
Abstract
Increasing concern over environmental issues has put onus on the construction industry to develop products and materials that are more sustainable and environmentally friendly. This paper focuses on the utilization of oil palm fibers (OPF) and glass powder (GP) to develop thermally efficient building material as a sustainable alternative. OPF are abundantly available in Malaysia as waste in palm oil manufacturing and are found to be useful in enhancing the thermal performance of building material , while waste glass, which contributes to municipal solid waste generation, can be beneficially utilized as a supplementary cementitious material as it possesses pozzolanic behavior. OPF-reinforced blocks were successfully developed with targeted thermal, mechanical and microstructural properties as a sustainable alternative for application in the hot–humid weather conditions in Malaysia. This paper reports on the development of the glass powder–fiber-reinforced mortar (GPFRM) as a final phase of the research in the development of a sustainable thermally efficient wall system. The GPFRM mix was prepared utilizing fibers in ratios of 0.5%, 1% and 1.5% by weight of the binder, whereas GP was incorporated by replacement of 10% and 20% of cement. The developed GPFRM besides having good thermal performance has acceptable mechanical performance, hence proving to be a sustainable alternative to conventional mortar to be incorporated within masonry wall systems.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Increasing concern over environmental issues has put onus on the construction industry to develop products and materials that are more sustainable and environmentally friendly. According to Bribian et al. [1], the total raw material consumption by the construction industry amounts to approximately 24% of the global raw material resource. Thus, there are increasing attempts to incorporate sustainable alternatives in the building industry in order to reduce the level of raw material consumption. Concerted efforts are also being made to strive for further innovative development of sustainable materials as well as sustainable systems, rather than a continued overemphasis on traditional materials and singular non-integrated solutions. Additionally, researchers and practitioners are showing greater interest than ever before in utilization of waste or recycled materials with the aim of reducing the ecological footprint. Several efforts have been made to utilize and enhance the performance of construction materials by utilizing demolition waste, municipal solid waste, agricultural waste and industrial waste as a building material [2,3,4,5]. At the same time, great care is being placed on avoiding the use of non-toxic, non-hazardous waste as a raw material, so as to positively contribute toward genuine sustainable construction practice.
A key consideration in the design of buildings meant to be inhabited by humans in tropical climatic conditions is the incorporation of mechanical air conditioning to maintain suitable indoor air temperatures. Considering the hot and humid tropical climate of Malaysia, a feasible approach is the option to develop building materials that have high thermal performance in order to enhance the energy efficiency of the building envelope [6]. The thermal performance of the building envelope mainly depends on the thermal conductivity values of the materials—the lower the conductivity, the better the insulation. The building envelope primarily consists of the building’s exterior wall (including windows and doors) and roof. Within the exterior wall, the main constituent in residential buildings in Malaysia is that of brick and mortar. In this sense, it would be most appropriate to focus on developing thermally efficient bricks and mortar, especially since current research trends in the field of building materials lacks such focus. This research aims to fill the gap in terms of the lack of research on sustainable building wall as a system of sustainable bricks and mortar. The focus of this paper is the development of sustainable mortar that can contribute to enhance the sustainability of the building wall system.
Materials developed by incorporating natural fibers tend to lower the overall thermal conductivity of the building envelope. Several researchers [7, 8] have used fibrous insulation to enhance the thermal performance of wall materials owing to its porosity and low density. Generally, large amounts of agricultural waste consist of fibrous material, which is assumed to have low heat transfer rate. Also, materials produced from natural fibers prove to be more energy efficient, eco-friendly, and economical compared to traditional building materials. Researchers have identified several advantages in the use of natural-fiber-reinforced cementitious products—such as improved flexural strength, post failure integrity, increased impact toughness, and improved bending strength [9]. Also, it has been reported that inclusion of natural fibers in cement composites restricts the propagation of microcracks [10].
