
Abstract
This paper presents the efforts of joining dissimilar aluminum alloys (AA6351-T6 and AA6061-T6) by friction stir welding (FSW) process. FSW experiments are conducted according to the three factors five level central composite rotatable design method, and the response surface methodology was used to establish the empirical relationship between FSW process parameters such as tool rotational speed (N), tool traverse speed (S) and axial force (F), and the response variables such as ultimate tensile strength, yield strength, and percentage of elongation. The developed empirical models’ adequacies are estimated using the analysis of variance technique. This paper also presents the application of the artificial bee colony algorithm to estimate the optimal process parameters to achieve good mechanical properties of FS weld joints. Results suggest that the estimations of the algorithm are in good agreement with the experimental findings.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Friction stir welding (FSW), a solid state metal joining process which eliminates the limitations of conventional metal joining processes, such as cracks and porosity, is gradually gaining popularity. FSW is a dynamically continuous solid state joining process and is found to have low welding temperature, very good joining characteristics for aluminum alloys and requires less energy than fusion joining processes [1, 2]. FSW process uses a non-consumable rotating tool that re-circulates the molten metal and contains the molten metal beneath the tool shoulder to form a friction stir (FS) zone. Such FS zone is also affected by the behavior of the molten material flow under the influence of the rotating tool. Since the heat supplied in the FSW process is less than the heat supplied during fusion welding, heat distortions are at minimum and consequently the residual stresses are also reduced, and this process also provides homogenous and void free permanent joint and thus this process is more attractive. Particularly in case of joining heat treatable wrought aluminum alloys such as AA6351-T6 and AA6061-T6, FSW can fabricate quality weld joints when compared with conventional joining process [3]. Comprehensive review suggests that FSW is a potential joining process for similar and dissimilar aluminum alloys. Numbers of experimental studies indicate that different metals such as Al–Mg–Si, Al 5083-H321, Al2024 T4 and Commercial Al can be welded using FSW to produce good joints with improved mechanical properties when compared to Tungsten Inert Gas (TIG) and Metal Inert Gas (MIG) welding processes [4]. FSW has been used to join A2198-T3 rolled plates with different rotational speeds and welding speeds and to develop empirical models of welding force and mechanical strength of the welded joints using regression analysis [5]. Friction Stir Spot-Welded (FSSW) process has been used to join AA2024 plates, and achieve good lap shear strength of the spot weld [6]. Tensile strength of FSW joined AA 6061 plates, initially increases with the increase in the values of the process variables such as tool rotational speed, tool traverse speed, axial force and decreases with further increase of the same process variables, after a certain level [7]. The statistical techniques, such as analysis of variance (ANOVA) and response surface methodology (RSM) have been employed to study the interactions of the different process variables of FSW process [8]. The effect of process variables on FSW to join similar aluminum alloys such as of AA6351-T6, AA 6061-T6 etc. have also been studied for their good weldablity. Aluminum alloys AA6351-T6 and AA 6061-T6 are widely used in building ships, marine structures and aircrafts because they exhibit improved metallic properties such as light weight, high strength, resistance to seawater corrosion, good welding characteristics over the high strength aluminum alloys [9, 10]. Different metallurgical properties of dissimilar joints of AA6082–AA6061 plates have also been experimentally studied [11]. The defect formation mechanism in FSW process has been studied by the three dimensional visualization of material flow around the rotating tool [12]. The gray-based Taguchi method is proposed to find the optimum FSW process parameters fabricate butt joint of AA5083 plates [13]. Recently, a fuzzy assisted grey Taguchi technique has been proposed for optimizing the FSW process parameters with multiple response variables such as ultimate tensile strength, yield strength, % elongation and nugget zone hardness. The fuzzy inference system has been applied to convert the multi-objective optimization problem into a single objective optimization problem [14].
