
Abstract
The orbital tungsten inert gas welding is extensively used in space application such as welding of propellant feed lines and components of the propulsion sub system of satellite, space recovery module and crew module etc. The feed lines are made up of 6 or 10 mm diameter stainless steel tubes of 0.7 mm thickness which are very critical for the successful operation of propulsion system of the satellite. This paper focuses on the root cause analysis and reliability improvement of the orbital TIG welding process. Procedures such as failure modes effects and criticality analysis, cause and effect diagram, fault tree analysis (FTA) and Pareto analysis (PA) are applied to analyze the basic problems encountered with orbital TIG welding to find out critical process failure modes, their causes and remedial actions that can be suggested for process improvement. Cause effect diagram of the welding process is drawn to understand the important parameters such as current, Revolution per minute (RPM), shield gas flow, gap between electrode and tube, gap between tubes, cleanliness etc. causing weld failures. Root cause analysis is carried out using FTA for identification of basic events and their combination effect leading to the weld failure. Further, PA helps to find out which are all the most affecting factors of the process. By implementing these reliability analysis techniques, it is possible to improve the reliability of orbital TIG welding process for propellant feed systems for satellites.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The propulsion system provides the reaction control capability for active nutation, attitude control and orbit positioning in polar and geosynchronous orbits. Devereaux and Cheuret (2010) covered the details of MMH/NTO bipropellant propulsion system involving propellant feed system that helps for transfer orbit maneuvers and station keeping operations.
The propulsion configuration feed system consists of various 6 and 10 mm outer diameter plumb lines. During final integration of satellites, to join the end connection of the propellant feed line pipelines of thickness of 0.7 mm requires orbital TIG welding.
The factors affecting the OTIG weld joints are the gap between work pieces (plumb lines with propulsion components), gap between electrode and work pieces, selection of electrode geometry, voltage input, precise control of weld current, bandwidth, electrode travel speed (RPM), flow rate of shielding gas used etc. The variation of any of these parameters will certainly affect quality of weld in propulsion system resulting in weld defects such as undercut, lack of penetration, lack of fusion, non-uniformity, cracks, excessive weld bead width, excessive weld-puddle overlap etc. Hence it becomes necessary to optimize the parameters.
The orbital weld for the propellant feed system in the satellites needs to be exceptionally effective as the weld failure during actual operation may mean mission failure indicating wastage of immense effort and crores of money. In order to provide enhanced reliability, powerful analysis tools such as failure modes effects and criticality analysis (FMECA), cause and effects diagram (CED) analysis, failure tree analysis (FTA) and Pareto analysis (PA) and pie charts are utilized for optimizing the orbital TIG welding parameters and this paper will detail all these processes adequately well.
The data has been collected for defective specimens for 18 satellites performed by different persons, machines, methods and environments for OTIG welding and these were analyzed by different tools. The remaining part of the paper is organized as follows. Importance of weld joints in propellant feed systems, different propulsion failures encountered and their financial implications are described in Sect. 2. Orbital TIG Process details with sequences and the various parameters affecting the OTIG weldment in propulsion systems are presented in Sect. 3. Reliability and root cause analysis carried out on OTIG are presented in Sect. 4.
2 Importance of weld joints in propellant feed systems
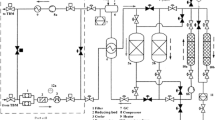
The propulsion system is configured as gas module (gas bottle, pyro valves, filter, pressure regulators, check valve, latch valve, fill and drain valves etc.), liquid module (propellant tanks, pyro valves, filters, fill and drain valves) and Thrusters module as shown in the schematic Fig. 1. There are about 350 numbers of orbital TIG weld joints to interconnect propulsion components using 6 and 10 mm plumb lines.

Feed lines (propulsion schematic)
As the feed lines carry the propellants to the propulsive device, any leak in the welds shall lead to catastrophic mission failure and the losses in terms of effort and money will be substantial. Even a minor leakage will lead to disaster. Selding (2010) highlighted the importance of leak proof propellant storage and feed systems and outlined the failure of a communication satellite launched by Ariane 5 rocket due to leak in feed system. A small leak of propellant can lead to a failure of a big mission with huge cost and enormous efforts. Lafleur (2012) enlisted spacecraft failures since 1957 and the reasons there of.
Chang (1996) and Schultz (2012) clearly enumerated the huge losses (in millions of dollars) due to launch failures and analyzing the failures of satellites and launch vehicles between the year 1957 and 2011, the total no of failure are 618 out of 6498 launches. The major causes were noticed in the propulsion system failure due to fuel leakage among other reasons. This points to the importance of defect free strong welding.
Schultz (2012) clearly categorized failures due to propulsion in 27 years as shown in Fig. 2. As propulsion system has a major share in the failures it is important to study this aspect in detail. However the trend has come down due to improvement.

