. Journal of Intelligent Manufacturing, 16(4–5), 549–557.
Datta, S., Bandyopadhyay, A., & Pal, P. K. (2008). Grey based Taguchi method for optimization of bead geometry in submerged arc bead-on-plate welding. International Journal of Advanced Manufacturing Technology, 39, 1136–1143.
Derringer, G., & Suich, R. (1980). Simultaneous optimization of several response variables. Journal of Quality Technology, 12(4), 214–219.
Fatima, A., & Mativenga, P. T. (2013). A review of tool-chip contact length models in machining and future direction for improvement. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 227(3), 345–356.
Güngör, Z., & Arıkan, F. (2007). Using fuzzy decision making system to improve quality-based investment. Journal of Intelligent Manufacturing, 18(2), 197–207.
Gururaja, S., Ramulu, M., & Pedersen, W. (2013). Machining of MMCs: A review. Machining Science and Technology, 17(1), 41–73.
Hsiao, Y. F., Tarng, Y. S., & Huang, W. J. (2007). Optimization of plasma arc welding parameters by using the Taguchi method with the grey relational analysis. Materials and Manufacturing Processes, 23(1), 51–58.
Jangra, K., Grover, S., & Aggarwal, A. (2012). Optimization of multi machining characteristics in WEDM of WC-5.3%Co composite using integrated approach of Taguchi, GRA and entropy method. Frontiers of Mechanical Engineering, 7(3), 288–299.
Kaladhar, M., Venkata Subbaiah, K., & Srinivasa Rao, C. H. (2012). Machining of austenitic stainless steels-a review. International Journal of Machining and Machinability of Materials, 12(1), 178–192.
Karaca, F., Aksakal, B., & Kom, M. (2011). Influence of orthopaedic drilling parameters on temperature and histopathology of bovine tibia: An in vitro study. Medical Engineering & Physics, 33(10), 1221–7.
Köklü, U. (2013). Optimisation of machining parameters in interrupted cylindrical grinding using the Grey-based Taguchi method. International Journal of Computer Integrated Manufacturing. doi:10.1080/0951192X.2012.749537.
Latha, B., & Senthilkumar, V. S. (2009). Analysis of thrust force in drilling glass fibre-reinforced plastic composites using fuzzy logic. Materials and Manufacturing processes, 24(4), 509–516.
Latha, B., & Senthilkumar, V. S. (2010). Modeling and analysis of surface roughness parameters in drilling GFRP composites using fuzzy logic. Materials and Manufacturing Processes, 25(8), 817–827.
Lee, J., Ozdoganlar, O. B., & Rabin, Y. (2012). An experimental investigation on thermal exposure during bone drilling. Medical Engineering & Physics, 34(10), 1510–1520.
Lu, D., & Antony, J. (2002). Optimization of multiple responses using a fuzzy-rule based inference system. International Journal of Production Research, 40(7), 1613–1625.
Pandey, R. K., & Panda, S. S. (2013). Drilling of bone: A comprehensive review. Journal of Clinical Orthopaedics and Trauma. doi:10.1016/j.jcot.2013.01.002.
Pandey, R. K., & Panda, S. S. (2013a). Modeling of temperature in orthopaedic drilling using fuzzy logic. Applied Mechanics and Materials, 249–250, 1313.
Roy, R. (2001). Design of experiments using the Taguchi approach: 16 steps to product and process improvement. New York: Wiley. ISBN 0471361011.
Sait, A. N., Aravindan, S., & Haq, A. N. (2009). Optimisation of machining parameters of glass-fibre-reinforced plastic (GFRP) pipes by desirability function analysis using Taguchi technique. The International Journal of Advanced Manufacturing Technology, 43, 581–589.
Singh, A., Datta, S., Mahapatra, S. S., Singha, T., & Majumdar, G. (2013). Optimization of bead geometry of submerged arc weld using fuzzy based desirability function approach. Journal of Intelligent Manufacturing, 24, 35–44.
Siriyala, R., Alluru, G. K., Penmetsa, R. M. R., & Duraiselvam, M. (2012). Application of grey-taguchi method for optimization of dry sliding wear properties of aluminum MMCs. Frontiers of Mechanical Engineering, 7(3), 279–287.
Tzeng, Y. F., & Chen, F. C. (2007). Multi-objective optimization of high-speed electrical discharge machining process using a Taguchi fuzzy-based approach. Materials and Design, 28, 1159–1168.
Yager, R. R., & Filev, D. P. (1999). Essential of fuzzy modeling and control. New York: Willey.
Yildiz, A. R. (2008). Hybrid Taguchi-Harmony search algorithm for solving engineering optimization problems. International Journal of Industrial Engineering, 13(5), 286–293.
Yildiz, A. R. (2009). A new design optimization framework based on immune algorithm and Taguchi’s method. Computers in Industry, 60, 613–620.
Yildiz, A. R. (2012). A comparative study of population-based optimization algorithms for turning operations. Information Sciences, 210, 81–88.
Yildiz, A. R. (2013). Hybrid Taguchi-differential evolution algorithm for optimization of multi-pass turning operations. Applied Soft Computing, 13, 1433–1439.
Yusup, N., Zain, A. M., & Hashim, S. Z. M. (2012). Evolutionary techniques in optimizing machining parameters: Review and recent applications (2007–2011). Expert Systems with Applications, 39, 9909–9927.
Zadeh, L. A. (1976). Fuzzy-algorithm approach to the definition of complex or imprecise concept. International Journal of Man-Machines Studies, 8(123), 249–291.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Pandey, R.K., Panda, S.S. Optimization of bone drilling using Taguchi methodology coupled with fuzzy based desirability function approach. J Intell Manuf 26, 1121–1129 (2015). https://doi.org/10.1007/s10845-013-0844-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10845-013-0844-9