
Abstract
This work deals with the influence of surface mechanical attrition treatment (SMAT) duration on fatigue lives of Ti–6Al–4V. The SMAT process was carried out in vacuum with SAE 52100 steel balls of 5 mm diameter for 30 and 60 min at a vibrating frequency of 50 Hz. SMAT treated surface was characterized by electron microscopy. Surface roughness, nano-indentation hardness, residual stress, and tensile properties of the material in both SMAT treated and untreated conditions were determined. SMAT enabled surface nanocrystallization, increased surface roughness, surface hardness, compressive residual stress and tensile strength but reduced ductility. Samples treated for 30 min exhibited superior fatigue lives owing to positive influence of nanostructured surface layer, compressive residual stress and work hardened layer. However, fatigue lives of the samples treated for 60 min were inferior to those of untreated samples due to presence of microdamages or cracks induced by the impacting balls during the treatment.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Titanium and its alloys are used in a wide variety of applications, ranging from aerospace, chemical, petrochemical, marine and offshore, due to their excellent properties in terms of high strength to weight ratio, outstanding resistance to corrosion and excellent bio-compatibility [1]. Fatigue life improvement of Ti and Ti-based alloys is of current interest due to their increasing industrial applications.
In general, mechanical surface treatments can induce high compressive residual stresses in near surface regions due to the local plastic deformation and changes in microstructure leading to improved fatigue resistance of metallic materials. Also, it is well known that both grain size and residual stresses influence the fatigue properties significantly. A nanocrystalline material can be expected to exhibit increased yield strength and so enhanced fatigue crack initiation resistance. On the other hand, if the material does not exhibit good ductility and toughness, such finer grain size also has an undesirable effect on the resistance to fatigue crack propagation. In case of coarse grained materials, owing to lower strength fatigue cracks can initiate quickly [2]. However, due to good ductility and toughness they may exhibit better crack propagation resistance. Generally fatigue cracks initiate from the surface and propagate to the interior. So a component with a nanostructured surface (NS) layer and coarse grained interior can be expected to have superior crack initiation resistance as well as superior crack propagation resistance resulting in improved fatigue behaviour.
There are conventional methods of generating an NS layer on a bulk material by means of deposition processes such as physical vapour deposition, chemical vapour deposition, electrodeposition etc. As a result of these processes, a tensile residual stress may be induced, which may increase the probability to initiate a microcrack between the deposited nanostructured layer and the substrate. In addition, issues associated with the porosity, contamination and change in the chemical composition of the bulk metals/alloys will greatly impede the study of fundamental mechanical behavior of the nanocrystalline materials. Surface mechanical attrition treatment (SMAT) addresses these challenges in a more scientific manner, which can transform the coarse grained surface layer of a bulk material into nanosized grains by severe plastic deformation (SPD) [3]. This technology has been shown to improve tensile strength [4, 5], hardness [6, 7], wear resistance [6, 8], and fatigue strength of materials [9, 10].
The processing duration is one of the key parameters in SPD processes that dictates the surface properties. Accumulation of plastic strain increases with an increase in processing duration, which leads to more grain refinement. An increase in hardness and thickness of hardened layer at the surface of AISI 316L with increasing treatment duration of the SMAT process has been reported by Arifvianto et al. [11]. Sanda et al. [12] studied the effect of ultrasonic shot peening parameters (treatment time, material and quantity of shot balls and distance between radiating surface and sample) on residual stress induced in alloy 718. They reported that with increasing treatment time and reducing the distance, compressive residual stress of higher magnitude was induced in alloy 718. Tian et al. [13] reported the effect of treatment duration on hardness and thickness of hardened layer at the surface of C-2000 superalloy subjected to surface nanocrystallization and hardening (SNH). They have reported that hardness increased with an increase in treatment duration up to 30 min. With further increase in treatment duration, plastic-deformation zone remained nearly constant resulting in no significant increase in hardness.