Subsystem failures categorized in 27 years
In view of this, it is essential that all the joints in the propellant feed lines need to be totally leak proof and this demands the effective implementation of orbital TIG welding. Serafin (2001) stressed the importance of high quality, integral weldments for space applications and outlined the merits of orbital welding towards this. In order to ensure this, various reliability analysis tools such as FMECA, CED, FTA and PA are applied for this process to guarantee improvements and effectiveness. This paper will discuss these in detail.
3 Orbital TIG process in propulsion systems
3.1 Advantages of orbital TIG welding in propulsion system
The flow chart for the initial specimen qualification for orbital TIG welding and actual hardware welding is shown in Fig. 3. Yousaf and Butt (2014) implemented the five phases of six sigma to improvement in welding processes. The optimum process sets suitably for shielded metal arc welding. The welding process is explained using flow chart and results are analysed using technique like fish bone diagram and Pareto analysis.

Flow chart for orbital TIG for satellite components
In this orbital TIG welding, even small gap (around 25 mm) is adequate to approach required part of plumb lines of the propulsion system. Being automatic welding process, it gives consistent welding of the plumb lines. Since the welding is done as per standard procedure, time and energy spent on edge preparation is minimized. Thereby high production of the tube welding is possible and high skilled professionals are not required during process. The orbital TIG welding is well suited to conduct in situ welding on space craft structure as the plumb line orientation can be made in different planes. Requirement of post weld cleaning is minimum in this type of welding. Modern orbital welding equipment is designed for monitoring of the weld parameters; a complete weld protocol can be generated and stored or output can be taken as printed document. Automatic data transfer takes place without any interruptions to the weld procedure. This can ensure flawless leak proof propellant feed line joints for satellites.
Deshmukh and Sorte (2013) have shown that the welding input parameters play a very significant role in determining the quality of a weld joint with better weld bead geometry, good mechanical properties and with minimum distortion. Li et al. (2013) studied on the various process parameters that create penetration in gas tungsten arc welding with respect to weld pool surface formation phenomenon. Effect on arc voltage on weld pool surface formation and subsequent control logics are discussed in his paper. Trivedi and Bhabhor (2014) reported that the shape and dimension of the weld bead affects weld strength, metallurgical aspects and weld cracking effects. The effect of process parameters such as arc voltage, welding speed, welding current, type of shielding gas, shielding gas flow rate were also considered.
3.2 Process details
The orbital TIG welding process offers a large range of benefits in welding of propulsion plumb lines. Wolf (2000) illustrates that Orbital welding has been around for 25 years, but its popularity in the last ten years in the semiconductor industry has highlighted its benefits. The time has come to apply orbital welding technology to a broad range of industries for critical system. It is basically TIG welding process (tungsten inert gas welding) where arc is created between non consumable tungsten electrode and the spacecraft plumb line (tube). In orbital TIG welding, electrode revolves around the stationary tube through a mechanical assembly. Hence it is called orbital welding. Argon is widely used as shielding gas in the TIG process. It provides good arc striking characteristics and excellent arc stability even at low amperages due to low electron volt causing less potential energy. The quality of argon (shield gas) grade is 4.5 (purity level of 99.995%) and is being widely used for welding of stainless steel tubes.
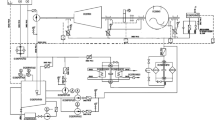
Orbital welding is an automated gas tungsten arc welding (GTAW) process; the welded material remains stationary while the welding electrode is moved around the weld joint. The process is typically autogenous, which means that no filler is used. The autogenous welding limits the wall thickness to approximately 0.16 in. or 4 mm. The aim of the welding is to have efficient and strong weld which can withstand propellant flow pressure, temperature, vibration and environments for satellite for its full life period. To meet this requirement, the orbital weld should be free of defects. Figure 4 gives the orbital TIG welding experiment set up.