Malaysia is one of the largest producers of palm oil, which is extracted from the palm oil fruit bunch leaving behind the empty fruit bunch as waste. Malaysia generates approximately 17.7 million tons of crude oil every year, which amounts to 41% of global production. It is estimated that every fruit bunch of oil palm tree consists of about 21% palm oil, 6–7% palm kernel, 14–15% fiber, 6–7% shell and 23% empty fruit bunch [11]. Fibers can be extracted from various parts of oil palm tree such as the trunk, frond, fruit mesocarp and empty fruit bunch (EFB). Total fiber content from an oil palm tree constitutes up to 73% of the tree [12], and it is estimated that for generation of every ton of palm oil, 1.1 ton of EFB is generated as waste [13].
Waste glass contributes to approximately 3% of total municipal solid waste every year in Malaysia, causing serious environmental concerns [14]. In 2008, to support recovering and recycling activities of solid waste, the Malaysian government licensed 119 solid waste recyclers. These companies provide substitute raw material for industries by recovering and recycling solid waste, thus reducing the dependency on natural resources. In the backdrop of environmental concerns, various researchers have incorporated solid waste industrial by-products as a form of pozzolanic material. Fly ash, silica fume, and ground granulated blast furnace slag have been used as a partial cement replacement product. Waste glass as a solid waste can be treated as a potential supplementary cementitious material [15]. In fact, there has been much research conducted on the potential use of finely ground waste glass powder as a pozzolanic material. A number of researchers have also focused on the improvement in strength with respect to age of materials and the effects caused by glass powder on alkali–silica reactivity [16,17,18]. Glass is of various types and has variations in its chemical composition; soda-lime glass is one of the most commercialized kinds of glass. The chemical contribution of soda-lime glass is ≥ 70% amorphous SiO2, ≥ 12% Na2O, and ≥ 5% CaO [19, 20]. According to the chemical requirements in ASTM C618, powdered glass can be termed as a pozzolanic material due to its amorphous nature and high silica content, if the alkali content is disregarded. This is due to the fact that the presence of high alkali content makes cementitious products susceptible to alkali–silica reaction causing expansion and cracking of the material. However, this issue can be overcome by retaining fineness of glass powder below 90 µm. Additionally, researchers [21,22,23] have reported that certain supplementary cementitious materials can lower the susceptibility of alkali–silica reactivity.
The wider purpose of this research was aimed at tackling the growing problem of solid waste management and simultaneously providing a sustainable low thermal conductivity wall material to enhance a building’s indoor environment. Based on an in-depth literature review, readily available waste material which has the potential to be used as a sustainable raw material for building walls with good thermal performance was narrowed down to palm oil fiber and waste glass based on pozzolanic characteristics and insulation ability, respectively. In Malaysia, palm oil fiber is readily available from palm oil mills scattered along the west coast of peninsular Malaysia and waste glass is available from the many recycling stations along the same west coast. These “raw materials” are deduced to have among the least carbon footprint among the locally available sustainable “raw materials” based on basic embodied energy calculations, which are not detailed in this paper. The behavior of unique combinations of glass powder and palm oil fibers was investigated. Various material characteristic tests such as density, water absorption, apparent porosity, compressive strength, flexural strength, thermal conductivity tests were performed, including microscopic analysis to understand the material behavior and meet the standard requirements as a building material for commercial application.
2 The Prototype Development Process
2.1 Materials
The materials used in the study include ordinary Portland cement, waste glass powder, crusher dust, oil palm fibers and water. Crusher dust was procured from a nearby local quarry at Minyak Beku, Batu Pahat, Johor. Crusher dust was used instead of conventional sand as a sustainable alternative. The crusher dust was sieved through a 2.38-mm sieve to limit the particle size within the required fineness. The glass powder used for experimentation was processed from waste glass, procured from a local municipal dump yard. The glass cullets were crushed using a ball mill. In order to enhance the pozzolanic reactivity of the mortar, the glass powder was screened through 90 µm sieve size to limit its particle size. The physical properties of the oil palm fibers are shown in Table 1, whereas the chemical properties of glass powder (GP) and ordinary Portland cement (OPC) are shown in Table 2. The particle size characterization was done using the laser particle sizer (analysette22), the particle distribution of glass powder is shown in Fig. 1, while the morphology of glass powder was determined using scanning electron microscopy (SEM) as shown in Fig. 2. The characterization of the glass powder for X-ray diffraction (XRD) test was performed using a Bruker D8 advanced machine XRD pattern as shown in Fig. 3, which suggests the amorphous nature of glass powder.