The influence of SMAT duration on microstructure and properties of Alloy 718 and Ti–6Al–4V was reported in our previous studies [14, 15]. SMAT resulted in nanocrystallization of the surface layer. The crystallite size reduced, hardness increased and compressive residual stress increased monotonously with an increase in SMAT duration in both materials. However, it was not the case with fretting wear resistance. The fretting wear resistance of samples treated for 30 min was superior compared to the samples treated for 60 min and untreated samples, which was attributed to optimum combination of hardness and toughness of the samples treated for 30 min. In contrast, the fretting wear resistance of the samples treated for 60 min was inferior to that of untreated samples, presumably due to the higher hardness and reduced toughness of the samples treated for 60 min.
In our previous study on SMAT treated alloy 718 [16], it was observed that there was no significant difference between the fatigue lives of samples treated for 30 and 60 min. However, at the lowest test stress level, the sample treated for 60 min performed better than the sample treated for 30 min. The aim of the present study is to understand the influence of SMAT duration on fatigue lives of Ti–6Al–4V alloy.
2 Experimental Procedures
The test material Ti–6Al–4V was in mill annealed condition. The material’s hardness was 364 Hv0.1. Tensile and hourglass type fatigue test specimens were prepared by wire cut electric discharge machining. All specimens were polished using four grades of silicon carbide abrasive papers (1/0, 2/0, 3/0 and 4/0) followed by alumina polishing and then finally cleaned with acetone. Few samples were subjected to SMAT using a surface nanocrystallization equipment. The schematic and methodology of SMAT were given elsewhere [3, 17]. The SMAT process was carried in vacuum (−0.1 MPa) with SAE 52100 steel balls of 5 mm diameter for 30 and 60 min at a vibrating frequency of 50 Hz.
Surface roughness measurements and X-ray diffraction using Cu Kα radiation were done on the treated and untreated samples. The average crystallite size and mean microstrain were calculated from the broadening of Bragg diffraction profiles using pseudo-Voigt function. The residual stresses in untreated and treated samples were measured using an XRD stress analysis system. Microstructural studies were done using a transmission electron microscope operating at 120 kV. Cross sections of the treated samples were polished using different grades of silicon carbide abrasive papers (1/0, 2/0, 3/0 and 4/0) and diamond paste of 0.25 μm. The samples were etched using Kroll’s reagent and observed under a scanning electron microscope.
Nanoindentation hardness was measured on the polished cross sections of the treated samples using a nanoindenter at a load of 10 mN. Tensile tests were carried out at an initial strain rate of 3.33 × 10−4 s−1. Fatigue tests were carried out under load control mode on treated and untreated samples using a 100 kN servo-hydraulic testing machine with a load ratio of 0.1 at different load levels and at a cycle frequency of 15 Hz. Tests were conducted till specimen failure (separation into two pieces) or till 1 × 106 cycles. Fracture surfaces of the fatigue tested samples were observed under a scanning electron microscope.
3 Results and Discussion
3.1 Characterization of Samples Subjected to SMAT
As the results of characterization have been in published in a detailed manner elsewhere [15, 18], only the important points are presented here for the sake of completeness. SMAT process introduced a significant change in surface topography or surface roughness of the samples as shown in Fig. 1. The surface damage was severe with more number of micro cracks in the samples treated for 60 min compared to that of samples treated for 30 min. Also, the micro cracks were deeper. The longer duration of SMAT resulted in more and deeper micro cracks on the treated surface, which may have a strong influence on the fatigue behavior.

Surface morphology of SMAT treated Ti–6Al–4V samples: a, b SMAT for 30 min; c, d SMAT for 60 min. b, d are high magnification images of regions marked inside a circle shown in a, c respectively
Cross-sectional optical microscopic observation of samples subjected to SMAT indicated severe plastic deformation in the surface and near surface layers. A gradient in microstructure (i.e. finer grains in the surface and near surface regions and coarse grains in the bulk) was seen. Dark field transmission electron micrographs of SMAT treated samples and corresponding selected area electron diffraction patterns confirmed the formation of nanostructure in the treated material surface [15, 18].