Orbital TIG welding experimental setup
3.3 Material
Propulsion system employs both stainless steel tubes and titanium tubes and we consider here stainless steel 304L tubes. The parent metal, its chemical composition and mechanical properties are furnished in Table 1.
3.4 Process parameters
Readiness of orbital TIG welding begins with verification of welding set up and setting parameters. The important parameters are current, voltage, RPM, gap between electrode and welding feed line tubes, shield gas and purge gas, edge preparation and alignment of tubes to be welded etc. Orlowski et al. (2010) researched on these welding programs for orbital TIG welding i.e. pulsed current and increasing speed, constant current, pulsed current and decreasing speed and suggested that constant current provided better results based on mathematical tests. In automatic orbital TIG welding, welding head rotates during the welding and pipes are motionless. This type of welding has high efficiency, quality and is a mobile welding process. Mannion (1999) studied orbital welding systems and captured the skills of the welder and enabled repetitive good welds without defects. In the fully automatic production line as well as aerospace applications, the maximal advantages and optimal application of this welding process are achieved. This welding process is performed by multi pass welding without filler material, due to smaller tube wall thickness. Weld joint preparation is made by special tool, directly before the welding. Karthikeyan et al. (2016) selected current, RPM and stan off gap as the parameters for OTIG welding to carry out DOE using L27 Taguchi method and arrived at the optimum parameters and the significance of each one of them. Welding carried out using the optimized parameters further improved the quality of the weld.
3.5 General welds defects
The following are the problems encountered during welding; porosity, crack, lack of penetration, lack of fusion, excess penetration, pin hole on the weld joint, inclusions, mismatch of the tubes and the methodology adapted as remedial measures are given in Table 2. Raied et al. (2000) depicts the testing of welded joints shows many welding defects and all these defects produced from different parameters. These discontinuities removed by adopting proper welding input. He also has given the remedy for the defects. Wang and Liao (2002) suggested computer based weld defect identification system utilizing image processing techniques. This helps identifying the weld defects. Hartman (2010) presented a survey of techniques used for ascertaining depth of penetration in welding.
The common defects encountered in the orbital TIG welding are: porosity is a collective name describing cavities or pores caused by gas and non-metallic material entrapment in molten metal during solidification. There are many causes which include contamination, inadequate shielding, unstable arc, too short an arc gap and poor welding technique in general. Cracks are the most dangerous, especially if they are subjected to fatigue loading conditions. There are several different types of cracks and none are desired. They are removed by grinding back (if superficial) and further welding carried out. Cracks can occur in the weld itself, or the base metal, or the heat affected zone (HAZ). Inclusions are generated by extraneous material such as slag, tungsten becoming part of the weld. These defects are often associated with undercut, incomplete penetration and lack of fusion in welds. Insufficient cleaning between multi-pass welds and incorrect current and electrode manipulation can leave slag and unfused sections along the weld joint. This defect can only be repaired by grinding down or gouging out and re-welding. Incomplete fusion or lack of fusion that is difficult to detect and evaluate, is very dangerous. It occurs when the weld metal does not form a cohesive bond with the base metal or when the weld metal does not extend into the base metal to the required depth, resulting in insufficient throat thickness. Total thickness of the weld is less which reduces the strength of orbital TIG welding. Excess penetration occurs due to excess current and low rpm or low travel speed of the electrode which makes more penetration in the weldment causing reduction of internal diameter of the feed lines. Pin hole is formation of a hole in the weldment due to above said reason i.e. excess current, low rpm. In addition, excess internal shield gas also can cause pin hole. Since the portion of the weld pool is open, it leads to leakage of propellant in the feed system. Mismatch or misalignment of tubes is due to improper butting or different thickness of the joining feed lines tubes. This also causes run out.
4 Reliability analysis for orbital TIG
The importance of the soundness of orbital TIG welds in propellant feed system in satellites is well explained earlier. In order to ensure that there are no defects in the weld and the weld is not only defect free but strong and leak proof, today there are modern reliability analysis techniques such as FMECA, CED, FTA and PA which analyze the OTIG and help to take adequate precautions and preventive measures to avoid any weld defects to creep in. With judicious deployment of these techniques, in this paper, it is illustrated that the effectiveness of OTIG for propellant feed systems in satellites can be enhanced to assure higher reliability levels.
4.1 Reliability analysis based on FMECA
Failure modes effects and criticality analysis (FMECA) is bottom to top approach for analyzing potential problems at an early stage in the development cycle where it is easier to take actions to overcome these issues. It clearly describes how a minor problem becomes catastrophic if it is not taken care in the early stage. This methodology is a preventive measure thereby enhancing reliability through design by which a crucial step is anticipated what might go wrong and preventive action is taken. FMECA is a methodology designed for identifying potential failure modes for a product or process, assessing the risk associated with those failure modes, ranking the issues in terms of importance, and identifying and carrying out corrective actions to address the most serious concerns. Presently, FMECA has become a very important quality tool and has been increasingly adopted in manufacturing industries worldwide as a preventive measure. In this experiment, FMECA is precisely analyzed and used to ensure that potential problems have been considered and addressed throughout the orbital welding process before it is implemented for feed line welding to interconnect different components and modules of propulsion during satellite integration.
Sonsuvit et al. (2005) studied FMEA for the effect of Nitrogen mix up in Argon gas on weld bead and found reduction of delta ferrite in the austenite matrix with 1% volume Nitrogen. Aravinth et al. (2011) outlined a predictive study of failures of MIG welding process by assigning risk priority number (RPN) for each failure mode. Aravinth et al. (2012) studied FMECA of TIG welding process. He assigned risk priority number (RPN) multiplied ratings of occurrence, severity, detectivity and arrived at the most risky failure. This work served as a failure prevention tool. In our case, the FMECA is being used for welding of lines feeding propellants to satellite engines where the factor of safety required is very high. The risk priority analysis has been carried out in the present paper on orbital TIG welding for stainless steel tubes and these numbers are analyzed for various parts as well as welding parameters of orbital TIG welding. To validate the orbital TIG welding process, a series of welding with different sample pieces are taken for FMECA analysis from several satellites. The potential failures and defects of the work pieces are categorized based on FMECA. Risk priority numbers are assigned to each one and by multiplying the ratings of occurrence, severity and detection. Finally the most risky failure according to the RPN numbers is found to be current variation which was further studied. The OSD values for each failure mode are established based on extensive discussion with experts in the field of OTIG welding for satellite applications.
4.2 Criticality analysis
The MIL-STD-1629A document describes two types of criticality analysis: qualitative and quantitative. FMECA is a very systematic method to identify all failures and their criticality. Based on this analysis it is easy to prioritise design improvements or plan for maintenance and repair. Table 6 shows how to use this method effectively to systematise the information of the welding process, and so help to improve the process design.
4.3 Rank rating
The ranking of severity, occurrence and detection are given based on the standard MIL-HDBK-338B follow as given in Tables 3, 4 and 5.
4.4 Cause and effect diagram (CED)
This reliability analysis method is also called fish bone diagram or Ishikawa diagram.
4.4.1 Importance of fishbone diagram in welding improvement
The design of the diagram is similar to the skeleton of a fish. The representation can be simple, through bevel line segments which lean on a horizontal axis. The root causes and sub-causes which produce the problem or defect are represented in that respective heads. The causes of problem or imperfection can be grouped into categories like current, gap, RPM, shield gas, clearance and moisture etc., represented in diagram as shown in Fig. 5. Fishbone diagram is useful in brainstorming sessions to focus on finding various defects of welding. After the brainstorming, all the possible causes for failure of welding is found. It also helps to rate the potential causes according to their level of importance. The design of the diagram looks much like a skeleton of a fish. Fishbone diagrams are typically worked right to left, with each large “bone” of the fish branching out to include smaller bones containing more detail.