Estimating optimal process variables to join different aluminum alloys using FSW process is a challenging task. And thus there is a need to study the modeling and optimization strategies for FSW process. Therefore, this paper presents the efforts to develop mathematical models of response variables (ultimate tensile strength, yield strength and % elongation) of FSW process to join dissimilar aluminium alloys using response surface methodology (RSM). And further, this paper also attempts to explain the procedure to estimate the optimal process variables (tool rotational speed, tool traverse speed and axial force) for such empirical models using a nature inspired algorithm, which mimics the intelligent foraging behaviour of honey bees, namely artificial bee colony (ABC) algorithm. ABC algorithm is essentially a swarm intelligence based stochastic search technique that simulates the social interactions of honey bees. In this swarm based optimization algorithm, artificial bees (employee, onlooker and scout bees) perform a specific function and collectively search for quality solution in the given search space [15]. This paper is further organized as follows. In section two, the details of FSW experiments are presented which are followed by a procedure to establish the mathematical relationship between process variables and response variables using response surface methodology (RSM) in section three. In the following section four, the effects of process parameters on different response variables are presented. In section five, the detailed working of ABC algorithm and its application to the three mathematical models, that were developed using RSM technique, is presented along with experimental validation of the results of the ABC algorithm.
2 Experimental Details
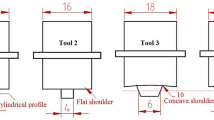
Aluminum alloys AA6061-T6 and AA6351-T6 plates have been considered for this study. The chemical composition and mechanical properties of the base metals are presented in Tables 1 and 2 respectively. The test plates of 60 mm length, 30 mm width and of 6.35 mm thickness are prepared to produce square butt joints using FSW process in one pass on a super max vertical milling machine which is depicted in Fig. 1a. The weld joints are fabricated using a non consumable cylindrical tool having a scroll with 0.75 mm taper at the tip of the pin, and it has 16 mm probe diameter, 14 mm shoulder diameter, 5 mm pin length and of 4 mm pin diameter, made of molybdenum (M42 with HRC 63). The FSW tool is depicted in Fig. 1b. Based on the preliminary trails, the independent process parameters of FSW process that affect the dependent variables ultimate tensile strength (UTS), yield strength (YS), and % elongation (%EL), are identified as tool rotational speed, tool traverse speed and axial force.

a Super max vertical milling machine, b FSW tool and its dimensions, c UTM setup
Central composite design (CCD) is adopted in this study for fitting a second order response surface. CCD contains set of trail experiments, set of trail experiments at axial points and set of trail experiments at centre points. In CCD, axial points are used to provide estimation of curvature of response surface while centre points (essentially random replicates of experimental runs at centre point) are included to reduce the model prediction error and provide the uniform precision, which ensures the equal variance of prediction in the design space or response surface. Such uniform precision in the design space provides protection against bias because of the presence of the higher order terms in the response surface [6, 16]. The centre points in CCD provide check for uniform precision, process stability, variance of prediction and protection against bias. A uniform precision design offers more protection against bias in the regression coefficients [16]. In CCD the total number of experiments required to be conducted is determined by a formula (2k + 2k + c) where k is the number of factors in the study, 2k is the number of trail experiments, 2k is the number of axial and c is the number of central points. The suggested number of central points for three factors varies from five to six [17]. Many researchers have considered six random test trails at centre point, as a trade-off between the suggested value of c and available resources, in their experimental studies [18,19,20]. Accordingly, in this study central composite design matrix with three factors at three levels that consists of 20 sets of coded experimental conditions (23 = 8 sets of trail experiments, 6 sets of experimental trails at axial or star points and 6 sets experimental runs at centre points), are considered in order to estimate the linear, quadratic two way interactions of the FSW three process variables (tool rotational speed, tool traverse speed and axial force) on the three response variables (ultimate tensile strength, yield strength and % elongation).
Tensile test specimens have been prepared according to the guidelines of the American Society of Testing Materials (ASTM-E8) and tested on UTM machine presented in Fig. 1c. For each welded plate, three specimens are prepared and tested and the mean values are considered for this study. Before subjecting the specimen to tensile test, two marks are placed equidistant from the line joining the joint and thus the initial length (Li) between the two marks is recorded. After the fracture, the distance between the marks is re measured and recorded as final length (Lf). The percentage elongation is calculated using the formula % El = (Lf−Li)/Li × 100. The measurement error is found to be 0.02%. The experiments have been conducted as per the design matrix to avoid penetration of any systematic errors. Tensile test specimen before and after fracture are presented in Fig. 2. The levels and the coded values of FSW process parameters such as tool rotation speed N (rev./min), tool traverse speed S (mm/min), axial force F (KN) and the corresponding observed values of response variables such as ultimate tensile strength UTS (Mpa), YS (MPa) and % El levels are presented in Tables 3 and 4 respectively.