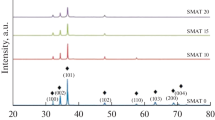
There was broadening of Bragg diffraction profiles obtained in the samples subjected to SMAT, which can be attributed to small crystallite size and micro strain [15, 18]. The values of crystallite size, micro strain (calculated from the XRD data using pseudo-Voigt function), surface roughness (Ra and Rmax) and compressive residual stress on the surface of untreated and treated specimens are listed in Table 1. The samples treated for 30 min duration had slightly higher surface roughness value compared to those treated for 60 min.
Figure 2 shows the value of hardness of the samples subjected to SMAT for two different durations. There was a significant increase in the surface hardness of the samples subjected to SMAT for two different durations. The increase in surface hardness value with an increase in SMAT duration may be attributed to the increased grain refinement and strain hardening.

Variation of hardness with distance from surface of Ti–6Al–4V subjected to SMAT
There was not much difference between the tensile properties of the samples treated for 30 min and untreated samples (Table 1). However, the samples treated for 60 min exhibited higher tensile strength and reduced ductility due to higher level of work hardening at the surface and near surface. The samples subjected to SMAT had higher magnitude of compressive residual stress compared to untreated samples (Table 1).
3.2 Fatigue Lives of Ti–6Al–4V
The influence of SMAT duration on the fatigue lives of Ti–6Al–4V samples is shown in Fig. 3. The samples treated for 30 min exhibited superior fatigue lives compared to the samples treated for 60 min and untreated samples. A similar improvement in the fatigue lives of SMAT treated 316 L austenitic stainless steel [9], SS400 stainless steel [10] and alloy 718 [16] has been reported.

Influence of SMAT duration on fatigue lives of Ti–6Al–4V (arrow indicates non-failure)
The enhancement in the fatigue lives can be attributed to the positive influence of nanostructured surface layer, compressive residual stress and work hardened layer, which surpassed the negative influence of increased surface roughness. However, it is not possible to determine the individual contribution of each factor influencing the fatigue life. Crack initiation and initial phase of crack propagation can be delayed by the surface compressive residual stresses which reduce mean stress. A large number of dense dislocation walls, dislocation tangles and sub grains with low angle boundaries are possibly present in a work hardened layer and crack nucleation can be retarded by such distorted microstructures [19]. Generally finer grained materials exhibit superior crack initiation resistance compared to coarse grained materials.
On the other hand, fatigue lives of samples treated for 60 min were even lower than those of the untreated samples. It can be attributed to the large extent of micro-damages/cracks induced by the impacting balls (see Fig. 1c, d), which acted as potential stress raisers. In case of C-2000 alloy subjected to SNH process, it is reported that micro-damages increase with an increase in treatment duration, which could markedly increase the probability of the macrocrack initiation, if no other effects are considered [11]. It may be noted in our previous study on SMAT treated alloy 718 [16], it was observed that there was no significant difference between the fatigue lives of samples treated for 30 and 60 min. However, at the lowest test stress level, the sample treated for 60 min performed better than the sample treated for 30 min. The difference in the effect of SMAT duration on both materials has been attributed to the difference in the notch sensitivity and ductility of both materials. The surface damage due to SMAT was more severe in Ti–6Al–4V compared to that in case of alloy 718. This may be attributed to the relatively lower ductility of Ti–6Al–4V compared to that of alloy 718. The ductility of Ti–6Al–4V used in the present study was about half the ductility of alloy 718. It may be noted that Ti–6Al–4V has a relatively higher notch sensitivity compared to that of alloy 718 [20, 21]. So it may be said that the influence of SMAT duration on fatigue life depends on the material, ductility and notch sensitivity.