Particle size analysis of Glass Powder (GP)

Scattering microscopy (SEM) images of glass powder (GP) at 100 µm and 50 µm

XRD pattern of glass powder
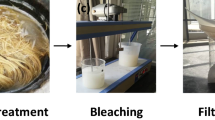
The unprocessed oil palm fibers in their raw form were acquired from Kian Hoe Oil Palm Plantation Company located at Kluang, Johor. After procurement, processing of fibers was done to segregate the fibers and remove undesirable impurities. The process of segregation and cutting was conducted by using a natural fiber processing machine. Fibers were washed using tap water to remove additional impurities. The cross section of oil palm fibers is shown in Fig. 4, which shows the porous nature of fibers which can affect the heat transfer though the material. Furthermore, to improve fiber–matrix adhesion in the proposed material, mercerization or alkaline treatment of fibers was done using sodium hydroxide (NaOH) solution. This treatment removes the hydrogen bonding between fibers in the network structure as shown in Eq. (1). Alkali treatment was conducted by immersion of fibers in 2% dilute NaOH solution for an hour. Finally, fibers were sun-dried for 6 h to remove moisture.

SEM image of a lateral section of oil palm fiber and b cross section of oil palm fiber
2.2 Mix Design
Mix proportion for the development of GPFRM was done by altering the ratio of weight percentage of fiber to the binder at 0%, 0.5%, 1%, 1.5% [24,25,26,27]. Thus, for experimentation purpose the glass powder was used as partial cement replacement material at 10% and 20% substitution levels, as suggested by Hussin et al. [28]. The glass powder-incorporated-fiber-reinforced mortar was tested in comparison with the control mortar mix having 1:2.75 cement-to-crusher dust ratio while using the w/c ratio of 0.485 which is in compliance with the ASTM C109 [29] standard for compressive strength testing of hydraulic cement mortars. The experimental mix proportions are shown in Table 3.
2.3 Mix Preparation and Testing
Development of glass powder-incorporated-fiber-reinforced mortar (GPFRM) was conducted in the laboratory. Initially, all the raw materials were accurately weighed according to their specific mix proportions. These raw materials were transferred into a concrete mixer for dry mixing followed by adding measured quantities of water for wet mixing. The whole procedure of mixing was conducted for a period of 3–5 min to obtain a homogenous mix. Further, the whole mix was transferred into a tray for segregation of the fibers by hand mixing technique. Once fibers in the freshly developed mortar were evenly distributed, the whole material was transferred into molds of specific sizes for casting. The sizes of the molds were according to the testing requirements as given in Table 4.
2.4 Test Program
The various tests conducted on the developed material and the sample sizes are shown in Table 4 as per the respective code of practice. Compressive strength test and flexural strength test for the developed mortar mix were performed for 7, 28 and 90 days of curing in accordance with ASTM C109 [29] and ASTM C348 [31], with an average of three samples for each trial. Testing was conducted using a compression testing machine of 2000 kN capacity at a loading rate of 0.75 kN/s. Universal testing machine having a capacity of 10 kN was used to test for flexural strength using the three-point bending technique. The physical testing for bulk density, water absorption and porosity was performed in compliance with ASTM C20 [30]. Test for drying shrinkage was carried out in accordance with ASTM C596 [32] using prism samples of size 25 × 25 × 250 mm3. The change in the length of the mortar bars was observed for 4, 11, 18 and 25 days of sample curing. This prototype experimentation program was performed in the laboratory; hence, there might be slight variations in the test results when the product is developed on site. Due to more challenging site conditions, materials handling, batching, mixing and placing can affect the final material performance. Thus, the results of physical and mechanical testing of the developed mortar have been provided with standard deviation.
Steady state technique was adopted for determination of thermal conductivity of the developed mortar samples at room temperature conditions. Steady state technique is based on unidirectional heat flow through a sample. Experimentation was performed using a test rig as shown in Fig. 5. The test rig essentially consisted of two parallel plates between which the sample for thermal conductivity measurement was placed. Constant heat was supplied from the upper plate using electrical coil system, whereas the lower plate was maintained at a much lower temperature range by using coolant. Thus, heat flows from upper plate to lower plate, and in this process, unidirectional heat flow occurs through the sample. Constant temperature readings were observed by using temperature sensors and a data acquisition system. Temperature data used for calculation were recorded as the steady state temperature condition occurred. The thermal conductivity of the sample was calculated using the formula given in Eq. (2):