a Tensile test specimen—Before fracture, b Tensile test specimen—After fracture
3 Empirical Model Development
The second order regression equation is used to analyze the interactions of independent variables and to represent the dependent response function Y which may be mathematically expressed as presented in the following Eq. (1).
where b 0 is the regression constant, b i is the linear regression coefficient, b ii is the quadratic coefficient b ij is the interaction coefficient and x i , x j are the independent variables, Y is the dependent or response variable and e r is the experimental error. Since, our study is based on three factors, the above equation may be expressed in the form of the following polynomial.
where b 0 is the regression constant, b 1 , b 2 , and b 3 are linear regression coefficients, b 11 , b 22 , and b 33 , are quadratic coefficients, and, b 12 , b 13 , and b 23 , are interaction coefficients and N, S and F are the independent process variables namely, tool rotational speed, tool traverse speed and axial force respectively [21]. Regression analysis is performed using the Design Expert 7.1 software [22] to compute the regression constants and coefficients for the responses such as UTS, YS and % El. Based on such computations, empirical relationships between independent process variables of friction stir welding and dependent or response variables, are developed. Results of ANOVA and the regression coefficients are presented in tables 5 and 6 respectively.
The empirical models developed are verified for their adequacy using analysis of variance technique, and found that UTS, YS and % EL models may be considered to be adequate since the calculated F ratios are larger than the measured values at 95% confidence level. And, also because the determined coefficient R 2 and adjusted R 2 values of the empirical models developed, are above 90 and 80%, we may consider that the regression equations are quite adequate. Further, the normal probability plots, are also presented in Fig. 3a, b and c, in which externally studentized (converted to standard deviation scale) residuals are plotted on X axis against the normal % probability on Y axis, to verify, whether the data is approximately normally distributed [23]. Although a few points may be spotted marginally distant from the expected straight line, but all the points are within the inter-quartile range (a normal range of observations) [24]. And thus, the Fig. 3a, b and c indicate that the residuals are approximately closely aligned to the straight line to suggest that the errors are distributed normally [25].

a Normal probability plots of UTS, b Normal probability plots of YS, c Normal probability plots of %EL
The experimental data is plotted and compared against the predicted data in the scatter diagrams Fig. 4a, b and c for better visualization. These graphs indicate that observed and the predicted values are in good correlation and the points scattered close to the straight line suggest a good fitness of the developed mathematical relations [26].

a Scatter diagrams of UTS for observed versus predicted values, b Scatter diagrams of YS for observed versus predicted values, c Scatter diagrams of %EL for observed versus predicted values
Empirical equations for UTS, YS and %EL are:
4 Results
The effects of the different independent process parameters such as tool rotational speed, tool traverse speed and axial force on the dependent mechanical properties of FS joints of dissimilar aluminum alloys AA6061 and AA6351 plates is presented in the following graphs that depict the common trends of interdependencies of FSW process variables and its response variables.
4.1 Effect of Tool Rotational Speed (N) on UTS, YS and %EL
The effect of tool rotational speed on response variables such as ultimate tensile strength, yield strength and percentage of elongation is depicted in Fig. 5. It may be observed that as the rotational speed increases, the ultimate tensile strength, yield strength and percentage of elongation of friction stir welded specimen initially increases and then decreases. Such trend is observed because of the excessive heat generated at the maximum rotational speed and the results are in close agreement with the reported results [27, 28]. A graph is plotted based on the mean of the observed values of UTS, YS and % El against the three levels of tool rotational speeds (600–900–1200 rev/min) which is presented in Fig. 5. From the plot, it may be noted that the near constant difference between YS and UTS suggest that, the weld joints produced at different tool rotational speeds exhibit sufficient ductility by offering resistance to crack propagation and premature fracture of weld specimen are prevented in the strain hardening region. Such observations are in close concurrence to the published reports [29,30,31].