Fish bone diagram for orbital TIG welding
There are four steps to using the tool.
-
1.
Identify the problem.
-
2.
Work out the major factors involved.
-
3.
Identify possible causes.
-
4.
Analyze the diagram.
The ultimate aim of the tool is to improve welding by eradicating all welding defects. Siew-Hong et al. (2012) outlined the importance of failure analysis to improve reliability. Fish bone analysis helps and brings out the relationship between failure mode and cause. Patel and Gandhi (2013) experimented on the parameters of TIG and MIG on weld quality. He determined the mathematical relationship between weld parameters and output variables with respect to weld quality. Singh and Dhami (2014) employed Taguchi method to arrive at optimal parameters for the MIG welding of steel.
From the above application of Ishikawa diagram in orbital welding with the help of available resources, many causes are found to be contributing to the welding problems. Ishikawa tool is very useful to the management for taking proper decision to solve the problem. Even focus on the causes related to current, needs to be controlled, as its contribution to the problem is very critical. From the different analysis of welding problem, it seems major issues are with the parameter selection. Also carrying out fishbone analysis along with other reliability tools such as FMECA, FTA and Pareto analysis will prove much beneficial.
4.5 Fault tree analysis (FTA)
Fault tree analysis (FTA) is one of the basic and the most common methods for analyzing the safety and reliability of the technical system. It is a deductive method at which, for a defined peak event, in the form of layoffs, are considering the structural system as a whole and determines the casual events that led up to it. The basis of FTA represents a translation of physical systems to the structural logic diagrams.
Baig et al. (2013) studied the fault tree analysis (FTA) and developed correlation between reliability and different parameters. Lin et al. (2014) suggested an improved failure expansion time (FET) for risk failure identification and reliability risk assessment. He suppressed the subjective nature of fault tree analysis mode discovery by a mole objective methodology.
Using the method of fault tree analysis (FTA), it was possible to analyse the causes and modes of failure of orbital TIG welding. This paper adequately covers FTA for orbital TIG welding by carrying out a detailed analysis of defects and their impacts. This establishes a logical relation between the peak and basic events in the fault tree. This paper, by analyzing FTA for OTIG has succeeded in improving the reliability of the process for satellite integration.
4.6 Rare event approximation method
The above FTA analysis by diagram are shown in Figs. 6, 7, 8, 9, 10 and 11 are further analyzed by a qualitative method of rare event approximation method for evaluation of top event in fault tree analysis. In this method, the top event is represented in the form of various minimal cut-sets.