If the SMAT duration is increased beyond 60 min, the extent of surface damage will increase and it may lead to reduction in fatigue lives in case of alloy 718 also compared to the fatigue lives of untreated samples as has been observed in Ti–6Al–4V.
Fracture surfaces of fatigue tested samples were observed and it was found that the fatigue crack initiation site was at the free surface in all samples. However, in case of samples treated for 60 min, the presence of more micro cracks generated from severe surface damage aided the fatigue crack initiation quickly.
4 Conclusions
SMAT resulted in nanocrystallization of the surface of Ti–6Al–4V alloy. Samples subjected to SMAT exhibited higher surface roughness, higher surface hardness, higher compressive residual stress, higher tensile strength and reduced ductility compared to the untreated ones. The samples treated for 30 min exhibited superior life compared to untreated samples and samples treated for 60 min. It can be attributed to the positive influence of nanostructured surface layer, compressive residual stress and work hardened layer, which surpassed the negative influence of increased surface roughness. However, fatigue lives of the sample treated for 60 min were inferior to those of untreated samples. It can be attributed to a large extent to micro-damages induced by the impact, which acted as potential stress raisers.
References
Leyens, and Peters M, Titanium and Titanium Alloys Fundamentals and Applications, WILEY-VCH, Weinheim (2003).
Mordyuk B N, and Prokopenko G I, J Sound Vib 308 (2007) 855.
Lu K and Lu J, Mater Sci Eng A 375 (2004) 38.
Wen M, Liu G, Gu J, Guan W, and Lu J, Surf Coat Technol 202 (2008) 4728.
Chen X H, Lu J, Lu L, and Lu K, Scripta Mater 52 (2005) 1039.
Zhou L, Liu G, Han Z, and Lu K, Scripta Mater 58 (2007) 445.
Zhang Y S, Han Z, and Lu K, Wear 265 (2008) 396.
Sun H Q, Shi Y N and Zhang M X, Surf Coat Technol 202 (2007) 2859.
Roland T, Retraint D, Lu K and Lu J, Scripta Mater 54 (2006) 1949.
Li D, Chen H N and Xu H, Appl Surf Sci 255 (2009) 3811.
Arifvianto B, Suyitnoa, Mahardikaa M, Dewoa P, Iswantoa P T and Salima U A, Mater Chem Phys 125 (2011) 418.
Sanda A, Navas V G and Gonzalo O, Mater Des 32 (2011) 2213.
Tian J W, Villegas J C, Yuan W, Fielden D, Shaw L and Klarstrom D L, Mater Sci Eng A 468 (2007) 164.
Anand Kumar S, Ganesh Sundara Raman S, Sankara Narayanan T S N and Gnanamoorthy R, Surf Coat Technol 206 (2012) 4425.
Anand Kumar S, Ganesh Sundara Raman S, Sankara Narayanan T S N and Gnanamoorthy R, Adv Mater Res 463–464 (2012) 316.
Anand Kumar S, Ganesh Sundara Raman S and Sankara Narayanan T S N, Trans IIM 65 (2012) 473.
Balusamy T, Satendra Kumar and Sankara Narayanan T S N, Corros Sci 52 (2010) 3826.
Anand Kumar S, Ganesh Sundara Raman S, Sankara Narayanan T S N and Gnanamoorthy R, Trib Inter 57 (2013) 107.
Wagner L, Mater Sci Eng A 263 (1999) 210.
Janecek M, Nový F, Stráský J, Harcuba P and Wagner L, J Mech Behav Mater 4 (2011) 417.
Chen Q, Kawagoishi N and Nisitani H, Inter J Fatigue 21 (1999) 925.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Kumar, S.A., Raman, S.G.S. & Narayanan, T.S.N.S. Influence of Surface Mechanical Attrition Treatment Duration on Fatigue Lives of Ti–6Al–4V. Trans Indian Inst Met 67, 137–141 (2014). https://doi.org/10.1007/s12666-013-0322-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-013-0322-2