Effect of tool rotational speed (N) on UTS, YS and % EL
4.2 Effect of Tool Traverse Speed (S) on UTS, YS and %EL
The effect of welding speed on ultimate tensile strength, yield strength and percentage of elongation is depicted in Fig. 6. The graph suggests that as the tool traverse speed increases, values of response variables increases initially and then decrease. At lowest tool traverse speed i.e. at 30 mm/min and highest tool traverse speed i.e. at 90 mm/min, minimum tensile strength is observed, due to the excessive frictional heat and insufficient frictional heat produced respectively during the FS process [30]. Such trend is observed because, at increased tool traverse speeds plastic flow of the molten metal is poor and it causes poor consolidation at the metal joining region [27].

Effect of welding speed (S) on UTS, YS and % EL
4.3 Effects of Axial Force (F) on UTS, YS and %EL
In Fig. 7 the effect of axial force on mechanical properties of the FSW specimen are presented. It is noted that the increase of axial force initially increases the values of response variables and then decreases. Such behavior may be due to the insufficient coalescence of transferred material. It is noted that maximum axial force causes increased depth of plunge of the rotating tool into the workpiece that causes lower tensile strength [27].

Effect of axial force (F) on UTS, YS and % EL
5 Optimization of FSW Process Using Artificial Bee Colony (ABC) Algorithm
The ABC algorithm is a swarm based random search algorithm that mimics the intelligent foraging behavior of honey bees [15]. This ABC algorithm simulates the social interactions of three artificial agents namely employee, onlooker and scout bees that perform specific functions and search quality honey source i.e. good solution. Accordingly, in this algorithm there are three phases i.e. employee bee phase, onlooker bee phase and scout bee phase. Essentially, the size of the colony of bees is divided into two equal sections. One half of the bees (employee bees) leave the hive in search of quality nectar or good solution while the other half of bees (onlooker bees) wait at the hive for the former half. On successful return of the employee bees at the hive, they share information (quality, quantity and location) about the solutions with the onlooker bees. Based on such information, onlooker bees leave the hive in search of better solutions. During such process, if any redundant solution is found, then it is replaced by a scout bee, which will leave the hive in search of a better solution. Such process of finding improved solution is continued till a prefixed goal is reached [32]. The detail of working of the ABC algorithm is presented also in the form a pseudo code in the “Appendix”. With respect to the empirical model building, the number of test samples are chosen as per the design of experiments, and such data is used develop empirical relationship between the dependent process variables and independent process variables of the FSW process using response surface methodology. Further, the ABC algorithm is applied on such mathematical models for the estimation of optimal process parameters. Since the increase of CS leads to the generation of more number of random solutions and the ABC algorithm requires computing more number of fitness evaluations to converge at a solution. Number of fitness evaluations (is the product of CS and MCN) is a standard performance metric that indicate the rate of convergence of an algorithm, and therefore more number of fitness evaluations suggests that the algorithm is slow. And also, the increase of CS may also cause convergence performance for local minimum to be slow and sometimes becomes less stable [32]. Therefore, algorithm specific parameters of the ABC algorithm are chosen, in the pre-initialization phase, based on preliminary trail runs of the algorithm by keeping in view of the number of dimensions and complexity of the model and search space of the problem. The control parameters of the ABC algorithm, colony size (CS), modification rate (MR), scout production period (SPP) and maximum cycle number (MCN), random food sources or process variables (x ij ) of number of dimensions (D), considered for this study are: CS = 6; D = 3; MR = 0.8; MCN = 10; SPP = 0.25 * MCN. During initialization, random food sources or process variables (x ij ) of required number of dimensions (D) are randomly initialized within the specified boundary values of FSW independent parameters, and they are evaluated using fitness Eqs. (3–5). During employee bee phase, neighborhood sources (v i ) are produced form the initial pool of variable values (x i ) using equation.
and they are evaluated using fitness Eqs. (3–5). Now, best food source between v i and x i is selected by applying greedy selection mechanism. Based on the probability calculated using the equation,
onlooker bees are assigned and the same procedure used in employee bee phase is repeated. Now, once the scout production period (SPP) is over, the unimproved food source if any exits is found and replaced with a new random solution using the equation
and the fitness is evaluated using Eqs. (3–5), in scout bee phase. Now, the best solutions achieved so far, is memorized and the above described process is repeated until the termination criterion is not met. The ABC algorithm is developed in Matlab 7.0, on a Laptop equipped with Intel Core2Duo processor with 2 GB RAM. Number of fitness evaluations (is the product of CS and MCN) and standard deviations are the standard performance metrics of an algorithm that indicates that it’s the rate of convergence and stability respectively. The number of fitness evaluations required to converge at the optimal solution is found to be 60 and the standard deviation, calculated for 30 independent executions of the algorithm, is 0.0005. The average computational time required to execute the algorithm is 0.22 s.