Major weld parameters

Factors for current variation

Factors for shield gas variation

Factors for electrode geometry variation

Factors for variations in RPM

Factors for variation in gap
-
(i)
Minimal cut sets
By the definition, a minimal cut set is a combination (intersection) of primary events sufficient for the top event. The combination is a “minimal” combination in that all the failures are needed for the top event to occur; if one of the failures in the cut set does not occur, then the top event will not occur (by this combination).
The cut-set can be single order cut-set, second order cut-set, or nth order cut-set. These cut-sets will have 1 and 2… and n components failure probability.
Let C1, C2,… Cn are the n-cut-sets for a top event in FTA. Then top event occurrence probability is represented by
T = Pr (C1 ∪ C2 ∪ … ∪ Cn) (i.e. probability of occurrence of any 1 cut-sets among n cut-sets).
where Pr (Ci) = probability of occurrence of cut-set. Each cut-set may consist of any number of components failure probabilities in multiplication.
The above method is applicable and gives good output only if, cut-sets are independent of each other. i.e. no minimum cut-set have common component failures. Since FTA in this case, consists only of singe order cut-sets, which are independent with each other, this rare event approximation method can be applied.
-
(ii)
Top event probability calculation
The basic event probability used in FTA is given in Table 7.
Table 7 data is taken from ISRO propulsion system, for welding of 18 satellites (each satellite on an average will undergo 300 welds approximately). The number of defects had been classified according to failure causes and the corresponding probability is assigned. Each failure is called as BASE EVENT and its probability is assigned as P(Bi).
4.7 Pareto analysis
Since quality is the deciding factor in the sustained success and longevity of any process, it is beneficial to the process to have tools by which quality could be measured. Pareto analysis is one such tool in the “quality-control” tools. It can be described as the 80/20 rule applied to quality-control which was originally formalized by Vilifredo Pareto, after studying the distribution of wealth. Pareto analysis essentially states that 80% of quality problems in the end product or service are caused by 20% of the problems in the production or service processes. In practice, it is beneficial to separate “the vital few” problems from “the trivial many”, and identify the individual problems that can be fixed. Once these problems are identified, the 20% causes that create 80% of the problems can be addressed and remedied, thus efficiently enhancing the quality. Figures 11 and 12 shows the Pareto chart and pie chart for OTIG welding.