Schematic diagram of hot guarded plate apparatus (ASTM C1044) [37]
where k is the thermal conductivity of material; Q is the rate of heat transferred through the material; T1 and T2 are the temperatures of the lower surface and the upper surface of material, respectively; A is the surface area perpendicular to the unidirectional heat conduction; and Δx is the thickness of the sample.
Theoretical determination of thermal conductivity can be done by using the theoretical relation between dry density (Dd) and the thermal conductivity of the material [39], as given in Eq. (3). Dry density can be used to predict the theoretical thermal conductivity of materials, as it can be used to compare and validate the experimental results.
3 Results and Discussion
3.1 Physical Properties of Glass Powder–Fiber-Reinforced Mortar (GPFRM)
The experimental results for bulk density, porosity, and water absorption are shown in Fig. 6 for the developed mix proportions of mortars. From Fig. 6, it can be interpreted that the bulk density of the newly developed mortar samples was lowered due to the addition of oil palm fibers. On an average, the reduction in bulk density of fiber-incorporated mortar was 6.82%, 11.09% and 17.68% for 0.5%, 1% and 1.5% wt. of oil palm fibers to the binder, respectively. This trend is due to the fact that fibers possess lower specific gravity; due to porous nature of the fiber, air voids are created within the hardened mortar. The influence of the porous structure of fibers also did affect porosity and water absorption of the developed mortar. The increase in porosity for fiber addition was found to be 27.03%, 34.02% and 39.8% for 0.5%, 1% and 1.5% wt. of oil palm fibers to the binder, respectively. From Fig. 6, it is evident that water absorption increased due to the addition of fiber, which is a cause for concern. The highest percentage of water absorption, i.e., 13.63%, found to be in the C8 mix which has fiber ratio of 1.5% along with glass powder incorporation at 20% replacement level. However, the comparative percentage water absorption rose by 21.7%, 42.39% and 52.15% for 0.5%, 1% and 1.5% wt. of oil palm fibers to the binder, respectively, with respect to the control mix. Also, the addition of glass powder contributed in lowering the bulk density of mortar due to its lower specific gravity compared to cement particles. A slight reduction of 4.87% and 6.58% in bulk density of mortar having 10% and 20% glass powder content, respectively, was observed compared to the control mix, while porosity and water absorption also seem to have slightly increased with the incorporation of glass powder in the mortar mix (refer to Fig. 6).

The effect of various trial mixes on bulk density, apparent porosity and water absorption
3.2 Mechanical Properties of GPFRM
3.2.1 Compressive Strength
Figure 7 illustrates the compressive strength test results for the developed GPFRM at 7-, 28- and 90-day curing periods. A general reduction was observed in the compressive strength of mortar with the addition of fiber content. The average reduction in compressive strength occurred by 12.87%, 26.21% and 32.97% for oil palm fiber content of 0.5%, 1% and 1.5%, respectively. The addition of porous fiber in the matrix contributes to voids in the hardened mortar which results in loss of strength. GPFRM specimen C4, having the highest percentage of fiber (i.e., 1.5%), showed the lowest compressive strength of 35.56 MPa. However, all the fiber-incorporated mortar mix samples tested were in compliance with ASTM C270 [34].

The effect of various trial mixes on compressive strength
Developed mortar specimens without oil palm fibers were analyzed to understand the effect of glass powder. From Fig. 7, it is evident that the early strength of glass powder-incorporated mortar has lower strength compared to the control mix. However, the mortar with incorporated glass powder shows higher strength compared to control mix at 90 days of the curing period. Glass powder incorporation levels at 10% and 20% had 54.53 MPa and 56.88 MPa strength, respectively, whereas control mix had 54.31 MPa strength at 90-day curing period. The incorporation of glass powder shows a gain in 90-day strength compared to 28-day strength, the percentage gain in strength observed was 10.45% and 16.7% for glass powder content of 10% and 20%, respectively. The delayed gain in strength is contributed by the pozzolanic activity between the glass powder and the portlandite (Ca(OH)2) generated from hydration reaction of cement. Thus, the pozzolanic reaction occurring in the mortar mix develops additional calcium silicate hydrate gel to enhance the strength of the matrix. The fineness of glass powder also helps to enhance the pozzolanic reactivity of the mortar mix.
3.2.2 Flexural Strength
Figure 8 illustrates the flexural strength test results for developed GPFRM at 7-, 28- and 90-day curing periods. The addition of oil palm fibers shows a steady increase in flexural strength till replacement level of 1%. However, further addition of fibers at 1.5% demonstrated a reduction in flexural strength. The average percentage of the increase was found to be 16.23% and 24.41% for fiber addition of 0.5% and 1%, respectively, for a curing period of 90 days. The enhanced flexural strength is due to the ability of fibers to arrest microcracking of the material by energy absorbing mechanism (bridging action) of oil palm fibers in the hardened mortar. Also, there is the effect due to preconditioning of fibers with alkaline treatment; the fiber–matrix bond is then improved, resulting in enhanced flexural strength of GPFRM.

The effect of various trial mixes on flexural strength
3.2.3 Drying Shrinkage
The results of drying shrinkage for glass powder–fiber-reinforced mortars (GPFRMs) are illustrated in Fig. 9. The average reduction in length of the sample at fiber content of 0.5%, 1% and 1.5% was found out to be 0.24%, 0.29% and 0.42%, respectively, after 11 days of hydration. This phenomenon is due to the absorption of water molecules due to hydration of the porous fibers. The cellular fiber structure enables the transfer of moisture from cement matrix to its pores. Thus, the absence of water for hydration due to the increased porosity in the GPFRM results in higher drying shrinkage. Despite the increase in drying shrinkage with fiber content at 0.5% and 1%, further incorporation of higher fiber content at 1.5% revealed a reduction in drying shrinkage.