5.1 Validation
ABC algorithm was used to find optimal process parameters of FSW process using the Eqs. 3, 4 and 5 for YS, UTS and % EL respectively. And the results were validated by conducting confirmation tests. Three weld test runs were performed using close range of process parameter settings to validate an estimation of the ABC algorithm. The estimated range of process variables, predicted values of response variable, experimental settings of process variables, mean value of the observed response variable and the percentage error in estimating the response value with respect to the observed value of each equation are presented in Table 7. The mean values of the response variables YS, UTS and %EL for the first confirmation weld test was observed as 156.2521, 181.54 and 3.12 respectively. The mean values of the response variables UTS, YS and %EL for the second confirmation weld test was observed as 180.681, 156.72 and 3.33 respectively, and similarly the mean values of the response variables %EL, YS and UTS for the third confirmation weld test was observed as 3.0135, 157.12 and 181.15 respectively.
The confirmation tests suggested that the regression equations developed were adequate to predict the optimal process parameters of FSW process to join dissimilar aluminium alloys AA6061 and AA6351 within the specified process boundaries using the ABC algorithm. The results also indicated that moderate range of process conditions might lead us to improved mechanical properties of FS weld joints.
6 Conclusions
The interaction of FSW process parameters is studied by joining AA 6061 and AA 6351 and the empirical relationships are established for ultimate tensile strength, yield strength and percentage elongation in terms of the independent variables such as tool rotational speed, tool traverse speed and axial force. Using ANOVA technique, adequacy of the empirical models is verified. Further, ABC algorithm is applied to estimate the optimal range of process parameters of FSW process, and the results are experimentally validated. It is observed that the increase in the tool rotational speed, welding speed and axial force will in turn increase the ultimate tensile strength, yield strength and percentage of elongation, and once they attain maximum values, they decreases gradually. The results also indicate that the proposed process modelling and optimization of FSW using ABC algorithm is a promising methodology, to predict optimal process conditions of FSW to join dissimilar aluminium alloys.
References
Mahoney M W, Rhodes C G, Flintoff J G, Spurling R A, and Bingel W H, Metall Mater Trans A (1998) 1955.
Colligan K, Weld J (1999) 229.
Hamilton C, Dymek S, and Blicharski M, Arch Metall Mater (2007) 67.
Mishra R S, Ma Z Y, Mater Sci Eng (2005) 1.
Bitondo C, Priscso U, Squilace A, Buonadonna P, and Dionoro G, Int J Adv Manuf Technol (2011) 505.
Karthikeyan R, and Balasubramanian V, Int J Adv Manuf Technol (2010) 73.
Elatharasan G, and Senthil Kumar V S, Procedia Eng (2013) 1227.
Palanivel R, and Koshymathews P, J Cent South Univ (2012) 1.
Lakshminarayanan A K, Balasubramanian V, and Elangovan K, Int J Adv Manuf Technol (2009) 286.
Palanivel R, Mathews K, and Murugan N, J Eng Sci Technol Rev (2011) 25.
Patil H S, and Soman S N, Frat Integrità Strutt (2013) 151.
Morisada Y, Imaizumi T, and Fujii H, Sci Technol Weld Join (2015) 130.
Chien C –H, Lin W –B, and Chen T, J Chin Inst Eng (2011) 99.
Parida B, and Pal S, Sci Technol Weld Join (2015) 35.
Karaboga D, and Akay B A, Appl Math Comput (2009) 108.
Montgomery D C, Design and Analysis of Experiments, Wiley (1991) p 547.
Rajkumar S, Muralidharan C, and Balasubramnian V, Trans Nonferrous Met Soc China 20 (2010) 1863.
Singh G, Singh K, and Singh J, Exp Tech (2012) 1.