Pareto chart for OTIG welding
Srinivas and Prasad (2014) utilized Taguchi analysis using ANOVA to study the effect of weld parameters such as current, weld speed, gas flow and filler metal on weld strength. Singh and Vijayakumar (2012) studied the optimum welding parameters determined by Taguchi method improved indentation which in turn confirms the value of nugget size, tensile strength and penetration.
In general, the root causes for any failure are due to factors like man, material, machine, method and environment for different satellite missions. The variation of the OTIG welding parameters due to various causes leads to the failure of the welding.
As stated in the introduction section that the data has been collected for defective specimens for 18 satellites for OTIG welding and these were analyzed by Pareto and pie chart analysis and the results are given in Figs. 12 and 13. The pie chart observations are matching with FMECA shown in Table 6. According to Pareto analysis, the specimen defects identified by the current, RPM and gap between electrode and tube are more than 80% which are vital and shown in the pie chart. These were further studied in detail by experimentation to firm up the ideal parameters that could guarantee defect free weld.

Pie chart for OTIG welding
5 Conclusions
Orbital TIG welding is adopted for welding of propellant feed lines for satellites and extensive reliability analyses have been carried out in this work to enhance the quality of welds and improve its reliability. Reliability tools such as FMECA, CED, FTA and PA were executed flawlessly for this OTIG process and the results show appreciable action for the improvements in the system. By FMECA, various failure modes and the causes were analysed based on occurrence, severity and detection and the resulting risk priority numbers revealed where corrective action is required. In this process of OTIG for satellite application, current variation was found to be the most risky factor and was further experimented and firmed up. Cause and effect diagram also was made for OTIG process covering the major factors and the causes and identification of preventive measures for tackling the important causes leading to failure modes. The analysis revealed parametric selection as an important aspect. Also, CED in conjunction with other tools like FMECA, FTA and Pareto will be much beneficial. Authors also carried out detailed FTA by analyzing various defects and their impacts. Such investigation for OTIG has essentially improved the reliability. Finally Pareto analysis of identifying 20% causes leading to 80% problems was also carried out with past data and the major contributors have been identified as current, RPM and gap between electrode and tube. The study undertaken will be helpful to enhance the reliability of OTIG process for satellite application.
This paper focuses on analysis and reliability improvement of the orbital TIG welding process. After analyzing by various method, it is found out the critical process failure modes is current, RPM etc. hence it is suggested that by doing DOE, The optimum parameters can be found and used for the process improvement.
References
Aravinth P, Babu RR, Dakshnamoorthy A, Prabhu VN, Subramanian SP (2011) An integrated approach for prediction of failures by process failure mode and effect analysis (PFMEA) in MIG welding—a predictive analysis. In: International conference on recent development in engineering and technology, pp 134–139
Aravinth P, Subramanian S, Vishnu SG, Vignesh P (2012) Process failure mode and effect analysis on TIG welding process a criticality study. Int J Adv Eng Technol 3(2):746–755
Baig AA, Ruzli R, Buang AB (2013) Reliability analysis using fault tree analysis: a review. Int J Chem Eng Appl 4(3):169–173
Chang IS (1996) Investigation of space launch vehicle catastrophic failures. AIAA J Spacecr Rockets 33(2):198–205
Deshmukh P, Sorte M (2013) Optimization of welding parameters using Taguchi method for submerged arc welding on spiral pipes. Int J Recent Technol Eng 2(5):2277–3878
Devereaux A, Cheuret F (2010) Development testing of a new bipropellant propulsion system for the GMP-T spacecraft. In: Paper presented at the space propulsion conference, pp 1–9
Hartman DA (2010) Assessing penetration during fusion welding: a survey of techniques. Manufacturing Behavioral Science. http://www.manufacturingbs.com/AN/AN-02.pdf. Accessed 01 Jan 2016