The effect of drying shrinkages on glass powder-incorporated-fiber-reinforced mortar (GPFRM)
The addition of glass powder also seems to have a significant effect on the drying shrinkage of developed mortar mix. The drying shrinkage of glass powder-incorporated mortar showed 0.42% and 0.35% reduction in length at incorporation levels of 10% and 20%, respectively, whereas the control mix had a drying shrinkage of 0.89% after 11 days of hydration. The much lower values of drying shrinkage due to the incorporation of glass powder with respect to overall percentage can be attributed to the fineness of glass powder and its pozzolanic reactivity. The glass powder used for development of the mortar mix was below 90 µm, due to its finer particle sizes and pozzolanic reactivity generating additional C–S–H gel, thus causing refinement of pores in the cement matrix. The pore refinement resulted in a reduction in capillary water from the fine interconnected pores, which caused lower drying shrinkage.
3.2.4 Alkali–Silica Reaction
The test results for alkali–silica reaction for glass powder-incorporated mortar were compared to the control mortar as shown in Fig. 10. Results obtained from mortar bar test suggest a significant reduction in alkali–silica expansion for glass powder content of 10% and 20%, respectively, as compared to the control mortar. Thus, it suggests that the presence of reactive silica and high content of alkalis in glass powder did not contribute to alkali–silica reaction (ASR) expansion. From Fig. 10, it is further evident that the rate of ASR expansion was greater for glass powder mortar compared to the control mortar sample. However, after additional few days, the rate of expansion seems to slow down in glass powder-incorporated mortar. The reason for this phenomenon is attributed to the consumption of reactive silica by portlandite (Ca(OH)2) to form additional C–S–H gel, thus reducing the amorphous silica content for potential deleterious effects of alkali–silica reaction. Also, the alkalis were utilized as they act as a catalyst during pozzolanic and hydration reaction, thus lowering the susceptibility of ASR expansion. The incorporation of finer particle size also plays a significant role in reducing alkali–silica reaction.

The effect of expansion due to alkali silica reaction on glass powder-incorporated-fiber-reinforced mortar
3.3 Thermal Properties of GPFRM
Thermal conductivity results for developed glass powder–fiber-reinforced mortar (GPFRM) are shown in Fig. 11. The experimental data for thermal conductivity were compared with theoretical thermal conductivity values. From Fig. 11, it is evident that the experimental and theoretical thermal conductivity values show similarity, thus verifying the close relationship between dry density and thermal conductivity. As predicted, the thermal conductivity of mortar samples showed a reduction with the incorporation of oil palm fibers. The thermal conductivity of the developed mortar mix samples for the addition of fibers was in the range of 0.8–0.59 W/mK. The reduction in thermal conductivity occurred due to the porous nature of the fiber. The addition of porous fibers created air gaps within the mortar samples, thus lowering the heat transfer rate. The air trapped inside the porous cellular structure has heat flow rate as low as 0.024 W/mK which retards the transfer of heat within the material. The average reduction in thermal conductivity was found to be 16.48% to 39.54% for fiber addition of 0–1.5%, respectively, in the mortar sample compared to the control mix. Also, the reduction in thermal conductivity was contributed by incorporation of glass powder to a certain extent. The sample having no fibers showed thermal conductivity values of 0.85 and 0.81 W/mK for glass powder content of 10% and 20%, respectively, compared to 0.99 W/mK for the control mix. The reduction in values of thermal conductivity caused by glass powder addition is attributed to the pore refinement contributed by the finer glass powder particle size and its pozzolanic behavior. Figure 12 illustrates the relationship between porosity and thermal conductivity of GPFRM samples. Hence, an inverse correlation exists between thermal conductivity and porosity of developed mortar.

Thermal conductivity of the glass powder-incorporated-fiber-reinforced mortar

Thermal conductivity vs apparent porosity
The overall performance of thermally efficient building material in practice depends not only on thermal properties but also on having the required mechanical performance. In this context, the developed fiber-reinforced mortar for all trial mixes was confirmed to comply with ASTM C 270 [34], while the thermal conductivity criteria are fulfilled by mortar having a fiber content of 1% and 1.5%, as per BS EN 13790 [35] which states that the heat transfer rate should be below 0.7 W/mK. Figure 13 shows the interrelationship between compressive strength and thermal conductivity of developed GPFRM. Incorporation of porous fibers enhances porosity which contributes to the lowered thermal conductivity values, whereas compressive strength values tend to reduce with the addition of porous fibers, introducing a limiting condition.