Reddy T A, Applied Data Analysis and Modeling for Energy Engineers and Scientists, Springer, US (2011). DOI 10.1007/978-1-4419-9613-8
Cochran W G, and Cox G M, Experimental Design, 2nd edition, Wiley, New York (1957), p 350.
Chambers J, Cleveland W, Kleiner B and Tukey P, (1983), Graphical Methods for Data Analysis, Wadsworth. In http://www.itl.nist.gov/div898/handbook/eda/section3/normprpl.html
http://www.itl.nist.gov/div898/handbook/prc/section1/prc16.html
Kim I S, Son K J, Yang Y S, Yaragada P K D V, Int J Mach Tools Manuf 43 (2003) 776.
Elangovan K, Balasubramanian V, Babu S, Mater Des 30 (2009) 193.
Lomolino S, Tovo R, Dos Santos J, Int J Fatigue 27 (2005) 316.
Elangovan K, Balasubramanian V, Mater Sci Eng A 459 (2007) 18.
Colligan J, Paul J, Konkol, James J, Fisher Pickens Joseph R, Weld J 82 (2003) 40.
Elangovan K, Balasubramanian V, Vallliappan M, Int J Adv Manuf Technol 38 (2008) 295.
Prasanth R S S, and Hans Raj K, Adv Intell Syst Comput (2012) 323.
Acknowledgement
Authors gratefully acknowledge the inspiration and guidance of Revered Prof. P.S. Satsangi, the Chairman of the Advisory Committee on Education, Dayalbagh, Agra, India.
Author information
Authors and Affiliations
Corresponding author
Appendix
Appendix
The pseudo code of ABC algorithm [26] is presented below:
-
1.
Initialize the Colony Size (CS), Number of Food Sources/Solutions (SN), Number of dimensions to each solution (D), Modification Rate (MR), SPP (Scout Production Period-limit).
-
2.
Initialize the population of solutions x i,j where i = 1… SN and j = 1…D.
-
3.
Evaluate the population.
-
4.
cycle = 1.
-
5.
REPEAT
-
6.
Produce a new solution v i for each employee bee by using (6) and evaluate it as
$$v_{ij} = x_{ij} + \emptyset_{ij} \left( {x_{ij} {-} x_{kj} } \right) {\text{if}}\,R_{j} < {\text{MR}},{\text{ otherwise}}\,\,x_{ij} \ldots$$(9)[\(\emptyset_{ij}\)—is a random number in the range [−1, 1]. k ∈ {1, 2…SN} (SN: Number of solutions in a colony) is randomly chosen index. Although k is determined randomly, it has to be different from i. R j is a randomly chosen real number in the range [0, 1] and j ∈ {1, 2,…D} (D: Number of dimensions in a problem). MR, modification rate, is a control parameter.]
-
7.
Apply greedy selection process for the employee bees between the v i and x i.
-
8.
Calculate the probability values P i using (7) for the solutions x i
$$P_{i} = \frac{{Fitness_{i} }}{{\mathop \sum \nolimits_{N = 1}^{SN} \left( {Fitness_{N} } \right)}} \ldots.$$(10) -
9.
For each onlooker bee, produce a new solution v i by using (6) in the neighborhood of the solution selected depending on P i and evaluate it.
-
10.
Apply greedy selection process for the onlooker bees between the v i and x i.
-
11.
If Scout Production Period (SPP) is completed, determine the abandoned solutions by using “limit” parameter for the scout, if it exists, replace it with a new randomly produced solution using (8).
-
12.
$$x_{j}^{i } = x_{min}^{ji} + rand\left( {0,1} \right)\left( {x_{jmax}^{j } - x_{jmin}^{j } } \right) \ldots$$(11)
-
13.
Memorize the best solution achieved so far.
-
14.
cycle = cycle +1.
-
15.
UNTIL (Max Cycle Number or Max CPU time).
Rights and permissions
About this article

Cite this article
Prasanth, R.S.S., Hans Raj, K. Determination of Optimal Process Parameters of Friction Stir Welding to Join Dissimilar Aluminum Alloys Using Artificial Bee Colony Algorithm. Trans Indian Inst Met 71, 453–462 (2018). https://doi.org/10.1007/s12666-017-1176-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-017-1176-9