Karthikeyan M, Naikan VNA, Narayan R, Sudhakar DP (2016) Orbital TIG welding process parameter optimization using design of experiment for satellite application. Int J Perform Eng 12(2):155–172
Lafleur C (2012) Space craft (known) failures. Spacecraft encyclopedia. http://claudelafleur.qc.ca/Spacecrafts-index.html
Li XR, Shao Z, Zhang YM, Kvidahl L (2013) Monitoring and control of penetration in GTAW and pipe welding. Weld J 92:190–196
Lin J, Yuan Y, Zhang M (2014) Improved FTA methodology and application to subsea pipeline reliability design. PLoS ONE 9(3):e93042
Mannion B (1999) The fundamentals of orbital welding. Weld Des Fabr (USA) 72(2):22–24
Orlowski JAG, Dias NS, Luiz GL, Pereira WDB, Guimarães VA, Carlos MN, Paranhos RPR (2010) Advances of orbital gas tungsten arc welding for Brazilian space applications. Exp Setup 2(2):203–210. doi:10.5028/jatm.2010.02026610
Patel BC, Gandhi J (2013) Optimizing and analysis of parameter for pipe welding: a literature review. Int J Eng Res Technol (IJERT) 2(10):229–234
Raied T, Ali H, Baligh S (2000) Visual detection welding defects in dust perception and correction. Iraqi J. Mech. Mater. Eng. (Special Issue D):676–686
Schultz DC (2012) Spacecraft and propulsion technician error. Dissertations and Theses, Paper 128, Embry-Riddle Aeronautical University Daytona Beach, FL, pp 1–81. http://commons.erau.edu/edt
Selding PB (2010) Brand new satellite (Eutelsat W3B) declared dead after launch. Space News Staff Writer
Serafin M (2001) Orbital welding for space program applications, producing welds that withstand the rigors of deep space. TPJ—The Tube and Pipe Journal. Cape Canaveral Air Force Station. http://www.thefabricator.com/article/tubepipefabrication/orbital-welding-for-space-program-applications–producing-welds-that-withstand-the-rigors-of-deep-space
Siew-Hong D, Muhammad NA, Zulkurnaini NH, Khaider AN, Kamaruddin S (2012) Application of integrated FMEA and fish bone analysis—a case study in semiconductor industry. In: International conference on industrial engineering and operations management, pp 1233–1238
Singh R, Dhami SS (2014) Analysis of defects in metal inert gas welding of A312tp316l stainless steel pipe using Taguchi optimization method and testing. Int J Eng Sci (IJES) 3(6):11–22
Singh NK, Vijayakumar Y (2012) Application of Taguchi method for optimization of resistance spot welding of austenitic stainless steel AISI 301L. Innov Syst Des Eng 3(10):49–61
Sonsuvit, N, Chandra-ambhorn S, Lothongkum G (2005) Effects of TIG pulse welding parameters and nitrogen gas mixed in argon shielding gas on weld bead formation and microstructure of weld metals of AISI 304L stainless steels at the 10-h welding position. In: Paper presented at the session PE3: pipeline symposium: properties and structures
Srinivas MS, Prasad MVRD (2014) ‘To investigate the affect of process parameters on mechanical properties of TIG welded 6351 aluminium alloy by ANOVA. GE-Int J Eng Res 2(9):50–62
Trivedi PT, Bhabhor AP (2014) Experimental investigation of process parameters on weld bead geometry for aluminium using GTAW. Int J Sci Res 3(5):803–809
Wang G, Liao TW (2002) Automatic identification of different types of welding defects in radiographic images. NDT and E Int 35:519–528
Wolf EL (2000) Orbital welding in critical systems. Swagelok-TM Swagelok Company, pp 1–6. https://okwt.swagelok.com/~/media/Distributor%20Media/O-S/OKWT/Services/Orbital%20Welding%20in%20Critical%20Systems.ashx?la=en. Accessed 10 July 2015
Yousaf F, Butt S (2014) Reduction in repair rate of welding processes by determination and controlling of critical KPIVs. Int J Prod Manag Eng 2(1):23–36. doi:10.4995/ijpme.2014.1609
Acknowledgement
Authors wish to thank Shri. S. Ravi, Shri. V.N. Misale, Shri K.V Krishnamurthy and team, Dr. Heeralal Gargama, Dr. D.P. Sudhakar for their useful contributions for preparing this paper. Authors wish to express their gratitude to Shri G. Narayanan, DD, SRQA, Shri. S. Somanath, Director, LPSC and ASC Committee for their constant encouragements and kind permission to submit this paper in any technical journal.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Karthikeyan, M., Naikan, V.N.A. & Narayan, R. Root cause analysis and reliability improvement methods for orbital TIG welding process for propulsion feed system of satellites. Int J Syst Assur Eng Manag 8 (Suppl 2), 910–924 (2017). https://doi.org/10.1007/s13198-016-0549-5
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13198-016-0549-5