Thermal conductivity vs compressive strength
3.4 Microstructural Examination
The SEM image of the glass powder (GP)-incorporated mortar along with control mix after 90 days of curing is shown in Fig. 14a–f, g–l and m–r. The SEM image at two locations was taken for each sample. The comparison was made based on the microstructure of the mortars to understand the effects of the inclusion of glass powder in mortar mixes. From the SEM images, it is evident that the presence of GP as a complimentary binder enhanced the densification of mortar, thus improving the microstructure of the mortar as compared to control mix. After the 90-day curing period, the strength of GP-incorporated mortar primarily depends on the formation of additional hydrated gels in the cementitious matrix due to the pozzolanic reaction between reactive silica and portlandite (Ca(OH)2). The hydrated gel comprises calcium silicate hydrate (C–S–H) phase as well as calcium aluminate hydrate phase (C–A–H) due to the presence of reactive silica (SiO2) and alumina (Al2O3) in the glass powder. The additional growth of C–S–H gels and crystalline hydrates in the cementitious matrix occupied the pore structure, thus reducing the voids and porosity. The additional hydrated gels are responsible for the gain of strength of glass powder-incorporated mortar.


a–f SEM images of control mix hydrated paste. g–l SEM images of 10% GP-incorporated mortar mix hydrated paste. m–r SEM images of 20% GP-incorporated mortar mix hydrated paste
The XRD patterns of hydrated cement pastes with the addition of 10% GP, 20% GP and control mix at 90 days are shown in Fig. 15. The XRD analysis was executed on prepared powder pastes. The XRD pattern of hydrated cement paste with additives at Theta angle from 10° to 90° was analyzed to detect the peak patterns of C–S–H and Ca(OH)2. The C–S–H and Ca(OH)2 peaks after 90 days of curing were identified and presented to understand the hydration reaction of GP-incorporated mortar. The presence of Ca(OH)2 was detected at peaks of 2 theta of 18.6°, 34.4°, and 47.5°. A comparison of patterns for glass powder incorporation clearly illustrates that the intensity of CH peaks representing Ca(OH)2 for the inclusion of GP seems to be significantly reduced with the increase in the addition of GP. This reduction of peaks in the XRD pattern is indicative of the consumption of Ca(OH)2 during the pozzolanic reaction. The incorporation of GP resulted in secondary C–S–H phase, detected along the 2 theta axis between 13.7 and 55.5 °C of 2 theta. The higher amount of glass powder in the hydrated cement paste at 20% addition shows the greater pozzolanic reactivity due to the availability of amorphous silica SiO2. Furthermore, as explained earlier, fineness of GP played a vital role in enhancing the pozzolanic rate. The GP reaction (shown in Eq. 4) during hydration can be expressed as:

XRD pattern of hydrated powder pastes containing GP at age of 90 days
Also, during the hydration reaction, small peaks were observed representing calcium aluminate hydrates (C4AHx). The formation of calcium aluminate hydrate (C–A–H) is due to the presence of amorphous alumina (Al2O3) in GP.
4 Conclusion
This paper reports a detailed investigation performed on the utilization of glass powder as a cementitious material in GPFRM. The focus of the research is to develop a sustainable thermally efficient building material by utilizing locally available waste as a viable option for use in the building and construction industry that has a much lower carbon footprint. This finding of this research is aimed at contributing to the growing problem of solid waste management and simultaneously providing sustainable low thermal conductivity wall material to enhance a building’s indoor environment. In tropical countries like Malaysia, it is imperative that serious efforts be made to improve building’s indoor thermal conditions so as to reduce the over-reliance on mechanical forms of cooling. The outcomes of this research present the case for further development and implementation of more thermally efficient building envelopes. The research outcome points out GPFRM as a thermally efficient possibility to be a comparatively lower embodied energy solution. In addition to this, GPFRM has the potential of being a comparatively lower cost option provided market trends regarding the locally available waste materials do not become susceptible to be ‘open’ to the demand and supply trends. Hence, no attempt is made here to explore the viability of GPFRM as a viable cost competitive building material option. In this investigation, the thermal and mechanical performance of the developed sustainable mortar was primarily studied to satisfy the required building standards as a better thermally efficient material. Based on the study, the following conclusions can be drawn:
- (1)
The inclusion of oil palm fibers provides the better insulating property compared to conventional mortar by lowering the thermal conductivity of developed mortar. This enhanced thermal performance is caused by the porous cellular nature of fibers. Also, glass powder seems to contribute toward the lowering of thermal conductivity. The results showed a reduction in thermal conductivity of 16.48 to 39.54% for fiber addition of 0 to 1.5%, respectively.
- (2)
The compressive strength was, however, affected due to utilization of fibers. Although there is a reduction in strength with the addition of fiber in the trial mixes, for the developed GPFRM the incorporation of glass powder showed increased pozzolanic behavior, resulting in higher 90-day strength compared to the control mortar. The flexural strength of GPFRM showed better performance as compared to control mix due to the ability of fibers to arrest microcracking of the material by means of their energy absorbing mechanism (i.e., bridging action).
- (3)
The increase in drying shrinkage of mortar was found with initial fiber incorporation of 0.5% and 1%. However, further incorporation of 1.5% resulted in the reduction in drying shrinkage. Also, the drying shrinkage behavior due to glass powder addition showed 0.42% and 0.35% reduction in length at incorporation levels of 10% and 20%, respectively; this is due to its pozzolanic reactivity.
- (4)
The effect of high alkali content of glass powder did not cause any deleterious expansion due to ASRs in a developed mortar. However, the results indicated a reduction in alkali–silica expansion. This phenomenon is attributed to the consumption of amorphous alkali in the C–S–H gel during pozzolanic reactivity.
References
Bribián, I.Z.; Capilla, A.V.; Usón, A.A.: Life cycle assessment of building materials: comparative analysis of energy and environmental impacts and evaluation of the eco-efficiency improvement potential. Build. Environ. 46(5), 1133–1140 (2011)
Menegaki, M.; Damigos, D.: A review on current situation and challenges of construction and demolition waste management. Curr. Opin. Green Sustain. Chem. 13, 8–15 (2018)
Vashi, M.P.; Desai, K.A.: A review on recent advancement in solid waste management concept. J. Environ. Eng. Stud. 3(2), 1–8 (2018)
Raut, A.N.; Madurwar, M.; Ralegaonkar, R.: Physico-mechanical properties investigation of innovative sustainable construction material. In: COBRA 2013 Conference (2013). https://doi.org/10.13140/RG.2.1.1345.2480/1
Al-Ameen, Y.; Ianakiev, A.; Evans, R.: Recycling construction and industrial landfill waste material for backfill in horizontal ground heat exchanger systems. Energy 151, 556–568 (2018)
Raut, A.N.; Gomez, C.P.: Utilization of waste as a constituent ingredient for enhancing thermal performance of bricks—a review paper. Indian J. Sci. Technol. 9(37), 1–12 (2016)
Benmansour, N.; Agoudjil, B.; Gherabli, A.; Kareche, A.; Boudenne, A.: Thermal and mechanical performance of natural mortar reinforced with date palm fibers for use as insulating materials in building. Energy Build. 81, 98–104 (2014)
Nguyen, H.; Carvelli, V.; Adesanya, E.; Kinnunen, P.; Illikainen, M.: High performance cementitious composite from alkali-activated ladle slag reinforced with polypropylene fibers. Cem. Concr. Compos. 90, 150–160 (2018)
Toledo Filho, R.D.; Ghavami, K.; England, G.L.; Scrivener, K.: Development of vegetable fibre–mortar composites of improved durability. Cem. Concr. Compos. 25(2), 185–196 (2003)
Yurtseven, A.E.: Determination of mechanical properties of hybrid fiber reinforced concrete. Doctoral dissertation, Middle East Technical University (2004)
Dalimin, M.N.: Renewable energy update: Malaysia. Renew. Energy 6(4), 435–439 (1995)
Wirjosentono, B.; Guritno, P.; Ismail, H.: Oil palm empty fruit bunch filled polypropylene composites. Int. J. Polym. Mater. 53(4), 295–306 (2004)
Karina, M.; Onggo, H.; Abdullah, A.D.; Syampurwadi, A.: Effect of oil palm empty fruit bunch fiber on the physical and mechanical properties of fiber glass reinforced polyester resin. J. Biol. Sci. 8(1), 101–106 (2008)
Government of Malaysia: Ninth Malaysia Plan (2006–2010). Economic Planning Unit, Putrajaya (2006)
Topçu, I.B.; et al.: 11—Recycled Glass Concrete. Cem. Concr. Res. 34(1), 81–89 (2013). https://doi.org/10.1016/j.enbuild.2013.07.056
Guo, S.; Dai, Q.; Sun, X.; Xiao, X.; Si, R.; Wang, J.: Reduced alkali–silica reaction damage in recycled glass mortar samples with supplementary cementitious materials. J. Clean. Prod. 172, 3621–3633 (2018)
Ibrahim, S.; Meawad, A.: Assessment of waste packaging glass bottles as supplementary cementitious materials. Constr. Build. Mater. 182, 451–458 (2018)
Rodier, L.; Savastano Jr., H.: Use of glass powder residue for the elaboration of eco-efficient cementitious materials. J. Clean. Prod. 184, 333–341 (2018)
Zanotto, E.D.: Surface crystallization kinetics in soda-lime-silica glasses. J. Non-Cryst. Solids 129(1), 183–190 (1991)
Pigeonneau, F.; Muller, S.: The impact of iron content in oxidation front in soda-lime silicate glasses: an experimental and comparative study. J. Non-Cryst. Solids 380, 86–94 (2013)
Awal, A.A.; Hussin, M.W.: The effectiveness of palm oil fuel ash in preventing expansion due to alkali–silica reaction. Cement Concr. Compos. 19(4), 367–372 (1997)
Turanli, L.; Bektas, F.; Monteiro, P.J.M.: Use of ground clay brick as a pozzolanic material to reduce the alkali–silica reaction. Cem. Concr. Res. 33(10), 1539–1542 (2003)
Thomas, M.: The effect of supplementary cementing materials on alkali–silica reaction: a review. Cem. Concr. Res. 41(12), 1224–1231 (2011)
Spadea, S.; Farina, I.; Carrafiello, A.; Fraternali, F.: (2014). An experimental study on the cement mortar reinforcement through recycled nylon fibers. arXiv preprint arXiv:1409.7258.
Ozerkan, N.G.; Ahsan, B.; Mansour, S.; Iyengar, S.R.: Mechanical performance and durability of treated palm fiber reinforced mortars. Int. J. Sustain. Built Environ. 2(2), 131–142 (2013)
Ramakrishna, G.; Sundararajan, T.: Impact strength of a few natural fibre reinforced cement mortar slabs: a comparative study. Cement Concr. Compos. 27(5), 547–553 (2005)
Raut, A.N.; Gomez, C.P.: Thermal and mechanical performance of oil palm fiber reinforced mortar utilizing palm oil fly ash as a complementary binder. Constr. Build. Mater. 126, 476–483 (2016)
Hussin, M.W.; Ismail, M.A.; Budiea, A.; Muthusamy, K.: Durability of high strength concrete containing palm oil fuel ash of different fineness. Malays. J. Civ. Eng. 21(2), 180–194 (2009)
ASTM C109/C109M-16a: Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens), ASTM International, West Conshohocken, PA (2016). www.astm.org
ASTM C20-00: Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water, ASTM International, West Conshohocken, PA (2015). www.astm.org
ASTM C348-14: Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars, ASTM International, West Conshohocken, PA (2014). www.astm.org
ASTM C596-09e1: Standard Test Method for Drying Shrinkage of Mortar Containing Hydraulic Cement, ASTM International, West Conshohocken, PA (2009). www.astm.org
ASTM C67-14: Standard Test Methods for Sampling and Testing Brick and Structural Clay Tile, ASTM International, West Conshohocken, PA (2014). www.astm.org
ASTM C270-14a: Standard Specification for Mortar for Unit Masonry, ASTM International, West Conshohocken, PA (2014). www.astm.org
BS EN ISO 13790:2008: Energy performance of buildings—calculation of energy use for space heating and cooling (2008).
ASTM D7357-07: Standard Specification for Cellulose Fibers for Fiber-Reinforced Concrete, ASTM International, West Conshohocken, PA, 2012 (2012). www.astm.org
ASTM C1044-16: Standard Practice for Using a Guarded-Hot-Plate Apparatus or Thin-Heater Apparatus in the Single-Sided Mode, ASTM International, West Conshohocken, PA (2016). www.astm.org
ASTM C1260-14: Standard Test Method for Potential Alkali Reactivity of Aggregates (Mortar-Bar Method), ASTM International, West Conshohocken, PA (2014). www.astm.org
Kadir, A.A.; Mohajerani, A.; Roddick, F.; Buckeridge, J.: Density, strength, thermal conductivity and leachate characteristics of light-weight fired clay bricks incorporating cigarette butts. In: Proceedings of World Academy Of Science, Engineering And Technology, Vol. 53, p. 170 (2009)
Acknowledgements
This research paper is one of the outcomes of the research being undertaken at Universiti Tun Hussein Onn Malaysia (UTHM) under a special international student grant. A special thanks go to the “Research, Innovation, Commercialization and Consultancy Management (ORICC)” Office at UTHM for the administrative support provided and for the Research Grant Vote No. U204 sponsorship.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Raut, A.N., Gomez, C.P. Utilization of Glass Powder and Oil Palm Fibers to Develop Thermally Efficient Blocks. Arab J Sci Eng 45, 3959–3972 (2020). https://doi.org/10.1007/s13369-019-04316-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13369-019-04316-5